

A Comparative Analysis of the Lubricating Performance of an Eco-Friendly Lubricant vs Mineral Oil in a Metallic System
 , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Metallic Materials
2.2. Materials Preparation
2.3. Lubricants
2.4. Physical Properties of Lubricants
2.5. Lubricating Regime Estimation
2.6. Tribological Evaluation
2.7. Effectiveness of Lubricants
3. Results
3.1. Physical Properties of Lubricants
3.2. Lubricating Regime Estimation
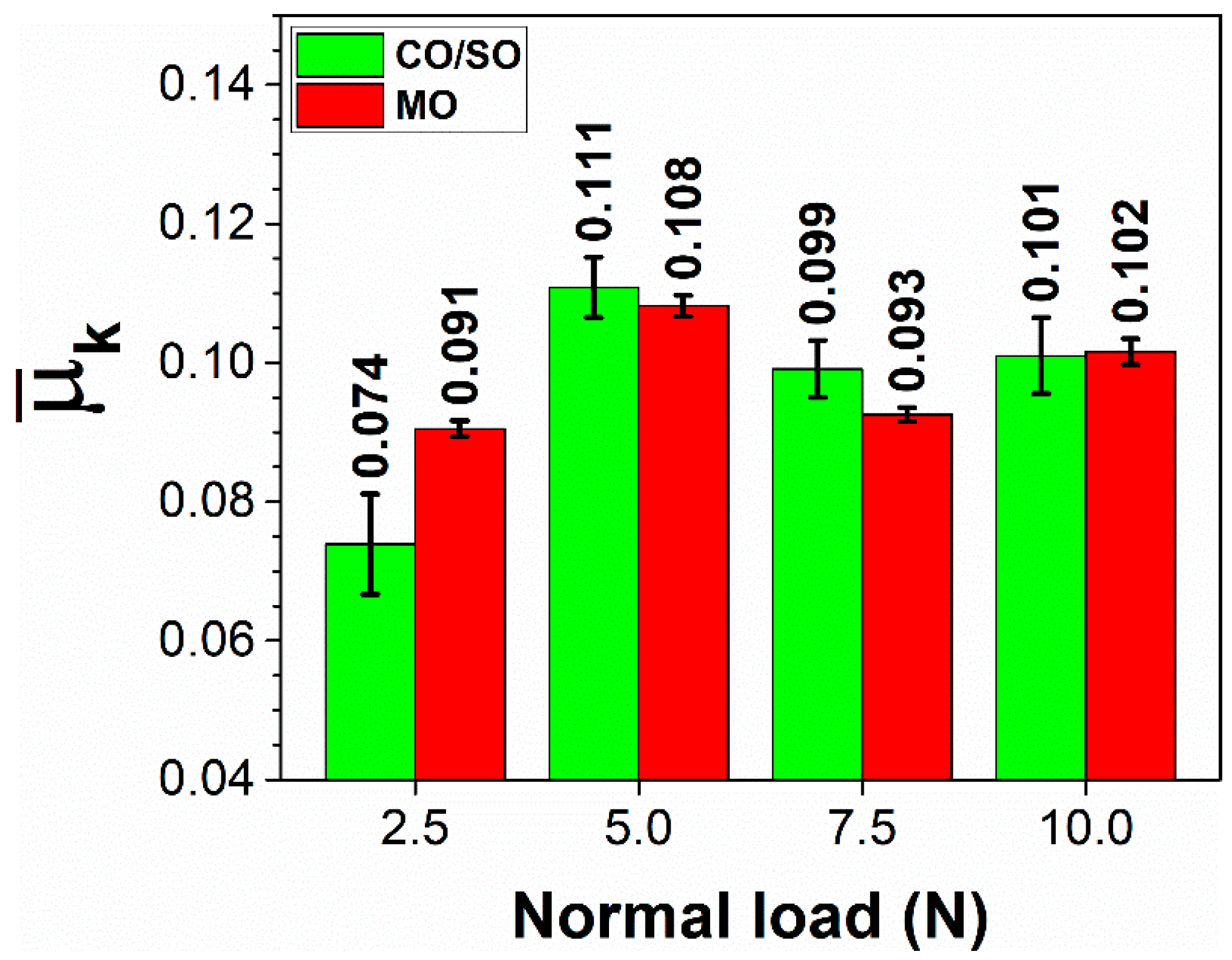
3.3. Friction Coefficient Evaluation of CO/SO and Mineral Oil
3.4. Wear Performance Evaluation of CO/SO and Mineral Oil
3.5. Effectiveness of CO/SO and Mineral Oil Lubricants
4. Discussion
5. Conclusions
- The CO/SO mixture has similar physical and rheological properties to the mineral oil. The density of this oil is 7.5% higher than the MO, and the viscosity is 15% lower at 40 °C but 200% higher at 100 °C.
- The CO/SO mixture has better thermal stability since its viscosity index is 263% higher than that of the MO.
- Due to the similarity in physical and rheological properties, the CO/SO mixture has a comparable film thickness capacity to the mineral oil.
- The vegetable oil mixture offers a better performance to reduce friction than mineral oil, in working conditions up to 950 MPa of contact pressure.
- The lubricant efficiency of the CO/SO mixture to reduce friction and wear was very close to that of the commercial mineral oil which is fully formulated.
- At 2.5 and 10 N of normal load, the CO/SO mixture caused lower friction than the mineral oil (up to 19% lower at 2.5 N). However, at 5 and 7.5 N, this property was slightly higher.
- The wear performance of the CO/SO mixture, despite the lack of additives, had a mean CLE value of 85.9% in friction and 99.4% in wear.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lubricant | β (Pa−1) | αT (K−1) | SV/T (K) | αp (Pa−1) |
|---|---|---|---|---|
| CO/SO | 8.19 × 10−10 | −1.19 × 10−3 | 1910 | 5.59 × 10−9 |
| MO | 8.16 × 10−10 | −1.29 × 10−3 | 2400 | 6.46 × 10−9 |
| Lubricant | Load (N) | U | W | G | Hc |
|---|---|---|---|---|---|
| CO/SO | 2.5 | 2.75 × 10−12 | 4.81 × 10−6 | 1.29 × 10−3 | 3.45 × 10−6 |
| 5 | 9.63 × 10−6 | 3.30 × 10−6 | |||
| 7.5 | 1.44 × 10−5 | 3.21 × 10−6 | |||
| 10 | 1.93 × 10−5 | 3.15 × 10−6 | |||
| MO | 2.5 | 2.88 × 10−12 | 4.81 × 10−6 | 1.49 × 10−3 | 3.84 × 10−6 |
| 5 | 9.63 × 10−6 | 3.67 × 10−6 | |||
| 7.5 | 1.44 × 10−5 | 3.57 × 10−6 | |||
| 10 | 1.93 × 10−5 | 3.50 × 10−6 |
References
- Xiao, H.; Liu, S. 2D nanomaterials as lubricant additive: A review. Mater. Des. 2017, 135, 319–332. [Google Scholar] [CrossRef]
- Long, R.; Pan, Z.; Jin, Z.; Zhang, Y.; Sun, S.; Wang, Y.; Li, M. Tribological behavior of grooves textured thrust cylindrical roller bearings under dry wear. Adv. Mech. Eng. 2021, 13, 16878140211067284. [Google Scholar]
- Jiang, L.; Lyu, Y.; Gao, W.; Zhu, P.; Liu, Z. Numerical investigation of the oil–air distribution inside ball bearings with under-race lubrication. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2022, 236, 499–513. [Google Scholar]
- Reeves, C.J.; Siddaiah, A.; Menezes, P.L. A Review on the Science and Technology of Natural and Synthetic Biolubricants. J. Bio- Tribo-Corros. 2017, 3, 11. [Google Scholar] [CrossRef]
- Hirani, H.; Jangra, D.; Sidh, K.N. Experimental Analysis of Chemically Degraded Lubricant’s Impact on Spur Gear Wear. Lubricants 2023, 11, 201. [Google Scholar] [CrossRef]
- Hirani, H.; Jangra, D.; Sidh, K.N. Experimental Investigation on the Wear Performance of Nano-Additives on Degraded Gear Lubricant. Lubricants 2023, 11, 51. [Google Scholar] [CrossRef]
- Nowak, P.; Kucharska, K.; Kamiński, M. Ecological and Health Effects of Lubricant Oils Emitted into the Environment. Int. J. Environ. Res. Public Health 2019, 16, 3002. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Campos Flexa Ribeiro Filho, P.R.; Rocha do Nascimento, M.; Otaviano da Silva, S.S.; Tavares de Luna, F.M.; Rodríguez-Castellón, E.; Loureiro Cavalcante, C., Jr. Synthesis and Frictional Characteristics of Bio-Based Lubricants Obtained from Fatty Acids of Castor Oil. Lubricants 2023, 11, 57. [Google Scholar]
- Hernández-Sierra, M.T.; Bravo-Sánchez, M.G.; Báez, J.E.; Aguilera-Camacho, L.D.; García-Miranda, J.S.; Moreno, K.J. Improvement Effect of Green Lubricants on the Tribological and Mechanical Performance of 4140 Steel. Appl. Sci. 2019, 9, 4896. [Google Scholar]
- Moreno, K.J.; Hernández-Sierra, M.T.; Báez, J.E.; Rodríguez-deLeón, E.; Aguilera-Camacho, L.D.; García-Miranda, J.S. On the Tribological and Oxidation Study of Xanthophylls as Natural Additives in Castor Oil for Green Lubrication. Materials 2021, 14, 5431. [Google Scholar] [CrossRef]
- Hernández-Sierra, M.T.; Báez, J.E.; Aguilera-Camacho, L.D.; García-Miranda, J.S.; Moreno, K.J. Friction and wear improvement by using Curcumin as a natural additive in green lubricants. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2023, 237, 578–588. [Google Scholar] [CrossRef]
- Ortega-Álvarez, R.; Hernández-Sierra, M.T.; Aguilera-Camacho, L.D.; Bravo-Sánchez, M.G.; Moreno, K.J.; García-Miranda, J.S. Tribological Performance of 100Cr6/8620 Steel Bearing System under Green Oil Lubrication. Metals 2022, 12, 362. [Google Scholar] [CrossRef]
- DuPont, P.; Lampman, S. Friction and Wear of Rolling-Element Bearings. In ASM Handbook Friction, Lubrication, and Wear Technology; ASM International: Almere, The Netherlands, 2017; Volume 18, pp. 836–864. [Google Scholar]
- ASTM G99-17; Standard Test Method for Wear Testing with a Pin-on-disk Apparatus. ASTM International: West Conshohocken, PA, USA, 2017.
- Bhadeshia, H.K.D.H. Steels for bearings. Prog. Mater. Sci. 2012, 57, 268–435. [Google Scholar] [CrossRef]
- ASMT E18-15; Standard Test Methods for Rockwell Hardness of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM E3-11 (2017); Standard Guide for Preparation of Metallographic Specimens. ASTM International: West Conshohocken, PA, USA, 2017.
- ISO 4287:1997; Geometrical Product Specifications (GPS) – Surface texture: Profile method – Terms, definitions and surface texture parameters. International Organization for Standardization: Geneva, Switzerland, 1997.
- ASTM D2270-10(2016); Standard Practice for Calculating Viscosity Index from Kinematic Viscosity at 40 °C and 100 °C. ASTM International: West Conshohocken, PA, USA, 2016.
- Hamrock, B.J.; Dowson, D. Isothermal elastohydrodynamic lubrication of point contacts: Part III—Fully flooded results. J. Lubr. Technol. 1977, 99, 264–275. [Google Scholar] [CrossRef]
- Wood, R.J.K.; Ramkumar, P.; Wang, L.; Wang, T.J.; Nelson, K.; Yamaguchi, E.S.; Harrison, J.J.; Powrie, H.E.G.; Otin, N. Electrostatic monitoring of the effects of carbon black on lubricated steel/steel sliding contacts. In Tribology and Interface Engineering Series; Dowson, D., Priest, M., Dalmaz, G., Lubrecht, A.A., Eds.; Elsevier: Amsterdam, The Netherlands, 2005; Volume 48, pp. 109–121. [Google Scholar]
- Ting, C.C.; Chen, C.C. Viscosity and working efficiency analysis of soybean oil based bio-lubricants. Measurement 2011, 44, 1337–1341. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Szewczyk, M.; Szwajka, K. The Use of Non-Edible Green Oils to Lubricate DC04 Steel Sheets in Sheet Metal Forming Process. Lubricants 2022, 10, 210. [Google Scholar] [CrossRef]
- Stachowiak, G.W.; Batchelor, A.W. Fundamentals of Contact Between Solids. In Engineering Tribology, 4th ed.; Stachowiak, G.W., Batchelor, A.W., Eds.; Butterworth-Heinemann: Waltham, MA, USA, 2014; pp. 475–524. [Google Scholar]
- Hamrock, B.J.; Schmid, S.R.; Jacobson, B.O. Fundamental of Fluid Film Lubrication, 2nd ed.; Marcel Dekker, Inc.: New York, NY, USA, 2004; ISBN 0-8247-5371-2. [Google Scholar]
- Delaunay, F.; Berthier, C.; Lenglet, M.; Lameille, J.M. SEM-EDS and XPS Studies of the High Temperature Oxidation Behaviour of Inconel 718. Mikrochim. Acta 2000, 132, 337–343. [Google Scholar] [CrossRef]
- Kazeem, R.A.; Fadare, D.A.; Ikumapayi, O.M.; Adediran, A.A.; Aliyu, S.J.; Akinlabi, S.A.; Akinlabi, E.T. Advances in the Application of Vegetable-Oil-Based Cutting Fluids to Sustainable Machining Operations—A Review. Lubricants 2022, 10, 69. [Google Scholar] [CrossRef]
- Engineering ToolBox. Efficiency of Small Machine Elements. 2018. Available online: https://www.engineeringtoolbox.com/efficiency-small-machine-elements-d_2076.html (accessed on 2 October 2022).
- Johnston, W.G. A Method to Calculate the Pressure-Viscosity Coefficient from Bulk Properties of Lubricants. ASLE Trans. 1981, 24, 232–238. [Google Scholar] [CrossRef]
- Hodges, P.K.B. Compressibility. In Hydraulic Fluids; Hodges, P.K.B., Ed.; Butterworth-Heinemann: Waltham, MA, USA, 1996; pp. 55–66. [Google Scholar]







| F (N) | Pm (GPa) | P0 (GPa) |
|---|---|---|
| 2.5 | 0.95 | 1.42 |
| 5 | 1.19 | 1.79 |
| 7.5 | 1.37 | 2.05 |
| 10 | 1.50 | 2.25 |
| F (N) | μk | K (mm3/Nm) |
|---|---|---|
| 2.5 | 0.945 | 1.16 × 10−4 |
| 5 | 0.612 | 1.88 × 10−4 |
| 7.5 | 0.602 | 1.12 × 10−4 |
| 10 | 0.718 | 2.09 × 10−4 |
| Lubricant | Density (kg/m3) | Kinematic Viscosity (cSt) | Viscosity Index (VI) | |||
|---|---|---|---|---|---|---|
| 25 °C | 70 °C | 40 °C | 70 °C | 100 °C | --- | |
| CO/SO | 946 | 925 | 185 | 86 | 57 | 352 |
| MO | 880 | 852 | 220 | 94 | 19 | 97 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
García-Miranda, J.S.; Aguilera-Camacho, L.D.; Hernández-Sierra, M.T.; Moreno, K.J. A Comparative Analysis of the Lubricating Performance of an Eco-Friendly Lubricant vs Mineral Oil in a Metallic System. Coatings 2023, 13, 1314. https://doi.org/10.3390/coatings13081314
García-Miranda JS, Aguilera-Camacho LD, Hernández-Sierra MT, Moreno KJ. A Comparative Analysis of the Lubricating Performance of an Eco-Friendly Lubricant vs Mineral Oil in a Metallic System. Coatings. 2023; 13(8):1314. https://doi.org/10.3390/coatings13081314
Chicago/Turabian StyleGarcía-Miranda, J. Santos, Luis Daniel Aguilera-Camacho, María Teresa Hernández-Sierra, and Karla J. Moreno. 2023. "A Comparative Analysis of the Lubricating Performance of an Eco-Friendly Lubricant vs Mineral Oil in a Metallic System" Coatings 13, no. 8: 1314. https://doi.org/10.3390/coatings13081314