1. Introduction
Polymers have become essential materials for humankind since synthetic macromolecules started to be produced and commercialized, being applied as thermoplastics, coatings, adhesives, fibers, etc. However, since the main sources for their synthesis are petroleum-based molecules, the search for alternative raw materials has intensified over the last few decades in order to reduce environmental problems. In this context, polysaccharides, terpenes, furans, and vegetable oils can be used to produce bio-based polymers. It is important to mention, nevertheless, that the utilization of renewable resources for the production of polymers does not imply that the final product will be biodegradable [
1,
2].
The wide availability, low cost, and unique triglyceride structure of vegetable oils make them ideal candidates for polymer synthesis, since they can undergo direct polymerization or modification reactions, e.g., acrylation, epoxidation, and Diels–Alder reactions, producing monomers that are able to originate from linear to highly crosslinked materials [
3,
4]. Some recent studies report the production of bio-based monomers and polymers derived from vegetable oils [
5,
6,
7,
8,
9,
10]. Tung oil, for example, is very versatile from a chemical point of view. Its highly unsaturated structure, with approximately 80%–85% of α-eleostearic acid, a fatty acid chain containing three conjugated carbon-carbon double bonds, makes it very reactive to free-radical and cationic polymerizations [
11].
Although benign from an environmental perspective and exhibiting promising thermal-mechanical properties, vegetable oil-based polymers usually need to be reinforced in order to compete with traditional petroleum-based materials used in structural applications. Several recent works describe the production of vegetable oil-based matrices reinforced with organic and inorganic fillers, such as lignocellulosic biomass [
12,
13,
14,
15,
16], animal fibers [
17], glass fibers [
18], carbon nanotubes [
19,
20], carbon fibers [
21], salts, and oxides [
22].
Silicon dioxide (SiO
2), commonly known as silica, is found in nature mostly as a crystalline, well-defined network of Si and O atoms. The Si-O bond itself is polar due to the electronegativity difference between the atoms; however, in crystalline silica, the silicon atom is bonded to four other oxygen atoms in a tetrahedral arrangement, which makes the net dipole moment across the material equal to zero. The surface, on the other hand, is covered by silanol groups (Si-OH), granting some polarity to the material [
23]. Silica is a promising reinforcement for composites. It improves the mechanical properties of soybean oil-based waterborne polyurethane [
24], unsaturated epoxy and polyester resins [
23,
25], and polystyrene [
26]. Silica is the major component of sand, which was used as a reinforcing agent for polymer matrices [
27,
28]. SiO
2 is also present in ash from algae biomass [
29]. By acting as a functional reinforcement, algae biomass has been shown to improve the mechanical, electrical, and thermal properties of composites, while also having the advantage of being environmentally friendly, promoting the valorization of lignocellulosic biomass [
30,
31]. Despite the promising data reported, no detailed mechanism has been proposed for the specific enhancements observed when algae is used as reinforcement in composites. To the best of the authors’ knowledge, no previous investigation has reported the synthesis of vegetable oil-based matrices reinforced with sand.
Another promising bio-based platform with great potential for the polymer industry is itaconic acid, an unsaturated dicarboxylic acid that can be produced by the microbial fermentation of fungi. Recently, itaconic acid has been used as a crosslinker for epoxidized vegetable oils, generating fully bio-based, reprocessable, thermosetting resins [
32]. Developing relevant new applications, e.g., composites, for itaconic acid and its derivatives encourages improvements in the production of itaconic acid in biorefineries.
During the synthesis of composites, it is important to ensure that the matrix and the reinforcement have a good interaction with each other. Vegetable oil-based matrices are hydrophobic because of the long non-polar fatty acid chains. As a result, it does not interact well with hydrophilic reinforcements, such as lignocellulosic biomass or silica. Hence, a molecule that can interact with both hydrophobic and hydrophilic moieties may be employed to promote improved compatibility between the phases of the composite. In the recent past, several compatibilizer agents were used to improve the interaction between vegetable oil-based matrices and hydrophilic fillers, such as fatty acids [
33], asolectin [
34], and maleic anhydride [
35]. In this context, itaconic anhydride (ITA), an itaconic acid derivative, is a promising replacement for maleic anhydride, since they share a very similar chemical structure, with ITA having the advantage of being bio-based. Its carbon-carbon double bond allows its free-radical polymerization, and consequently, it can be incorporated into a vegetable oil-based resin as a comonomer. The hydroxyl groups of the reinforcements can then open the anhydride group present in the resin, favoring their interaction and therefore leading to a composite with enhanced mechanical properties. Recently, it has been determined that the addition of ITA to a tung oil-based thermosetting resin matrix reinforced with
Miscanthus, pine wood, or algal biomass indeed increased their thermal-mechanical properties, confirming its role as a compatibilizer [
36].
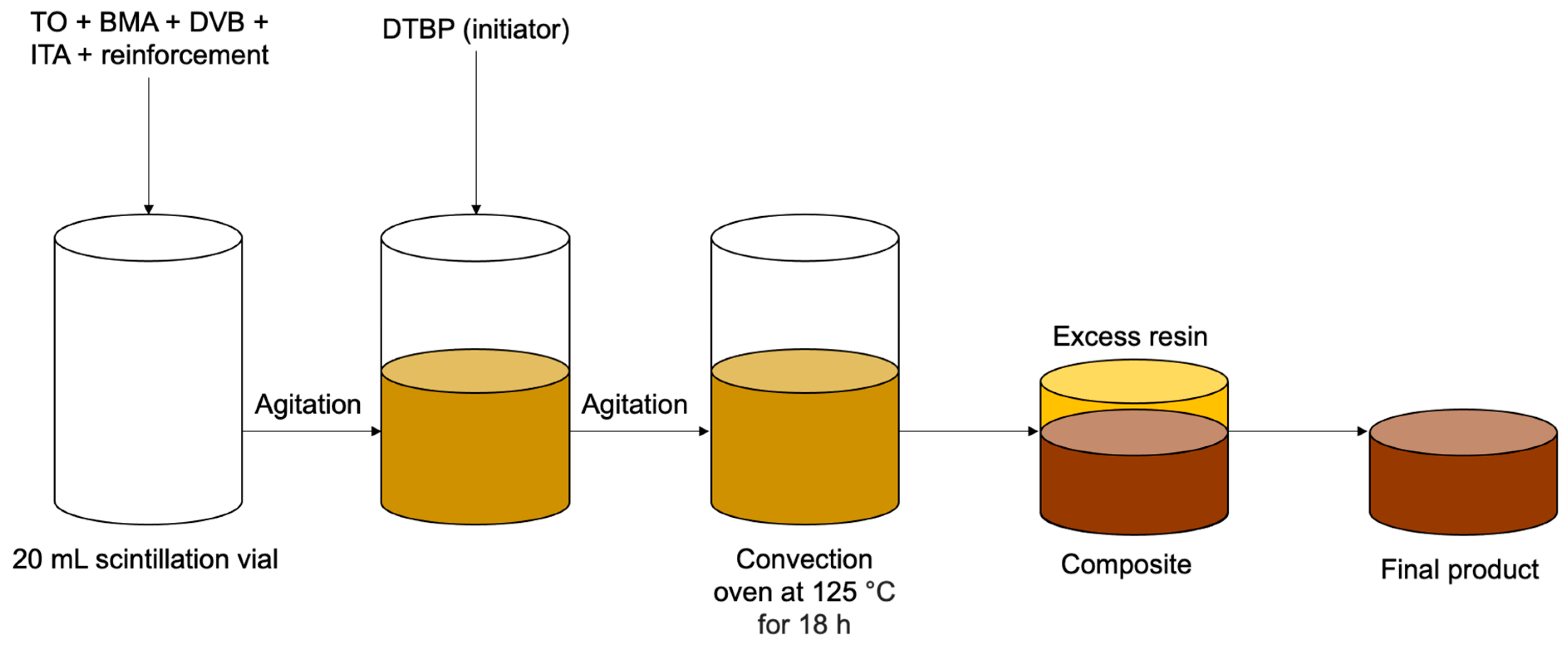
In this work, composites made of tung oil, divinylbenzene (DVB), and n-butyl methacrylate (BMA), reinforced with either sand or high-silica algae biomass, are reported. In order to improve the interaction between the non-polar resin and the polar reinforcements, itaconic anhydride (ITA) was investigated as a compatibilizer agent. The thermal-mechanical properties were assessed by thermogravimetric analysis (TGA), differential scanning calorimetry (DSC), and dynamic mechanical analysis (DMA). The morphology of the composites was investigated via scanning electron microscopy (SEM) and energy dispersive X-ray spectroscopy (EDS).
3. Results and Discussion
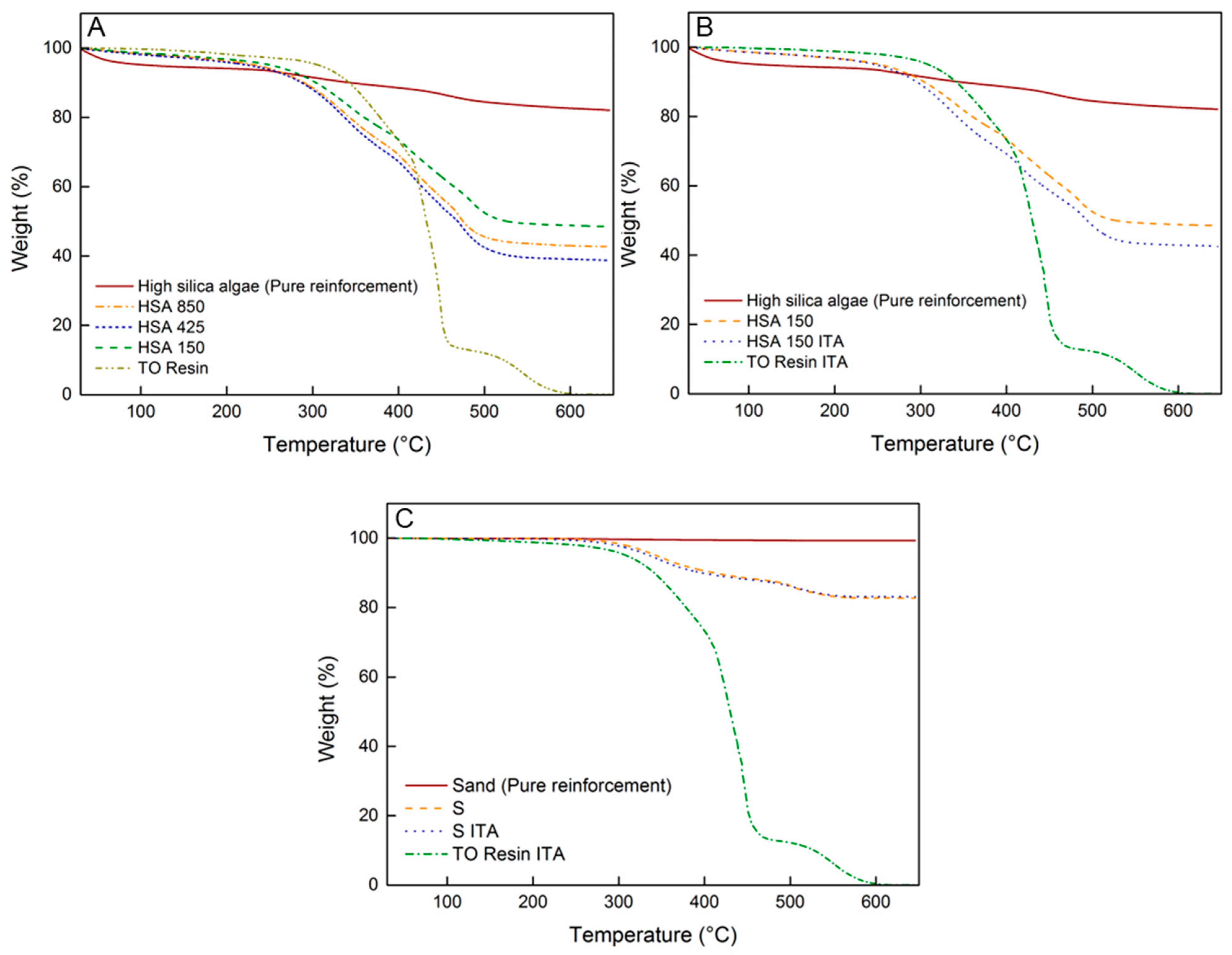
The thermal stability of the samples was assessed via TGA, and the thermograms are shown in
Figure 2. Since the organic material of the resins was completely degraded at temperatures up to 650 °C, that was arbitrarily chosen as the final temperature of the tests. As previously reported, the presence of itaconic anhydride in the resin does not impact its thermal stability, resulting in overlapping thermal degradation profiles [
36]. According to
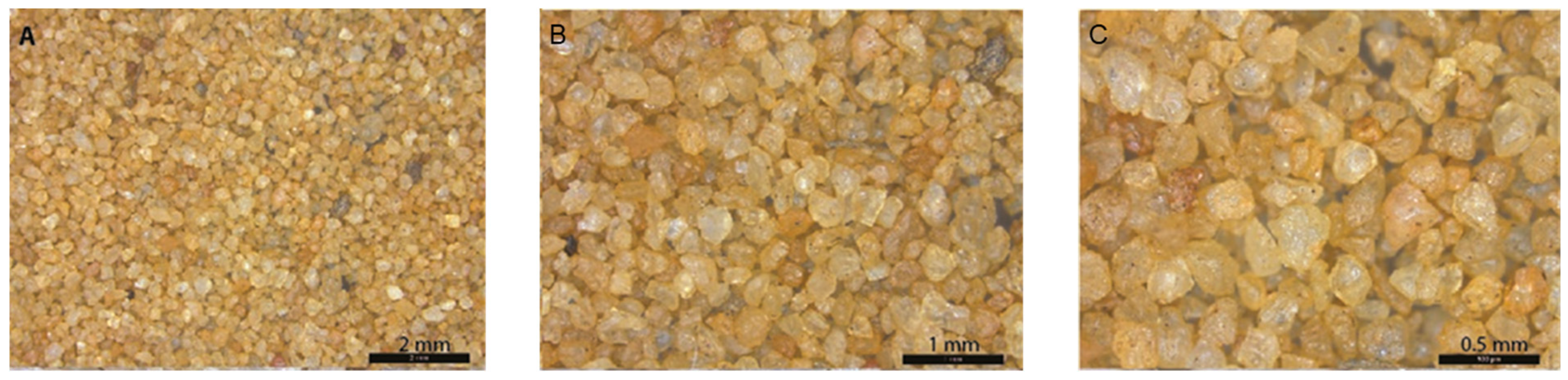
Figure 2A, high-silica algae biomass lost approximately 5% of its weight before 150 °C, most likely due to the evaporation of moisture. Algae biomass is a lignocellulosic material rich in hydroxyl groups (-OH), which are highly polar and able to interact with water through hydrogen bonding. Around 82 wt.% of pure high-silica algae biomass remained at the end of the run, indicating that the biomass indeed has a large amount of silica and other inorganic materials. High-silica algae composites barely lose moisture, having a weight loss of around 2% before 150 °C, while the residues after the analysis varied between 40 and 50 wt.%. Due to the presence of resin, the composites are more hydrophobic than the reinforcement alone, explaining the low moisture content observed in this analysis and the reduction in residue obtained after each run. After the evaporation of moisture, high-silica algae started to degrade at around 240 °C, whereas for unreinforced resins, the degradation started around 320 °C. Hence, even though the reinforcement contains a high content of inorganic material, its organic content is less thermally stable than the resin alone. For this reason, the addition of resin improves the thermal stability of the fillers, as the composites started to degrade at around 270 °C. The different particle sizes (
Figure 2A) affected the thermal stability of the high-silica algae composites. Usually, smaller particle sizes alone have a smaller temperature gradient between their outer and inner parts, which translates to them being thermally degraded at lower temperatures than larger particles [
37]. However, smaller particle sizes have higher surface areas; consequently, the resin can interact better with the reinforcement, generating fewer voids inside the composite. Therefore, more energy is required to thermally degrade the material in comparison to composites made with larger particle sizes. Composite HSA 150 indeed exhibited the highest thermal stability of the three. HSA 850 was only slightly more stable than HSA 425 at lower temperatures, but it completely degraded faster, suggesting that the smaller particle sizes were indeed able to interact better with the matrix and improve the material’s thermal stability. A similar trend was observed for poly(methyl methacrylate/silica nanocomposites [
38]. The presence of ITA (
Figure 2B) surprisingly rendered the composite slightly less thermally stable at lower temperatures. The presence of a compatibilizer promotes a better interaction between the matrix and filler and should, consequently, improve the material’s thermal stability. A previous study showed that the addition of ITA indeed considerably improved the thermal stability of tung oil-based matrices reinforced with lignocellulosic biomass, due to the better interaction between continuous and disperse phases, leading to a higher demand for energy necessary to degrade the fillers [
36]. In this case, however, the filler barely degraded because of its high inorganic content, even if the compatibility was sufficient. The degradation observed in these composites was dominated by the resin. Hence, since the presence of ITA does not affect the thermal stability of the resin, this could be an explanation for the overall trends observed in the TGA results.
Pure sand did not degrade at all (
Figure 2C), presenting a single weight loss of 0.1% at 150 °C. Despite the presence of superficial silanol groups (Si-OH), the bulk of sand is non-polar, which explains the low content of moisture eliminated at 150 °C. The composites started to degrade at lower temperatures (290 °C) than the unreinforced resin (320 °C). Despite not degrading at this temperature, sand has a low specific heat, meaning that it needs a small amount of energy to increase its temperature. Thus, the composites might require a smaller amount of heat to increase their temperature compared to the unreinforced resin, consequently degrading faster. The addition of ITA did not seem to affect the thermal stability of the composites at all. Similar to the high-silica algae composites, this phenomenon could be a result of the non-degradation of sand.
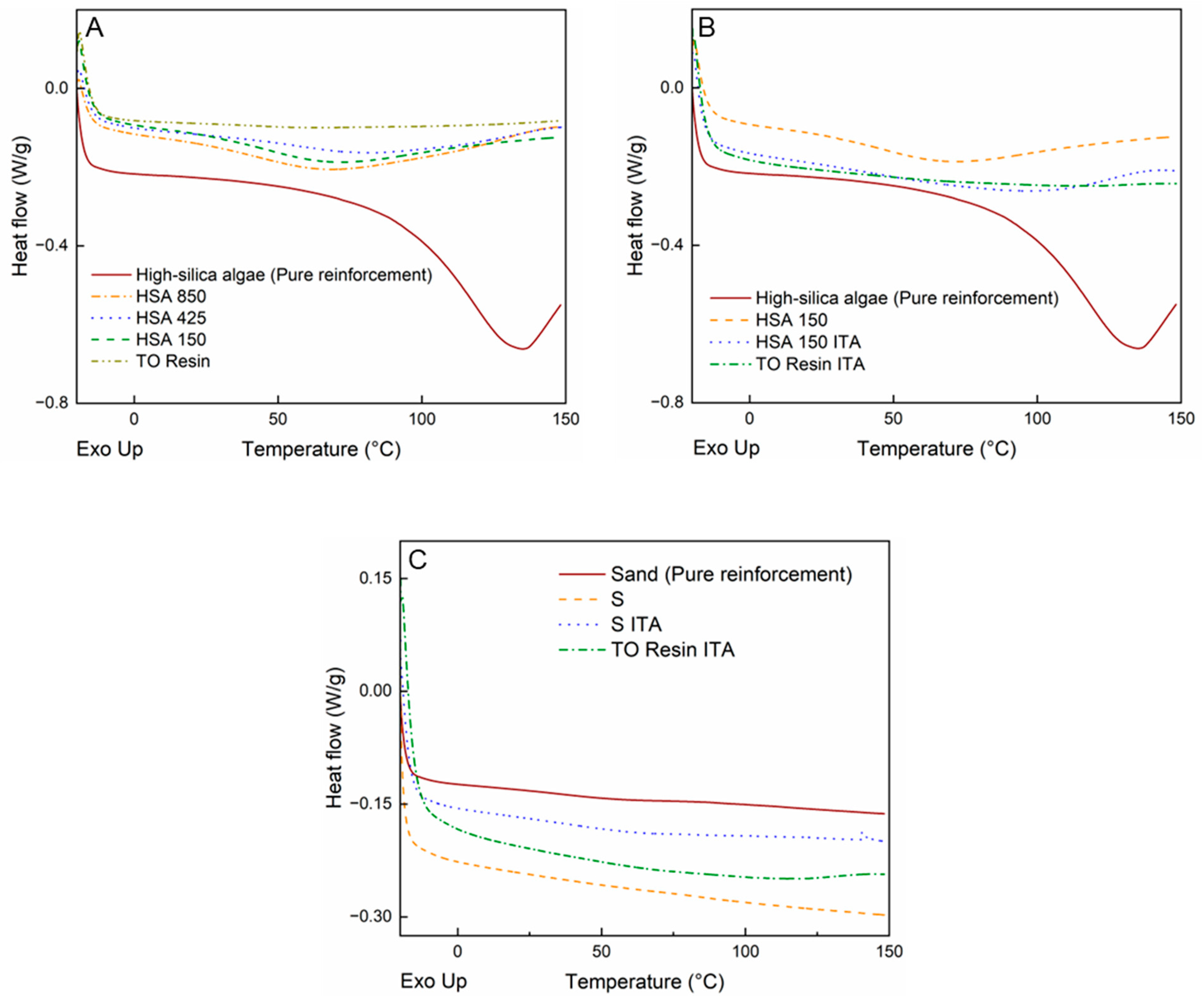
DSC measurements were performed in order to determine whether the cure of the composites was complete or not, and the results are displayed in
Figure 3. The presence of exothermic peaks at around 100–130 °C would indicate residual polymerization taking place during the analysis, indicating the incompleteness of the cure process. Since no exothermic peaks were observed in any of the DSC graphs (
Figure 3), it can be concluded that residual polymerization was negligible or did not happen, meaning that most of the co-monomers fully polymerized during the curing process, leading to the conclusion that neither the reinforcement, its particle size, nor the presence of ITA negatively impact the curing process. The presence of endothermic peaks, however, indicates the elimination of volatiles and moisture. Neither the resins with no reinforcements nor the sand samples, and consequently the composites reinforced by them (
Figure 3C), showed endothermic peaks. In accordance with the TGA, this result indicates that, despite the presence of polar Si-OH groups at the surface of the sand, the absorption of moisture from the air is not significant. The pure high-silica algae (
Figure 3A,B), on the other hand, showed a prominent endothermic peak at approximately 135 °C, and all the composites made with high-silica-algae biomass exhibit a modest endothermic peak at 68–94 °C. Since the high-silica algae biomass was dried before being added to the composites, and considering that the polymerization happened at 125 °C, traces of moisture were probably removed. Therefore, the endothermic peak present in the DSC thermograms of the composites is possibly related to the moisture absorbed by the composites themselves, which is expected to be lower than the pure reinforcement because of the presence of the non-polar tung oil-based resin. This could explain the difference between the areas and the peak temperatures of the pure reinforcement and its composites.
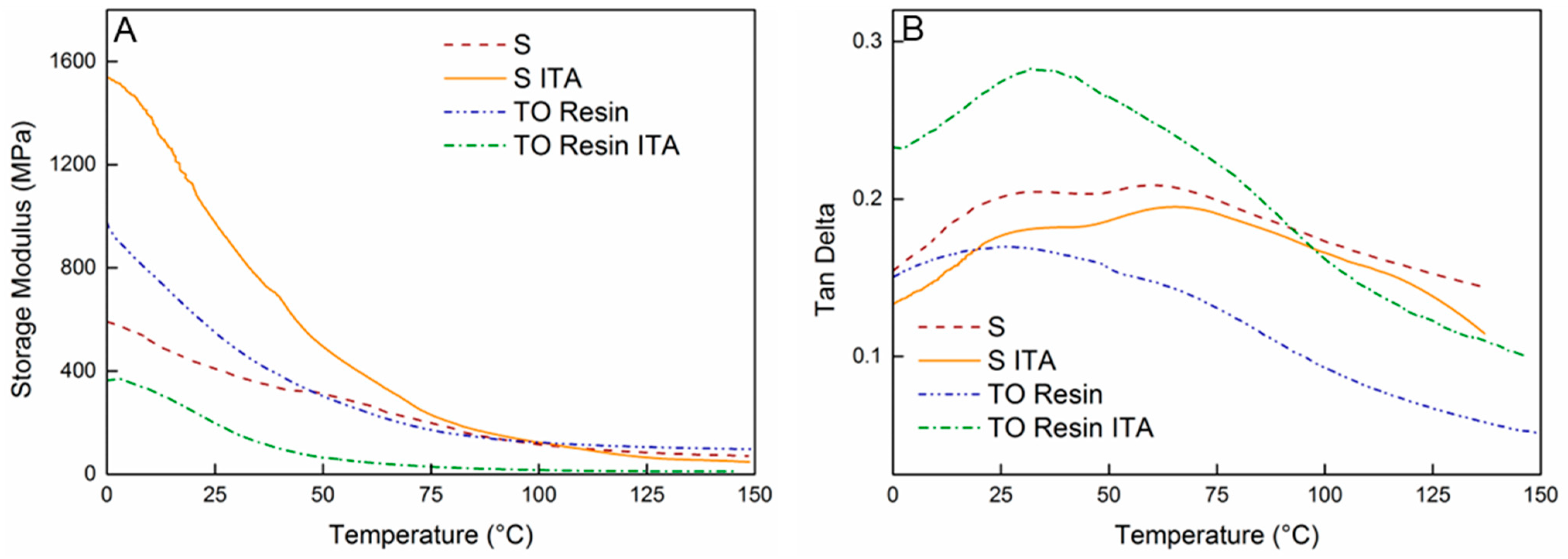
The mechanical properties of the composites were assessed by DMA, and the main results are presented in
Table 2 and
Figure 4.
Table 2 reports
E′ at room temperature (25 °C) and at the rubbery plateau (
Tg + 50 °C). The
Tg was determined by the tan delta peak (
Figure 4B). It was not possible to obtain uniform DMA specimens for the high-silica algae composites due to the excessive presence of bubbles/air pockets in those samples.
As is the case for all polymerization reactions, it is not possible to ensure that all the monomers react simultaneously. This invariably creates a heterogeneous resin, which is translated into the DMA results. The high standard deviation values of some of the measurements reflect the heterogeneity of the material. Nevertheless, some trends can still be observed, and the one-way ANOVA indicated that there was a statistically significant difference between at least two samples regarding the storage modulus at 25 °C and the glass transition temperatures (Tg) measured with DMA (F = 27.9, p = 1.4 × 10−4; and F = 44.9, p = 6.1 × 10−5, for E′ at 25 °C and Tg, respectively). The results for the storage modulus at Tg + 50 °C, on the other hand, did not considerably differ between the samples tested (F = 1.68, p = 0.26).
Tukey’s HSD test confirmed that the addition of ITA affected the storage moduli at 25 °C in the case of unreinforced resins (
p = 0.024). In fact, this effect was also observed when asolectin was added to the formulation of a tung oil-based resin due to the inferior amount of carbon–carbon double bonds in the structure of asolectin compared to tung oil, leading to a lower crosslink density [
34]. The structure of ITA is indeed less unsaturated than tung oil. Consequently, the replacement of tung oil by ITA in the formulation of the resins led to a decrease in the crosslink density and, therefore, in the storage modulus. The
Tg, however, did not significantly change with the addition of ITA to the resin (
p = 0.57).
The reinforcement of the resin did not seem to have a significant positive effect on the storage modulus of the material at room temperature, considering the standard deviations and Tukey’s HSD (
p = 0.95). However, the addition of ITA almost doubled the storage modulus at room temperature of the composite. Samples S ITA and S were indeed statistically significantly different from each other (
p = 1.8 × 10
−3). This result is a strong indication that ITA is a good compatibilizer between the tung oil-based matrix and the sand reinforcement. It is believed that the interaction between the silanol groups from sand and the anhydride group from ITA promotes an enhanced interface interaction between them. Thus, the stress is better transferred from the matrix to the filler, resulting in higher storage moduli. This phenomenon was also observed between tung oil-based resins reinforced with other lignocellulosic biomass, such as maleic anhydride [
35], asolectin [
34], and itaconic anhydride [
36].
The Tg was surprisingly affected by the addition of sand to the resin. Both sand-reinforced composites shared similar Tgs, with no significant difference between them according to Tukey’s HSD test (p = 0.54). However, their Tg was considerably higher than that of the unreinforced resins, with an increase of approximately 30 °C (p = 1.9 × 10−4 for S vs. TO Resin, and p = 7.8 × 10−4 for S ITA vs. TO Resin ITA). The glass transition temperature is an intrinsic characteristic of semi-crystalline and amorphous polymers that can be affected by a series of factors. The addition of a reinforcement per se should not alter the Tg of the matrix unless there is a change in the polymerization process. Sand is a material with a low specific heat, meaning that it takes a small amount of energy to increase its temperature, and a low heat transfer coefficient, implying that it can retain heat for longer periods of time. During the curing process, these properties of sand could have impacted the polymerization of the resin, leading to a material with different polymer chains compared to the pure resins, and, therefore, a different glass transition temperature.
Even though the averages of E′ at Tg + 50 °C are not significantly different, the trends suggest that TO Resin ITA has the lowest values amongst the samples, which can also be due to the lower crosslink density resulting from the replacement of tung oil (~9 carbon–carbon double bonds per triglyceride) with the less unsaturated ITA (one carbon-carbon double bond per molecule). As expected, S ITA exhibits the highest storage modulus at room temperature and at Tg + 50 °C. However, it is worth noting that the values obtained for E′ at Tg + 50 °C are not statistically different from the other composites.
Water absorption tests were performed to give an insight into the effect of ITA and reinforcements on the polarity of the composites. Water absorption results are presented in
Table 3. One-way ANOVA confirmed that there were at least two averages that were significantly different from each other (F = 21.3,
p = 1.4 × 10
−5). As expected, the resins without reinforcement showed the lowest percentages of water absorption, which is a result of the highly non-polar components present in their formulation. The presence of ITA significantly increased the water absorption percentage of the resin (Tukey’s HSD
p-value: 0.027). This is an outcome of the replacement of tung oil by ITA. The polar anhydride group present in TO Resin ITA can interact with water via dipole–dipole interactions, resulting in greater water absorption.
The addition of lignocellulosic reinforcements to the tung oil-based resins considerably increased their water absorption. The addition of high-silica algae increased the water absorption 10-fold, whereas the sand increased it by six times (
p = 2.0 × 10
−5 for TO Resin vs. HSA 150,
p = 0.017 for TO Resin vs. S, and
p = 5.8 × 10
−3 for HSA 150 vs. S). This result is probably due to the presence of hydroxyl groups in the reinforcements, which allow the creation of hydrogen bonds between filler and water that are much stronger than ordinary dipole–dipole interactions. The difference between high-silica algae and sand is in accordance with the results found on TGA and DSC. Similar results were also obtained with other lignocellulosic biomass [
36].
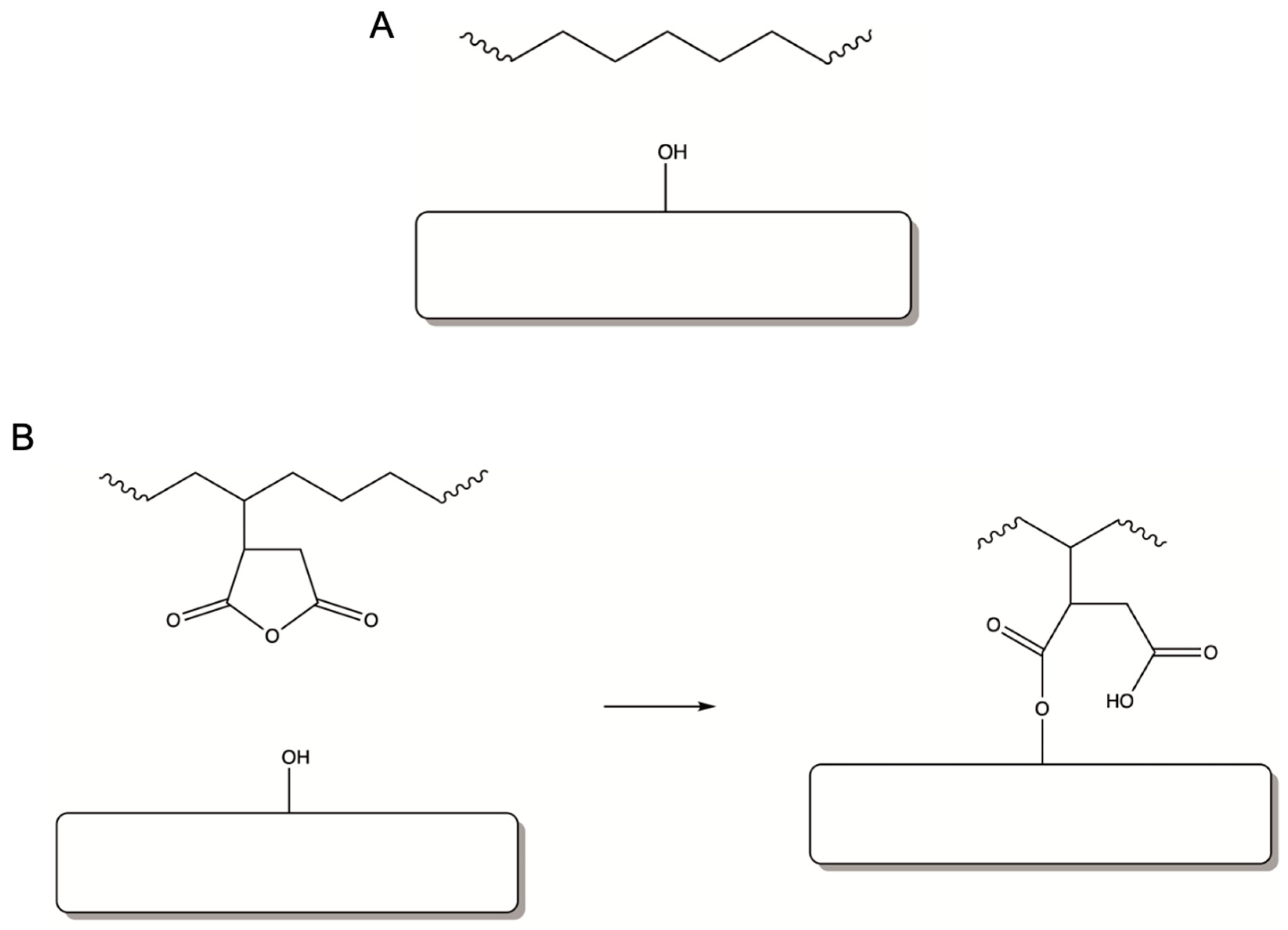
Surprisingly, the introduction of ITA in the composite formulation did not change the water absorption at all. The water absorption is based on the interaction of water with polar groups, e.g., -OH groups, present in the material. When ITA was not present in the composite, the resin and the reinforcement probably did not mix well (
Figure 5A), and the -OH groups present in the filler were free to interact with water during the water absorption experiment. When ITA is present, the -OH groups from the fillers react with the anhydride group, opening the five-membered ring, and originating a carboxylic acid (
Figure 5B), which is able to interact with water. Therefore, despite the addition of ITA and its interaction with the reinforcement, the net number of -OH groups is the same in both instances, resulting in similar water absorption results.
Figure 5 is an illustration of the reaction believed to take place between the compatibilizer and the reinforcement. It illustrates that, regardless of the presence of ITA, the net number of hydroxyl groups is still the same, which explains why the water absorption did not change.
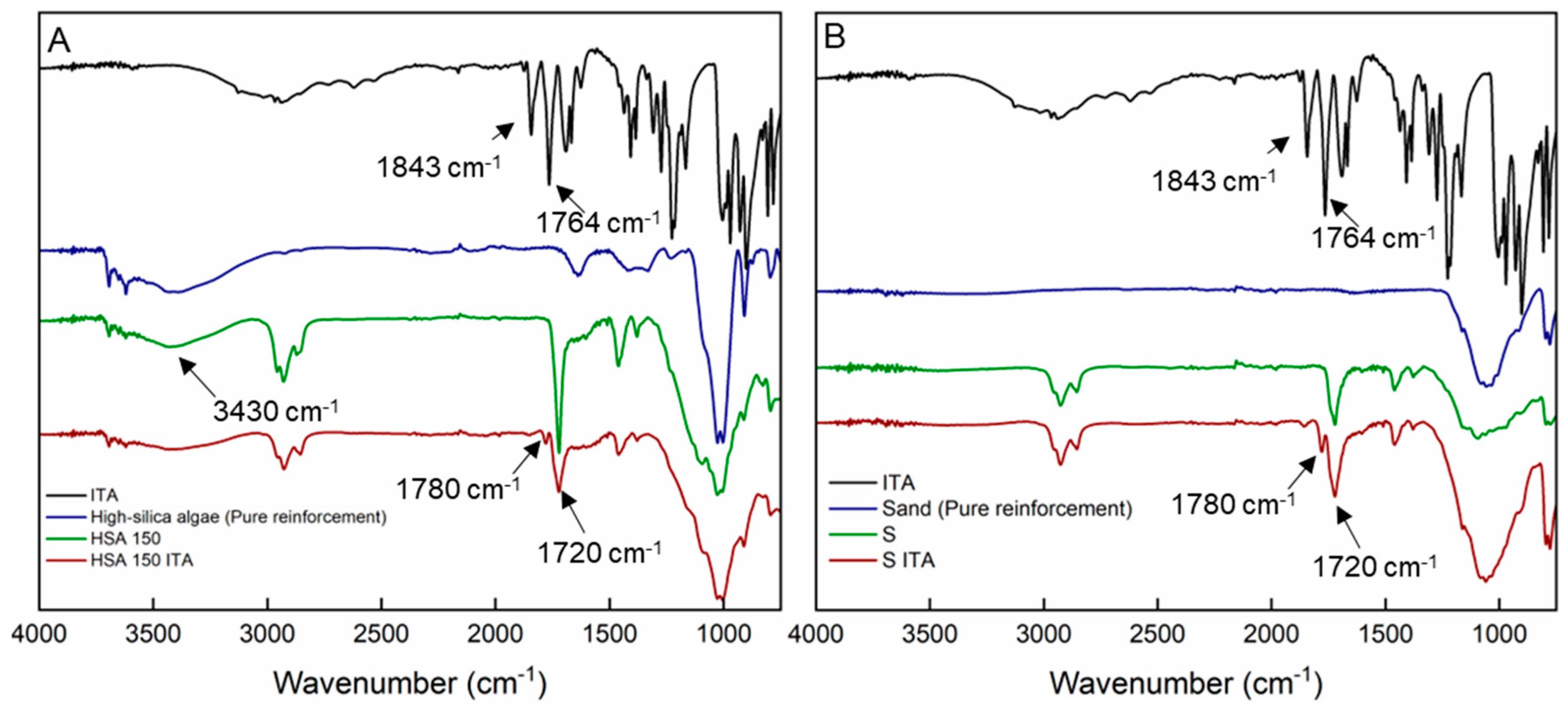
To better investigate the assumption that ITA and -OH groups interacted in the composites, FTIR spectroscopy was performed, and spectra are shown in
Figure 6. High-silica algae presented a band centered around 3430 cm
−1 associated with hydroxyl groups. These bands also appeared in both composites with and without ITA. For sand, however, the OH band is barely noticeable, which is in accordance with TGA and DSC results, in which sand did not absorb considerable moisture. Pure itaconic anhydride presented two C=O stretching bands characteristic of cyclic anhydrides [
39], a symmetric one at 1843 cm
−1, and an asymmetric one at 1764 cm
−1. The composites containing ITA did not exhibit the symmetric C=O stretching band at 1843 cm
−1, which gives a strong indication that the anhydride ring was indeed opened during the polymerization of the composites, and the only difference between the composites with and without ITA was the appearance of a band at 1780 cm
−1 in the former’s spectrum, which is probably a shift of the band at 1764 cm
−1 due to the opening of the ring, originating a new ester and a carboxylic acid. All the composites exhibited a band at 1720 cm
−1, likely corresponding to C=O stretching vibrations of ester, present in tung oil and butyl methacrylate, co-monomers of the resins. Overall, FTIR gave indications of the reaction between the OH groups present in the reinforcements and the anhydride ring.
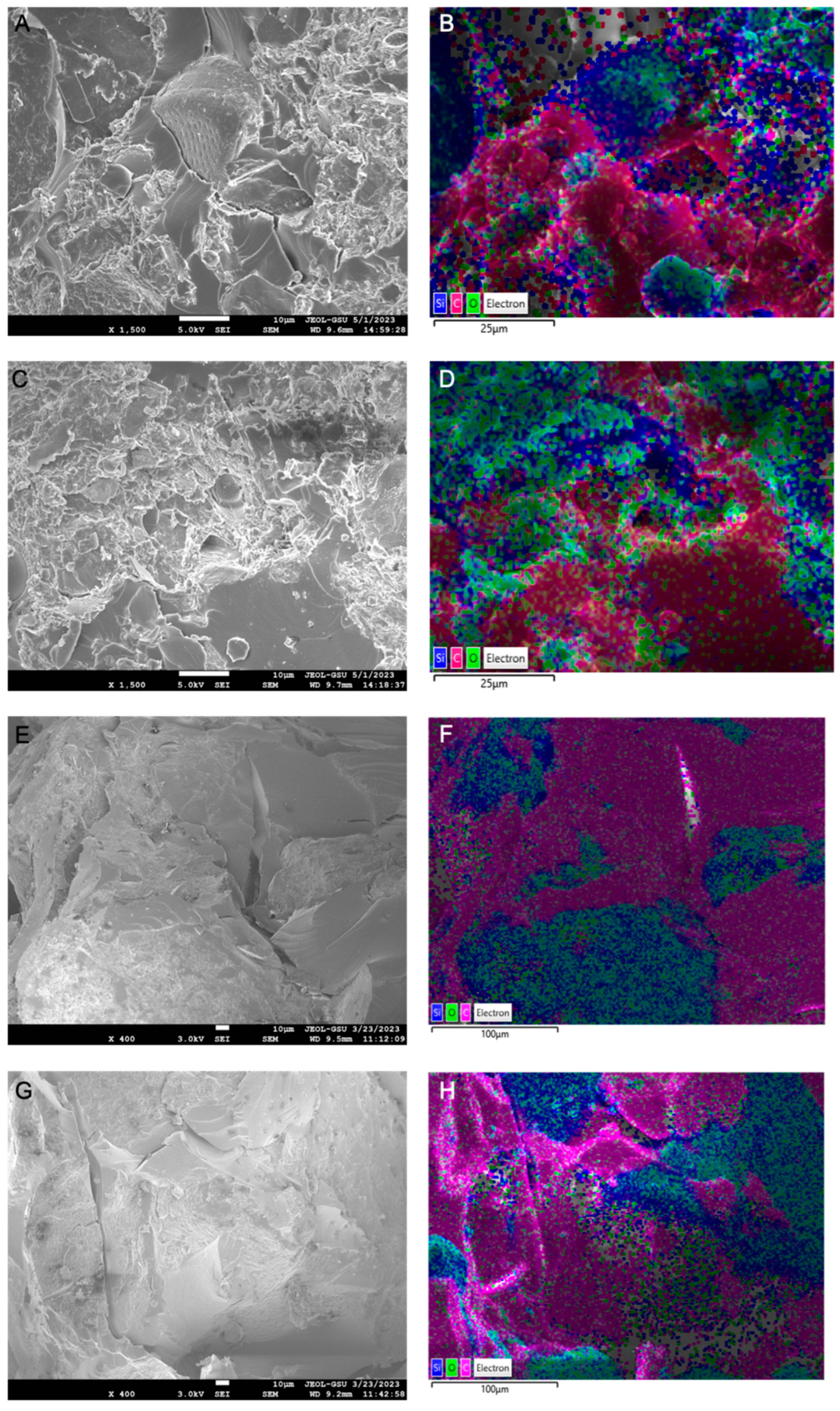
The morphology of the materials was assessed via SEM, while EDS mapping was performed to help distinguish matrix and reinforcement on the images (
Figure 7). The reinforcements correspond to the silicon and oxygen-rich regions (blue and green, respectively), whereas carbon-rich regions (magenta) correspond to the matrix. The addition of ITA to the composites reinforced with high-silica algae evoked some microscopic divergences. In the absence of ITA (
Figure 7A,B), the interface between matrix and reinforcement exhibits noticeable fissures, indicating that there is poor interaction between the two components of the composite. In the presence of ITA (
Figure 7C,D), on the other hand, the gaps are not noticeable, and the matrix and reinforcement are indistinguishable without the elemental mapping. This strongly supports the idea that ITA did, in fact, promote a better interaction between the non-polar tung oil-based resin and the polar high-silica algae biomass. The composites reinforced with sand, however, presented no significant microscopic discrepancy between samples in the absence (
Figure 7E,F) or presence (
Figure 7G,H) of ITA. Both samples look virtually identical under the microscope, and the interface between sand and resin appears to be well established in both cases.


 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}