
Study on the Deposition Characteristics of Molybdenum Thin Films Deposited by the Thermal Atomic Layer Deposition Method Using MoO2Cl2 as a Precursor

Abstract
:1. Introduction
2. Experiments and Discussion
2.1. Experimental Method
2.1.1. Process Conditions for Molybdenum (Mo) Thin Film
2.1.2. Molybdenum-Nitride (MoN) Seed Layer Process Conditions
2.2. Experimental Results and Discussion
2.2.1. Deposition of the Molybdenum Nitride (MoN) Seed Layer
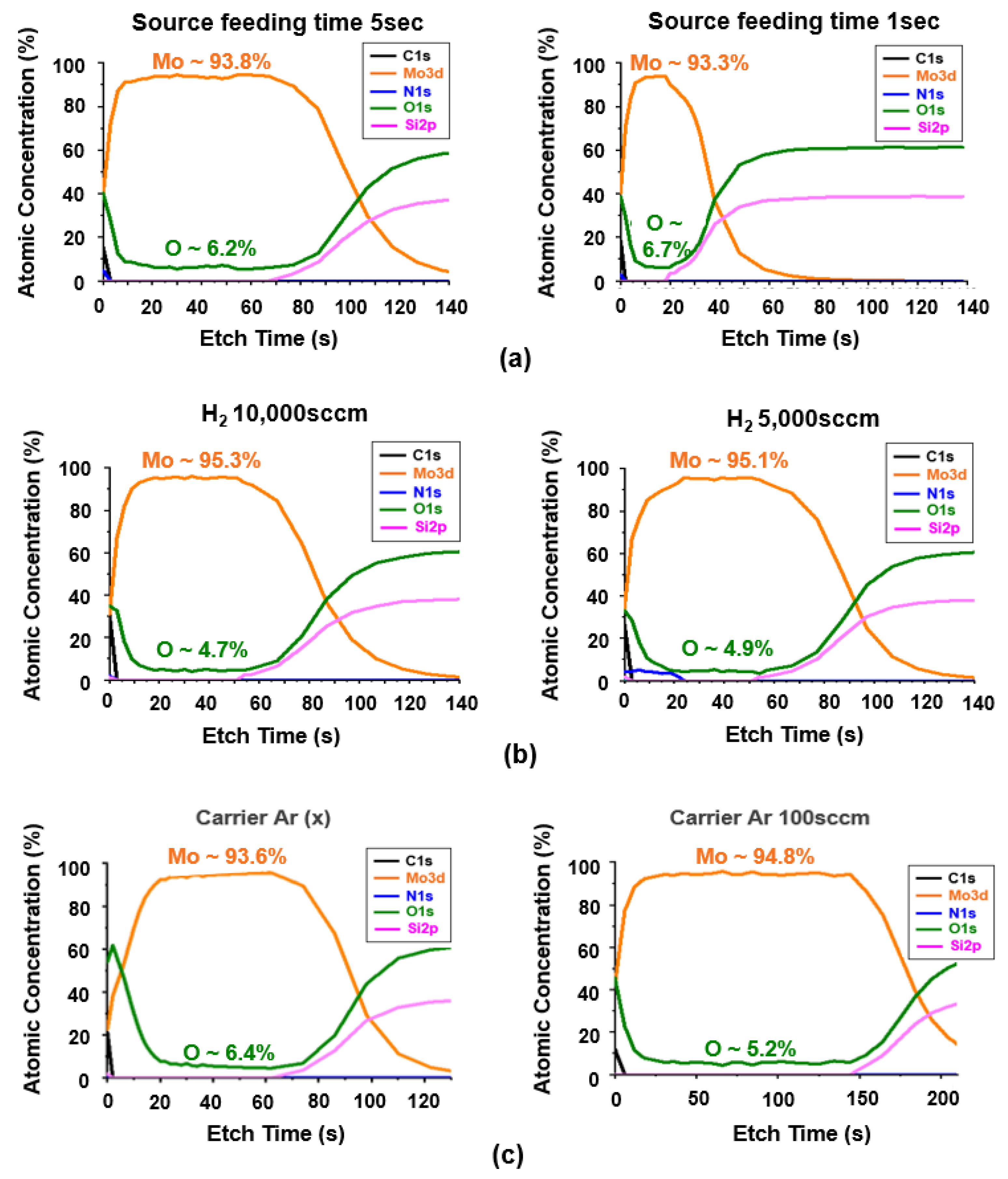
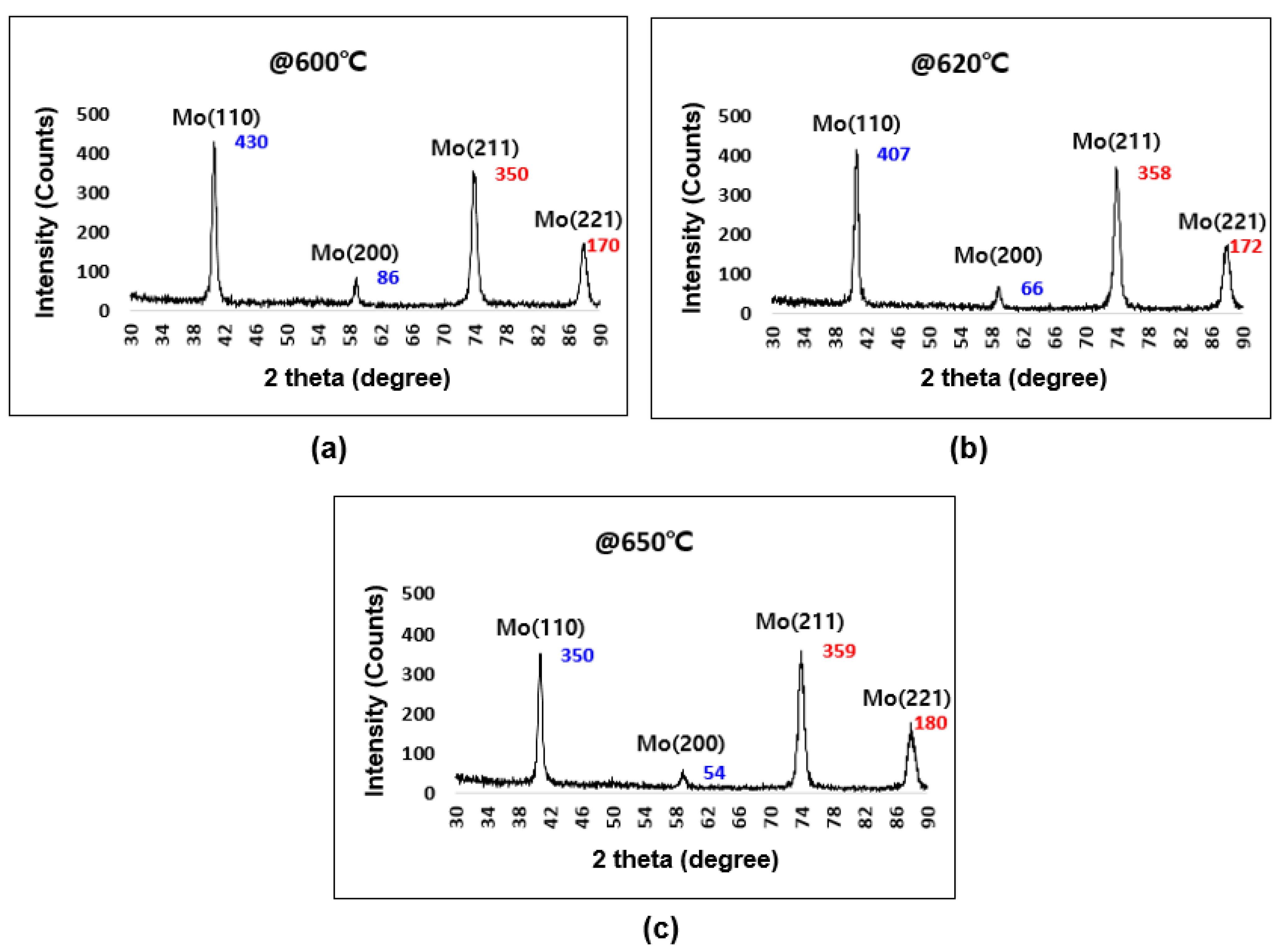
2.2.2. Evaluating the Fundamental Properties of Molybdenum (Mo) Thin Films
- ∗
- Resistance = Ω × Correction Factor = Ω/sq
- ∗
- Correction Factor = 4.532 × 1 × 1
- -
- Sample size coefficient for the sample with a diameter greater than or equal to 40 mm = 4.532
- -
- Film thickness coefficient at approximately 400 μm or less thickness = 1
- -
- Temperature coefficient at 23 °C = 1
2.2.3. Molybdenum (Mo) Deposition on Patterned Wafers
3. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lee, B.-J.; Seo, D.-W.; Choi, J.-W. Analysis of the influence of disk and wafer rotation speed on the SiO2 thin-film characteristics in a space-divided PE-ALD system. JKPS 2021, 79, 638–647. [Google Scholar] [CrossRef]
- Lee, B.-J.; Seo, D.-W.; Choi, J.-W. Effect of reactive gases (NH3/N2) on silicon–nitride thin films deposited with diiodosilane (SiH2I2) precursors. JKPS 2022, 80, 311–319. [Google Scholar] [CrossRef]
- Seghete, D.; Rayner, G.B., Jr.; Cavanagh, A.S.; Anderson, V.R. Molybdenum Atomic Layer Deposition Using MoF6 and Si2H6 as the Reactants. Chem. Mater. 2001, 40, 265. [Google Scholar] [CrossRef]
- Aaltonen, T.; Alén, P.; Ritala, M.; Leskelä, M. Ruthenium Thin Films Grown by Atomic Layer Deposition. Chem. Vap. Depos. 2003, 9, 45. [Google Scholar] [CrossRef]
- Wind, R.W.; Fabreguette, F.H.; Sechrist, Z.A.; George, S.M. Nucleation period, surface roughness, and oscillations in mass gain per cycle during W atomic layer deposition on Al2O3. J. Appl. Phys. 2007, 105, 3658–3663. [Google Scholar] [CrossRef]
- Klaus, J.W.; Ferro, S.J.; George, S.M. Atomic layer deposition of tungsten using sequential surface chemistry with a sacrificial stripping reaction. Thin Solid Film. 2000, 360, 145. [Google Scholar] [CrossRef]
- Grubbs, R.K.; Steinmetz, N.J.; George, S.M. Gas phase reaction products during tungsten atomic layer deposition using WF6WF6 and Si2H6. J. Vac. Sci. Technol. B 2004, 22, 1811. [Google Scholar] [CrossRef]
- Elam, J.W.; Nelson, C.E.; Grubbs, R.K.; George, S.M. Nucleation and growth during tungsten atomic layer deposition on SiO2 surfaces. Thin Solid Film. 2001, 386, 41. [Google Scholar] [CrossRef]
- Letourneau, S.; Young, M.J.; Bedford, N.M.; Ren, Y.; Yanguas-Gil, A.; Mane, A.U.; Elam, J.W.; Graugnard, E. Structural Evolution of Molybdenum Disulfide Prepared by Atomic Layer Deposition for Realization of Large Scale Films in Microelectronic Applications. ACS Appl. Nano Mater. 2018, 1, 4028–4037. [Google Scholar] [CrossRef]
- Elam, J.W.; Zinovev, A.; Han, C.Y.; Wang, H.H.; Welp, U.; Hryn, J.N.; Pellin, M.J. Thin So, Atomic layer deposition of palladium films on Al2O3 surfaces. Thin Solid Film. 2006, 515, 1664. [Google Scholar] [CrossRef]
- Bouman, M.; Zaera, F. Kinetics of Adsorption of Methylcyclopentadienyl Manganese Tricarbonyl on Copper Surfaces and Implications for the Atomic Layer Deposition of Thin Solid Films. J. Phys. Chem. C 2016, 120, 8232–8239. [Google Scholar] [CrossRef]
- Nandi, D.K.; Sen, U.K.; Choudhury, D.; Mitra, S.; Sarkar, S.K. Atomic Layer Deposited Molybdenum Nitride Thin Film: A Promising Anode Material for Li Ion Batteries. ACS Appl. Mater. Interfaces 2014, 6, 6606–6615. [Google Scholar] [CrossRef] [PubMed]
- Soares, J.; Letourneau, S.; Lawson, M.; Mane, A.U.; Lu, Y.; Wu, Y.; Hues, S.M.; Li, L.; Elam, J.W.; Graugnard, E. Nucleation and growth of molybdenum disulfide grown by thermal atomic layer deposition on metal oxides. J. Vac. Sci. Technol. A 2022, 40, 62202. [Google Scholar] [CrossRef]
- Zoubenko, E.; Iacopetti, S.; Weinfeld, K.; Kauffmann, Y.; Van Cleemput, P.; Eizenberg, M. Impact of chemical bonding difference of ALD Mo on SiO2 and Al2O3 on the effective work function of the two gate stacks. J. Vac. Sci. Technol. A 2021, 39, 43201. [Google Scholar] [CrossRef]
- Xu, H.; Akbari, M.K.; Kumar, S.; Verpoort, F.; Zhuiykov, S. Atomic layer deposition—State-of-the-art approach to nanoscale hetero-interfacial engineering of chemical sensors electrodes: A review. Sens. Actuators B Chem. 2021, 331, 129403. [Google Scholar] [CrossRef]
- Cai, J.; Han, X.; Wang, X.; Meng, X. Atomic Layer Deposition of Two-Dimensional Layered Materials: Processes, Growth Mechanisms, and Characteristics. Matter 2020, 2, 587–630. [Google Scholar] [CrossRef] [Green Version]
- Mane, A.U.; Letourneau, S.; Mandia, D.J.; Liu, J.; Libera, J.A.; Lei, Y.; Peng, Q.; Graugnard, E.; Elam, J.W. Atomic layer deposition of molybdenum disulfide films using MoF6 and H2S. J. Vac. Sci. Technol. A Vac. Surf. Films 2018, 36, 1A125. [Google Scholar] [CrossRef]
- Drake, T.L.; Stair, P.C. Vapor deposition of molybdenum oxide using bis(ethylbenzene) molybdenum and water. J. Vac. Sci. Technol. A Vac. Surf. Films 2016, 34, 51403. [Google Scholar] [CrossRef]
- Kvashnin, D.G.; Sorokin, P.B.; Seifert, G.; Chernozatonskii, L.A. MoS2 decoration by Mo-atoms and the MoS2–Mo–graphene heterostructure: A theoretical study. Phys. Chem. Chem. Phys. 2015, 17, 28770–28773. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bosi, M. Growth and synthesis of mono and few-layers transition metal dichalcogenides by vapour techniques: A review. RSC Adv. 2015, 5, 75500–75518. [Google Scholar] [CrossRef]
- Foest, R.; Schmidt, M.; Gargouri, H. Self-assembling and self-limiting monolayer deposition. Eur. Phys. J. D 2014, 68, 23. [Google Scholar] [CrossRef]
- Jin, Z.; Shin, S.; Han, S.J.; Min, Y.S. Novel chemical route for atomic layer deposition of MoS2 thin film on SiO2/Si substrate. Nanoscale 2014, 6, 14453–14458. [Google Scholar] [CrossRef]
- Tomczak, Y.; Knapas, K.; Leskelä, M.; Ritala, M. In situ reaction mechanism studies on the Ti(NMe2)2(OiPr)2-D2O and Ti(OiPr)3[MeC(NiPr)2]-D2O atomic layer deposition processes. J. Vac. Sci. Technol. A Vac. Surf. Films 2014, 32, 1A121. [Google Scholar] [CrossRef]
- Tong, W.M.; Brodie, A.D.; Mane, A.U.; Sun, F.; Kidwingira, F.; McCord, M.A.; Bevis, C.F.; Elam, J.W. Nanoclusters of MoO3−x embedded in an Al2O3 matrix engineered for customizable mesoscale resistivity and high dielectric strength. Appl. Phys. Lett. 2013, 102, 252901. [Google Scholar] [CrossRef]
- Kalanyan, B.; Losego, M.D.; Oldham, C.J.; Parsons, G.N. Low-Temperature Atomic Layer Deposition of Tungsten using Tungsten Hexafluoride and Highly-diluted Silane in Argon. Chem. Vap. Depos. 2013, 19, 161–166. [Google Scholar] [CrossRef]
- Miikkulainen, V.; Leskela, M.; Ritala, M.; Puurunen, R.L. Crystallinity of inorganic films grown by atomic layer deposition: Overview and general trends. J. Appl. Phys. 2013, 113, 21301. [Google Scholar] [CrossRef]
- Tseng, Y.C.; Mane, A.U.; Elam, J.W.; Darling, S.B. Ultrathin molybdenum oxide anode buffer layer for organic photovoltaic cells formed using atomic layer deposition. Sol. Energy Mater. Sol. Cells 2012, 99, 235–239. [Google Scholar] [CrossRef]
- Bahlawane, N.; Kohse-Höinghaus, K.; Premkumar, P.A.; Lenoble, D. Advances in the deposition chemistry of metal-containing thin films using gas phase processes. Chem. Sci. 2012, 3, 929–941. [Google Scholar] [CrossRef]
- Tilley, R.J.D. The Crystal Chemistry of the Higher Tungsten Oxides. Int. J. Refract. Met. Hard Mater. 2001, 40, 265. [Google Scholar]
- Arita, M.; Kaji, H.; Fujii, T.; Takahashi, Y. Resistance Switching Properties of Molybdenum Oxide Films. Thin Solid Film. 2012, 520, 4762–4767. [Google Scholar] [CrossRef] [Green Version]
- Chernova, N.A.; Roppolo, M.; Dillon, A.C.; Whittingham, M.S. Layered Vanadium and Molybdenum Oxides: Batteries and Electrochromics. J. Mater. Chem. 2009, 19, 2526–2552. [Google Scholar] [CrossRef]
- Song, J.; Huang, Z.-F.; Pan, L.; Zou, J.-J.; Zhang, X.; Wang, L. Oxygen-Deficient Tungsten Oxide as Versatile and Efficient Hydrogenation Catalyst. ACS Catal. 2001, 40, 265. [Google Scholar] [CrossRef]
- Machiels, C.J.; Cheng, W.H.; Chowdhry, U.; Farneth, W.E.; Hong, F.; McCarron, E.M.; Sleight, A.W. The Effect of the Structure of Molybdenum Oxides on the Selective Oxidation of Methanol. Appl. Catal. 1986, 25, 249–256. [Google Scholar] [CrossRef]
- Yao, D.D.; Ou, J.Z.; Latham, K.; Zhuiykov, S.; O’Mullane, A.P.; Kalantar-zadeh, K. Electrodeposited α- and βPhase MoO3 Films and Investigation of Their Gasochromic Properties. Cryst. Growth Des. 2001, 40, 265. [Google Scholar]
- Yang, S.; Wang, Z.; Hu, Y.; Luo, X.; Lei, J.; Zhou, D.; Fei, L.; Wang, Y.; Gu, H. Highly Responsive Room-Temperature Hydrogen Sensing of α-MoO3 Nanoribbon Membranes. ACS Appl. Mater. Interfaces 2015, 7, 9247–9253. [Google Scholar] [CrossRef] [PubMed]
- Diskus, M.; Nilsen, O.; Fjellvåg, H. Growth of Thin Films of Molybdenum Oxide by Atomic Layer Deposition. J. Mater. Chem. 2011, 21, 705. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fundamental | Method | Energy Source |
|---|---|---|
| Physical | PVD | Sputtering |
| Evaporation | ||
| Spin-on | Liquid precursor | |
| Chemical | CVD | APCVD |
| LPCVD | ||
| PECVD | ||
| ALD | PEALD | |
| Thermal ALD | ||
| Plating | Electroplating | |
| Electroless plating |
| Parameter | Condition |
|---|---|
| Precursor | MoO2Cl2 |
| Reactant gas | H2 |
| Purge gas | Ar |
| Carrier gas | Ar |
| Pressure | 11~20 Torr |
| Substrate | 12 inch Si(100)/SiO2 (1000 Å) wafer |
| Process temperature | 600~650 °C |
| Parameter | Condition |
|---|---|
| Precursor | MoO2Cl2 |
| Reactant gas | NH3 (10,000 sccm) |
| Purge gas | Ar (3000 sccm) |
| Carrier gas | Ar (100 sccm) |
| Pressure | 3~5 Torr |
| Substrate | 12 inch Si(100)/SiO2(1000 Å) wafer |
| Process temperature | 600~650 °C |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, B.-J.; Lee, K.-B.; Cheon, M.-H.; Seo, D.-W.; Choi, J.-W. Study on the Deposition Characteristics of Molybdenum Thin Films Deposited by the Thermal Atomic Layer Deposition Method Using MoO2Cl2 as a Precursor. Coatings 2023, 13, 1070. https://doi.org/10.3390/coatings13061070
Lee B-J, Lee K-B, Cheon M-H, Seo D-W, Choi J-W. Study on the Deposition Characteristics of Molybdenum Thin Films Deposited by the Thermal Atomic Layer Deposition Method Using MoO2Cl2 as a Precursor. Coatings. 2023; 13(6):1070. https://doi.org/10.3390/coatings13061070
Chicago/Turabian StyleLee, Baek-Ju, Kyu-Beom Lee, Min-Ho Cheon, Dong-Won Seo, and Jae-Wook Choi. 2023. "Study on the Deposition Characteristics of Molybdenum Thin Films Deposited by the Thermal Atomic Layer Deposition Method Using MoO2Cl2 as a Precursor" Coatings 13, no. 6: 1070. https://doi.org/10.3390/coatings13061070