
Morphology and Composition of the Third Body on the Friction Surface of an Organic Composite Railway Brake Shoe

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Test Sample
2.2. Sample Preparation
2.3. Test Rig and Measurements
2.3.1. Microscopy
2.3.2. X-Ray Photoelectron Spectroscopy (XPS)
2.3.3. X-Ray Fluorescence Spectrometry (XRF)
2.3.4. Raman Spectra
2.3.5. X-Ray Diffraction (XRD)
2.3.6. Thermogravimetry (TG) and Derivative Thermogravimetry (DTG)
3. Results and Discussion
3.1. Microscopy
3.2. X-Ray Fluorescence
3.3. Thermogravimetry and Derivative Thermogravimetry
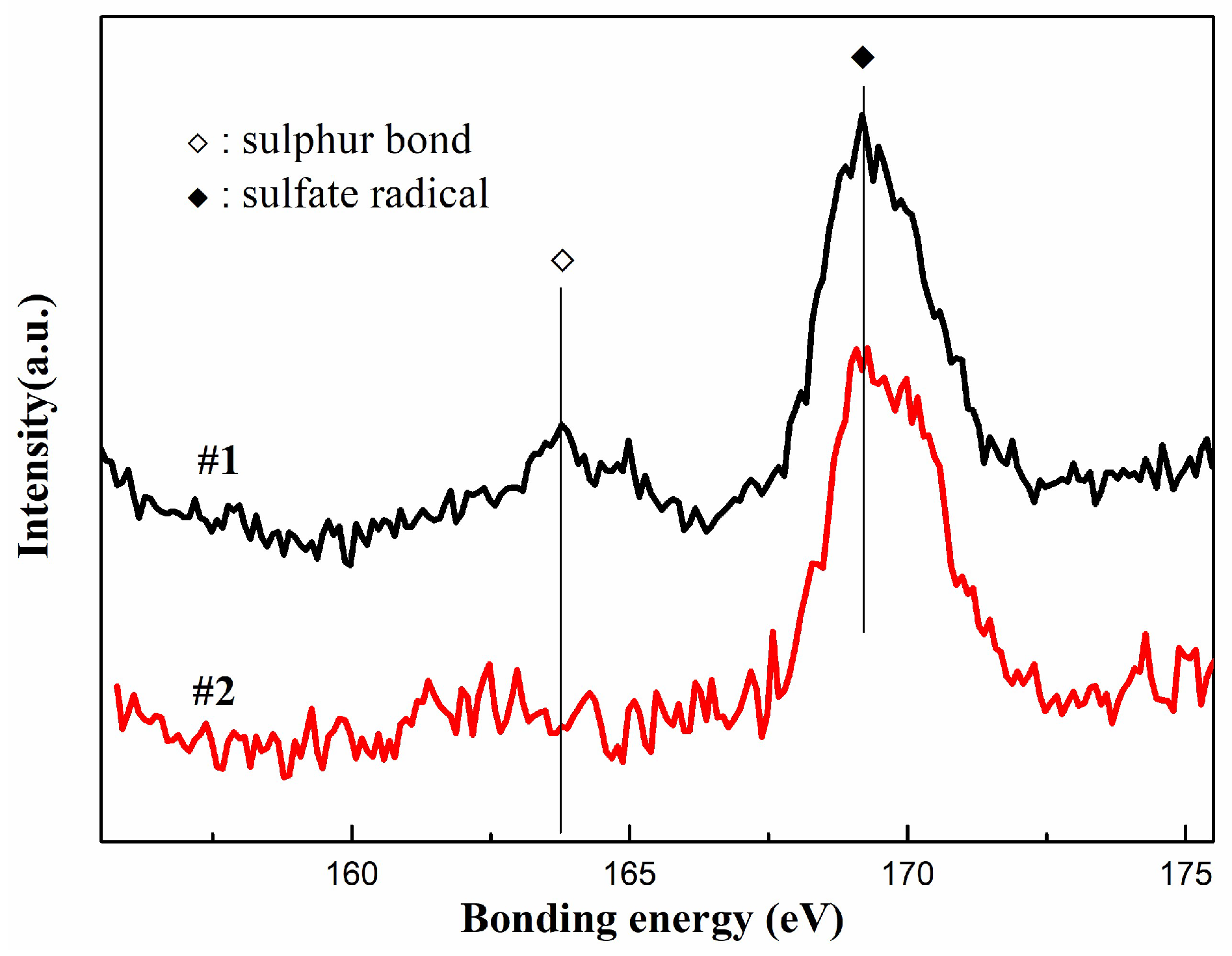
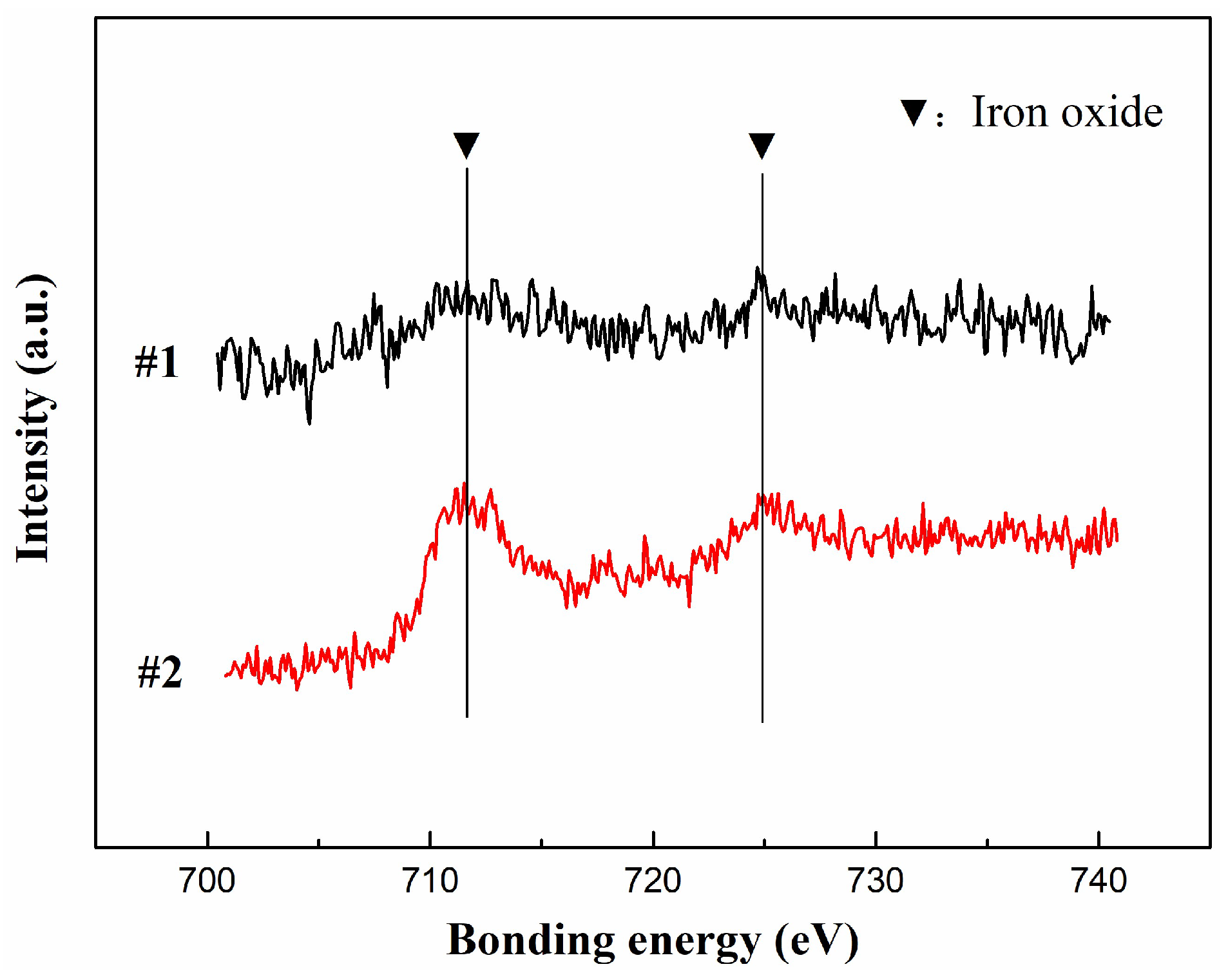
3.4. X-Ray Photoelectron Spectroscopy
3.5. Raman Spectra
3.6. X-Ray Diffraction
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hui, Y.; Liu, G.M.; Du, J.H.; Zhang, B.S. Research Progress on Friction and Wear Behavior of Brake Materials Based on the Third Body. Cailiao Daobao 2021, 35, 19153–19160. [Google Scholar] [CrossRef]
- Shen, M.X.; Rong, K.J.; Xiong, G.Y.; Zhu, M.H. Research Progress on the Low Adhesion Behavior between Wheel and Rail Interface Induced by Third-Body Medium. Mater. Rep. 2021, 35, 13160–13167. [Google Scholar] [CrossRef]
- Khan, S.A.; Lundberg, J.; Stenström, C. The effect of third bodies on wear and friction at the wheel-rail interface. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit 2022, 236, 662–671. [Google Scholar] [CrossRef]
- Chen, K.; Lu, Z.; Wei, P.; Liu, H.; Wei, D.; Xie, H. Study of Friction and Wear Characteristics of PEEK by Reciprocating Sliding Experiment and Temperature Dependences Simulation. Tribol. Lett. 2022, 70, 99. [Google Scholar] [CrossRef]
- Fan, J.; Wang, W.; Wang, H.; Pu, J. Tribological Performance and Mechanism of MoN/VN Multilayer Films with Different Modulation Periods at Different Temperature. Tribol. Lett. 2021, 69, 54. [Google Scholar] [CrossRef]
- Ren, X.; Zhang, G.; Xu, H.; Wang, Z.; Liu, Y. Wear Resistance Mechanism of Sub-Nano Cu3P Phase Enhanced the Cu-Pb-Sn Alloy. Coatings 2022, 12, 682. [Google Scholar] [CrossRef]
- Shpenev, A.G.; Muravyeva, T.I.; Shkalei, I.V.; Bukovskiy, P.O. Influence of the Surface Film (Third Body) on the Friction Wear Process of Carbon-Fiber Composites. J. Surf. Invest. 2022, 16, 397–401. [Google Scholar] [CrossRef]
- Zhu, Y. The influence of iron oxides on wheel–rail contact: A literature review. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit 2018, 232, 734–743. [Google Scholar] [CrossRef]
- Yang, Z.Y.; Wang, Z.M.; Wang, J.L.; Li, Z.Q.; Liu, X.L. Tribological Properties of SiCp/A356 Composites Against Semimetallic Materials under Dry and Wet Conditions. J. Mater. Eng. Perform. 2021, 30, 4148–4161. [Google Scholar] [CrossRef]
- Su, L.L.; Gao, F.; Wang, L.X.; Han, X.M.; Fu, R.; Tao, H.L. Iron Powder Third Body Contribution to Friction Performance of Copper-Matrix Friction Composites. Tribol. Trans. 2019, 62, 1576956. [Google Scholar] [CrossRef]
- Makni, F.; Cristol, A.L.; Elleuch, R.; Desplanques, Y. Organic Brake Friction Composite Materials: Impact of Mixing Duration on Microstructure, Properties, Tribological Behavior and Wear Resistance. Polymers 2022, 14, 1692. [Google Scholar] [CrossRef] [PubMed]
- Yang, C.; Yan, H.; Chen, Q.; Liu, Y.; Zhang, N. On the Impact of Surface Morphology and Transfer Film on Brake System Performance of High-Capacity Metro Train. Coatings 2022, 12, 894. [Google Scholar] [CrossRef]
- Verma, P.C.; Ciudin, R.; Bonfanti, A.; Aswath, P.; Straffelini, G.; Gialanella, S. Role of the friction layer in the high-temperature pin-on-disc study of a brake material. Wear 2016, 346–347, 56–65. [Google Scholar] [CrossRef]
- Meierhofer, A.; Hardwick, C.; Lewis, R.; Six, K.; Dietmaier, P. Third body layer—Experimental results and a model describing its influence on the traction coefficient. Wear 2014, 314, 148–154. [Google Scholar] [CrossRef]
- Ghosh, P.; Banerjee, S.S.; Khastgir, D. Elastomer modified phenolic resin-based composites with reduced scale friction: Influ-ence of calcined petroleum coke on tribological and thermo-mechanical behavior. Polym. Eng. Sci. 2020, 60, 1446–1458. [Google Scholar] [CrossRef]
- Saga, S.; Karino, Y.; Haga, A.; Nakahashi, J.I. Development of composition brake shoe for reducing heat load to wheel tread with keeping brake performance. Q. Rep. RTRI 2014, 55, 7–13. [Google Scholar] [CrossRef]
- Pei, D.F.; Zhang, G.W.; Dang, J.; He, C.J. Study on the formulation and technology of the new composite brake shoes with high-friction coefficient. China Railw. Sci. 2012, 32, 91–94. [Google Scholar]
- Pei, D.F.; Zhang, G.W.; Dang, J.; He, C.J. Development of composite brake shoes with high friction coefficient for high power diesel locomotive (HXN). China Railw. Sci. 2012, 33, 135–139. [Google Scholar]
- Ilie, F.; Cristescu, A.-C. Tribological Behavior of Friction Materials of a Disk-Brake Pad Braking System Affected by Structural Changes—A Review. Materials 2022, 15, 4745. [Google Scholar] [CrossRef]
- Yin, T.; Fu, Q.G.; Zhou, L.; Fu, Y.W. Powdered nitrile rubber @ silicon dioxide capsule as the wear modifier of phenolic resin composites under dry friction. Tribol. Int. 2020, 151, 106517. [Google Scholar] [CrossRef]
- Yin, T.; Fu, Q.G.; Zhou, L.; Fu, Y.W. Superior wear resistance of boron phenolic resin-based composites using fluorine rubber micro powder as high-performance additive. Tribol. Int. 2020, 151, 106001. [Google Scholar] [CrossRef]
- Ghosh, P.; Ghosh, D.; Kumar Chaki, T.; Khastgir, D. NBR Powder Modified Phenolic Resin Composite: Influence of Graphite on Tribological and Thermal Properties. Tribol. Trans. 2017, 60, 548–556. [Google Scholar] [CrossRef]
- Monreal, P.; Harrison, N.; Perez-Costarrosa, E.; Zugasti, M.; Madariaga, A.; Claveria, I. Full-Scale Dynamometer Tests of Composite Railway Brake Shoes: Effect of the Resin-Rubber Ratio on Friction Performance and Wear. J. Tribol. 2022, 144, 454061704. [Google Scholar] [CrossRef]
- Zhou, S.X.; Bai, X.Y.; Pei, D.F.; Sun, Y.D.; Yang, W.C. Research on the Metal Mosaic Behavior of Train Braking Based on Microscale. J. Mech. Eng. 2021, 57, 210–218. [Google Scholar]
- Abdel-Latif, M.M.A.; El-Tayeb, N.S.M.; Mahale, V.; Bijwe, J. The effect of wollastonite silane-treatment on mechanical and tribological performance of NAO brake-pads. Int. J. Surf. Sci. Eng. 2019, 13, 293–316. [Google Scholar] [CrossRef]
- Liu, L.; Wang, B.X.; Qu, Y.T.; Zhang, B.G.; Yang, H. Factors Influencing Thermal Degradation of NBR. China Rubber Ind. 2013, 60, 211–215. [Google Scholar]
- Ozen, I.; Simsek, S.; Eren, F. Production and Characterization of Polyethylene/Calcium Carbonate Composite Materials by Using Calcium Carbonate Dry and Wet Coated with Different Fatty Acids. Polym. Polym. Compos. 2013, 21, 183–187. [Google Scholar] [CrossRef]
- Murakami, T.; Nishimura, T.; Tsuda, N.; Kasai, E. Quantitative Analysis on Contribution of Direct Reduction of Iron Oxide in Carbon Composite. ISIJ Int. 2013, 53, 1763–1769. [Google Scholar] [CrossRef]
- Ghosh, A. Kinetics of Reduction of Iron Oxide in Mixtures of Oxide and Carbon: A Critical Appraisal. Trans. Indian Inst. Met. 2013, 66, 71–77. [Google Scholar] [CrossRef]
- Wagner, C.D.; Riggs, W.M.; Davis, L.E.; Moulder, J.F.; Muilenberg, G.E. Handbook of X-ray Photoelectron Spectroscopy; Perkin-Elmer Corporation: Saint Paul, MN, USA, 1979; pp. 56–78. [Google Scholar]
- Saberi, A.; Bakhsheshi-Rad, H.R.; Ismail, A.F.; Sharif, S.; Razzaghi, M.; Ramakrishna, S.; Berto, F. The Effect of Co-Encapsulated GO-Cu Nanofillers on Mechanical Properties, Cell Response, and Antibacterial Activities of Mg-Zn Composite. Metals 2022, 12, 47207. [Google Scholar] [CrossRef]
- Li, H.T.; Cao, D.Y.; Zhang, W.G.; Wang, L. XRD and Raman Spectroscopy Characterization of Graphitization Trajectories of High-Rank Coal. Spectrosc. Spectr. Anal. 2021, 41, 2491–2498. [Google Scholar]
- Wu, R.L.; Shao, Z.Z.; Chang, S.L.; Zhang, X.A.; Li, H.P.; Li, X.H. Study on Raman spectra of multi-walled carbon nanotubes with different parameters. Spectrosc. Spectr. Anal. 2014, 34, 982–985. [Google Scholar]
- Rajeev, R.; Suraj, S.; Catherine, K.B.; Ninan, K.N. Synthesis of nano grade alpha-ferric oxide and evaluation of its catalytic properties. Int. J. Nanotechnol. 2012, 8, 916–924. [Google Scholar] [CrossRef]
- Bychko, I.; Abakumov, A.; Didenko, O.; Chen, M.Y.; Tang, J.G.; Strizhak, P. Differences in the structure and functionalities of graphene oxide and reduced graphene oxide obtained from graphite with various degrees of graphitization. J. Phys. Chem. Solids 2022, 164, 110614. [Google Scholar] [CrossRef]
- Muzyka, R.; Díez, N.; Gryglewicz, G. Oxidation of graphite by different modified Hummers methods. New Carbon Mater. 2017, 32, 15–20. [Google Scholar] [CrossRef]
- Liu, Y.J.; Guo, X.Y.; Yang, S.H.; He, G.X.; Jin, H.B. Controllable Preparation of Uniform Micron-Sized Barium-Sulfate Spheres. Cryst. Res. Technol. 2018, 53, 1700212. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spot | Carbon | Oxygen | Barium | Calcium | Iron | Silicon | Sulfur |
|---|---|---|---|---|---|---|---|
| a | 3.25 | 30.65 | 15.49 | 3.88 | 31.87 | 7.87 | 3.66 |
| b | 10.16 | 40.95 | 12.96 | 4.59 | 2.48 | 20.79 | 3.43 |
| Elemental Content (wt%) | Barium | Calcium | Iron | Silicon | Sulfur | Potassium | Zinc |
|---|---|---|---|---|---|---|---|
| Sample #1 | 38.42 | 21.85 | 11.55 | 12.12 | 6.60 | 4.36 | 0.61 |
| Sample #2 | 25.38 | 10.57 | 43.06 | 8.11 | 5.71 | 3.30 | 0.43 |
| ∆C (%) | −33.94 | −51.62 | 272.81 | −33.09 | −13.48 | −24.31 | −29.51 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, C.; Ji, Y.; Pei, D.; Gao, M.; Chen, C.; Zhao, J.; Wang, W. Morphology and Composition of the Third Body on the Friction Surface of an Organic Composite Railway Brake Shoe. Coatings 2023, 13, 952. https://doi.org/10.3390/coatings13050952
He C, Ji Y, Pei D, Gao M, Chen C, Zhao J, Wang W. Morphology and Composition of the Third Body on the Friction Surface of an Organic Composite Railway Brake Shoe. Coatings. 2023; 13(5):952. https://doi.org/10.3390/coatings13050952
Chicago/Turabian StyleHe, Chunjiang, Yuan Ji, Dingfeng Pei, Ming Gao, Chuanzhi Chen, Jingcun Zhao, and Wei Wang. 2023. "Morphology and Composition of the Third Body on the Friction Surface of an Organic Composite Railway Brake Shoe" Coatings 13, no. 5: 952. https://doi.org/10.3390/coatings13050952