
Evaluation of Galvanic and Crevice Corrosion of Watch Case Middle (1.4435 Steel) and Bottom (Panacea® Steel) Assembly Supposed to Be in Prolonged Contact with the Skin


Abstract
:1. Introduction
2. Materials and Methods
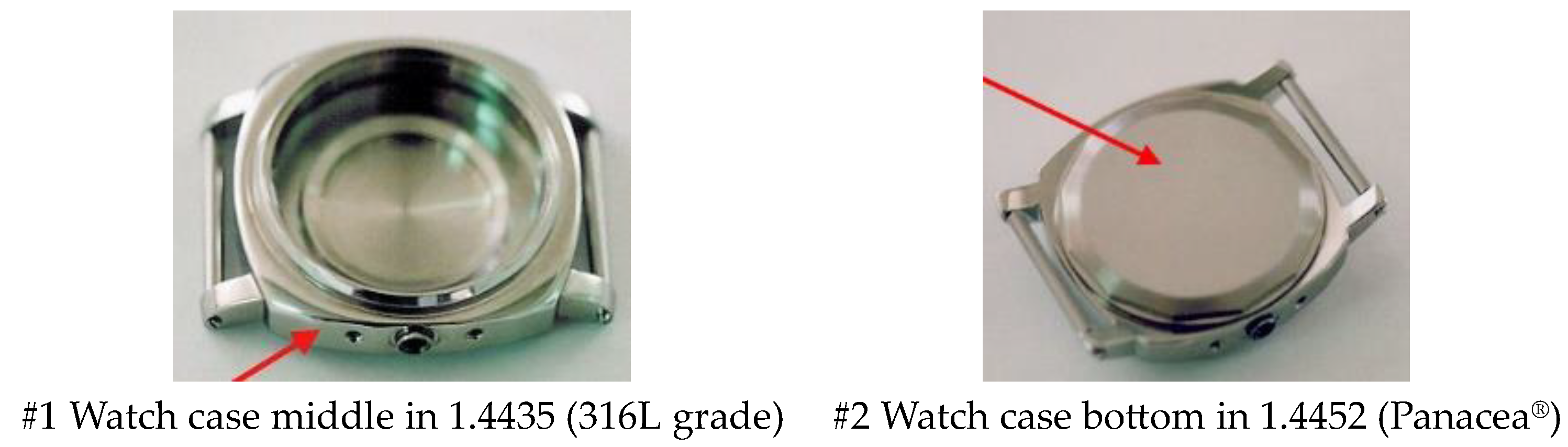
2.1. Materials
2.2. Electrochemical Methods
2.2.1. Corrosion Evaluation by Electrochemical Techniques (Generalized Corrosion, Crevice, and Pitting Corrosion)
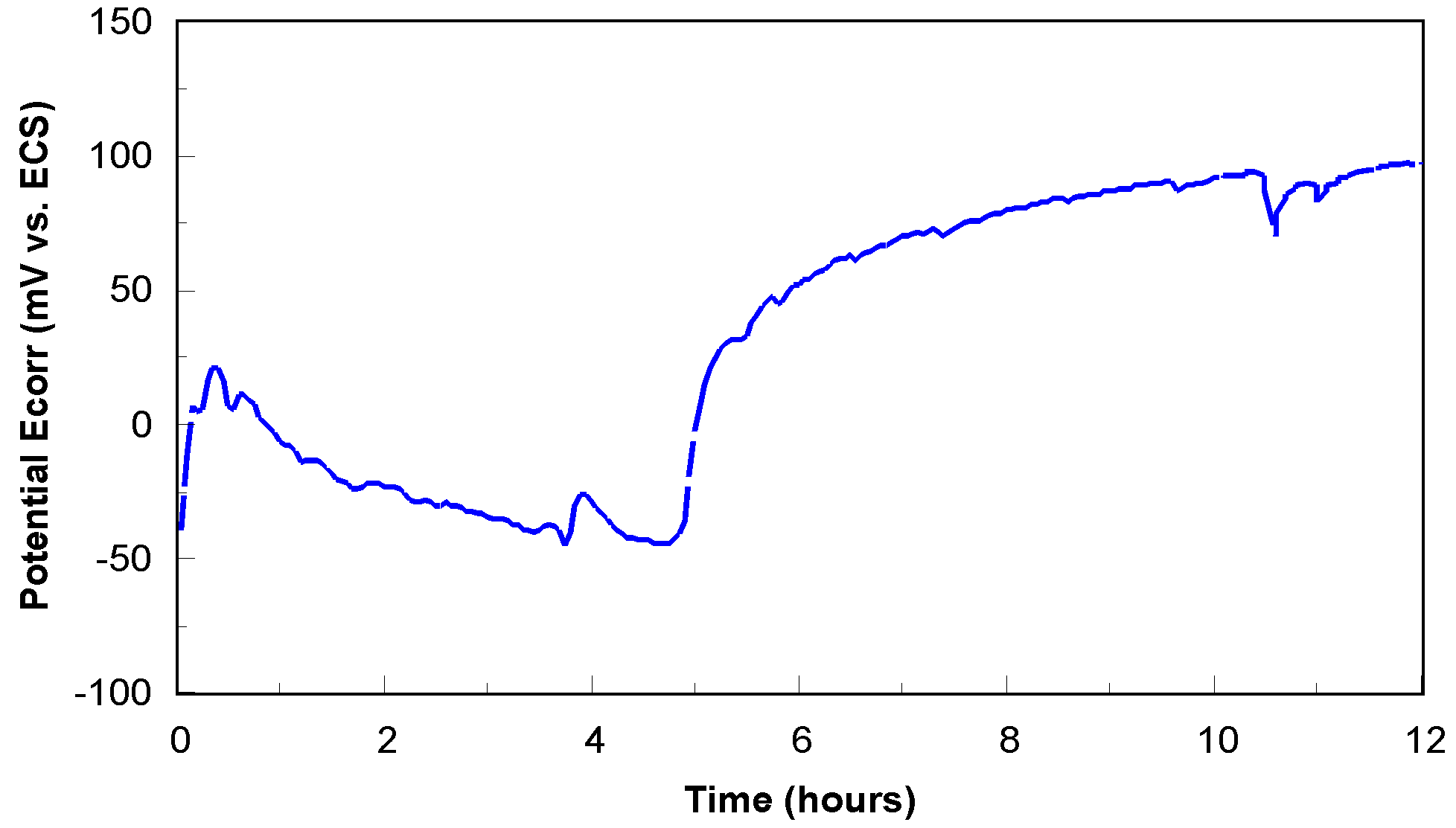
- Open circuit potential (Eoc) was used to establish the pseudo-stationary conditions, and was recorded during 24 h of immersion in the testing medium;
- Linear polarization resistance (Rp) was calculated from a polarization scan between ±20 mV and SCE from the Eoc (the domain of Mansfeld) at 0.1 mV/s scanning rate;
- Tafel extrapolation was used to calculate the anodic (ba) and cathodic (bc) slopes and the corrosion current density, and icorr was recorded between ±150 mV/SCE close to the Eoc with the same scanning rate;
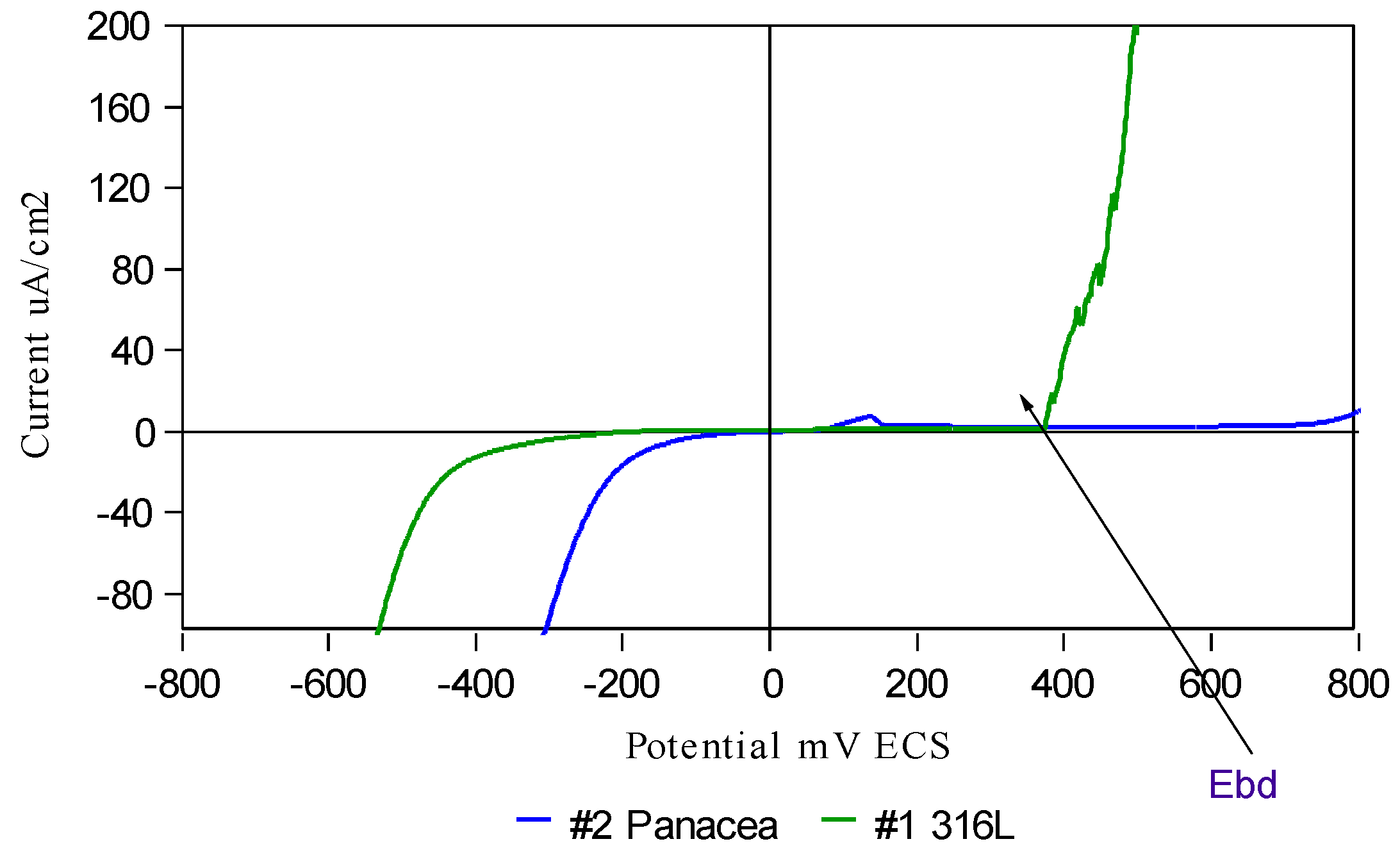
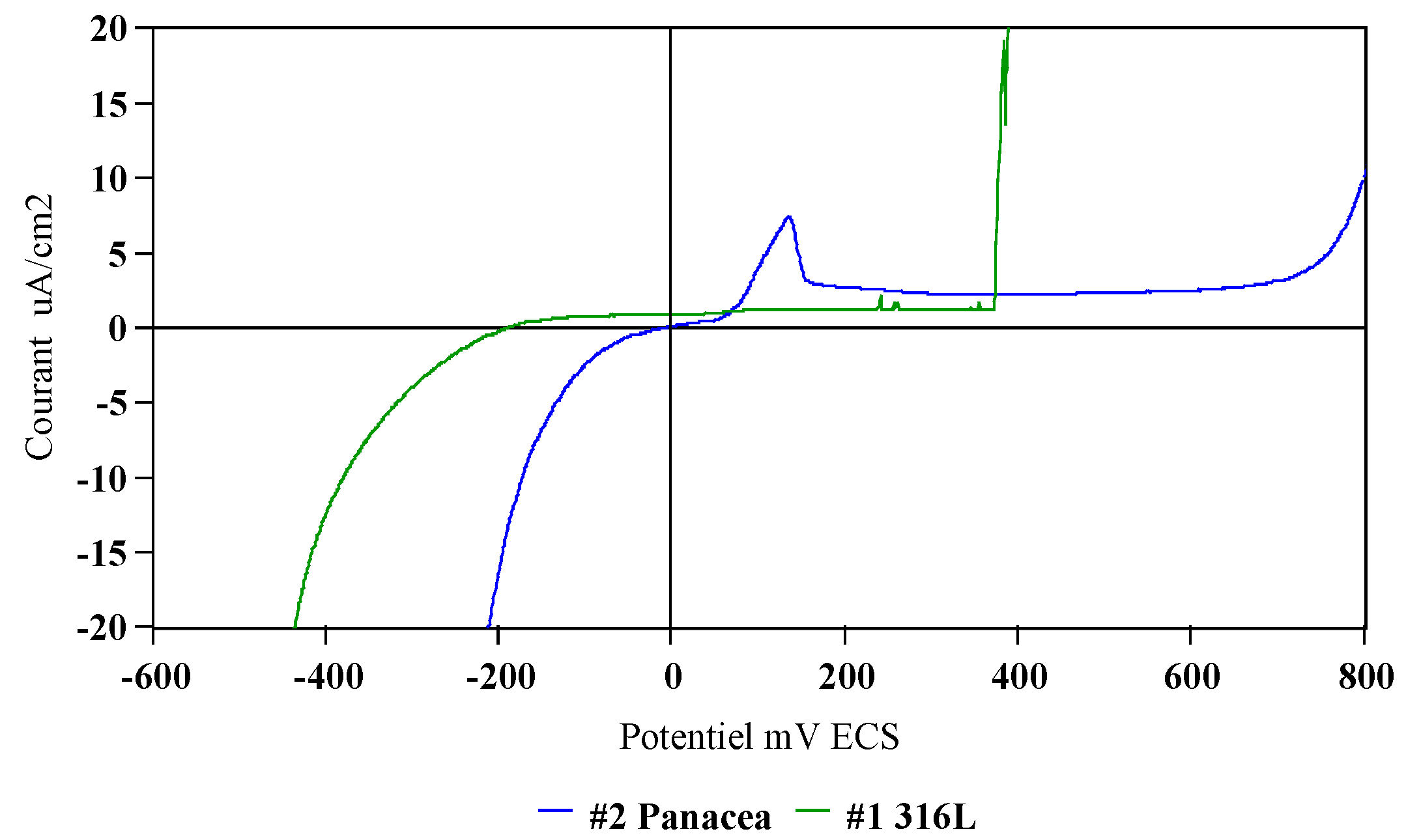
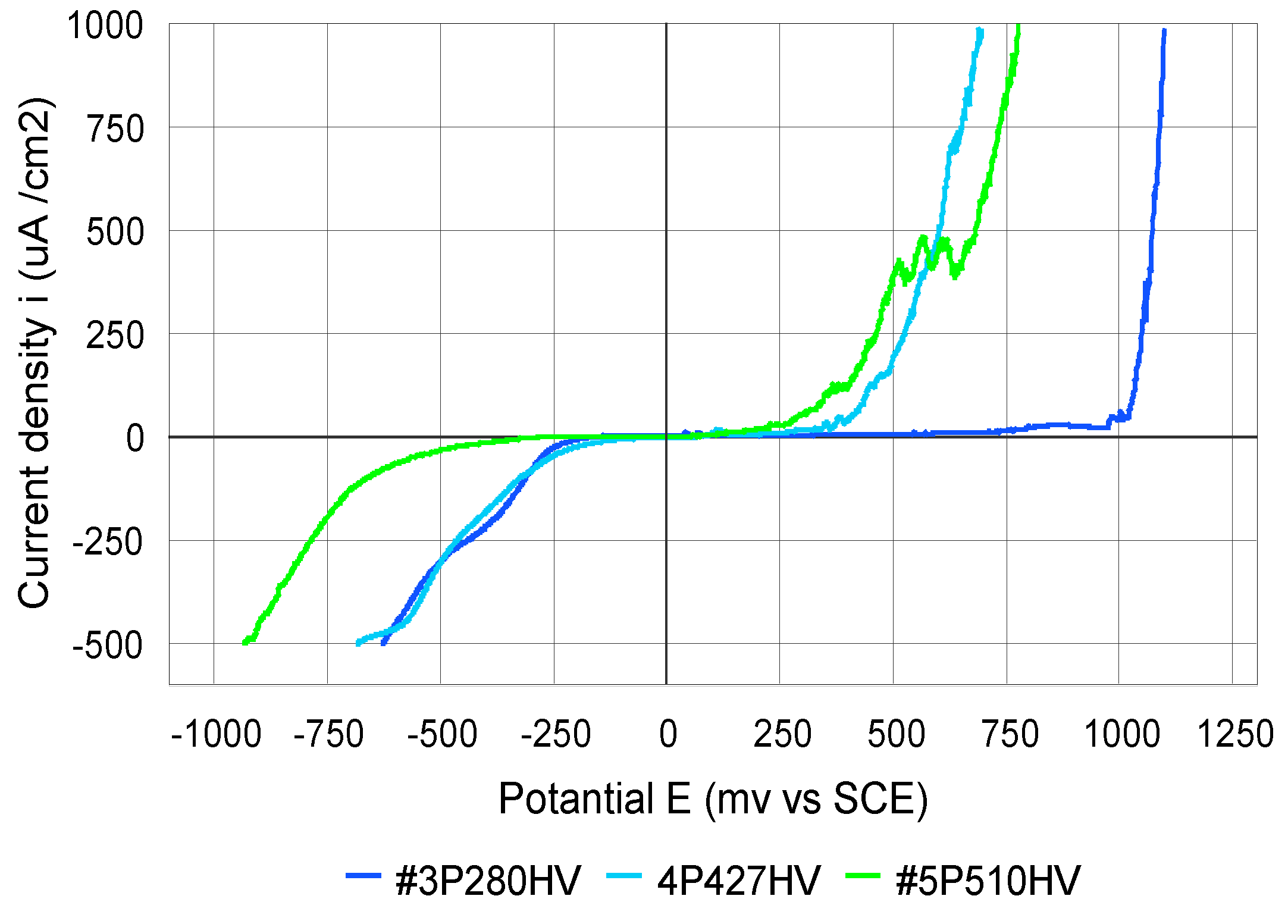
- Potentiodynamic polarization plots, to determine the breakdown potential, Ebreak, and to highlight the existence of a passivation domain, were recorded between −1000 mV and 1000 mV/SCE at a scanning rate of 0.25 mV/s;
- Coulometric analysis was used to calculate the quantity of the electrical charge consumed on the anodic polarization curves. The following was determined for these three different subdomains: 1st zone: Ecorr (after 24 h of immersion) to 300 mV, 2nd zone: 300 to 600 mV, and the 3rd zone from +600 mV to +1000 mV.
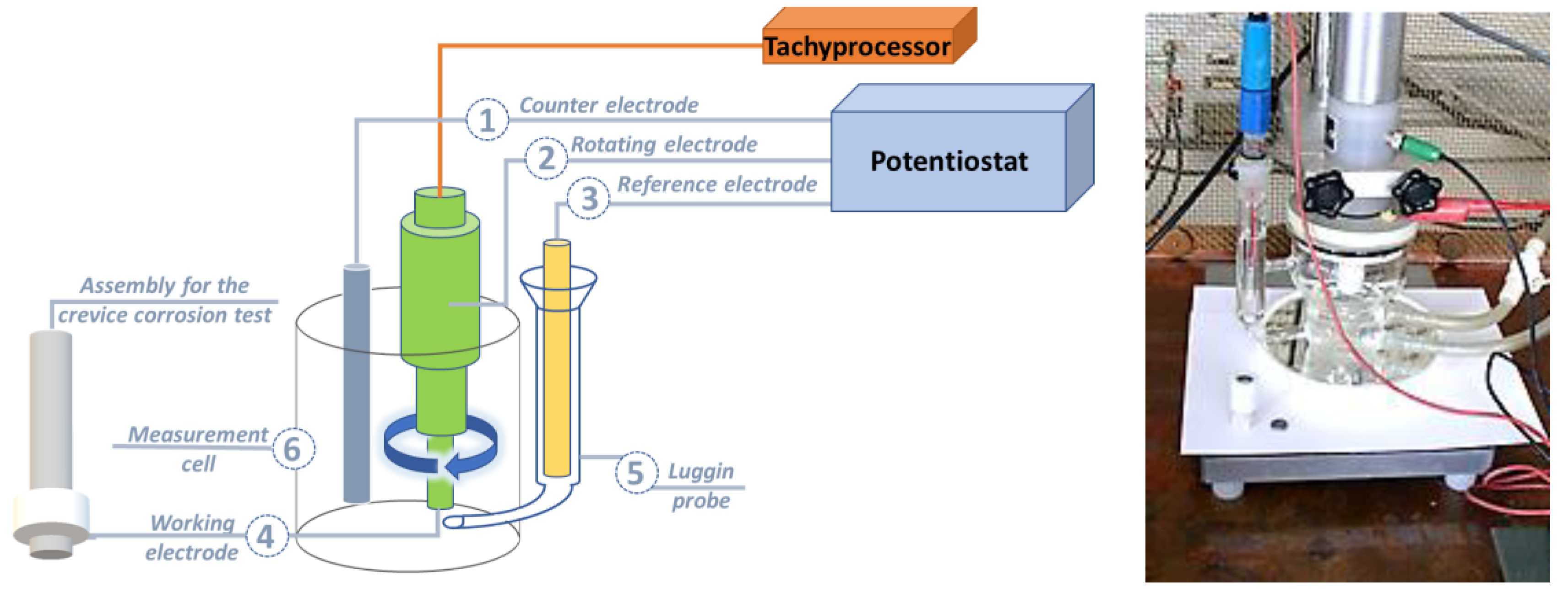
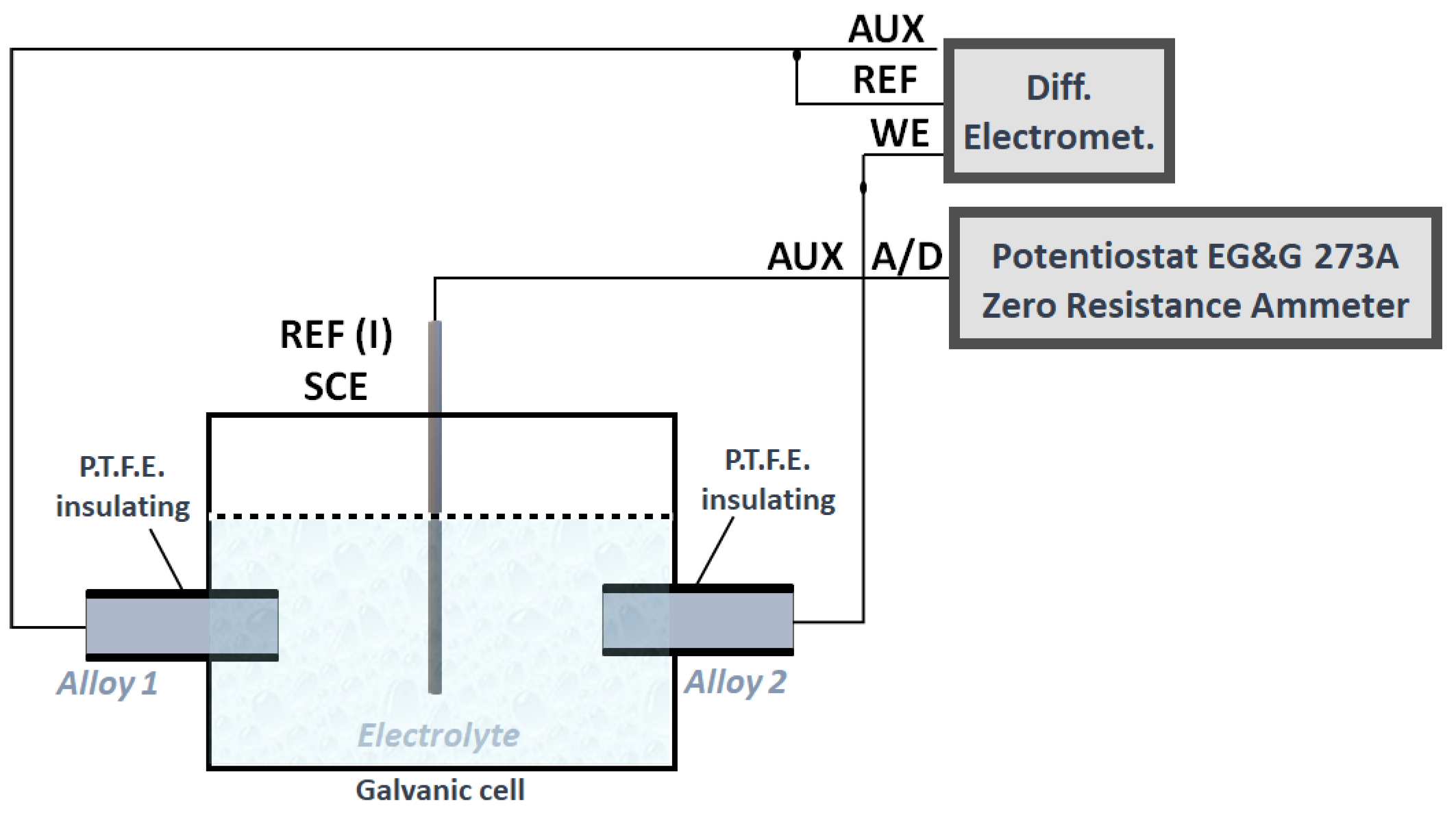
2.2.2. Galvanic Corrosion Rating
- Immersion in a deaerated medium with Ar for 24 h and recording of the open circuit potential of each electrode;
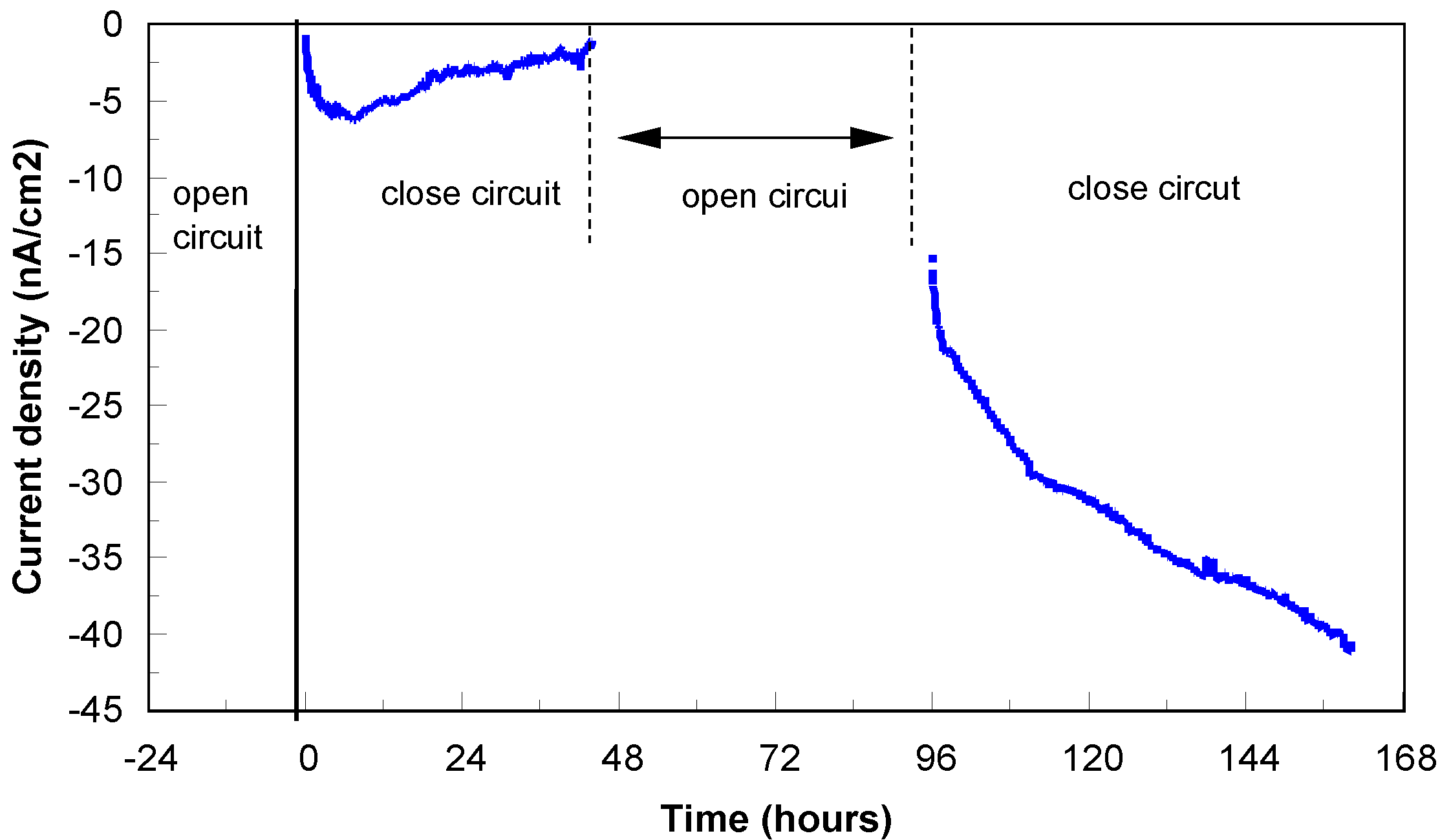
- Recording of the galvanic coupling current for 48 h. The measurement of the galvanic coupling current was then resumed after 4 days for a duration of 72 h.
Indirect Measurements
2.3. Cations Release (ICP-AES and ICP-MS Techniques)
3. Results and Discussions
3.1. Corrosion Evaluation by Electrochemical Techniques
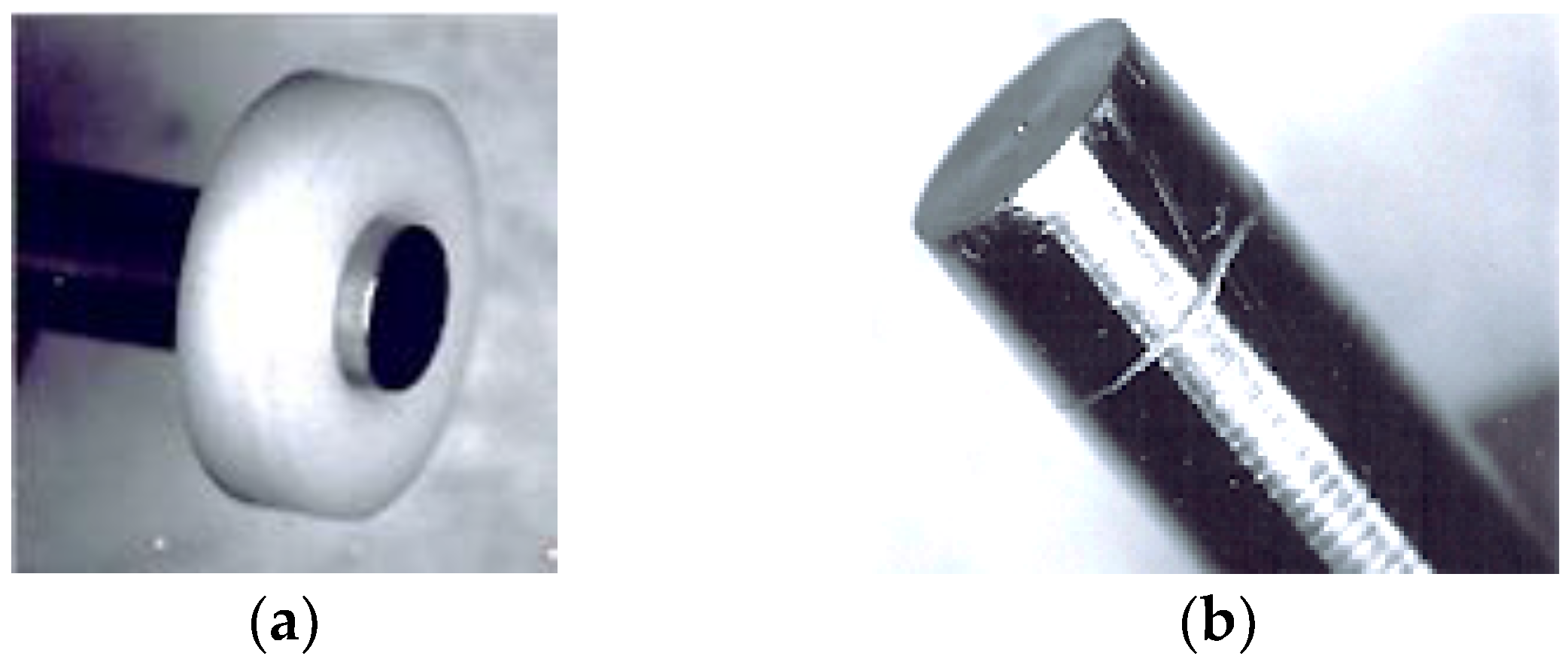
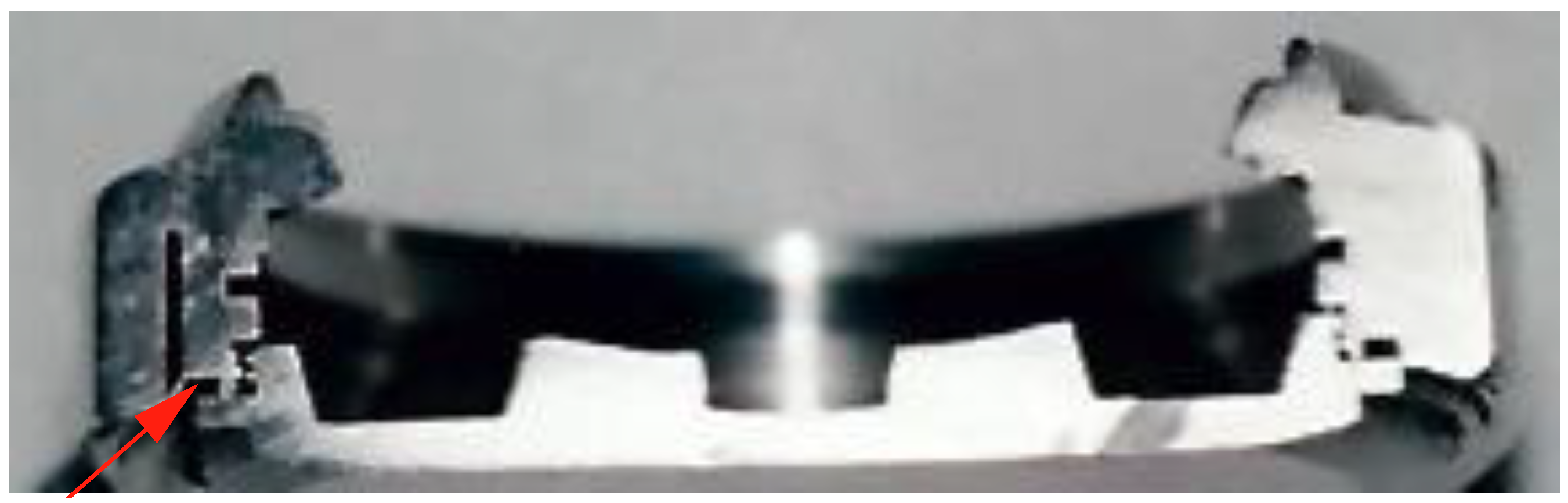
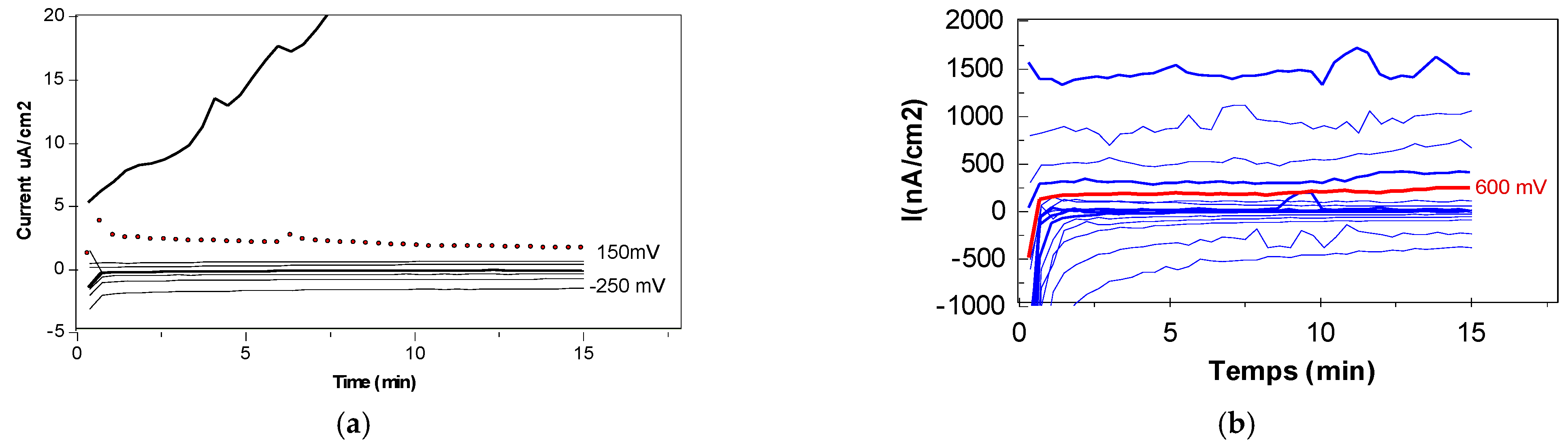
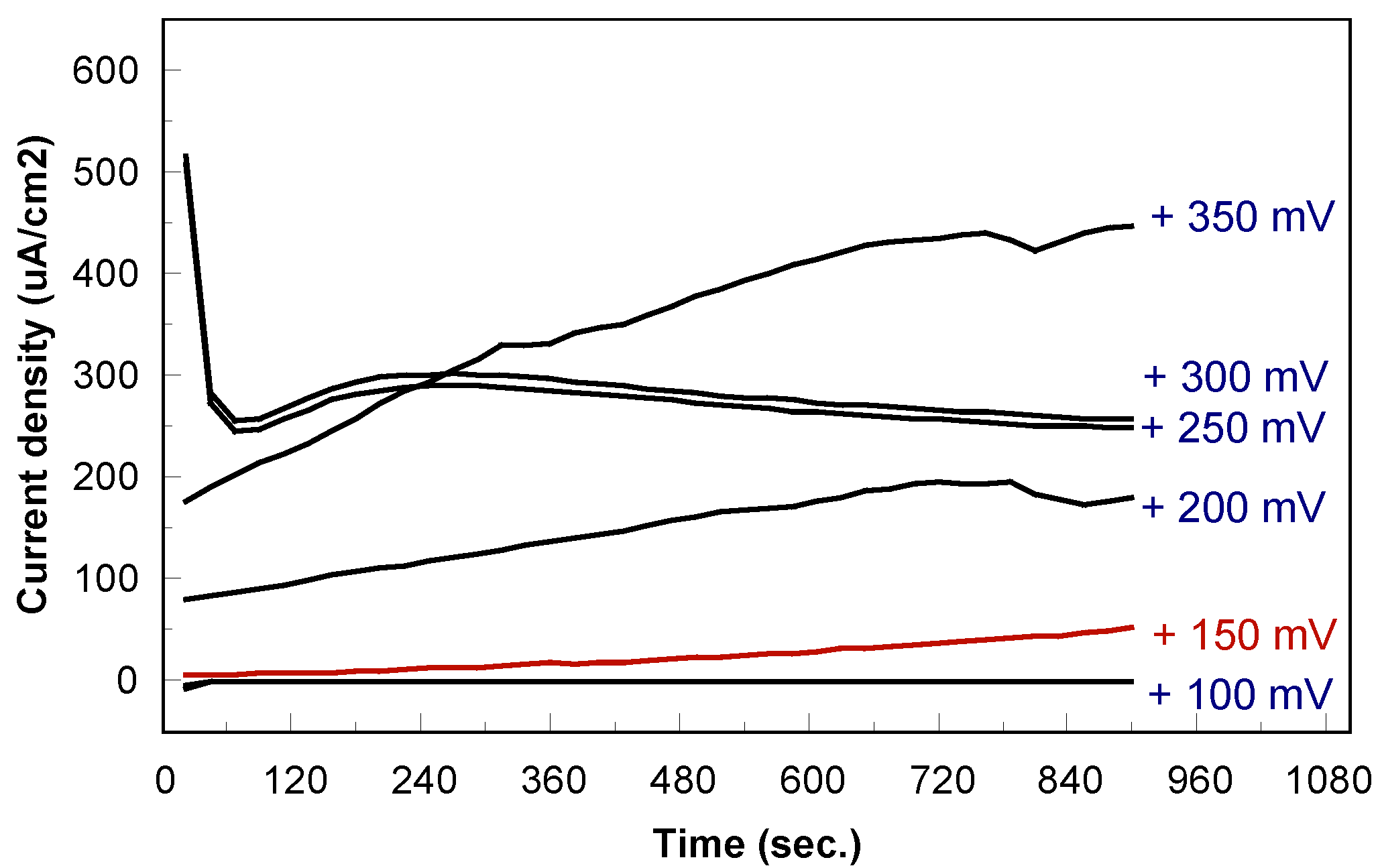
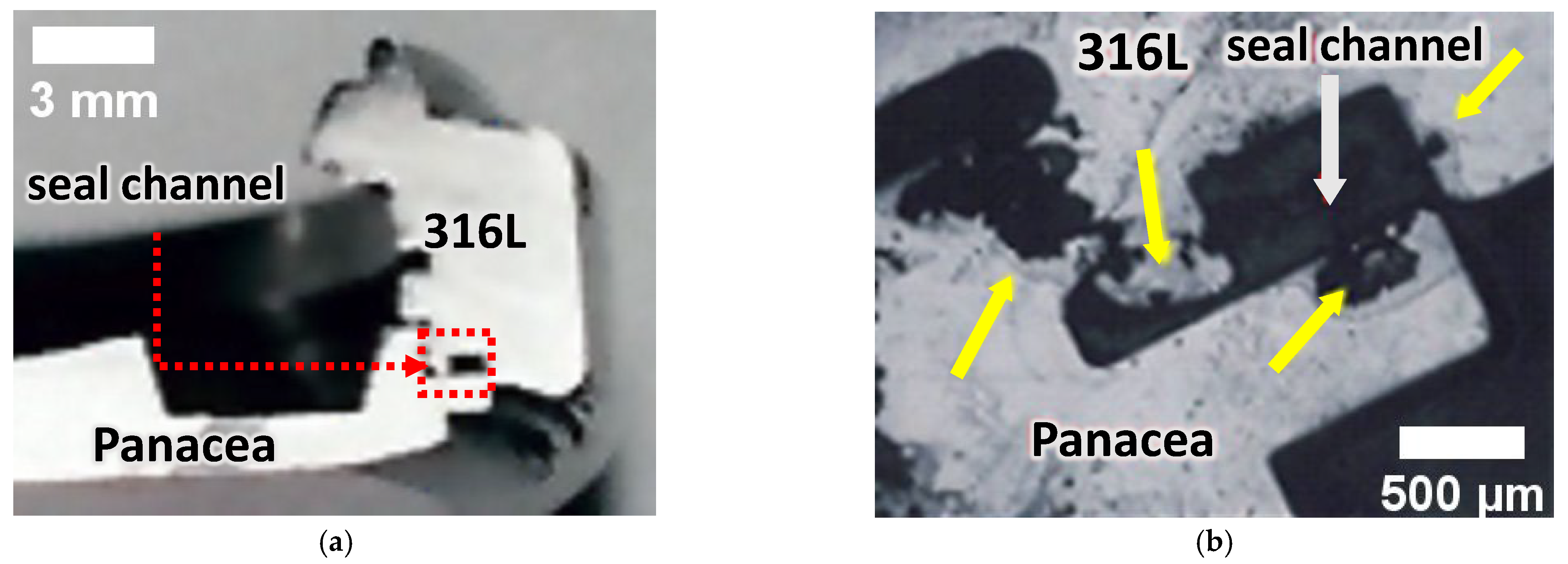
3.2. Crevice/Pitting Corrosion Evaluation
3.3. Galvanic Corrosion Evaluation
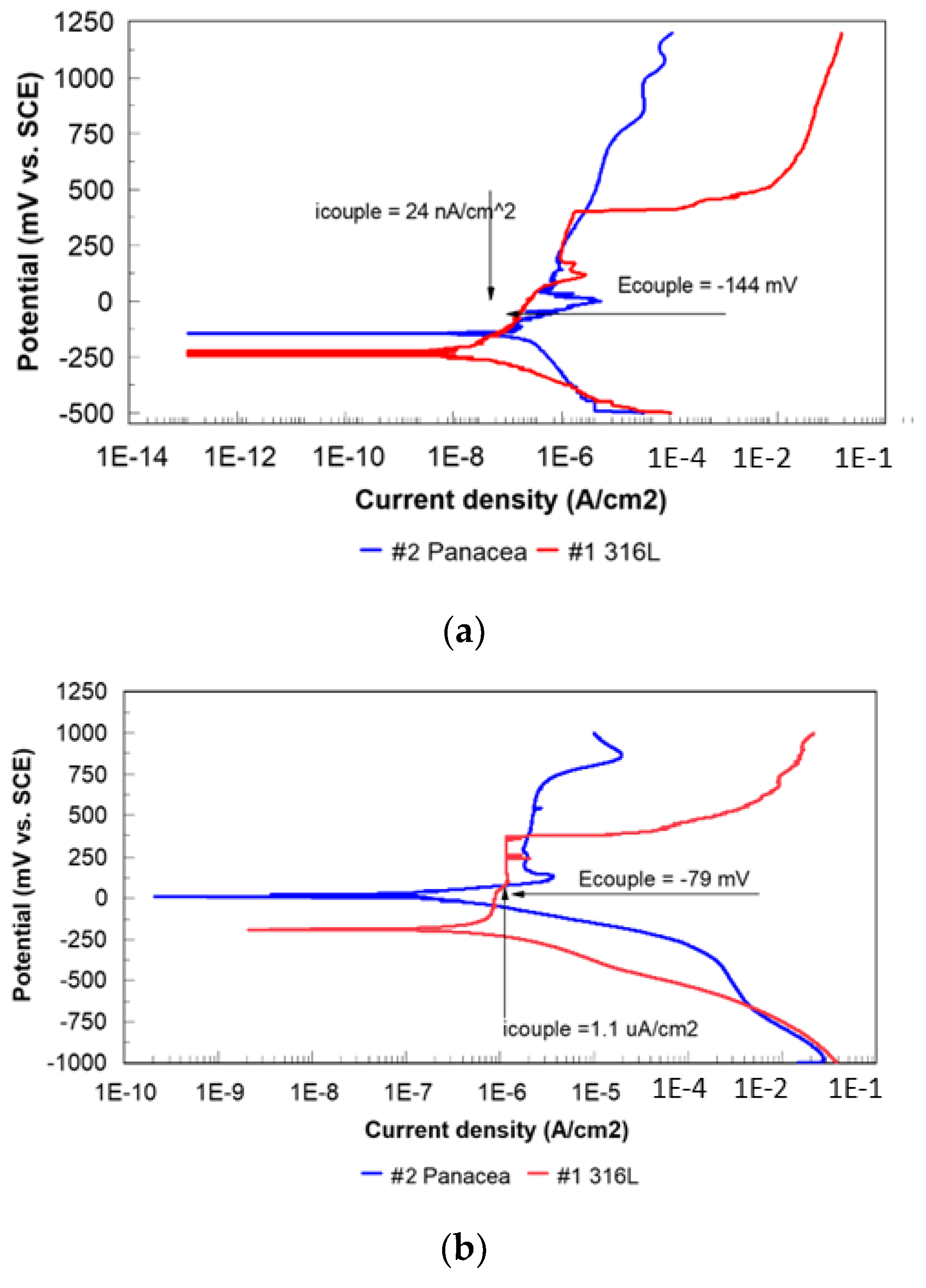
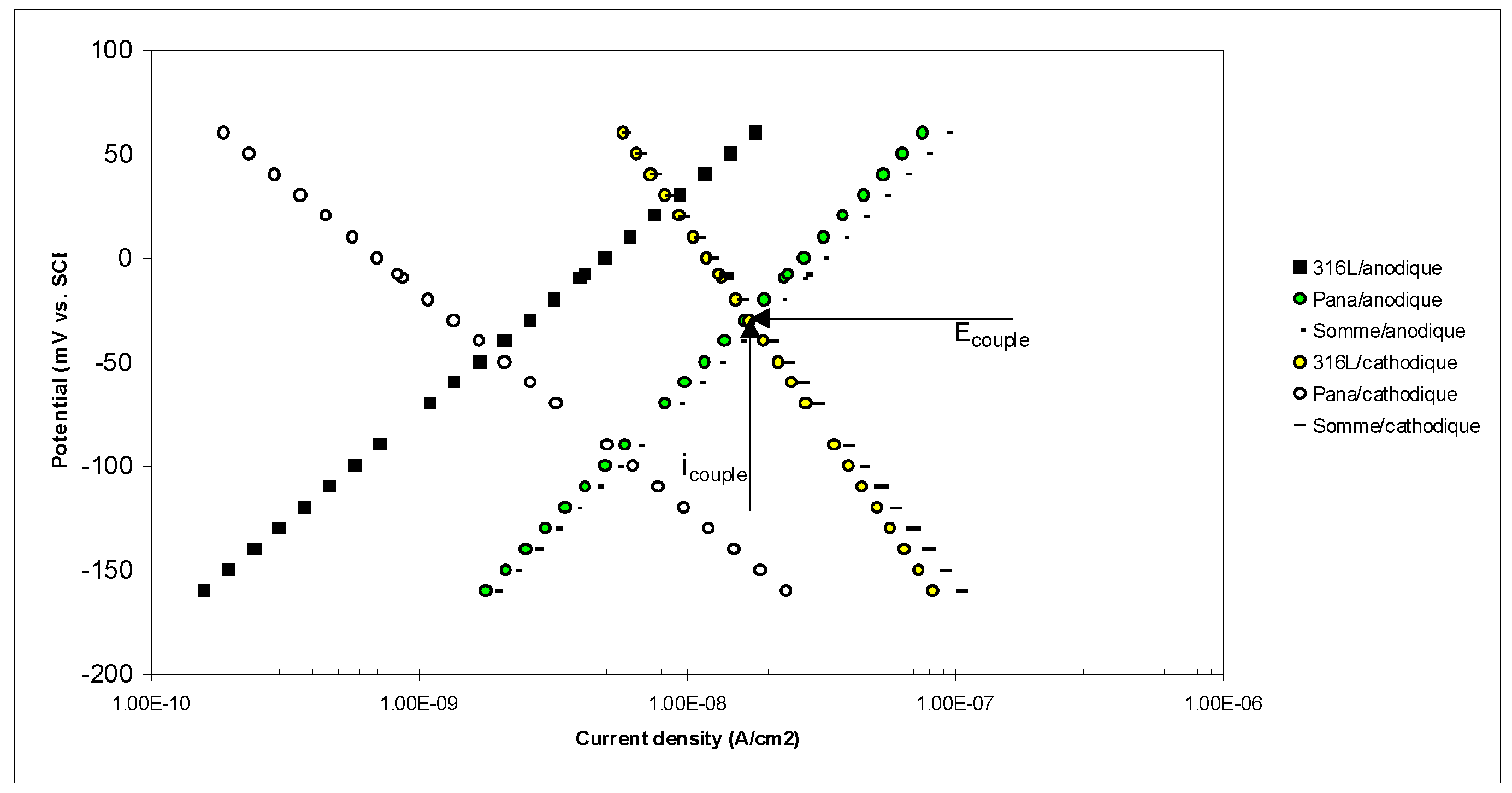
3.3.1. Direct Measurements
3.3.2. Indirect Measurements
3.4. Cations Release
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Heim, K.; Basketter, D. Metal Exposure Regulations and Their Effect on Allergy Prevention. In Metal Allergy; Springer International Publishing: Cham, Switzerland, 2018; pp. 39–54. [Google Scholar]
- European Parliament and Council Directive 94/27/EC of 30 June 1994 Amending for the 12th Time Directive 76/769/EEC on the Approximation of the Laws, Regulations and Administrative Provisions of the Member States Relating to Restrictions on the Marketing and Use of Certain Dangerous Substances and Preparations. 1994. Available online: https://op.europa.eu/en/publication-detail/-/publication/0a5a20d2-063e-4892-b94d-d82c9b223de0/language-en (accessed on 15 March 2023).
- Suisse, H. Horlogerie Suisse et Mondiale en 2018 Exportations Horlogeres Suisses Principaux Marches. 2018. Available online: https://www.fhs.swiss/file/59/Horlogerie_2018.pdf (accessed on 15 March 2023).
- Commission Communication in the Framework of the Implementation of Regulation (EC) No 1907/2006 of the European Parliament and of the Council Concerning the Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH). Off. J. Eur. Union 2012, 520. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32016R0863 (accessed on 15 March 2023).
- Belsito, D.V. The Diagnostic Evaluation, Treatment, and Prevention of Allergic Contact Dermatitis in the New Millennium. J. Allergy Clin. Immunol. 2000, 105, 409–420. [Google Scholar] [CrossRef] [PubMed]
- Liden, C. Nickel in Jewellery and Associated Products. Contact Dermat. 1992, 26, 73–75. [Google Scholar] [CrossRef]
- Baker, M. European Standards Developed in Support of the European Union Nickel Directive. In Metal Allergy; Springer International Publishing: Cham, Switzerland, 2018; pp. 23–29. [Google Scholar]
- DIN EN 1811 Reference Test Method for Release of Nickel from All Post Assemblies Which Are Inserted into Pierced Parts of the Human Body and Articles Intended to Come into Direct and Prolonged Contact with the Skin (Includes Amendment A1:2015). 2015. Available online: https://standards.iteh.ai/catalog/standards/cen/41a5da69-b1e3-43b5-ae8d-89b8f0688f1a/en-1811-2011a1-2015 (accessed on 15 March 2023).
- Reclaru, L.; Ardelean, L.C. Corrosion Susceptibility and Allergy Potential of Austenitic Stainless Steels. Materials 2020, 13, 4187. [Google Scholar] [CrossRef]
- Reclaru, L.; Unger, R.E.; Kirkpatrick, C.J.; Susz, C.; Eschler, P.-Y.; Zuercher, M.-H.; Antoniac, I.; Lüthy, H. Ni–Cr Based Dental Alloys; Ni Release, Corrosion and Biological Evaluation. Mater. Sci. Eng. C 2012, 32, 1452–1460. [Google Scholar] [CrossRef] [PubMed]
- F04.12 ASTM F799-19; Standard Specification for Cobalt-28 Chromium-6 Molybdenum Alloy Forgings for Surgical Implants (UNS R31537, R31538, R31539). Subcommittee: West Conshohocken, PA, USA, 2019; pp. 1–4.
- F04.12 ASTM F1537; 11 Standard Specification for Wrought Cobalt-28Chromium-6Molybdenum Alloys for Surgical Implants (UNS R31537, UNS R31538, and UNS R31539). Subcommittee: West Conshohocken, PA, USA, 2011; pp. 1–4.
- Li, H.; Jiang, Z.; Zhang, Z.; Yang, Y. Effect of Grain Size on Mechanical Properties of Nickel-Free High Nitrogen Austenitic Stainless Steel. J. Iron Steel Res. Int. 2009, 16, 58–61. [Google Scholar] [CrossRef]
- Thomann, U.I.; Uggowitzer, P.J. Wear–Corrosion Behavior of Biocompatible Austenitic Stainless Steels. Wear 2000, 239, 48–58. [Google Scholar] [CrossRef]
- Li, H.; Jiang, Z.; Zhang, Z.; Xu, B.; Liu, F. Mechanical Properties of Nickel Free High Nitrogen Austenitic Stainless Steels. J. Iron Steel Res. Int. 2007, 14, 330–334. [Google Scholar] [CrossRef]
- Uggowitzer, P.J.; Magdowski, R.; Speidel, M.O. High Nitrogen Steels. Nickel Free High Nitrogen Austenitic Steels. ISIJ Int. 1996, 36, 901–908. [Google Scholar] [CrossRef]
- Siredey-Schwaller, N.; Charbonnier, P.; Zhang, Y.; Guyon, J.; Perroud, O.; Laheurte, P. Secondary Hardening of a High-N Ni-Free Stainless Steel. Materials 2022, 15, 7505. [Google Scholar] [CrossRef]
- Reed, R.P. Nitrogen in Austenitic Stainless Steels. JOM 1989, 41, 16–21. [Google Scholar] [CrossRef]
- Yang, K.; Ren, Y. Nickel-Free Austenitic Stainless Steels for Medical Applications. Sci. Technol. Adv. Mater. 2010, 11, 014105. [Google Scholar] [CrossRef] [PubMed]
- Montanaro, L.; Cervellati, M.; Campoccia, D.; Arciola, C.R. Promising in Vitro Performances of a New Nickel-Free Stainless Steel. J. Mater. Sci. Mater. Med. 2006, 17, 267–275. [Google Scholar] [CrossRef]
- Weiss, S.; Meissner, A.; Fischer, A. Microstructural Changes within Similar Coronary Stents Produced from Two Different Austenitic Steels. J. Mech. Behav. Biomed. Mater. 2009, 2, 210–216. [Google Scholar] [CrossRef] [PubMed]
- Yang, K.; Ren, Y.; Wan, P. High Nitrogen Nickel-Free Austenitic Stainless Steel: A Promising Coronary Stent Material. Sci. China Technol. Sci. 2012, 55, 329–340. [Google Scholar] [CrossRef]
- Talha, M.; Behera, C.K.; Sinha, O.P. A Review on Nickel-Free Nitrogen Containing Austenitic Stainless Steels for Biomedical Applications. Mater. Sci. Eng. C 2013, 33, 3563–3575. [Google Scholar] [CrossRef] [PubMed]
- Berns, H.; Gavriljuk, V.G. Highly Resistant Austenitic Stainless Steel. EPO Patent EP1786941B1, 1 December 2010. pp. 1–13. [Google Scholar]
- Speidel, M.O.; Uggowitzer, P.J. Use of a Biocompatible Alloy Suitable for the Skin. EPO Patent EP0875591B1, 23 August 2000. pp. 1–7. [Google Scholar]
- Sun, S.; Ren, Z.; Yan, X.; Wang, Y.; Ding, G.; Zu, G.; Gong, W.; Jin, S.; Cui, X. Preparation Method of Medical High-Nitrogen Nickel-Free Austenitic Stainless Steel with Dispersion Strengthening and High. Stability. Patent CN113088652A, 9 July 2021. pp. 1–16. [Google Scholar]
- Hwang, B.; Lee, T. C+N Austenitic Stainless Steel Having Good Low-Temperature Toughness and a Fabrication Method Thereof. U.S. Patent 13/707,699, 13 June 2013. pp. 1–12. [Google Scholar]
- Porret, J.; Lankert, G.; Carozzani, T. Nickel-Free Austenitic Stainless. Steel. Patent JP6435297B2, 30 March 2017. pp. 1–20. [Google Scholar]
- Iorio, L.; Cortie, M.; Jones, R. Technical Note: Solubility of Nitrogen in Experimental Low-Nickel Austenitic Stainless Steels. J. S. Afr. Inst. Min. Metall. 1994, 94, 173–177. [Google Scholar]
- Shi, F.; Zhang, X.; Li, T.; Guan, X.; Li, X.; Liu, C. Effects of Nitrogen Content and Strain Rate on the Tensile Behavior of High-Nitrogen and Nickel-Free Austenitic Stainless Steel. Crystals 2023, 13, 129. [Google Scholar] [CrossRef]
- ISO 9227:2022; Corrosion Tests in Artificial Atmospheres—Salt Spray Tests. International Organization for Standardization: Geneva, Switzerland, 2022; pp. 1–23.
- PX PRECIMET SA Technical Specification 316L (DIN 1.4435). Available online: https://pxgroup.com/sites/default/files/316L1.4435.pdf (accessed on 15 March 2023).
- ASTM F746-87(1999); Standard Test Method for Pitting or Crevice Corrosion of Metallic Surgical Implant Materials. ASTM International: West Conshohocken, PA, USA, 1999; pp. 1–6.
- ASTM G71-81(2019); Standard Guide for Conducting and Evaluating Galvanic Corrosion Tests in Electrolytes. ASTM International: West Conshohocken, PA, USA, 2019; pp. 1–5.
- ASTM G82-98(2021)E1; Standard Guide for Development and Use of a Galvanic Series for Predicting Galvanic Corrosion Performance. ASTM International: West Conshohocken, PA, USA,, 2021; pp. 1–7.
- Baboian, R. Electrochemical Tehniques for Predicting Galvanic Corrosion. In Galvanic and Pitting Corrosion—Field and Laboratory Studies, STP41394S; Baboian, R., France, W.D., Rowe, L., Jr., Rynewicz, J.F., Eds.; American Society for Testing and Materials: Cockeysville, MD, USA, 1976; Volume STP 576, pp. 5–20. [Google Scholar]
- Baboian, R. Electrochemical Techniques for Corrosion: Symposium on Electrochemical Techniques for Corrosion at the NACE Corrosion/76 Meeting Held in Houston, Texas; Baboian, R., Ed.; NACE, National Association of Corrosion Engineers: Houstan, TX, USA, 1976. [Google Scholar]
- Mansfeld, F.; Kenkel, J. Laboratory Studies of Galvanic Corrosion of Aluminum Alloys, STP41395S. In Galvanic and Pitting Corrosion—Field and Laboratory Studies; Baboian, R., France, W.D., Rowe, L., Jr., Rynewicz, J.F., Eds.; American Society for Testing and Materials: Cockeysville, MD, USA, 1976; Volume STP 576, pp. 20–48. [Google Scholar]
- Wagner, C.V.; Traud, W.Z. Uber die Deutung von Korrosionsvorgangen durch Uberlagerung von elektrochemischen Teilvorgangen und uber die Potentialbildung an Mischeelectroden. Z. Elektrochem. Angew. Phys. Chem. Elektrochem. 1938, 44, 391–454. [Google Scholar]
- Hack, H.P. Evaluation of Galvanic Corrosion. In Metals Handbook: Corrosion; Korb, L.J., Olson, D.L., Eds.; ASM International: Novelty, OH, USA, 1987; Volume 13, pp. 234–238. [Google Scholar]
- Tuccillo, J.J.; Nielsen, J.P. Observations of Onset of Sulfide Tarnish on Gold-Base Alloys. J. Prosthet. Dent. 1971, 25, 629–637. [Google Scholar] [CrossRef]
- Reclaru, L. Sensitization to Corrosion of Austenitic Stainless Steels: Watch Straps Intended to Come into Direct and Prolonged Contact with Skin. Coatings 2022, 13, 18. [Google Scholar] [CrossRef]
- Mansfeld, F. The Polarization Resistance Technique for Measuring Corrosion Currents. In Advances in Corrosion Science and Technology; Fontana, M.G., Staehle, R.W., Eds.; Springer: Boston, MA, USA, 1976; pp. 163–262. ISBN 978-1-4684-8988-0. [Google Scholar]
- Peguet, L.; Malki, B.; Baroux, B. Influence of Cold Working on the Pitting Corrosion Resistance of Stainless Steels. Corros. Sci. 2007, 49, 1933–1948. [Google Scholar] [CrossRef]
- Tandon, V.; Patil, A.P.; Rathod, R.C. Correlation of Martensite Content and Dislocation Density of Cold Worked 316L on Defect Densities of Passivating Film in Acidic Environment. Mater. Res. Express. 2018, 5, 086515. [Google Scholar] [CrossRef]
- Tandon, V.; Patil, A.P. On the Influence of Cold Working and Electrochemical Nitridation on the Corrosion Behaviour of 316L Austenitic Stainless Steel in Acidic Environment. Surf. Eng. Appl. Electrochem. 2020, 56, 63–70. [Google Scholar] [CrossRef]
- Salarvand, V.; Sohrabpoor, H.; Mohammadi, M.A.; Nazari, M.; Raghavendra, R.; Mostafaei, A.; Brabazon, D. Microstructure and Corrosion Evaluation of As-Built and Heat-Treated 316L Stainless Steel Manufactured by Laser Powder Bed Fusion. J. Mater. Res. Technol. 2022, 18, 4104–4113. [Google Scholar] [CrossRef]
- Sohrabpoor, H.; Salarvand, V.; Lupoi, R.; Chu, Q.; Li, W.; Aldwell, B.; Stanley, W.; O’Halloran, S.; Raghavendra, R.; Choi, C.-H.; et al. Microstructural and Mechanical Evaluation of Post-Processed SS 316L Manufactured by Laser-Based Powder Bed Fusion. J. Mater. Res. Technol. 2021, 12, 210–220. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Mn | Mo | Cu | C | N | Ni | W | Al | Si |
|---|---|---|---|---|---|---|---|---|---|---|
| Weight % | 10–21 | 10–20 | 0–2.5 | 0–4 | 0.15–1 | 0–1 | 0–0.5 | 0–5 | 0–3.5 | 0–2 |
| Code | DIN | AISI | C | Si | Mn | P | S | Cr | Mo | Ni | Other |
|---|---|---|---|---|---|---|---|---|---|---|---|
| #1 | 1.4435 | 316L | <0.03 | <1.00 | <2.0 | <0.045 | <0.025 | 17.0–19 | 2.50–3.00 | 12.5–15.0 | - |
| #2 | 1.4452 Panacea® ETHZ | - | 0.017 | <1.00 | 12.30 | <0.01 | - | 17.2 | 3.25 | <0.026 | V: 0.01 Nb: 0.107 N: 0.89 |
| Sample Code | Sample Information |
|---|---|
| #1 | 316L, watch case middle |
| #2 | Panacea® bottom case watch |
| #3 | Panacea® (raw state); round sample, 280 HV0.1 |
| #4 | Panacea® round sample, 427 HV0.1 |
| #5 | Panacea® round sample, 510 HV0.1 |
| Chemical composition | Urea | NaCl | racemic lactic acid |
| 1 ± 0.001 g/L | 5 ± 0.001 g/L | 940 ± 10 μL/L |
| Corrosion Parameters | Coulometric Analysis | |||||||
|---|---|---|---|---|---|---|---|---|
| Ecorr mV | Rp Kohm/cm2 | bc mV/decade | ba mV/decade | icorr nA/cm2 | Ebd mV | E(I=0) –300 mV mC/cm2 | 300 mV–600 mV mC/cm2 | |
| #1 361L | +36 | 1507 | 76 | 201 | 15 | 400 | 1.96 | 198 |
| #2 Panacea® | +66 | 1338 | 39 | 195 | 17 | 800 | 0.33 | 2.79 |
| #3 P280HV | +98 | 1706 | 1182 | 243 | 96.91 | 800 | 7.0 | 8.4 |
| #4 P427HV | +68 | 1318 | 1882 | 113 | 500 | 350 | 9.53 | 89.9 |
| #5 P520HV | −136 | 337 | 162 | 125 | 471.10 | 260 | 54.38 | 302.81 |
| Sample | #1 316L | #2 Panacea® | #3 P280 HV | #4 P427HV | #5 P510HV |
|---|---|---|---|---|---|
| Ecrevice [mV] | 150 | 600 | 550 | 250 | 200 |
| Technique | Ecouple (mV SCE) | icouple (µA/cm2) |
|---|---|---|
| direct measurement | −25 | 0.40 |
| rotating electrode technique | −79 | 0.024 |
| using fixed electrodes | −144 | 0.040 |
| mixed potential theory | −30 | 0.077 |
| Sample | Total Surface (cm2) | Electrolyte Volume (mL) | Ni Dosage (mg.L−1) | Ni Release (μg.cm−2.sem−1) |
| #1 316L (1.4435) | 4.4 (±0.00) | 4.4 (±0.00) | 0.136 (±0.01) | 0.136 (±0.01) |
| #2 Panacea® (1.4452) | 5.4 (±0.00) | 5.4 (±0.00) | 0.0037 (±0.0002) | 0.0037 (±0.0002) |
| Element | Blanc | #3 P280HV | #4 P427HV | #5 P510HV | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | ||
| μg.L−1 | μg. L−1 | μg. L−1 | μg. L−1 | μg. L−1 | μg. L−1 | μg. L−1 | μg. L−1 | μg. L−1 | μg. L−1 | |
| Cr | <1 | 31.9 | 35.0 | 35.3 | 69.8 | 52.8 | 56.5 | 19.7 | 18.6 | 20.5 |
| Cu | <4 | <4 | <4 | <4 | <4 | <4 | <4 | <4 | <4 | <4 |
| Fe | 16.0 | 575 | 714 | 711 | 772 | 699 | 748 | 533 | 495 | 512 |
| Mn | <0.4 | 255 | 312 | 315 | 340 | 306 | 346 | 234 | 225 | 223 |
| Ni | <4 | <4 | <4 | <4 | <4 | <4 | <4 | <4 | <4 | <4 |
| Ti | 3.0 | 3.3 | 3.2 | 3.6 | 3.4 | 3.4 | 3.4 | 3.1 | 3.4 | 3.0 |
| Al | <10 | <10 | <10 | <10 | <10 | <10 | <10 | <10 | <10 | <10 |
| Ba | 2.6 | 3.0 | 3.0 | 3.0 | 2.8 | 2.8 | 2.8 | 2.6 | 2.7 | 2.9 |
| Mo | 0.6 | 3.3 | 3.4 | 3.7 | 4.3 | 3.9 | 4.4 | 2.6 | 2.2 | 2.3 |
| Sr | <0.2 | <0.2 | <0.2 | <0.2 | <0.2 | <0.2 | <0.2 | <0.2 | <0.2 | <0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Reclaru, L.; Cotrut, C.M.; Vranceanu, D.M.; Ionescu, F. Evaluation of Galvanic and Crevice Corrosion of Watch Case Middle (1.4435 Steel) and Bottom (Panacea® Steel) Assembly Supposed to Be in Prolonged Contact with the Skin. Coatings 2023, 13, 943. https://doi.org/10.3390/coatings13050943
Reclaru L, Cotrut CM, Vranceanu DM, Ionescu F. Evaluation of Galvanic and Crevice Corrosion of Watch Case Middle (1.4435 Steel) and Bottom (Panacea® Steel) Assembly Supposed to Be in Prolonged Contact with the Skin. Coatings. 2023; 13(5):943. https://doi.org/10.3390/coatings13050943
Chicago/Turabian StyleReclaru, Lucien, Cosmin M. Cotrut, Diana M. Vranceanu, and Florina Ionescu. 2023. "Evaluation of Galvanic and Crevice Corrosion of Watch Case Middle (1.4435 Steel) and Bottom (Panacea® Steel) Assembly Supposed to Be in Prolonged Contact with the Skin" Coatings 13, no. 5: 943. https://doi.org/10.3390/coatings13050943