
Achieving Superior Corrosion Resistance of TiB2 Reinforced Al-Zn-Mg-Cu Composites via Optimizing Particle Distribution and Anodic Oxidation Time
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Composites Preparation
2.2. Anodizing Process
2.3. Microstructure Characterization
2.4. Electrochemical Test
2.5. Salt Spray Test
3. Results and Discussion
3.1. Composite Structures
3.2. Effect of TiB2 Distribution on Anodizing Coating
3.2.1. Coating Characteristics
3.2.2. Polarization Curve Characteristics
3.3. Effect of Anodizing Time on Coating
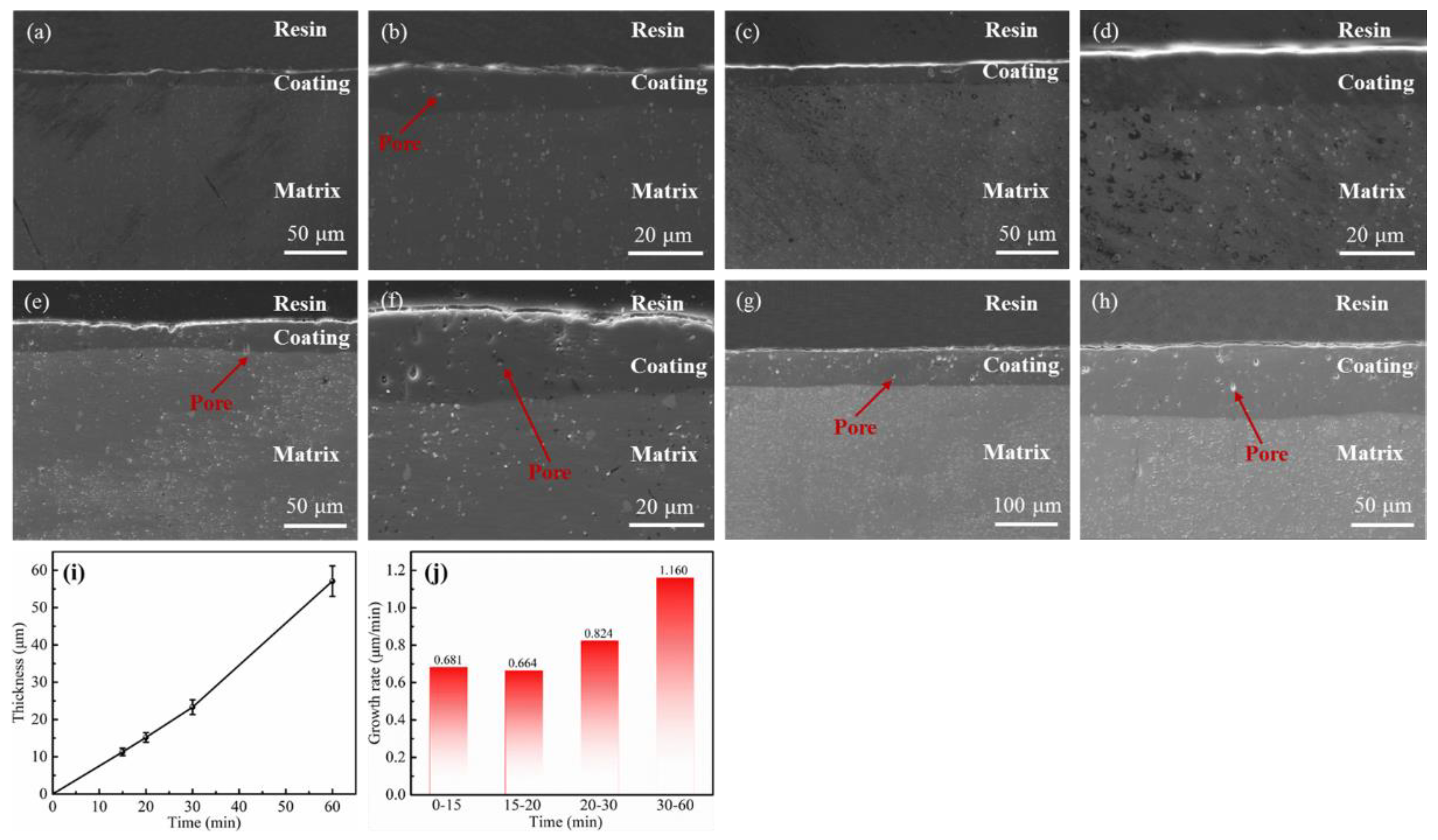
3.3.1. Coating Morphologies
3.3.2. Corrosion Behavior
3.3.3. Corrosion Morphology Analysis
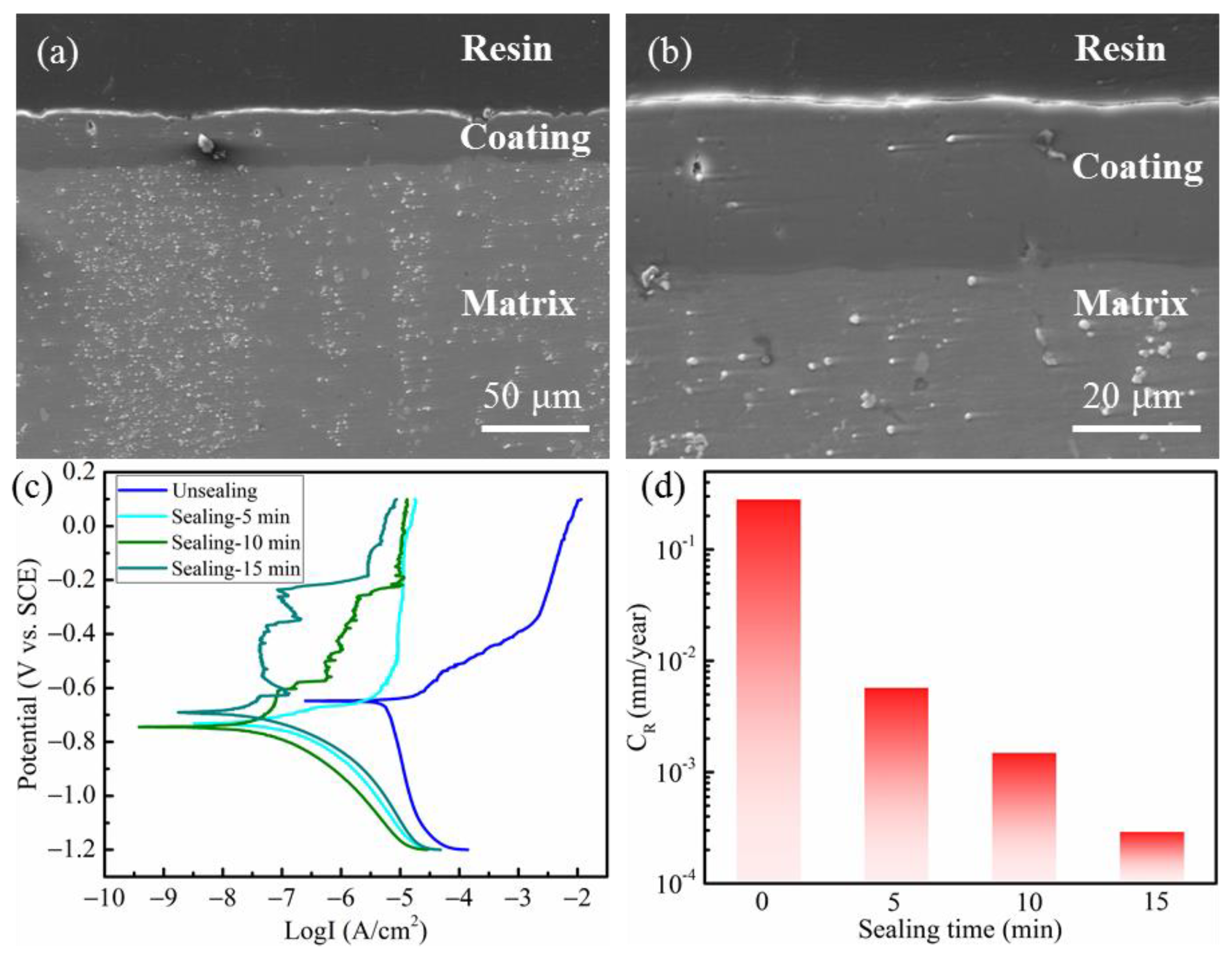
3.4. Further Improving the Corrosion Resistance of the Coating under Industrial Conditions
4. Conclusions
- (1)
- The dispersion of TiB2 can improve the corrosion resistance of the anodized coating on the composite.
- (2)
- After anodic oxidation treatment, the corrosion resistance of the composite is improved, with the corrosion potential (Ecorr) shifting to the positive direction and the corrosion current density (icorr) reducing by one order of magnitude. Particularly, the optimum anodizing time is 20 min, exhibiting the lowest icorr of coating (1.23 × 10−5 A·cm−2).
- (3)
- The corrosion resistance of the anodized coating is mainly determined by both the coating thickness and the porosity.
- (4)
- After the sealing treatment, the icorr of the coating is 2–3 orders of magnitude lower than that of the unsealed sample, and the resistance value in the low-frequency region is about two orders of magnitude higher than that of the unsealed sample. All the samples after the sealing treatment did not have any corrosion points during the 336-h salt spray corrosion, meeting the industrial requirements of corrosion resistance for applications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhu, L.Y.; Ji, Q.; Chen, J.H.; Zhang, W.; Chen, Z.X.; Zhang, T.; Wang, F.H. Microstructure and corrosion resistance of the PEO coating on extruded Al6Cu alloy. Surf. Coat. Technol. 2019, 369, 116–126. [Google Scholar] [CrossRef]
- Pshyk, A.V.; Petrov, I.; Bakhit, B.; Lu, J.; Hultman, L.; Greczynski, G. Energy-efficient physical vapor deposition of dense and hard Ti-Al-W-N coatings deposited under industrial conditions. Mater. Design. 2023, 227, 111753. [Google Scholar] [CrossRef]
- Ellingsen, J.; Venkatachalapathy, V.; Azarov, A.; Nilsen, O.; Kuznetsov, A. Al incorporation during metal organic chemical vapour deposition of aluminum zinc oxide. Thin Solid Films 2020, 709, 138245. [Google Scholar] [CrossRef]
- Su, C.H.; Chen, T.C.; Tsay, L.W. Improved fatigue strength of Cr-electroplated 7075-T6 Al alloy by micro-shot peening. Int. J. Fatigue 2023, 167, 107354. [Google Scholar] [CrossRef]
- Wang, Y.W.; Yang, Y.; Li, H.; Ren, X.X.; Wang, X.Y.; Tian, W. Reaction and growth mechanisms of MoO3-Al system in plasma spraying. J. Alloys Compd. 2023, 938, 168661. [Google Scholar] [CrossRef]
- Cheng, X.W.; Cai, P.Z.; Zhang, L.; Chai, L.J. Unusual work hardening rate of a 3D gradient high purity Ti fabricated by laser surface treatment. Mater. Sci. Eng. A 2023, 862, 144417. [Google Scholar] [CrossRef]
- Li, Y.Y.; Liu, S.; Wu, J.H.; Du, W.N.; Qin, G.W.; Zhang, E.L. Effect of anodic oxidation on the corrosion resistance and antibacterial properties of Ti-15Mo-9Ag for biomedical application. Surf. Coat. Technol. 2023, 472, 129948. [Google Scholar] [CrossRef]
- Wang, L.L.; Wang, G.W.; Dong, H.; Ye, M.H.; Li, X.Y.; Liu, L.; Pan, J.L.; Ye, Z.Y. Plasma electrolytic oxidation coatings on additively manufactured aluminum–silicon alloys with superior tribological performance. Surf. Coat. Technol. 2022, 435, 128246. [Google Scholar] [CrossRef]
- Kim, M.; Choi, E.; So, J.; Shin, J.S.; Chung, C.W.; Maeng, S.J.; Yun, J.Y. Improvement of corrosion properties of plasma in an aluminum alloy 6061-T6 by phytic acid anodization temperature. J. Mater. Res. Technol. 2021, 11, 219–226. [Google Scholar] [CrossRef]
- Hui, Z.; Yuwen, F.Y.; Qiao, Y.N.; Zhao, Y.M.; Wang, C.X.; Yao, R.Q.; Lu, J.J. Surface topography and tribological behavior of anodic oxidation films on an Al–Li alloy in flooded and starved ionic liquids. Wear 2022, 496, 204280. [Google Scholar] [CrossRef]
- Chung, C.K.; Tsai, C.H.; Hsu, C.R.; Kuo, E.H.; Chen, Y.; Chung, I.C. Impurity and temperature enhanced growth behaviour of anodic aluminum oxide from AA5052 Al-Mg alloy using hybrid pulse anodization at room temperature. Corros. Sci. 2017, 125, 40–47. [Google Scholar] [CrossRef]
- Mehdizade, M.; Eivani, A.R.; Soltanieh, M. Characterization of the anodic oxide layer deposited on severely deformed and aged AA6063 aluminum alloy. J. Mater. Res. Technol. 2021, 15, 68–85. [Google Scholar] [CrossRef]
- Song, G.L.; Shi, Z. Corrosion mechanism and evaluation of anodized magnesium alloys. Corros. Sci. 2014, 85, 126–140. [Google Scholar] [CrossRef]
- Nguyen, V.T.; Cheng, T.C.; Fang, T.H.; Li, M.H. The fabrication and characteristics of hydroxyapatite film grown on titanium alloy Ti-6Al-4V by anodic treatment. J. Mater. Res. Technol. 2020, 9, 4817–4825. [Google Scholar] [CrossRef]
- Li, X.; Li, C.Y.; Gong, T.L.; Su, J.H.; Zhang, W.C.; Song, Y.; Zhu, X.F. Comparative study on the anodizing process of Ti and Zr and oxide morphology. Ceram. Int. 2021, 47, 23332–23337. [Google Scholar] [CrossRef]
- Luo, Y.; Bi, M.R.; Cai, H.Z.; Hu, C.Y.; Wei, Y.; Wen, M.; Li, L.; Wang, X.; Zhang, X.X.; Zhang, G.X.; et al. The effect of argon ion etching treatments on anodic oxide film growth and the electrochemical properties of tantalum. J. Mater. Res. Technol. 2022, 20, 4256–4268. [Google Scholar] [CrossRef]
- Renaux, D.V.; Chahboun, N.; Rocca, E. Anodizing of multiphase aluminum alloys in sulfuric acid: In-situ electrochemical behaviour and oxide properties. Electrochim. Acta 2016, 211, 1056–1065. [Google Scholar] [CrossRef]
- Olmo, R.D.; Mohedano, M.; Visser, P.; Rodriguez, A.; Matykina, E.; Arrabal, R. Effect of cerium (IV) on thin sulfuric acid anodizing of 2024-T3 alloy. J. Mater. Res. Technol. 2021, 15, 3240–3254. [Google Scholar] [CrossRef]
- Terashima, A.; Iwai, M.; Kikuchi, T. Nanomorphological changes of anodic aluminum oxide fabricated by anodizing in various phosphate solutions over a wide pH range. Appl. Surf. Sci. 2022, 605, 154687. [Google Scholar] [CrossRef]
- Owens, A.G.; Renaux, D.V.; Cartigny, V.; Rocca, E. Large-pores anodizing of 5657 aluminum alloy in phosphoric acid: An in-situ electrochemical study. Electrochim. Acta 2021, 382, 138303. [Google Scholar] [CrossRef]
- Zaraska, L.; Bobruk, M.; Jaskuła, M.; Sulka, G.D. Growth and complex characterization of nanoporous oxide layers on metallic tin during one-step anodic oxidation in oxalic acid at room temperature. Appl. Surf. Sci. 2015, 351, 1034–1042. [Google Scholar] [CrossRef]
- Chernyakova, K.; Ispas, A.; Karpicz, R.; Ecke, G.; Vrublevsky, I.; Bund, A. Formation of ordered anodic alumina nanofibers during aluminum anodizing in oxalic acid at high voltage and electrical power. Surf. Coat. Technol. 2020, 394, 125813. [Google Scholar] [CrossRef]
- Elabar, D.; Monica, G.R.L.; Santamaria, M.; Quarto, F.D.; Skeldon, P.; Thompson, G.E. Anodizing of aluminum and AA 2024-T3 alloy in chromic acid: Effects of sulphate on film growth. Surf. Coat. Technol. 2017, 309, 480–489. [Google Scholar] [CrossRef]
- Kikuchi, T.; Yamashita, M.; Iwai, M.; Suzuki, R.O. Self-ordering of porous anodic alumina fabricated by anodizing in chromic acid at high temperature. J. Electrochem. Soc. 2021, 168, 093501. [Google Scholar] [CrossRef]
- Oliveira, L.A.D.; Silva, R.M.P.D.; Rodas, A.C.D.; Souto, R.M.; Antunes, R.A. Surface chemistry, film morphology, local electrochemical behavior and cytotoxic response of anodized AZ31B magnesium alloy. J. Mater. Res. Technol. 2020, 9, 14754–14770. [Google Scholar] [CrossRef]
- Nishimoto, M.; Xiong, Z.T.; Kitano, S.; Aoki, Y.; Habazaki, H. The effect of anodizing temperature on the oxygen evolution reaction activity of anodized FeNiCo alloy in alkaline electrolyte. Electrochim. Acta 2022, 427, 140875. [Google Scholar] [CrossRef]
- Zaraska, L.; Gawlak, K.; Gurgul, M.; Gilek, D.; Kozieł, M.; Socha, R.P.; Sulka, G.D. Morphology of nanoporous anodic films formed on tin during anodic oxidation in less commonly used acidic and alkaline electrolytes. Surf. Coat. Technol. 2019, 362, 191–199. [Google Scholar] [CrossRef]
- Rawian, N.A.M.; Akasaka, H.; Liza, S.; Fukuda, K.; Zulkifli, N.A.; Tahir, N.A.M.; Yaakob, Y. Surface and tribological characterization of anodic aluminum oxide coating containing diamond-like carbon flakes. Diam. Relat. Mater. 2023, 132, 109674. [Google Scholar] [CrossRef]
- Gao, N.; Ding, G.X.; Wang, C.; Chen, F.; Wang, Y.P.; Ma, H.T. A facile strategy to fabricate bionic superhydrophobic armor based on utilization of metallographic structure heredity and reconstruction of anodized oxide film on alloy. Surf. Interfaces 2022, 21, 102351. [Google Scholar] [CrossRef]
- Chen, J.H.; He, Z.; Liu, J.M.; Wang, Y.X.; Hodgson, M.; Gao, W. Antibacterial anodic aluminum oxide-copper coatings on aluminum alloys: Preparation and long-term antibacterial performance. Chem. Eng. J. 2023, 461, 141873. [Google Scholar] [CrossRef]
- Wang, X.; Sun, H.H.; Wang, H.W. Anodic oxidation of in-situ TiB2 particle reinforced 6351 aluminum alloy. Mater. Protec. 2007, 10, 61–65. [Google Scholar]
- Sun, H.H.; Ma, N.H.; Chen, D.; Li, X.F.; Wang, H.W. Fabrication and analysis of anti-corrosion coatings on in-situ TiB2p reinforced aluminum matrix composite. Surf. Coat. Technol. 2008, 203, 329–334. [Google Scholar] [CrossRef]
- He, C.L.; Zhou, Q.; Liu, J.T.; Geng, X.W.; Cai, Q.K. Effect of size of reinforcement on thickness of anodized coatings on SiC/Al matrix composites. Mater. Lett. 2008, 15, 2441–2443. [Google Scholar] [CrossRef]
- He, C.L.; Lou, D.Y.; Wang, J.M.; Cai, Q.K. Corrosion protection and formation mechanism of anodic coating on SiCp/Al metal matrix composite. Thin Solid Films 2011, 519, 4759–4764. [Google Scholar] [CrossRef]
- Huang, W.M.; Zhou, C.; Liu, B.; Wang, M.L.; Wang, H.W.; Ma, N.H. Improvement in the corrosion resistance of TiB2/A356 composite by molten-salt electrodeposition and anodization. Surf. Coat. Technol. 2012, 206, 4988–4991. [Google Scholar] [CrossRef]
- Liu, J.; Chen, Z.; Zhang, F.G.; Ji, G.; Wang, M.L.; Ma, Y.; Ji, V.; Zhong, S.Y.; Wu, Y.; Wang, H.W. Simultaneously increasing strength and ductility of nanoparticles reinforced Al composites via accumulative orthogonal extrusion process. Mater. Res. Lett. 2018, 6, 406–412. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, Q.; Chen, Z.; Wang, L.; Ji, G.; Shi, Q.W.; Wu, Y.; Zhang, F.G.; Wang, H.W. Fabrication of fine grain structures in Al matrices at elevated temperature by the stimulation of dual-size particles. Mater. Sci. Eng. A 2021, 805, 140614. [Google Scholar] [CrossRef]
- Yang, Q.; Cheng, D.L.; Liu, J.; Wang, L.; Chen, Z.; Wang, M.L.; Zhong, S.Y.; Wu, Y.; Ji, G.; Wang, H.W. Microstructure evolution of the TiB2/Al composites fabricated by powder metallurgy during hot extrusion. Mater. Charact. 2019, 155, 109834. [Google Scholar] [CrossRef]
- Tang, Y.B.; Liu, C.Z.; Liu, J.; Zhang, C.C.; Chen, H.; Shi, Q.W.; Dan, C.Y.; Wang, H.W.; Chen, Z. Improving the ductility of Al matrix composites through bimodal structures: Precise manipulation and mechanical responses to coarse grain fraction. Mater. Sci. Eng. A 2023, 875, 145139. [Google Scholar] [CrossRef]
- Liu, J.; Liu, C.Z.; Cai, H.Y.; Zhang, C.C.; Dan, C.Y.; Shi, Q.W.; Wang, H.W.; Chen, Z. Enhanced precipitate strengthening in particulates reinforced Al–Zn–Mg–Cu composites via bimodal structure design and optimum aging strategy. Compos. B Eng. 2023, 260, 110772. [Google Scholar] [CrossRef]
- ASTM International. ASTM B117-03 Standard Practice for Operating Salt Spray (Fog) Apparats; 100 Barr Harbor Drive: West Conshohocken, PE, USA, 2003. [Google Scholar]
- Ding, Z.F. Mechanistic study of thin film sulfuric acid anodizing rate difference between Al2024 T3 and Al6061 T6. Surf. Coat. Technol. 2019, 357, 280–288. [Google Scholar] [CrossRef]
- Chung, I.C.; Chung, C.K.; Su, Y.K. Effect of current density and concentration on microstructure and corrosion behavior of 6061 Al alloy in sulfuric acid. Surf. Coat. Technol. 2017, 313, 299–306. [Google Scholar] [CrossRef]
- Lu, J.Q.; Wei, G.Y.; Yu, Y.D.; Guo, C.F.; Jiang, L. Aluminum alloy AA2024 anodized from the mixed acid system with enhanced mechanical properties. Surf. Interfaces 2018, 13, 46–50. [Google Scholar] [CrossRef]
- Akbarzadeh, S.; Coelho, L.B.; Dangreau, L.; Lanzutti, A.; Fedrizzi, L.; Olivier, M.G. Self-healing plasma electrolytic oxidation (PEO) coating developed by an assembly of corrosion inhibitive layer and sol-gel sealing on AA2024. Corros. Sci. 2023, 222, 111424. [Google Scholar] [CrossRef]
- Song, D.D.; Wan, H.X. Key factor for the corrosion resistance of MAO coating on Mg alloy. Mater. Chem. Phys. 2023, 296, 127963. [Google Scholar] [CrossRef]
- Mehdizade, M.; Soltanieh, M.; Eivani, A.R. Investigation of anodizing time and pulse voltage modes on the corrosion behavior of nanostructured anodic layer in commercial pure aluminum. Surf. Coat. Technol. 2019, 358, 741–752. [Google Scholar] [CrossRef]
- Alves, A.C.; Wenger, F.; Ponthiaux, P.; Celis, J.P.; Pinto, A.M.; Rocha, L.A.; Fernandes, J.C.S. Corrosion mechanisms in titanium oxide-based films produced by anodic treatment. Electrochim. Acta 2017, 234, 16–27. [Google Scholar] [CrossRef]
- Runge, J.M. The Metallurgy of Anodizing Aluminum; Springer International Publishing: Cham, Switzerland, 2018. [Google Scholar]
- Totaro, P.; Khusid, B. Multistep anodization of 7075–T6 aluminum alloy. Surf. Coat. Technol. 2021, 421, 127407. [Google Scholar] [CrossRef]
- Zhang, J.H.; Cheng, F.; Wang, L.; Xu, Y.; Zhou, Z.T.; Liu, X.Y.; Hu, Y.S.; Hu, X.Z. Reinforcement study of anodizing treatment with various temperatures on aluminum substrates for stronger adhesive bonding with carbon fiber composites. Surf. Coat. Technol. 2023, 462, 129473. [Google Scholar] [CrossRef]
- Ghosh, R.; Dey, A.; Kavitha, M.K.; Thota, H.K.; Rani, R.U.; Rajendra, A.; Das, K. Development of flat absorber black anodic coating on 3D printed Al–10Si–Mg alloy for spacecraft thermal control application. Ceram. Int. 2022, 48, 35689–35697. [Google Scholar] [CrossRef]
- Bisht, B.M.; Bhandri, H.; Sambyal, P.; Gairola, S.P.; Dhawan, S. Highly durable and novel anticorrosive coating based on epoxy reinforced with poly(aniline-co-pentafluoroaniline)/SiO2 composite. Am. J. Polymer. Sci. 2016, 6, 75–85. [Google Scholar]
- Ko, C.L.; Kuo, Y.L.; Chen, S.H.; Chen, S.Y.; Guo, J.Y.; Wang, Y.J. Formation of aluminum composite passive film on magnesium alloy by integrating sputtering and anodic aluminum oxidation processes. Thin Solid Films 2020, 709, 138151. [Google Scholar] [CrossRef]
- Zhang, C.; Luo, X.; Pan, X.; Liao, L.; Wu, X.; Liu, Y. Self-healing Li-Al layered double hydroxide conversion coating modified with aspartic acid for 6N01 Al alloy. Appl. Surf. Sci. 2017, 394, 275–281. [Google Scholar] [CrossRef]
- Shi, Z.M.; Liu, M.; Atrens, A. Measurement of the corrosion rate of magnesium alloys using Tafel extrapolation. Corros. Sci. 2010, 52, 579–588. [Google Scholar] [CrossRef]
- Qian, K.; Zhang, Y.; Dong, Q.S.; Shao, Y.; Cheng, Z.J.; Ju, J.; Xue, F.; Chu, C.L.; Xia, D.D.; Bai, J. Enhancement of corrosion resistance and antibacterial properties of PEO coated AZ91D Mg alloy by copper- and phosphate-based sealing treatment. Corros. Sci. 2023, 219, 111218. [Google Scholar] [CrossRef]
- Wang, H.Y.; Song, Y.L.; Chen, X.G.; Tong, G.D.; Zhang, L.Y. Microstructure and corrosion behavior of PEO-LDHs-SDS superhydrophobic composite film on magnesium alloy. Corros. Sci. 2022, 208, 110699. [Google Scholar] [CrossRef]
- Li, Z.J.; Jing, X.Y.; Yuan, Y.; Zhang, M.L. Composite coatings on a Mg–Li alloy prepared by combined plasma electrolytic oxidation and sol–gel techniques. Corros. Sci. 2012, 63, 358–366. [Google Scholar] [CrossRef]
- Xu, L.Y.; Fu, X.J.; Su, H.J.; Sun, H.L.; Li, R.C.; Wang, Y. Corrosion and tribocorrosion protection of AZ31B Mg alloy by a hydrothermally treated PEO/chitosan composite coating. Prog. Org. Coat. 2022, 170, 107002. [Google Scholar] [CrossRef]
- Liu, G.F.; Lu, X.P.; Zhang, X.Y.; Zhang, T.; Wang, F.H. Improvement of corrosion resistance of PEO coatings on Al alloy by formation of ZnAl layered double hydroxide. Surf. Coat. Technol. 2022, 441, 128528. [Google Scholar] [CrossRef]
- Nadimi, M.; Dehghanian, C. Incorporation of ZnO–ZrO2 nanoparticles into TiO2 coatings obtained by PEO on Ti–6Al–4V substrate and evaluation of its corrosion behavior, microstructural and antibacterial effects exposed to SBF solution. Ceram. Int. 2021, 47, 33413–33425. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zn | Mg | Cu | Zr | Si | Fe | Cr | Mn | Ti | B | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| 7.93 | 2.2 | 2.4 | 0.18 | 0.03 | 0.01 | 0.0006 | 0.001 | 3.5 | 1.5 | Balance |
| Method | Ecorr (V) | icorr (A·cm−2) |
|---|---|---|
| Matrix (CE) | −0.734 | 1.29 × 10−4 |
| Matrix (PM) | −0.775 | 8.96 × 10−5 |
| Coating (CE) | −0.660 | 7.54 × 10−5 |
| Coating (PM) | −0.656 | 1.23 × 10−5 |
| Time (min) | Ecorr (V) | icorr (A·cm−2) | PE (%) |
|---|---|---|---|
| 0 | −0.763 | 2.08 × 10−4 | / |
| 15 | −0.660 | 1.70 × 10−5 | 91.83% |
| 20 | −0.656 | 1.23 × 10−5 | 94.09% |
| 30 | −0.651 | 3.75 × 10−5 | 81.97% |
| 60 | −0.684 | 1.59 × 10−4 | 23.56% |
| Sealing Time (min) | Ecorr (V) | icorr (A·cm−2) |
|---|---|---|
| 0 | −0.656 | 1.23 × 10−5 |
| 5 | −0.732 | 2.49 × 10−7 |
| 10 | −0.745 | 6.54 × 10−8 |
| 15 | −0.690 | 1.27 × 10−8 |
| Unsealing | Sealing-5 min | Sealing-10 min | Sealing-15 min | |
|---|---|---|---|---|
| Rs (Ω·cm2) | 18.29 | 15.41 | 11.48 | 19.25 |
| CPEc (S·cm−2·sn) | 3.38 × 10−5 | 2.24 × 10−5 | 6.62 × 10−6 | 3.48 × 10−6 |
| nc | 0.7786 | 0.6678 | 0.7889 | 1 |
| Rc (Ω·cm2) | 298.7 | 706.2 | 1337 | 2580 |
| CPEdl (S·cm−2·sn) | 5.85 × 10−5 | 2.11 × 10−5 | 1.27 × 10−5 | 6.02 × 10−6 |
| ndl | 0.6274 | 0.6937 | 0.6383 | 0.7566 |
| Rct (Ω·cm2) | 8.01 × 103 | 7.49 × 104 | 1.69 × 105 | 2.69 × 106 |
| Chi-squared | 2.52 × 10−3 | 2.01 × 10−3 | 1.49 × 10−3 | 4.18 × 10−3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, D.; Gao, K.; Liu, J.; Huang, J.; Zhao, D.; Gong, Y.; Wang, M.; Chen, Z.; Wang, H. Achieving Superior Corrosion Resistance of TiB2 Reinforced Al-Zn-Mg-Cu Composites via Optimizing Particle Distribution and Anodic Oxidation Time. Coatings 2023, 13, 1780. https://doi.org/10.3390/coatings13101780
Li D, Gao K, Liu J, Huang J, Zhao D, Gong Y, Wang M, Chen Z, Wang H. Achieving Superior Corrosion Resistance of TiB2 Reinforced Al-Zn-Mg-Cu Composites via Optimizing Particle Distribution and Anodic Oxidation Time. Coatings. 2023; 13(10):1780. https://doi.org/10.3390/coatings13101780
Chicago/Turabian StyleLi, Dongdong, Kewei Gao, Jun Liu, Jie Huang, Dechao Zhao, Yue Gong, Mingliang Wang, Zhe Chen, and Haowei Wang. 2023. "Achieving Superior Corrosion Resistance of TiB2 Reinforced Al-Zn-Mg-Cu Composites via Optimizing Particle Distribution and Anodic Oxidation Time" Coatings 13, no. 10: 1780. https://doi.org/10.3390/coatings13101780