
Characteristics and Cutting Performance of CVD Al2O3 Multilayer Coatings Deposited on Tungsten Carbide Cutting Inserts in Turning of 24CrMoV5-1 Steel

 , ,
, ,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
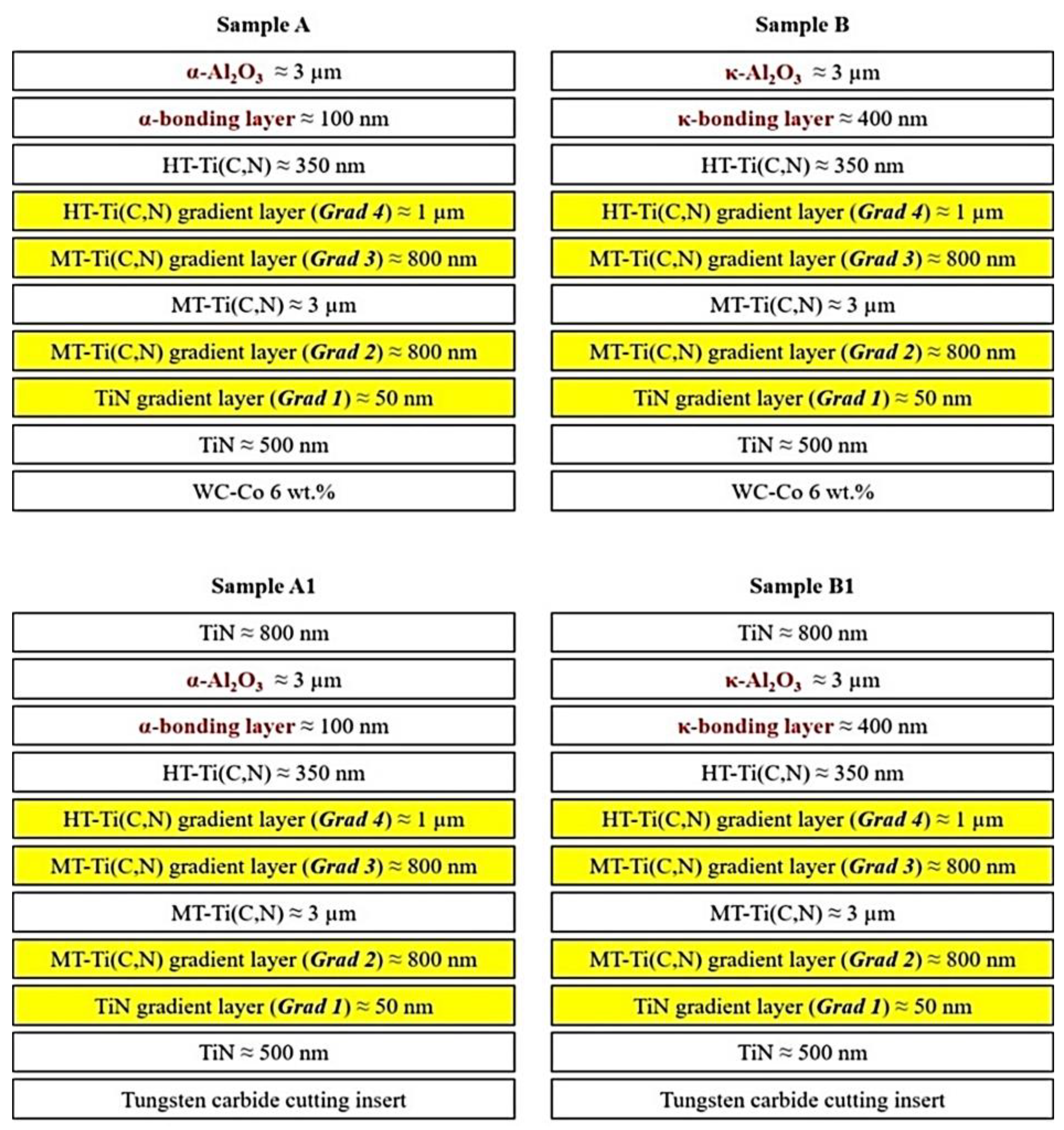
2.1. Sample Preparation
2.2. Characterization
3. Results and Discussion
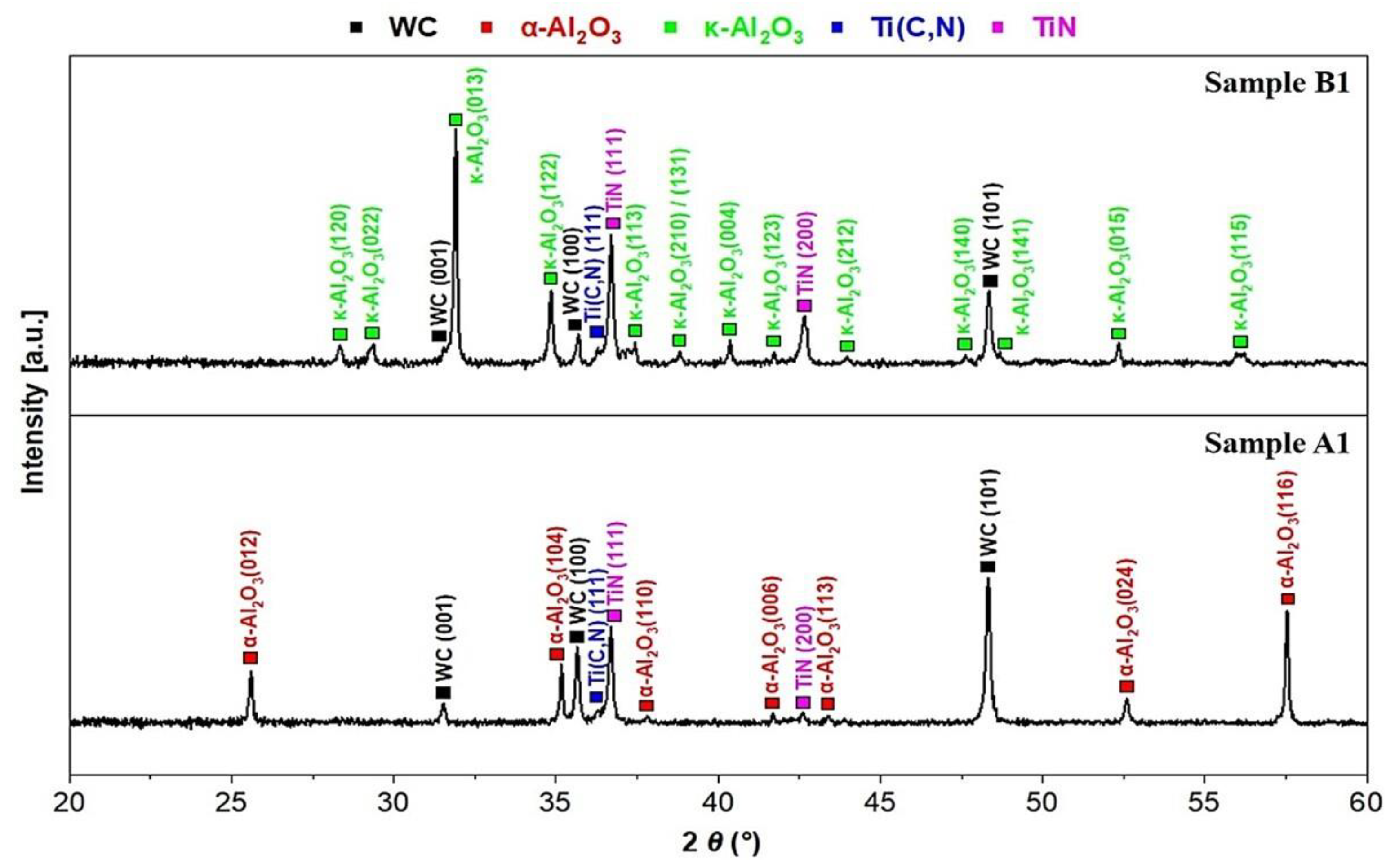
3.1. Structure, Morphology and Microstructure Analyses
3.2. Nano- and Micro-Indentation
3.3. Ball-on-Disc Test
3.4. Rockwell C Test
3.5. Metal Cutting Test
4. Conclusions
- (1)
- By means of nano-indentation, hardness levels of 28.0 ± 0.8 and 25.6 ± 0.4 Gpa and Young’s moduli of 333 ± 6 and 292 ± 6 GPa were measured for CVD α- and κ-Al2O3 coatings, respectively. Due to the anisotropic properties of α-Al2O3, the influence of film texture on its mechanical properties needs further investigations. Vickers hardness levels of 27.3 ± 1.1 and 25.9 ± 1.0 GPa were measured for CVD α- and κ-Al2O3 coatings, comparable with CVD α- and κ-Al2O3 coatings from the company Bernex.
- (2)
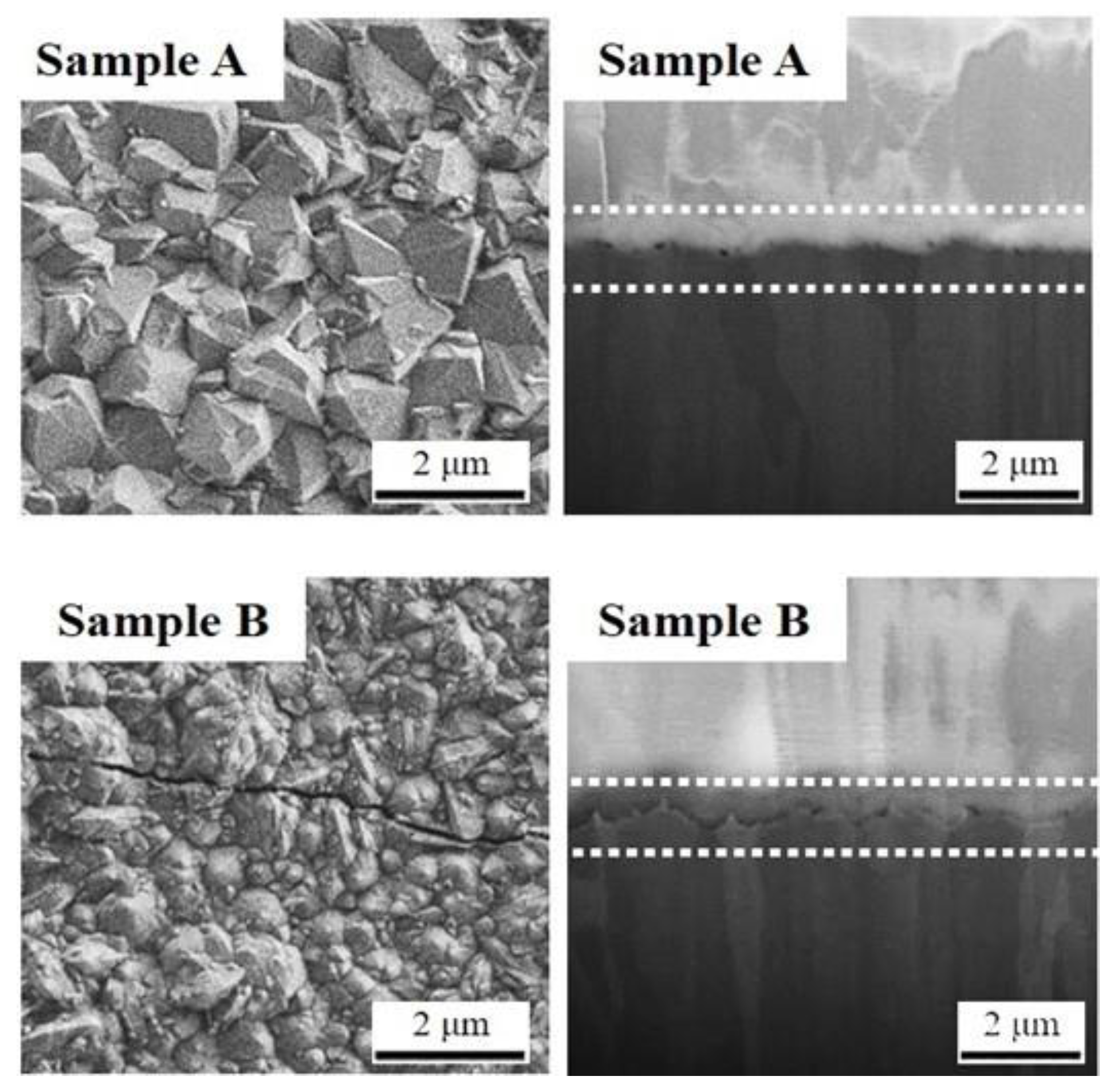
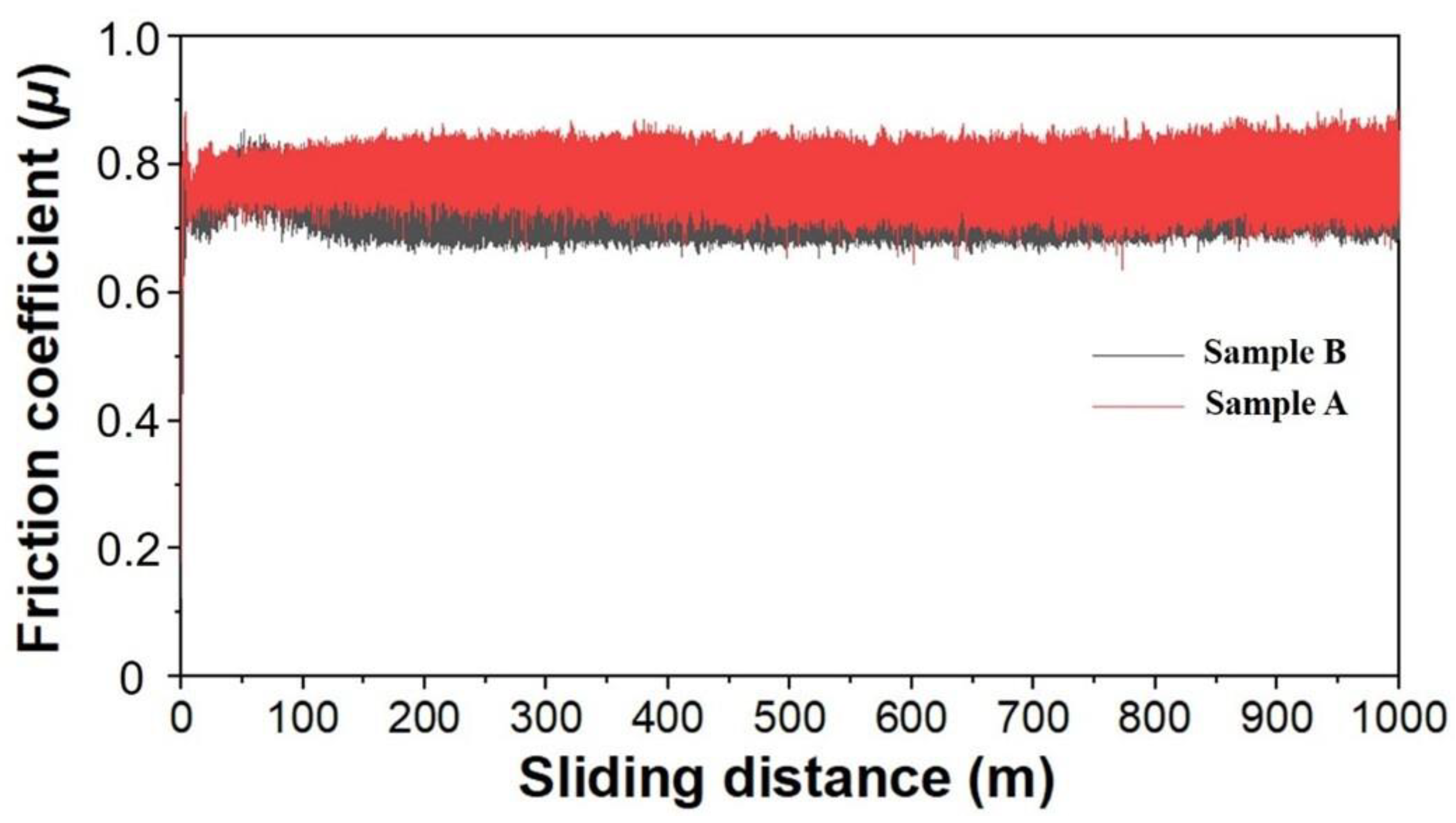
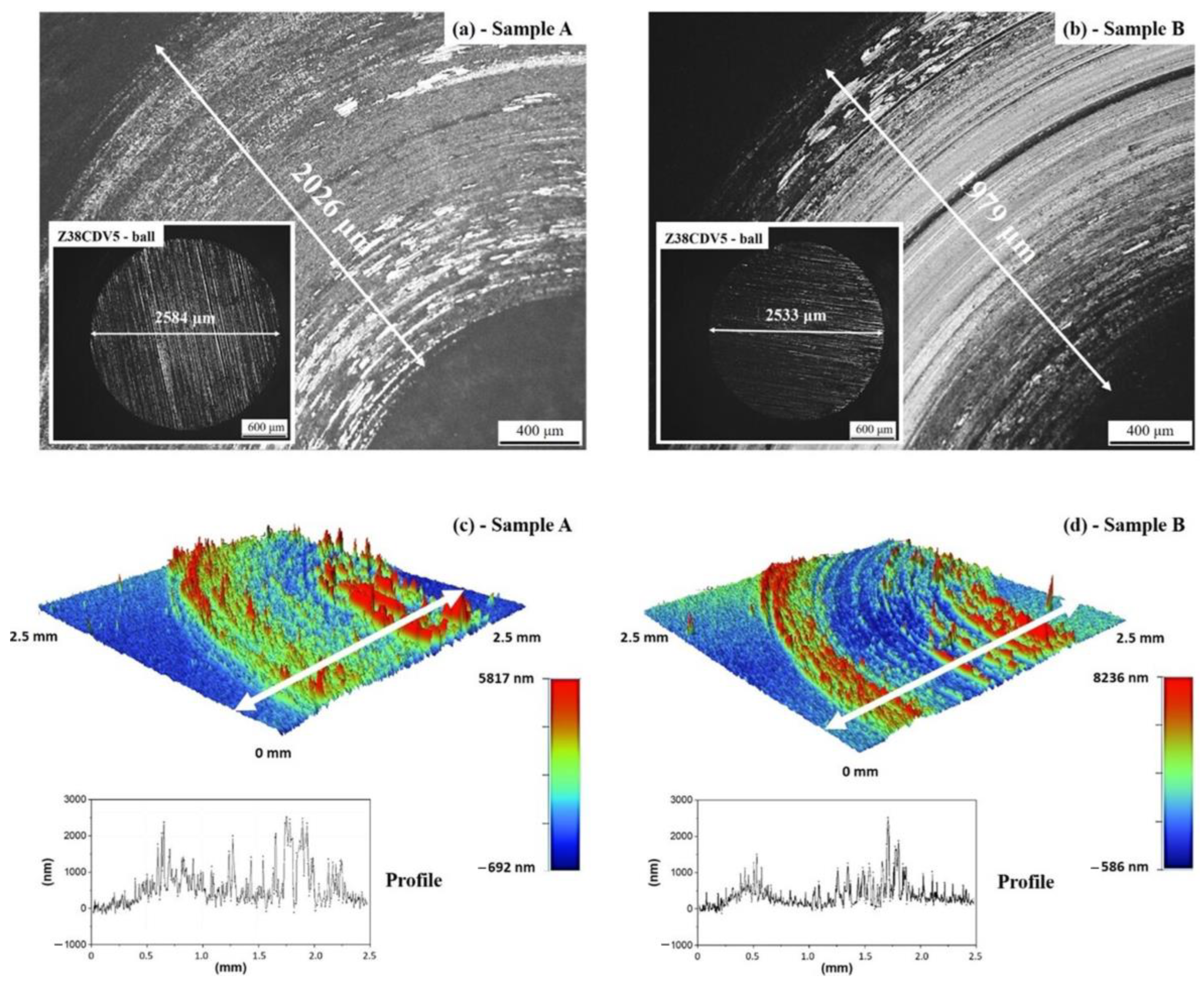
- In tribotests using 24CrMoV5-1 balls, friction coefficients of approx. 0.7 were measured for samples A and B, respectively. The effects of grain size, hardness and surface roughness were discussed. In Rockwell C tests, poor delamination but no evident bulking at the center of imprint indicate that sample B could be a good adherent coating.
- (3)
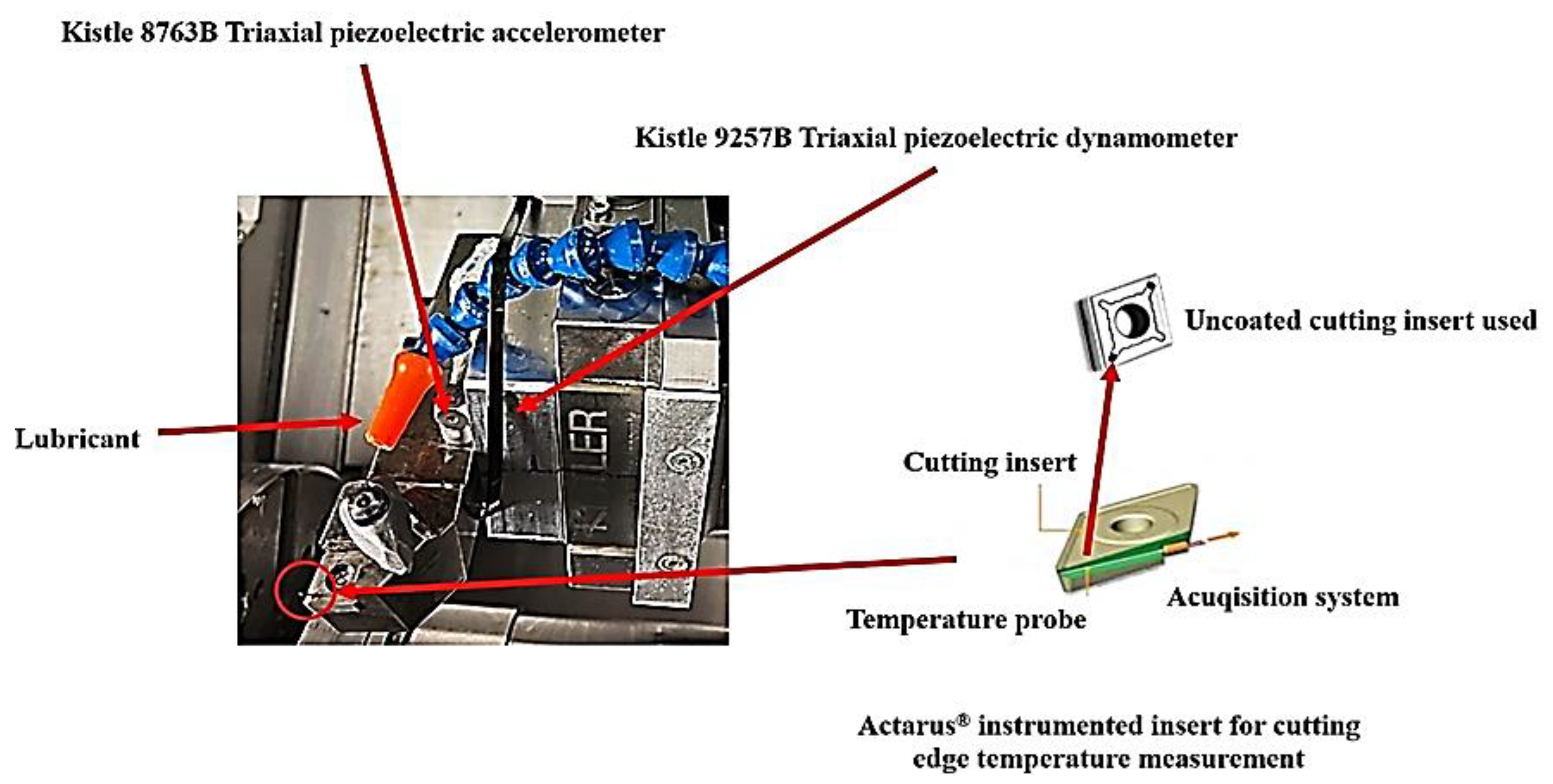
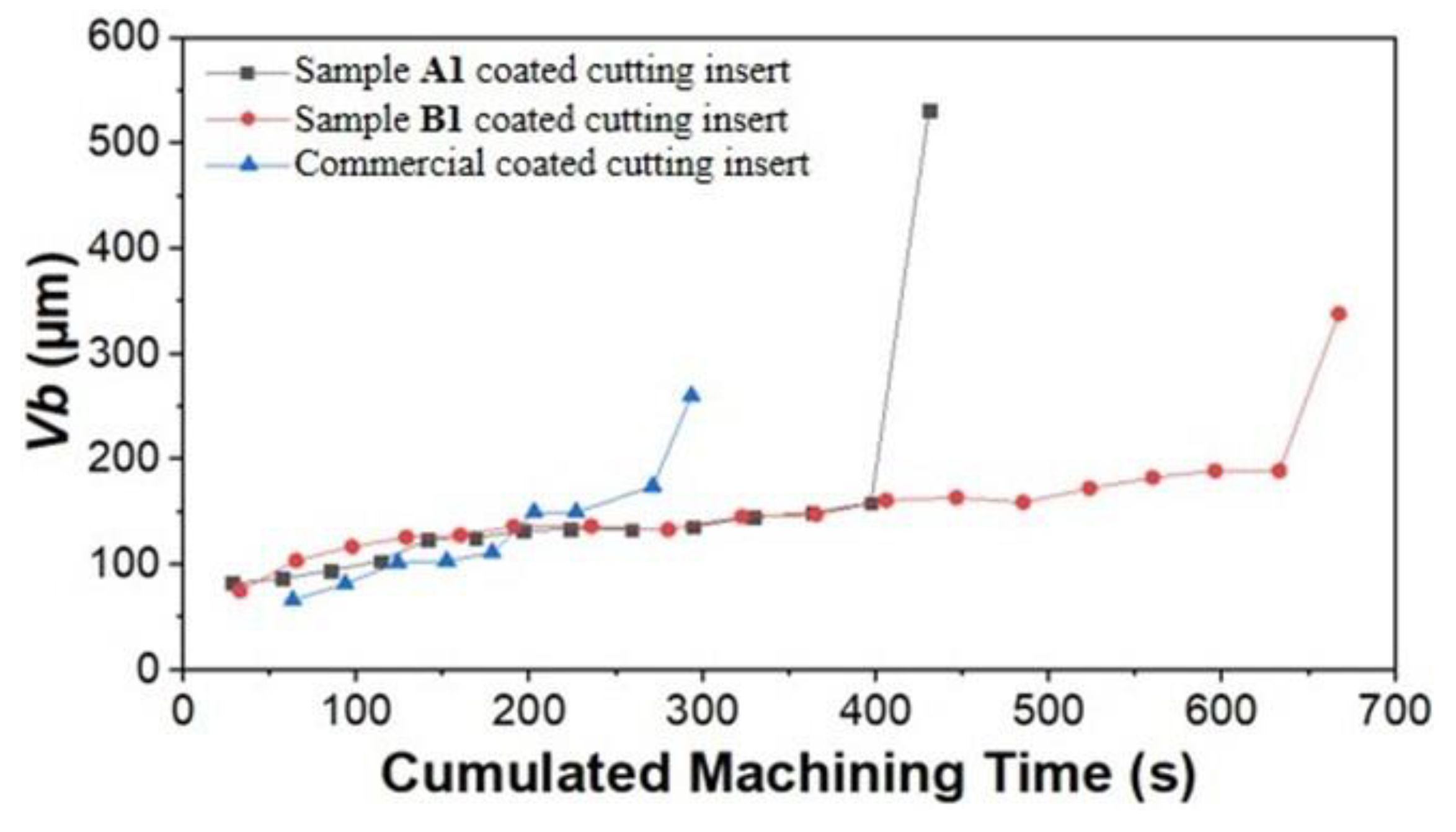
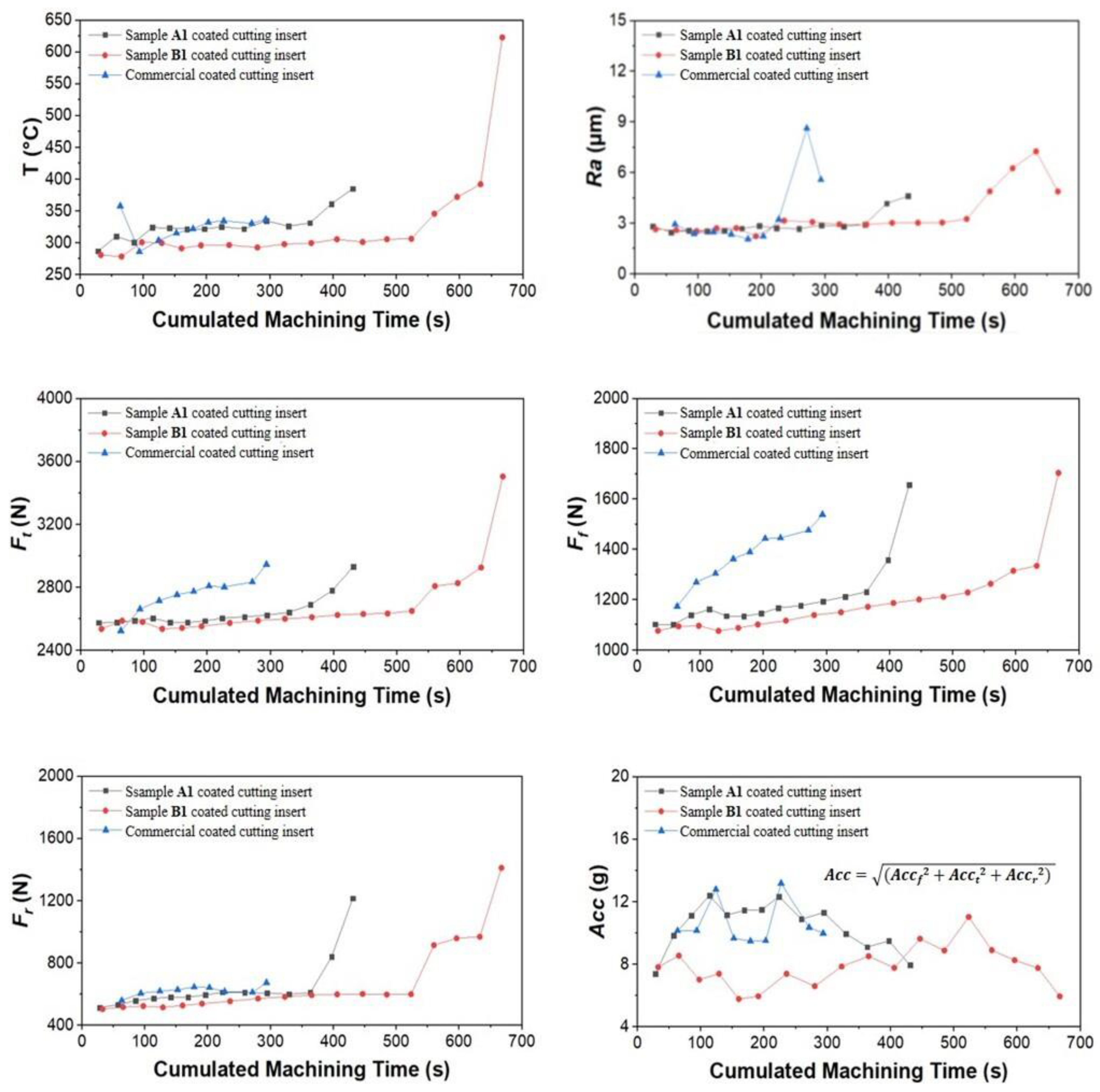
- Cutting parameters for tool-life tests of 24CrMoV5-1 were determined according to the COM protocol: cutting speed—240 (m/min), feed—0.35 (mm/rev) and depth of cut—3.5 (mm). In this study, commercial uncoated inserts were not adaptable. Sample B1 coated inserts exhibited the longest tool life of approx. 11 min, double of that of commercial coated inserts from Evatec Tools. Compared to sample A1, good adhesion between κ-Al2O3 and Ti(C,N)-based layers was evidenced in sample B1. The large grain size and high hardness and surface roughness of sample A1 could be responsible for important vibrations that could seriously deteriorate the tool service life.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Schalk, N.; Tkadletz, M.; Mitterer, C. Hard coatings for cutting applications: Physical vs. chemical vapor deposition and future challenges for the coatings community. Surf. Coat. Technol. 2021, 429, 127949. [Google Scholar] [CrossRef]
- M’Saoubi, R.; Ruppi, S. Wear and thermal behaviour of CVD α-Al2O3 and MTCVD Ti(C,N) coatings during machining. CIRP Ann. 2009, 58, 57–60. [Google Scholar] [CrossRef]
- Nemetz, A.W.; Daves, W.; Klünsner, T.; Ecker, W.; Teppernegg, T.; Czettl, C.; Krajinović, I. FE temperature- and residual stress prediction in milling inserts and correlation with experimentally observed damage mechanisms. J. Mater. Process. Technol. 2018, 256, 98–108. [Google Scholar] [CrossRef]
- Nemetz, A.W.; Daves, W.; Klünsner, T.; Ecker, W.; Schäfer, J.; Czettl, C.; Antretter, T. Cyclic heat-up and damage-relevant substrate plastification of single- and bilayer coated milling inserts evaluated numerically. Surf. Coat. Technol. 2019, 360, 39–49. [Google Scholar] [CrossRef]
- Krajinović, I.; Daves, W.; Tkadletz, M.; Teppernegg, T.; Klünsner, T.; Schalk, N.; Mitterer, C.; Tritremmel, C.; Ecker, W.; Czettl, C. Finite element study of the influence of hard coatings on hard metal tool loading during milling. Surf. Coat. Technol. 2016, 304, 134–141. [Google Scholar] [CrossRef]
- Tzeng, C.J.; Lin, Y.H.; Yang, Y.K.; Jeng, M.C. Optimization of turning operations with multiple performance characteristics using the Taguchi method and Grey relational analysis. J. Mater. Process. Technol. 2009, 209, 2753–2759. [Google Scholar] [CrossRef]
- Nemetz, A.W.; Daves, W.; Klünsner, T.; Praetzas, C.; Liu, W.; Teppernegg, T.; Czettl, C.; Haas, F.; Bölling, C.; Schäfer, J. Experimentally validated calculation of the cutting edge temperature during dry milling of Ti6Al4V. J. Mater. Process. Technol. 2020, 278, 116544. [Google Scholar] [CrossRef]
- Bobzin, K. High-performance coatings for cutting tools. CIRP J. Manuf. Sci. Technol. 2017, 18, 1–9. [Google Scholar] [CrossRef]
- Cahill, D.G.; Lee, S.M.; Selinder, T.I. Thermal conductivity of κ-Al2O3 and α-Al2O3 wear-resistant coatings. J. Appl. Phys. 1998, 83, 5783–5786. [Google Scholar] [CrossRef]
- Halvarsson, M.; Vuorinen, S. The influence of the nucleation surface on the growth of CVD α-Al2O3 and κ-Al2O3. Surf. Coat. Technol. 1995, 76–77, 287–296. [Google Scholar] [CrossRef]
- Ruppi, S. Influence of Process Conditions on the Growth and Texture of CVD Alpha-Alumina. Coatings 2020, 10, 158. [Google Scholar] [CrossRef]
- Zhu, M.; Achache, S.; Emo, M.; Ramírez, A.B.; Pierson, J.F.; Sanchette, F. Influence of the nucleation surface on the growth of epitaxial Al2O3 thermal CVD films deposited on cemented carbides. Mater. Des. 2022, 216, 110601. [Google Scholar] [CrossRef]
- Zhu, M.; Achache, S.; Boulet, P.; Virfeu, A.; Pierson, J.F.; Sanchette, F. Effects of deposition parameters on the microstructure and mechanical properties of Ti(C,N) produced by moderate temperature chemical vapor deposition (MT-CVD) on cemented carbides. Vacuum 2022, 195, 110650. [Google Scholar] [CrossRef]
- Motta, M.P.; Pelaingre, C.; Delamézière, A.; Ayed, L.B.; Barlier, C. Machine learning models for surface roughness monitoring in machining operations. Procedia CIRP 2022, 108, 710–715. [Google Scholar] [CrossRef]
- Uny, F.; Achache, S.; Larmi, S.; Ghanbaja, J.; Fischer, E.; Pons, M.; Blanquet, E.; Schuster, F.; Sanchette, F. Deposition and characterization of (Ti, Al)N coatings deposited by thermal LPCVD in an industrial reactor. Surf. Coat. Technol. 2019, 358, 923–933. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Konstantiniuk, F.; Tkadletz, M.; Czettl, C.; Schalk, N. Fracture Properties of α– and κ–Al2O3 Hard Coatings Deposited by Chemical Vapor Deposition. Coatings 2021, 11, 1359. [Google Scholar] [CrossRef]
- Qin, Y.F.; Zhu, L.Y.; He, J.N.; Yin, F.X.; Nan, Z.S.; Zhao, L.J. Microstructure and tribological properties of TiCN-Al2O3 composite coatings fabricated by reactive plasma spraying. Vacuum 2018, 147, 149–157. [Google Scholar] [CrossRef]
- Vidakis, N.; Antoniadis, A.; Bilalis, N. The VDI 3198 indentation test evaluation of a reliable qualitative control for layered compounds. J. Mater. Process. Technol. 2003, 143–144, 481–485. [Google Scholar] [CrossRef]
- Le Coz, G.; Marinescu, M.; Devillez, A.; Dudzinski, D.; Velnom, L. Measuring temperature of rotating cutting tools: Application to MQL drilling and dry milling of aerospace alloys. Appl. Therm. Eng. 2012, 36, 434–441. [Google Scholar] [CrossRef]
- Ruppi, S. Deposition, microstructure and properties of texture-controlled CVD α-Al2O3 coatings. Int. J. Refract. Met. Hard Mater. 2005, 23, 306–316. [Google Scholar] [CrossRef]
- Ruppi, S. Enhanced performance of α-Al2O3 coatings by control of crystal orientation. Surf. Coat. Technol. 2008, 202, 4257–4269. [Google Scholar] [CrossRef]
- Trinh, D.H.; Back, K.; Pozina, G.; Blomqvist, H.; Selinder, T.; Collin, M.; Reineck, I.; Hultman, L.; Högberg, H. Phase transformation in κ- and γ-Al2O3 coatings on cutting tool inserts. Surf. Coat. Technol. 2009, 203, 1682–1688. [Google Scholar] [CrossRef]
- De Figueiredo, M.R.; Abad, M.D.; Harris, A.J.; Czettl, C.; Mitterer, C.; Hosemann, P. Nanoindentation of chemical-vapor deposited Al2O3 hard coatings at elevated temperatures. Thin Solid Films 2015, 578, 20–24. [Google Scholar] [CrossRef]
- Ruppi, S.; Larsson, A.; Flink, A. Nanoindentation hardness, texture and microstructure of α-Al2O3 and κ-Al2O3 coatings. Thin Solid Films 2008, 516, 5959–5966. [Google Scholar] [CrossRef]
- Riedl, A.; Schalk, N.; Czettl, C.; Sartory, B.; Mitterer, C. Tribological properties of Al2O3 hard coatings modified by mechanical blasting and polishing post-treatment. Wear 2012, 289, 9–16. [Google Scholar] [CrossRef]
- Konstantiniuk, F.; Tkadletz, M.; Kainz, C.; Czettl, C.; Schalk, N. Mechanical properties of single and polycrystalline α-Al2O3 coatings grown by chemical vapor deposition. Surf. Coat. Technol. 2021, 410, 126959. [Google Scholar] [CrossRef]
- Graça, S.; Trabadelo, V.; Neels, A.; Kuebler, J.; Le Nader, V.; Gamez, G.; Döbeli, M.; Wasmer, K. Influence of mosaicity on the fracture behavior of sapphire. Acta Mater. 2014, 67, 67–80. [Google Scholar] [CrossRef]
- Norton, A.D.; Falco, S.; Young, N.; Severs, J.; Todd, R.I. Microcantilever investigation of fracture toughness and subcritical crack growth on the scale of the microstructure in Al2O3. J. Eur. Ceram. Soc. 2015, 35, 4521–4533. [Google Scholar] [CrossRef]
- Stylianou, R.; Velic, D.; Daves, W.; Ecker, W.; Tkadletz, M.; Schalk, N.; Czettl, C.; Mitterer, C. Thermal crack formation in TiCN/α-Al2O3 bilayer coatings grown by thermal CVD on WC-Co substrates with varied Co content. Surf. Coat. Technol. 2020, 392, 125687. [Google Scholar] [CrossRef]
- Davidge, R.W.; Riley, F.L. Grain-size dependence of the wear of alumina. Wear 1995, 186–187, 45–49. [Google Scholar] [CrossRef]
- Mukhopadhyay, A.K.; Yiu-Wing, M. Grain size effect on abrasive wear mechanisms in alumina ceramics. Wear 1993, 162–164, 258–268. [Google Scholar] [CrossRef]
- Holmberg, K.; Matthews, A.; Ronkainen, H. Coatings tribology-contact mechanisms and surface design. Tribol. Int. 1998, 31, 107–120. [Google Scholar] [CrossRef]
- Bull, S.J.; Bhat, D.G.; Staia, M.H. Properties and performance of commercial TiCN coatings. Part 2: Tribological performance. Surf. Coat. Technol. 2003, 163–164, 507–514. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Ma, L.; Howard, I.; Pang, M.; Wang, Z.; Su, J. Experimental Investigation of Cutting Vibration during Micro-End-Milling of the Straight Groove. Micromachines 2020, 11, 494. [Google Scholar] [CrossRef] [PubMed]
- List, G.; Nouari, M.; Géhin, D.; Gomez, S.; Manaud, J.P.; Le Petitcorps, Y.; Girot, F. Wear behaviour of cemented carbide tools in dry machining of aluminium alloy. Wear 2005, 259, 1177–1189. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | TiN | MT-Ti(C,N) | HT-Ti(C,N) | α-Bonding Layer | κ-Bonding Layer | Al2O3 |
|---|---|---|---|---|---|---|
| Temperature (°C) | 900 | 880 | 1005 | 1005 | 1005 | 1005 |
| Pressure (mbar) | 70 | 70 | 70 | 70 | 70 | 70 |
| Deposition time (min) | 40 | 60 | 15 | 15 | 15 | 120 |
| Total flow rate (L.min−1) | 33.8 | 26.1 | 32.5 | 26.0 | 32.5 | 25.0 |
| H2 (vol.%) | balance | |||||
| N2 (vol.%) | 39.6 | 20.3 | 18.4 | - | 9.2 | - |
| TiCl4 (vol.%) | 1.3 | 2.4 | 1.4 | - | 1.2 | - |
| CH3CN (vol.%) | - | 0.8 | - | - | - | - |
| CH4 (vol.%) | - | - | 3.4 | - | 2.2 | - |
| CO2 (vol.%) | - | - | - | 3.8 | - | 4.0 |
| CO (vol.%) | - | - | - | - | 0.9 | - |
| AlCl3 (vol.%) | - | - | - | - | 0.4 | 1.6 |
| HCl (vol.%) | - | - | - | - | - | 2.0 |
| H2S (vol.%) | - | - | - | - | - | 0.3 |
| Parameters | Grad 1 | Grad 2 | Grad 3 | Grad 4 |
|---|---|---|---|---|
| Temperature (°C) | 900 → 890 | 890 → 880 | 880 → 890 | 890 → 1005 |
| Pressure (mbar) | 70 | 70 | 70 | 70 |
| Deposition time (min) | 10 | 15 | 15 | 60 |
| Total flow rate (L.min−1) | 33.9 | 26.1 | 26.1 | 26.2 |
| H2 (vol.%) | balance | |||
| N2 (vol.%) | 39.5 | 20.3 | 20.3 | 16.8 |
| TiCl4 (vol.%) | 1.6 | 2.2 | 2.3 | 1.6 |
| CH3CN (vol.%) | - | 0.8 | 0.8 | - |
| CH4 (vol.%) | - | - | - | 5.3 |
| Series | Experience Number | Vc (m/min) | f (mm/rev) | ap (mm) |
|---|---|---|---|---|
| (A) | 1 to 3 | 150 | 0.3 | 2.5 |
| 4 to 6 | 240 | 0.3 | 2.5 | |
| 7 to 9 | 340 | 0.3 | 2.5 | |
| 10 to 12 | 500 | 0.3 | 2.5 | |
| (B) | 13 to 15 | 240 | 0.2 | 2.5 |
| 16 to 18 | 240 | 0.3 | 2.5 | |
| 19 to 21 | 240 | 0.45 | 2.5 | |
| 22 to 24 | 240 | 0.6 | 2.5 | |
| (C) | 25 to 27 | 240 | 0.35 | 1 |
| 28 to 30 | 240 | 0.35 | 2.5 | |
| 30 to 32 | 240 | 0.35 | 3.5 | |
| 33 to 36 | 240 | 0.35 | 4.5 | |
| 37 to 39 | 240 | 0.35 | 5.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, M.; Achache, S.; Motta, M.P.; Delblouwe, A.; Pelaingre, C.; García-Wong, A.C.; Pierson, J.-F.; Sanchette, F. Characteristics and Cutting Performance of CVD Al2O3 Multilayer Coatings Deposited on Tungsten Carbide Cutting Inserts in Turning of 24CrMoV5-1 Steel. Coatings 2023, 13, 883. https://doi.org/10.3390/coatings13050883
Zhu M, Achache S, Motta MP, Delblouwe A, Pelaingre C, García-Wong AC, Pierson J-F, Sanchette F. Characteristics and Cutting Performance of CVD Al2O3 Multilayer Coatings Deposited on Tungsten Carbide Cutting Inserts in Turning of 24CrMoV5-1 Steel. Coatings. 2023; 13(5):883. https://doi.org/10.3390/coatings13050883
Chicago/Turabian StyleZhu, Maoxiang, Soufyane Achache, Mariane Prado Motta, Alexandre Delblouwe, Cyril Pelaingre, Alexis Carlos García-Wong, Jean-François Pierson, and Frédéric Sanchette. 2023. "Characteristics and Cutting Performance of CVD Al2O3 Multilayer Coatings Deposited on Tungsten Carbide Cutting Inserts in Turning of 24CrMoV5-1 Steel" Coatings 13, no. 5: 883. https://doi.org/10.3390/coatings13050883