
Mechanical Properties and Wear Resistance of CrSiN Coating Fabricated by Magnetron Sputtering on W18Cr4V Steel
Abstract
:1. Introduction
2. Experimental Details
3. Results and Discussion
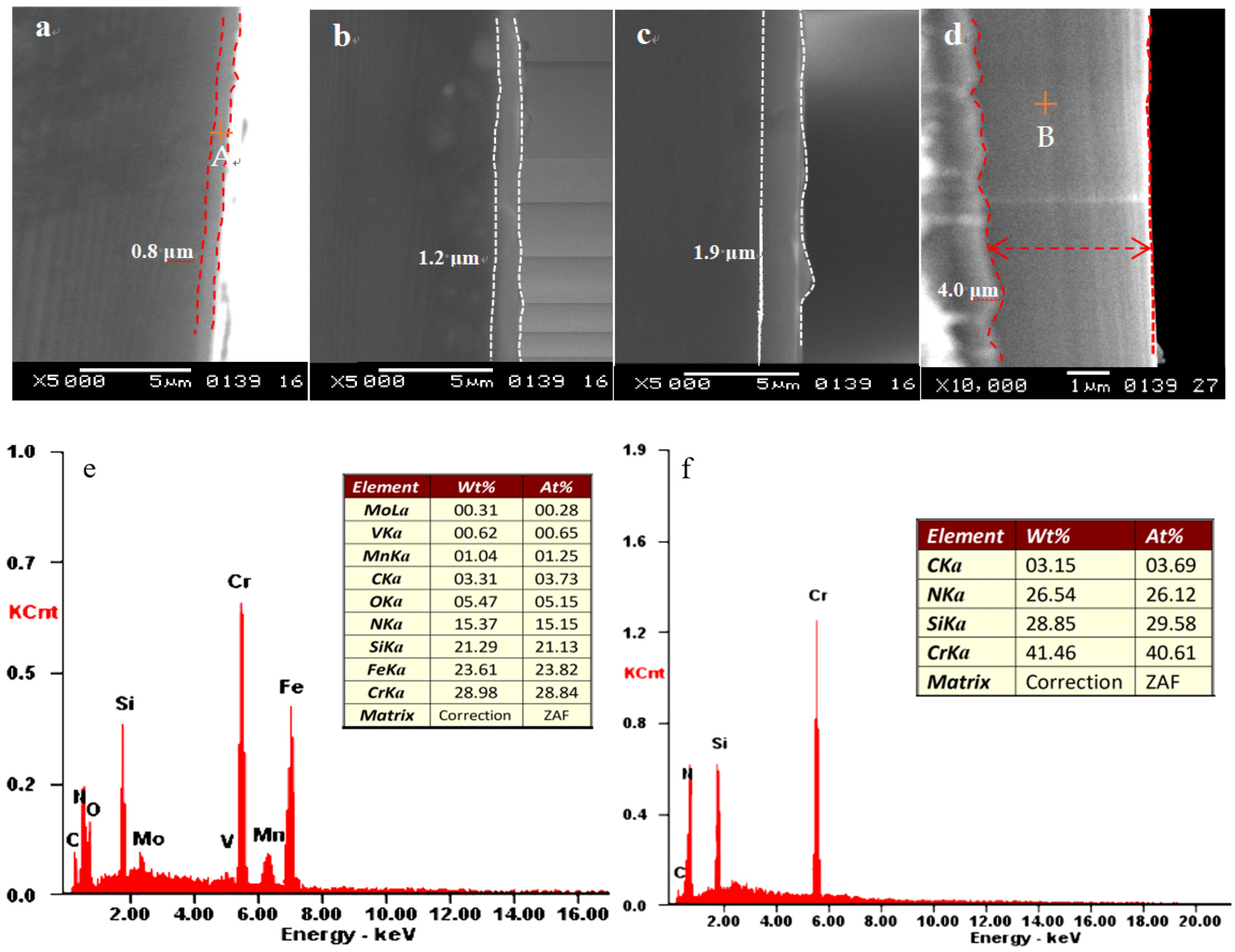
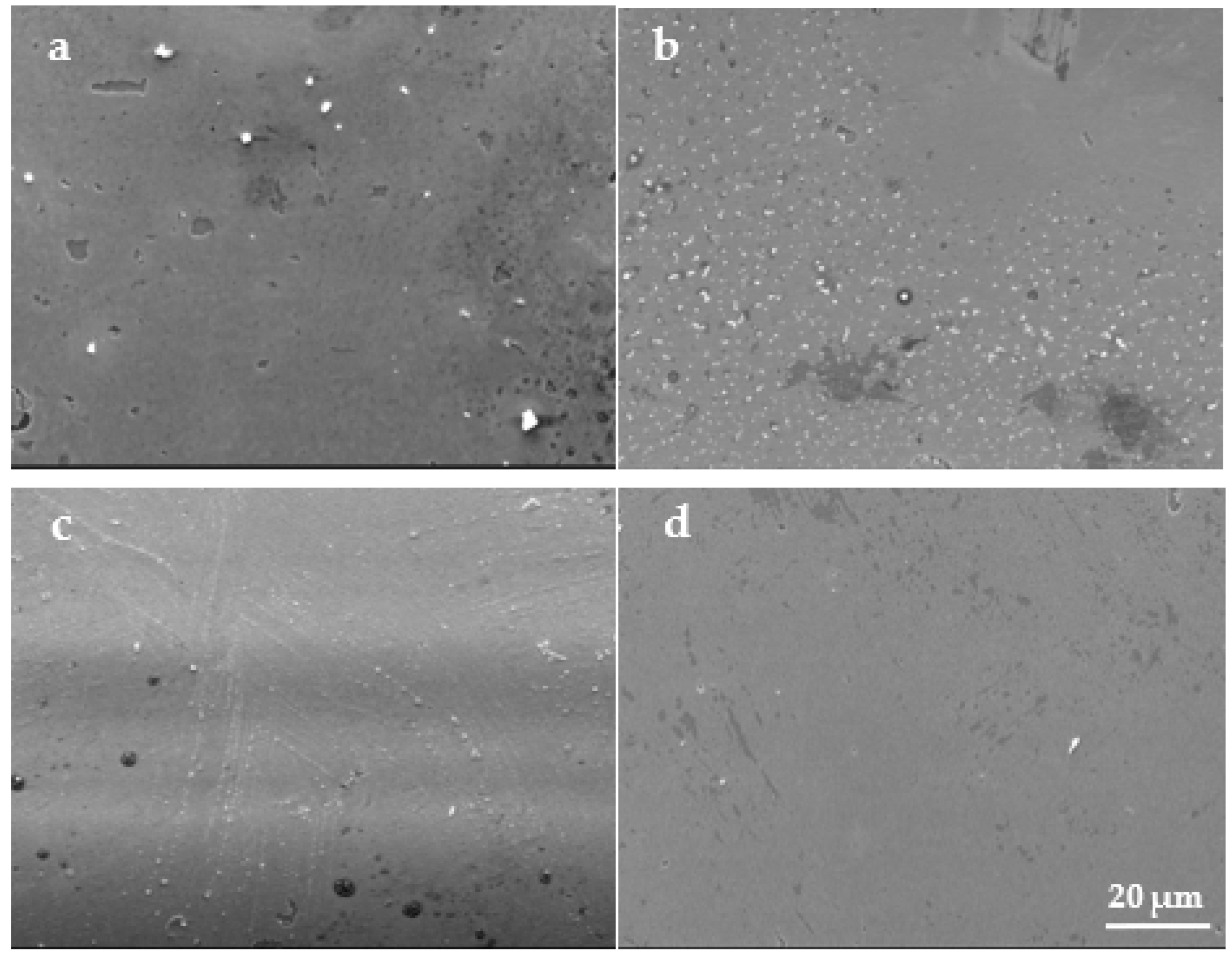
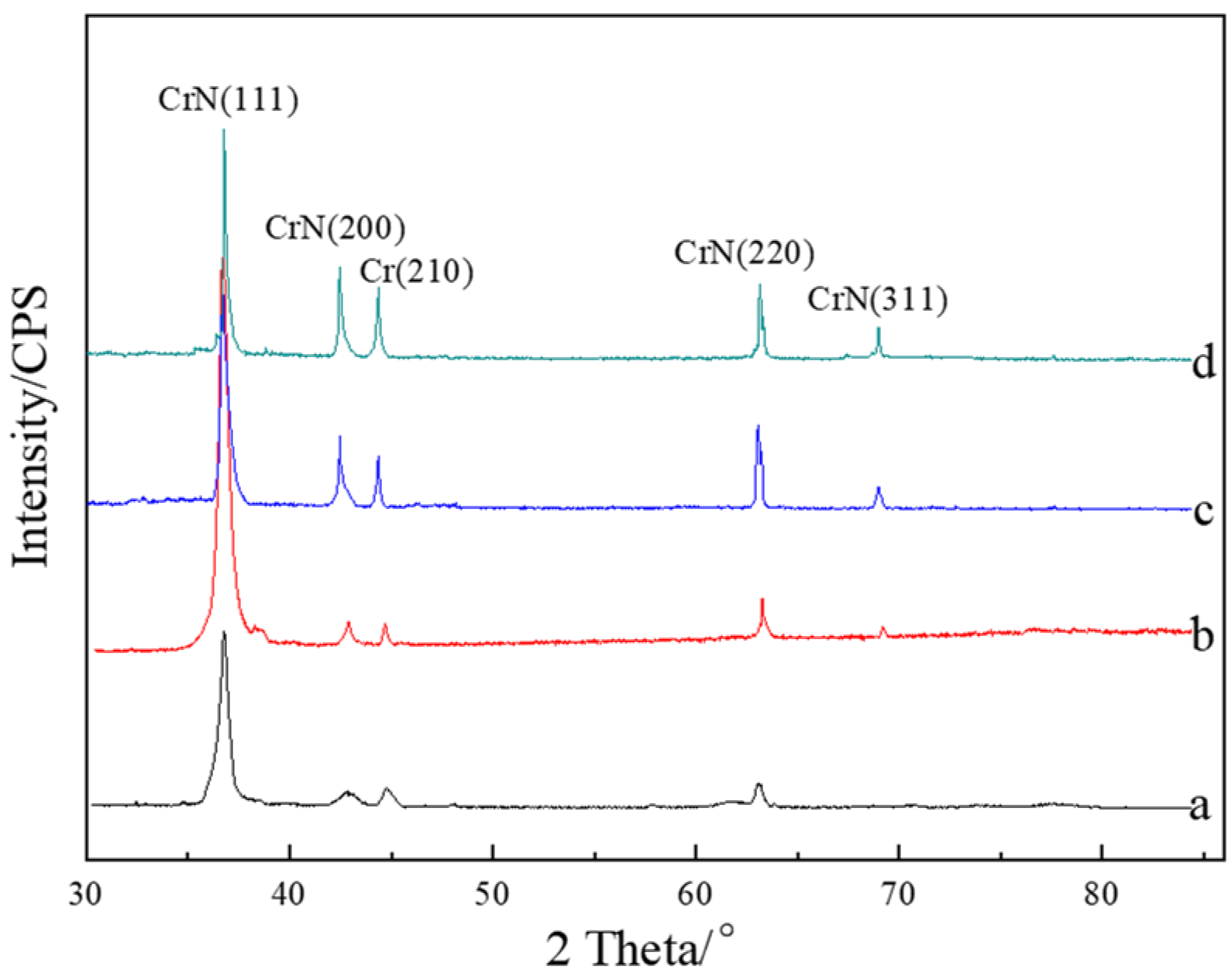
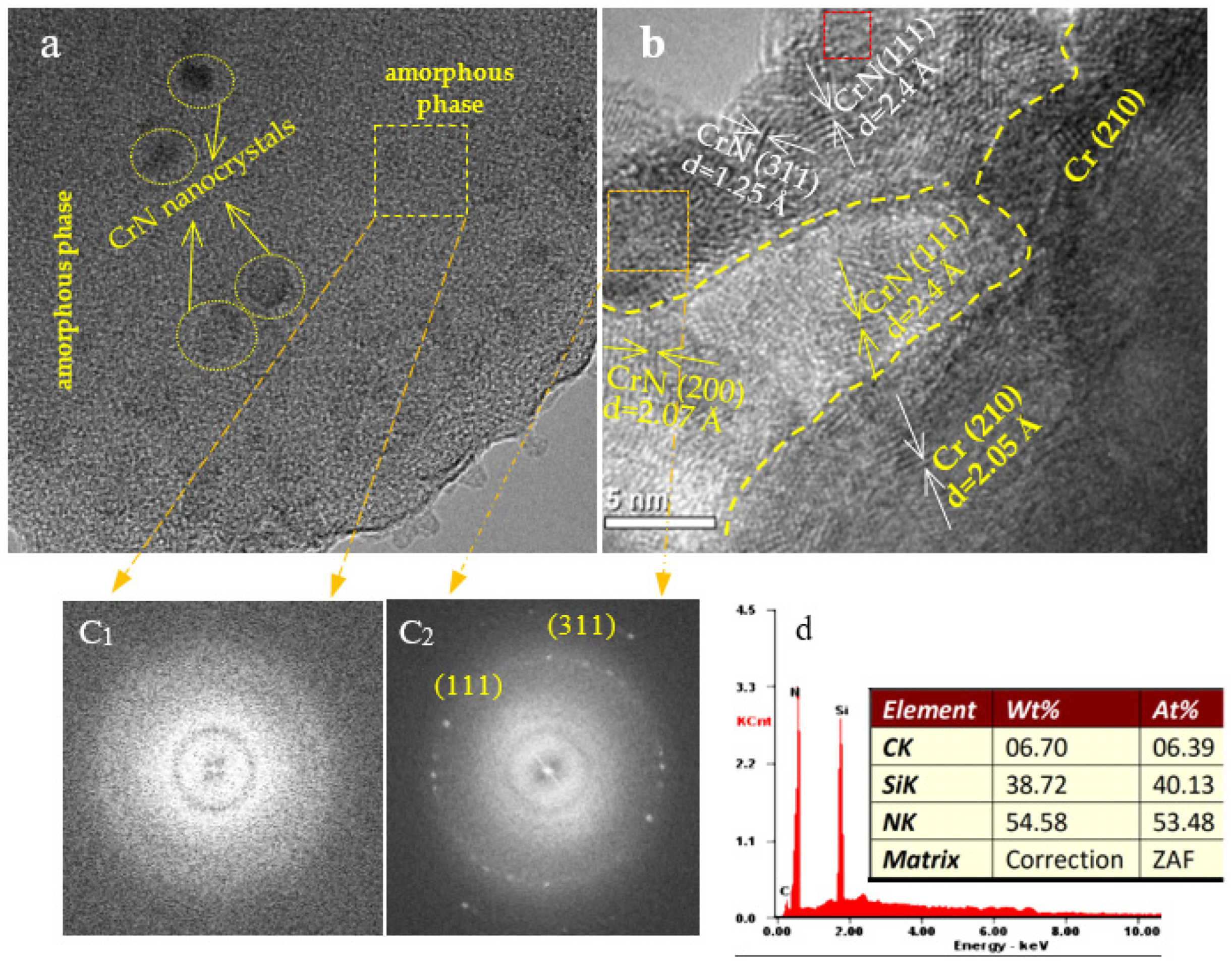
3.1. Microstructure
3.2. Mechanical Properties
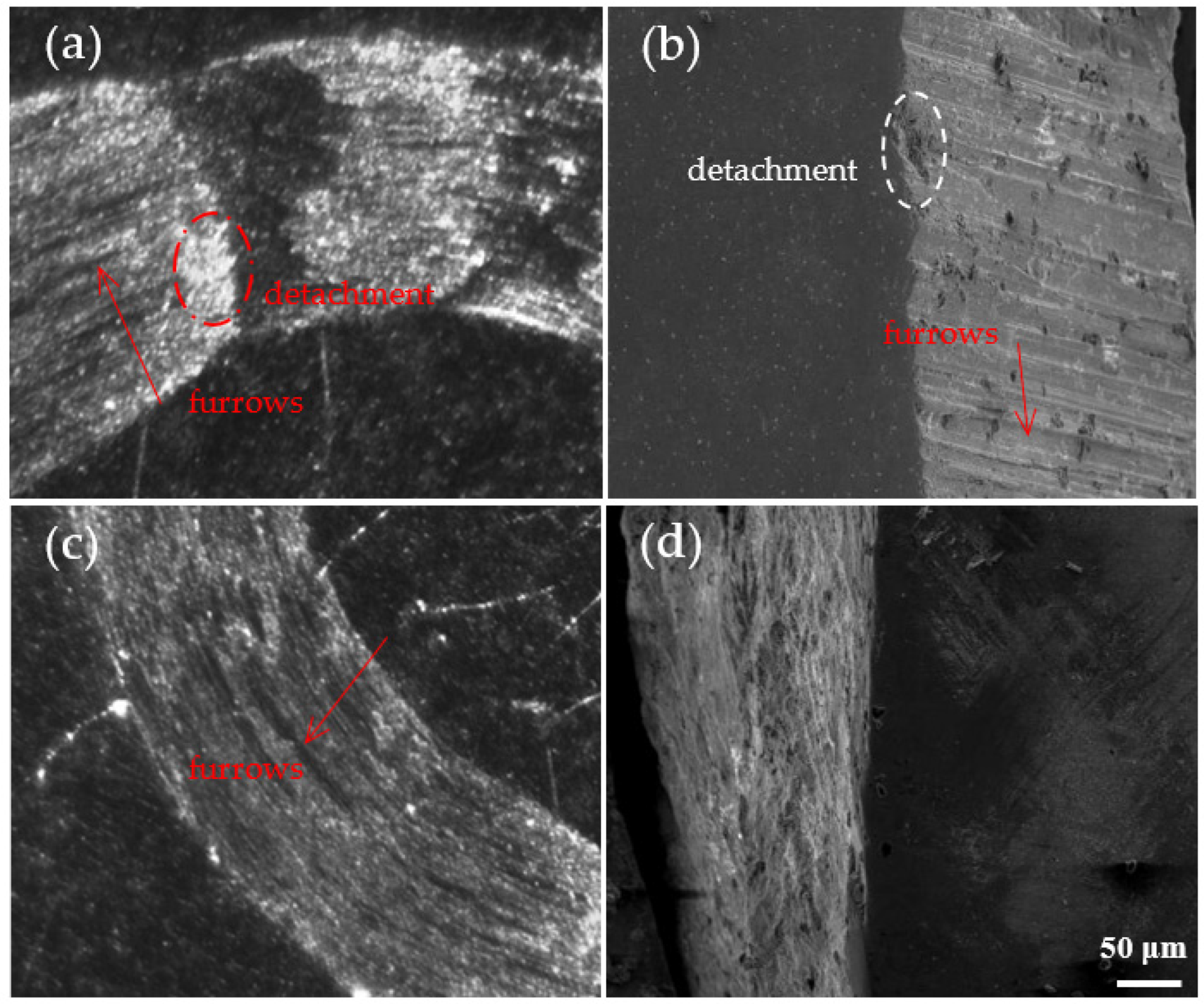
3.3. Wear Resistance
4. Conclusions
- (1)
- The crystal phase of coating is a mixture of nano-sized CrN and amorphous Si3N4 phase, and the size of CrN phase reduces as the coating thickness increases.
- (2)
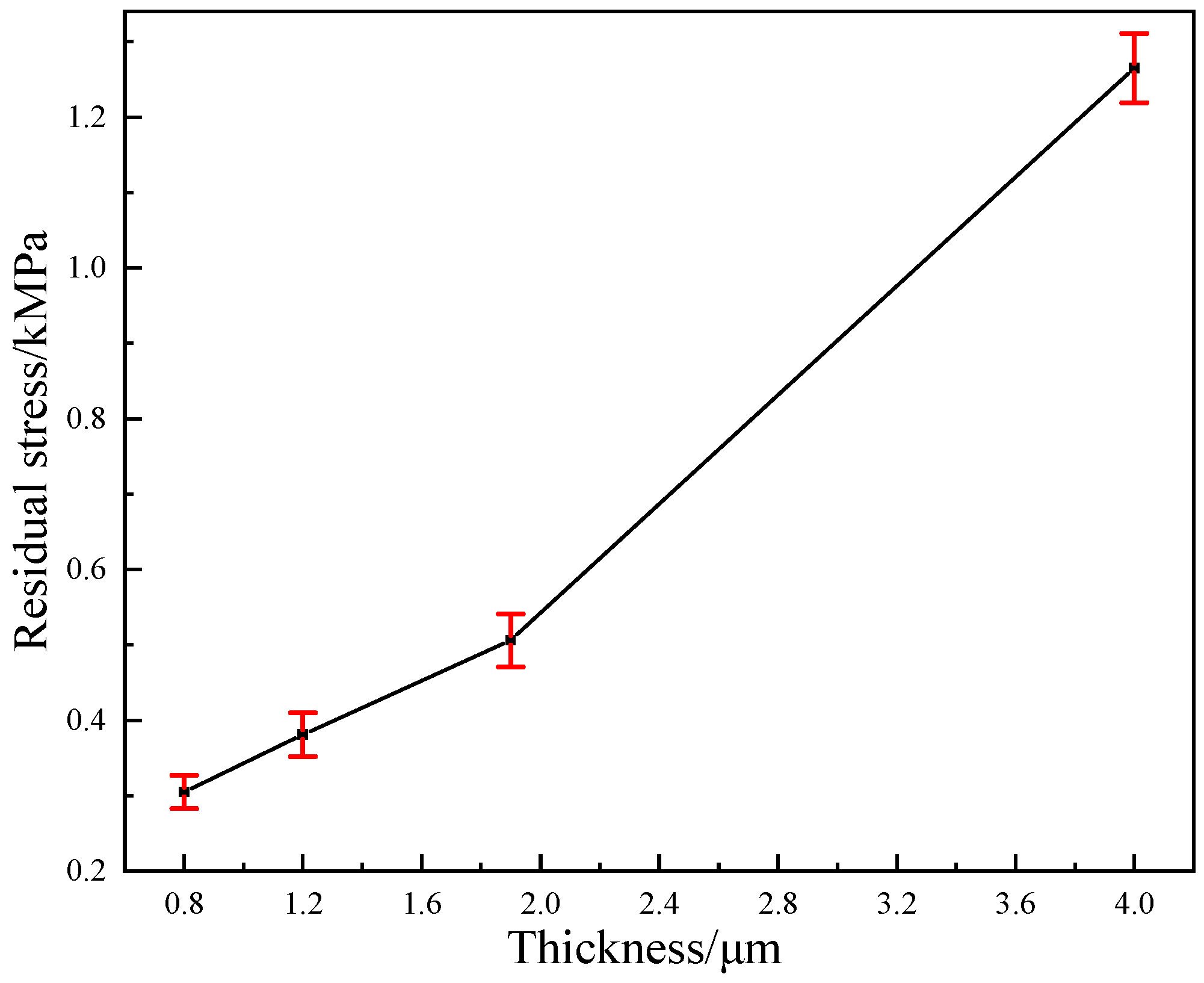
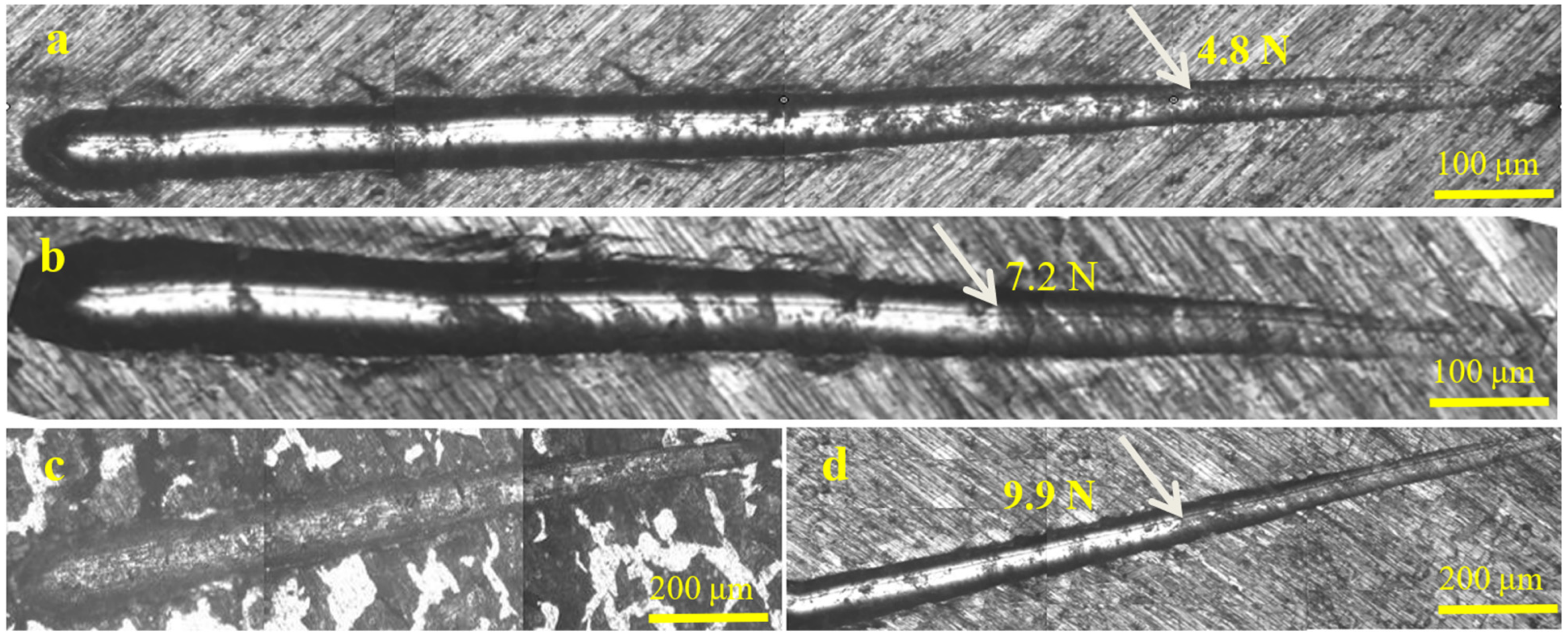
- With the increase in coating thickness, the surface roughness, grain size, and the number of defects decrease, whereas the toughness, wear resistance, and mechanical properties significantly improved. The coating is well bonded with the substrate. When the coating thickness increases, the adhesion first increases and then decreases, and the residual stress increases. The T3 sample with a thickness of 1.9 μm has the largest adhesion, and the T4 sample with a thickness of 4.0 μm has the largest compress residual stress.
- (3)
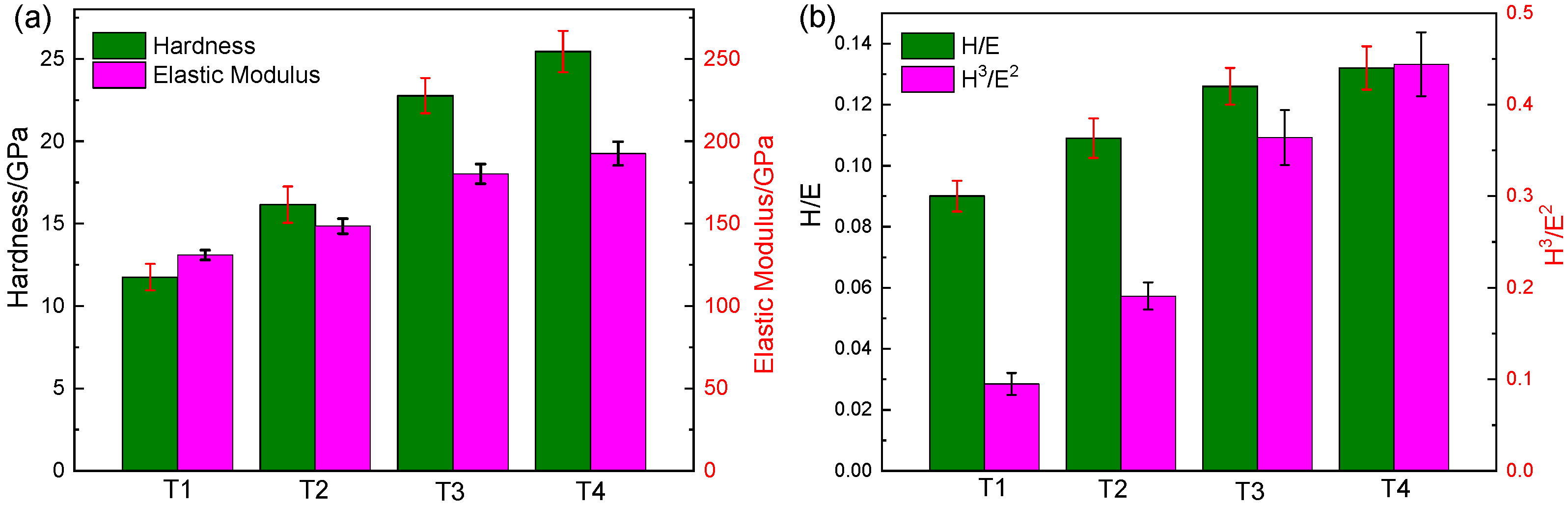
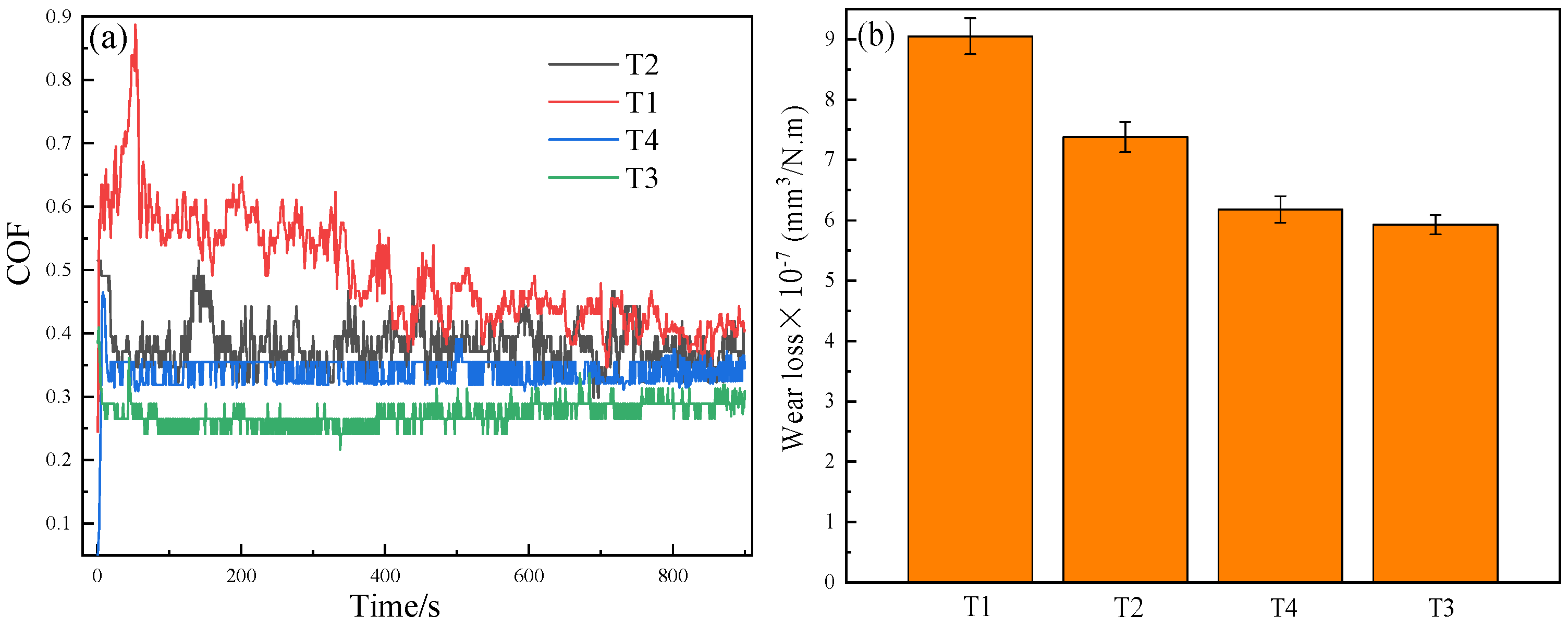
- The T4 coating with a thickness of 4.0 μm possesses the highest hardness, elasticity modulus, H/E, and H3/E2 ratios. The T3 coating with a thickness of 1.9 μm possesses the lowest COF and WLR, whereas the T1 coating with a thickness of 0.8 μm possesses the lowest hardness, elasticity modulus, and the highest COF and WLR.
- (4)
- The toughness and residual stress, which have a close relationship with thickness, are the important factors affecting the wear resistance of the CrSiN coating, but the excessive ratio of H/E and H3/E2 and high residual stress are not helpful in enhancing wear resistance, Thus, in this work, the T3 coating with a thickness of 1.9 μm is preferred for wear resistance application.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cai, F.; Zhang, J.; Wang, J.; Zheng, J.; Wang, Q.; Zhang, S. Improved adhesion and erosion wear performance of CrSiN/Cr multi-layer coatings on Ti alloy by inserting ductile Cr layers. Tribol. Int. 2021, 153, 106657. [Google Scholar] [CrossRef]
- Li, H.T.; Sun, P.F.; Cheng, D.H.; Liu, Z.M. Effects of deposition temperature on structure, residual stress and corrosion behavior of Cr/TiN/Ti/TiN films. Ceram. Int. 2021, 47, 34909–34917. [Google Scholar] [CrossRef]
- Li, W.; Liu, P.; Meng, J.; Zhang, K.; Ma, F.; Liu, X.; Chen, X.; He, D. Microstructure and mechanical property of TiSiN nanocomposite film with inserted CrAlN nanomultilayers. Surf. Coat. Technol. 2016, 286, 313–318. [Google Scholar] [CrossRef]
- Deng, J.X.; Liu, J.H.; Ding, Z.L.; Niu, M. Unlubricated friction and wear behaviors of ZrN coatings against hardened steel. Mater. Des. 2008, 29, 1828–1834. [Google Scholar] [CrossRef]
- Leonov, A.A.; Denisova, Y.A.; Denisov, V.V.; Syrtanov, M.S.; Shmakov, A.N.; Savostikov, V.M.; Teresov, A.D. Structure and properties of CrN/TiN multi-layer coatings obtained by vacuum-arc plasma-assisted deposition method. Coatings 2023, 13, 351. [Google Scholar] [CrossRef]
- Sugumaran, A.A.; Purandare, Y.; Shukla, K.; Khan, I.; Ehiasarian, A.; Hovsepian, P. TiN/NbN nanoscale multilayer coatings deposited by high power impulse magnetron sputtering to protect medical-grade CoCrMo alloys. Coatings 2021, 11, 867. [Google Scholar] [CrossRef]
- Shao, T.; Ge, F.F.; Dong, Y.; Li, K.; Li, P.; Sun, D.E.; Huang, F. Microstructural effect on the tribo-corrosion behaviors of magnetron sputtered CrSiN coatings. Wear 2018, 416–417, 44–53. [Google Scholar] [CrossRef]
- Aissani, L.; Alhussein, A.; Zia, A.W.; Mamba, G.; Rtimi, S. Magnetron sputtering of transition metal nitride thin films for environmental remediation. Coatings 2022, 12, 1746. [Google Scholar] [CrossRef]
- Tranca, D.E.; Sobetkii, A.; Hristu, R.; Anton, S.R.; Vasile, E.; Stanciu, S.G.; Banica, C.K.; Fiorentis, E.; Constantinescu, D.; Stanciu, G.A. Structural and mechanical properties of CrN thin films deposited on Si substrate by using magnetron techniques. Coatings 2023, 13, 219. [Google Scholar] [CrossRef]
- Zhou, Z.C.; Zhang, H.; Zhang, X.; Chang, W.J.; Song, L.L.; Huang, C.; Duo, S.W. Friction and wear behavior of CrSiN coatings deposited by plasma enhanced magnetron sputtering. Surf. Technol. 2020, 8, 185–191. (In Chinese) [Google Scholar]
- Wang, Q.M.; Kim, K.H. Microstructure control of Cr-Si-N films by a hybrid arc ion plating and magnetron sputtering process. Acta Mater. 2009, 57, 4974–4987. [Google Scholar] [CrossRef]
- Chang, W.J.; Zhang, H.; Chen, Y.Y.; Li, J.; Zhang, X.; Jiang, P.Z.; Fan, X.W.; Duo, S.W. Tribological performances of CrSiN coatings deposited by high power pulse magnetron sputtering. Solid State Phenom. 2018, 281, 540–545. [Google Scholar] [CrossRef]
- Chen, H.; Ye, Y.; Wang, C.; Ma, X.; Wang, H.; Liu, W. Understanding the corrosion and tribological behaviors of CrSiN coatings with various Si contents in HCl solution. Tribol. Int. 2019, 131, 530–540. [Google Scholar] [CrossRef]
- Shah, H.N.; Jayaganthana, R.; Kaur, D. Influence of reactive gas and temperature on structural properties of magnetron sputtered CrSiN coatings. Appl. Surf. Sci. 2011, 257, 5535–5543. [Google Scholar] [CrossRef]
- Chang, L.C.; Sung, M.C.; Chen, Y.I. Effects of bias voltage and substrate temperature on the mechanical properties and oxidation behavior of CrSiN films. Vacuum 2021, 194, 110580. [Google Scholar] [CrossRef]
- Sveen, S.; Andersson, J.; M’saoubi, R.; Olsson, M. Scratch adhesion characteristics of PVD TiAlN deposited on high speed steel, cemented carbide and PCBN substrates. Wear 2013, 308, 133–141. [Google Scholar] [CrossRef]
- Capote, G.; Silva, G.F.; Trava-Airoldi, V.J. Effect of hexane precursor diluted with argon on the adherent diamond-like properties of carbon films on steel surfaces. Thin Solid Film. 2015, 589, 286–291. [Google Scholar] [CrossRef]
- Wang, W.L.; Yu, L.H.; Xu, J.H. Preparation of CrSiN-Ag films and evaluation of their properties. Mater. Prot. 2018, 51, 12–17. (In Chinese) [Google Scholar]
- Li, H.T.; Sun, P.F.; Cheng, D.H. Structure and properties of a-C:H:Si:O films deposited by cage-like hollow cathode discharge on AZ31 alloy. Tribol. Int. 2022, 175, 107848. [Google Scholar] [CrossRef]
- Li, H.T.; Sun, P.F.; Cheng, D.H. Structure and properties of DLC films deposited on Mg alloy at different C2H2 flows of magnetron sputtering process. Coatings 2021, 11, 815. [Google Scholar] [CrossRef]
- Daghbouj, N.; Sen, H.; Čížek, J.; Lorinčík, J.; Karlík, M.; Callisti, M.; Čech, J.; Havránek, V.; Li, B.; Krsjak, V.; et al. Characterizing heavy ions-irradiated Zr/Nb: Structure and mechanical properties. Mater. Des. 2022, 219, 110732. [Google Scholar] [CrossRef]
- Bouabibsa, I.; Lamri, S.; Sanchette, F. Structure, mechanical and tribological properties of Me-doped diamond-like carbon (DLC) (Me=Al, Ti or Nb) hydrogenated amorphous carbon coatings. Coatings 2018, 8, 370. [Google Scholar] [CrossRef]
- Zhu, L.-H.; Song, C.; NI, W.-Y.; Liu, Y.-X. Effect of 10% Si addition on cathodic arc evaporated TiAlSiN coatings. Trans. Nonferrous Met. Soc. China 2016, 26, 1638–1646. [Google Scholar] [CrossRef]
- Su, K.; Liu, D.M.; Shao, T.M. Microstructure and mechanical properties of TiAlSiN nano-composite coatings deposited by ion beam assisted deposition. Sci. China (Technol. Sci.) 2015, 58, 1682–1688. [Google Scholar] [CrossRef]
- AlMotasem, A.T.; Daghbouj, N.; Sen, H.S.; Mirzaei, S.; Callisti, M.; Polcar, T. Influence of HCP/BCC interface orientation on the tribological behavior of Zr/Nb multilayer during nanoscratch: A combined experimental and atomistic study. Acta Mater. 2020, 249, 118832. [Google Scholar] [CrossRef]
- Cao, H.S.; Liu, F.J.; Li, H.; Luo, W.Z.; Qi, F.G.; Lu, L.W.; Zhao, N.; Ouyang, X.P. Effect of bias voltage on microstructure, mechanical and tribological properties of TiAlN coatings. Trans. Nonferrous Met. Soc. China 2022, 32, 3596–3609. [Google Scholar] [CrossRef]
- Chen, X.; Du, Y.; Chung, Y.W. Commentary on using H/E and H3/E2 as proxies for fracture toughness of hard coatings. Thin Solid Film. 2019, 688, 137265. [Google Scholar] [CrossRef]
- Li, H.; Liu, Z.; Li, J.; Huang, J.; Kong, J.; Wu, Q.; Xiong, D. Effects of Hf addition on the structure, mechanical and tribological properties of CrN film. Surf. Coat. Technol. 2020, 397, 126067. [Google Scholar] [CrossRef]
- Musil, J.; Novák, P.; Čerstvý, R.; Soukup, Z. Tribological and mechanical properties of nanocrystallineTiC/a-C nanocomposite thin films. J. Vac. Sci. Technol. A 2010, 28, 244–249. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Layer | Bias Voltage (V) | Ar Flow (sccm) | N2 Flow (sccm) | Power DC(A)/RF(W) | Time (min) |
|---|---|---|---|---|---|
| Cr | −50 | 30 | 0 | 0.5/0 | 5 |
| CrN | −50 | 30 | 10 | 0.5/0 | 10 |
| CrSiN | −50 | 30 | 10 | 0.5/180 | 15, 30, 60, 120 |
| Parameters | T1 | T2 | T3 | T4 |
|---|---|---|---|---|
| H/GPa | 11.75 ± 0.80 | 16.15 ± 1.10 | 22.77 ± 1.07 | 25.45 ± 1.25 |
| E/GPa | 130.9 ± 3.0 | 148.5 ± 4.5 | 180.2 ± 6.0 | 192.6 ± 7.2 |
| H/E | 0.090 ± 0.005 | 0.109 ± 0.0065 | 0.126 ± 0.006 | 0.132 ± 0.0071 |
| H3/E2(GPa) | 0.095 ± 0.012 | 0.191 ± 0.015 | 0.364 ± 0.030 | 0.444 ± 0.035 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, C.; Yang, C. Mechanical Properties and Wear Resistance of CrSiN Coating Fabricated by Magnetron Sputtering on W18Cr4V Steel. Coatings 2023, 13, 889. https://doi.org/10.3390/coatings13050889
Cui C, Yang C. Mechanical Properties and Wear Resistance of CrSiN Coating Fabricated by Magnetron Sputtering on W18Cr4V Steel. Coatings. 2023; 13(5):889. https://doi.org/10.3390/coatings13050889
Chicago/Turabian StyleCui, Changqing, and Chunyan Yang. 2023. "Mechanical Properties and Wear Resistance of CrSiN Coating Fabricated by Magnetron Sputtering on W18Cr4V Steel" Coatings 13, no. 5: 889. https://doi.org/10.3390/coatings13050889