
Enhanced Performance in Si3N4 Ceramics Cutting Tool Materials by Tailoring of Phase Composition and Hot-Pressing Temperature
Abstract
:1. Introduction
2. Experimental Procedures
3. Results and Discussion
4. Conclusions
- (1)
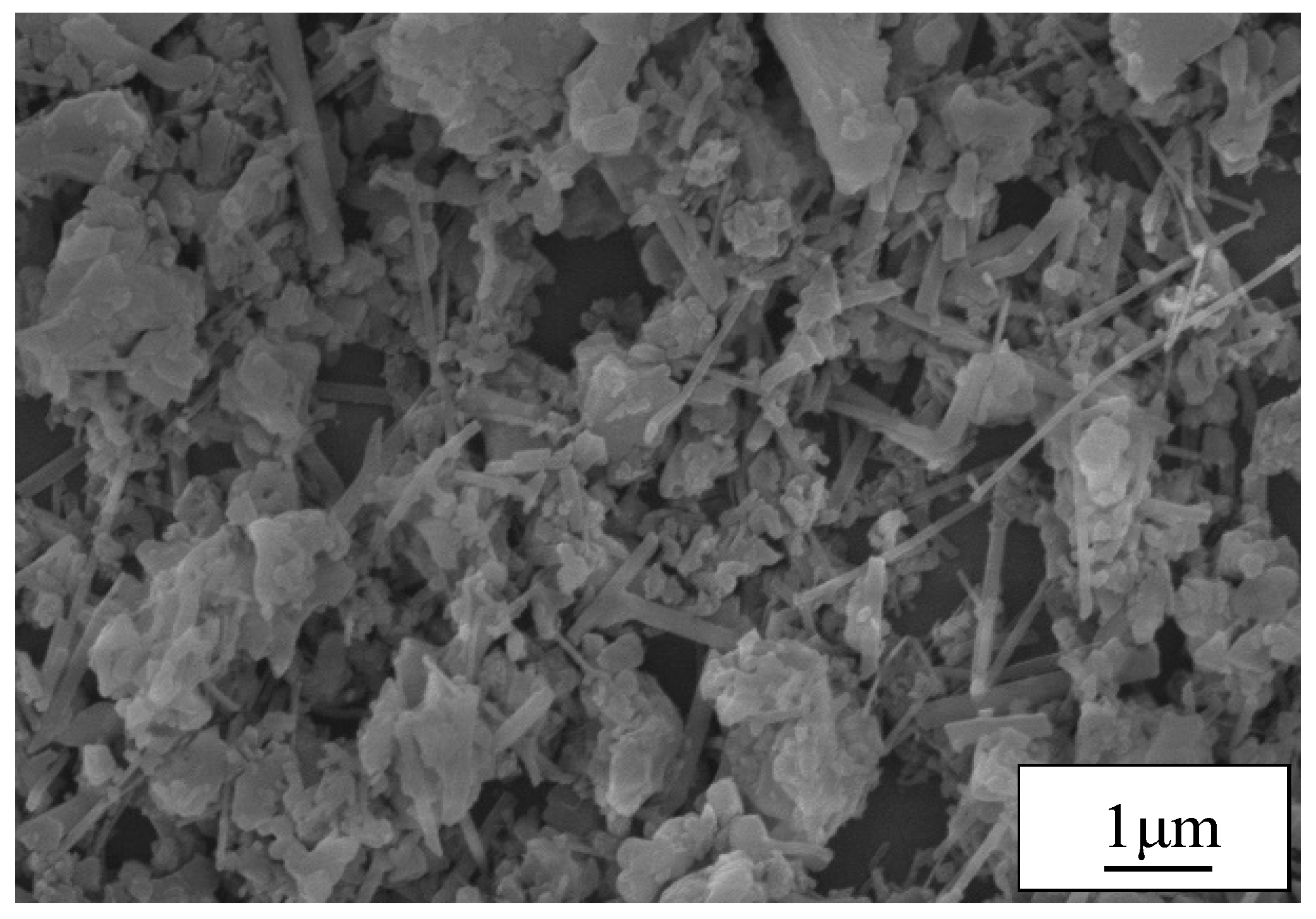
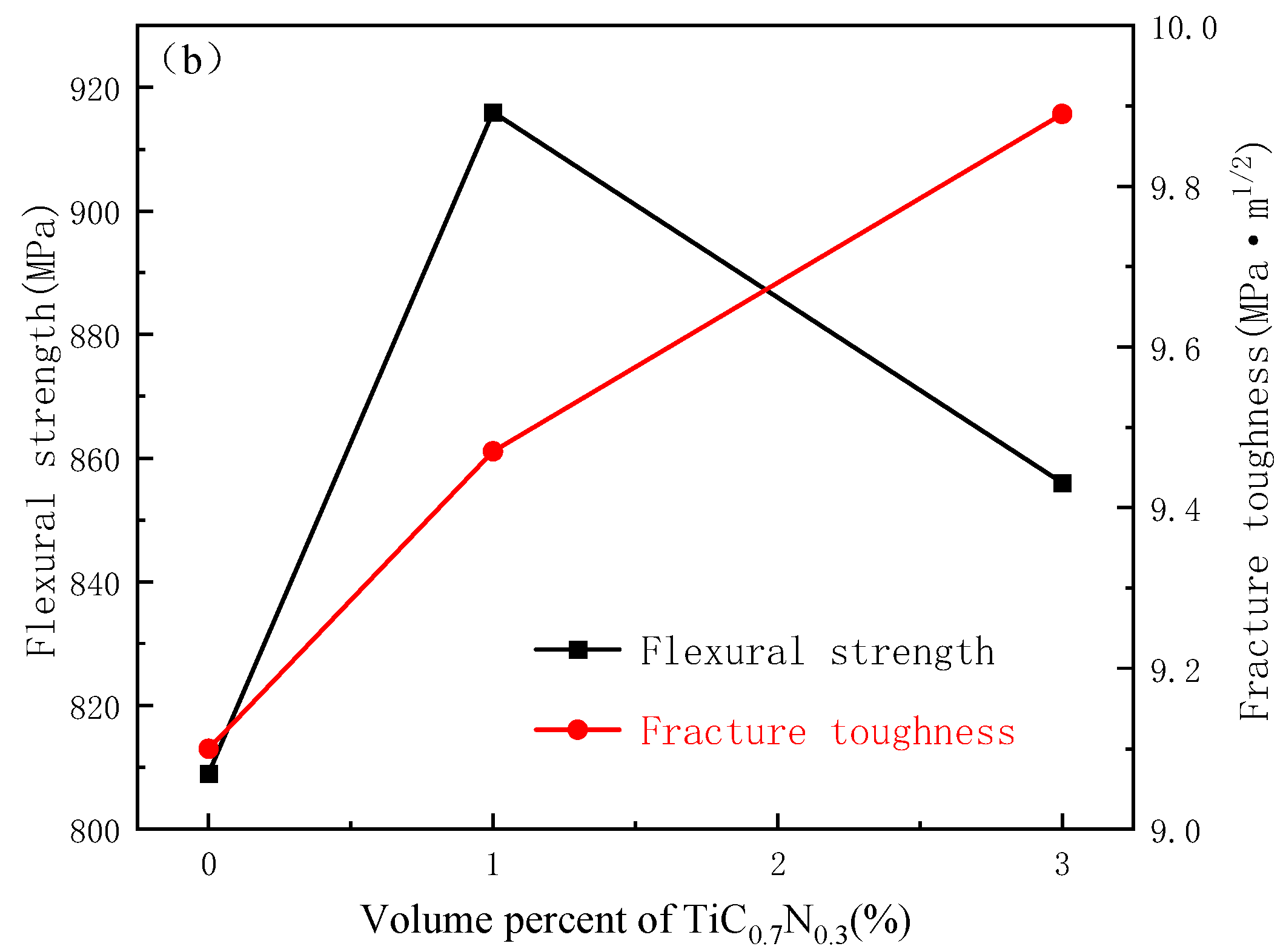
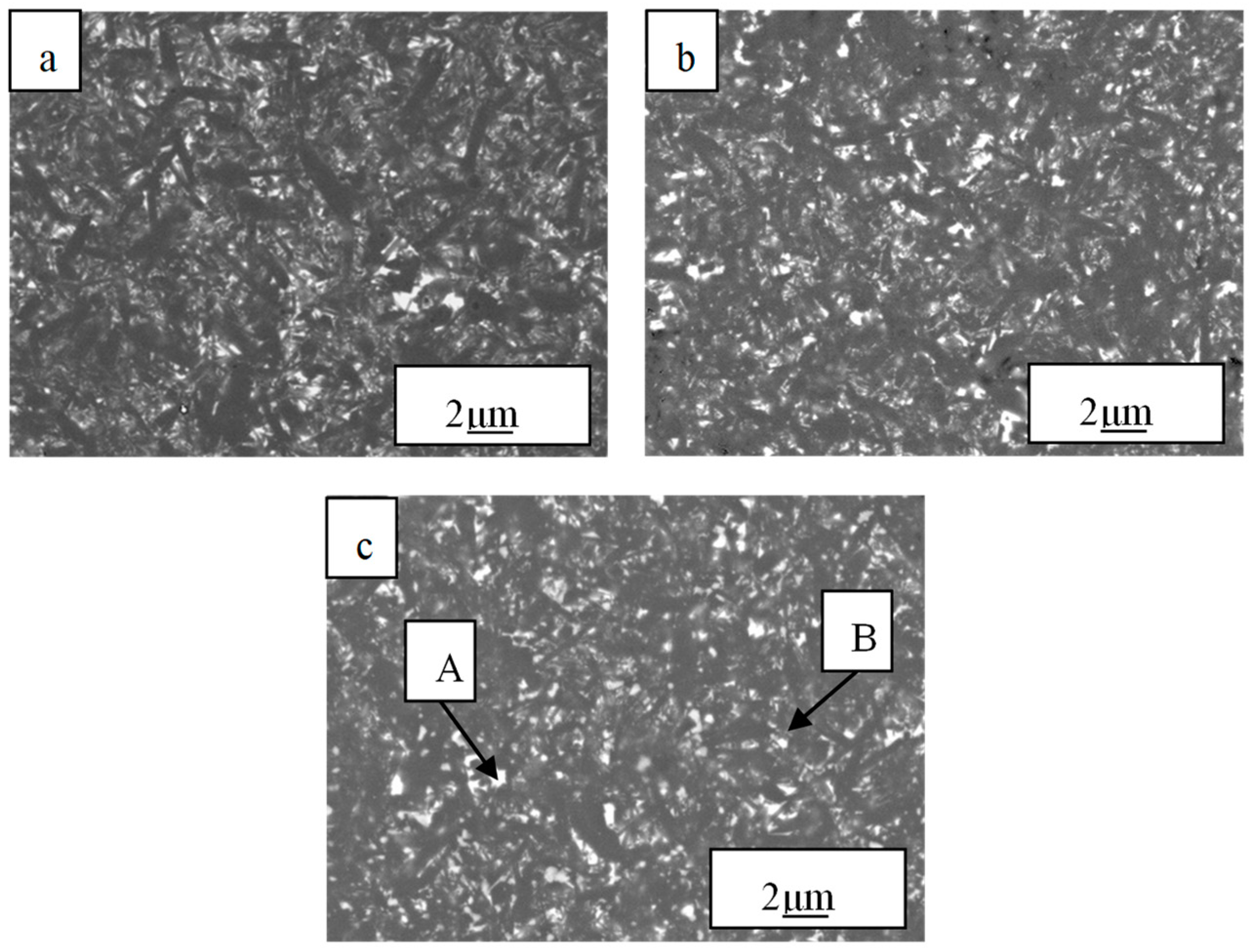
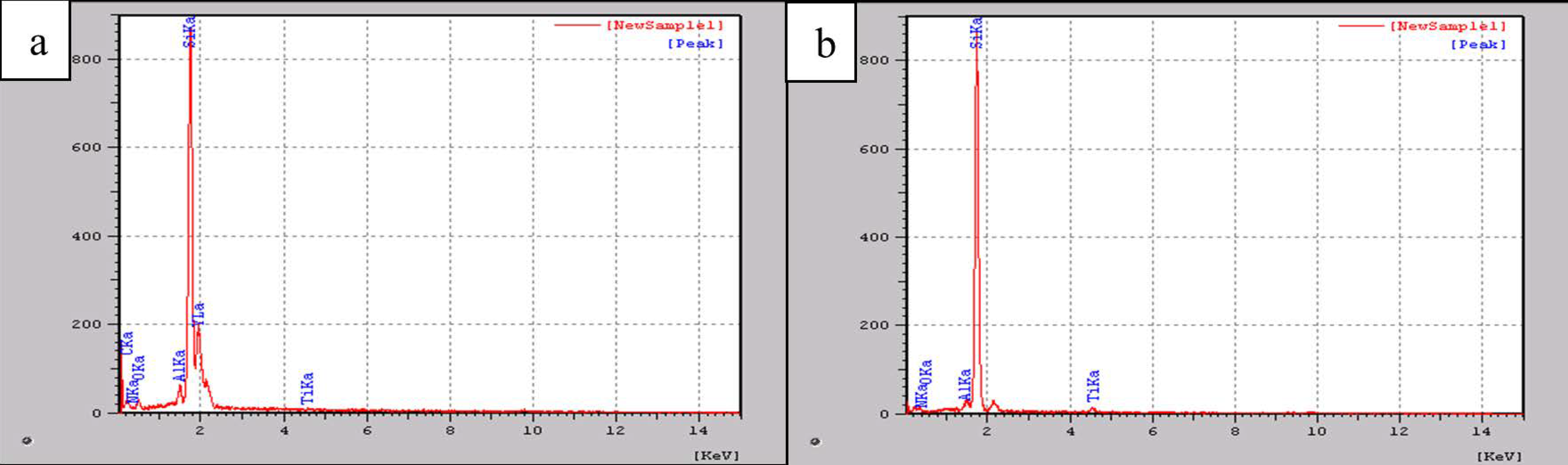
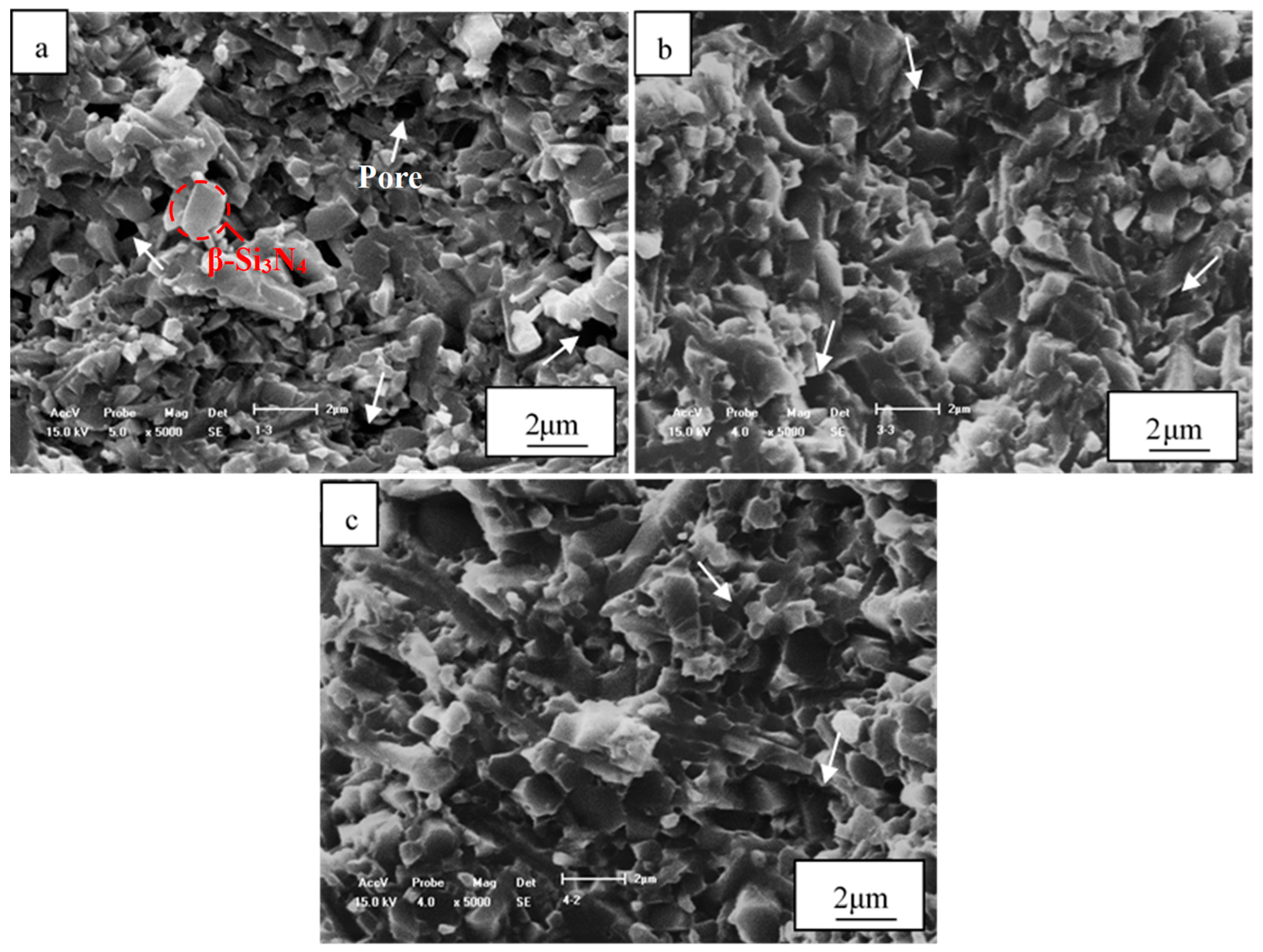
- The added TiC0.7N0.3 and the matrix Si3N4 have different thermal expansion coefficients and elastic moduli; they prevent the growth of part of the grains so that the β-Si3N4 grains with different diameters and different aspect ratios are staggered and tightly combined with each other. At the same time, because TiC0.7N0.3 has the characteristics of high hardness and high strength, it is uniformly dispersed in the matrix of Si3N4 as a hard second phase, and the effect of strengthening and toughening is achieved. In addition, the effect of adding 1 vol% TiC0.7N0.3 is relatively the best; the flexural strength and fracture toughness are 916 MPa and 9.47 MPa·m1/2, respectively.
- (2)
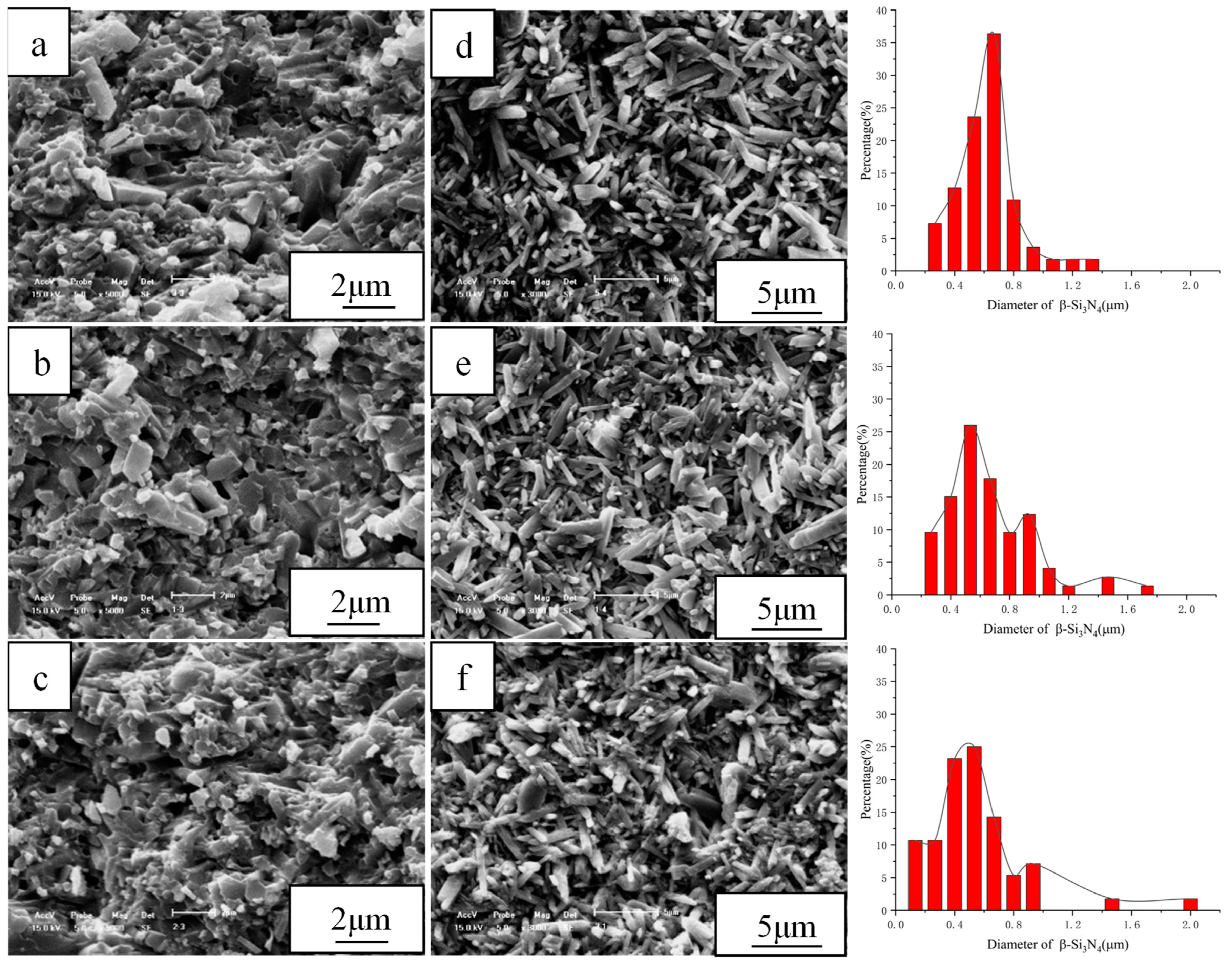
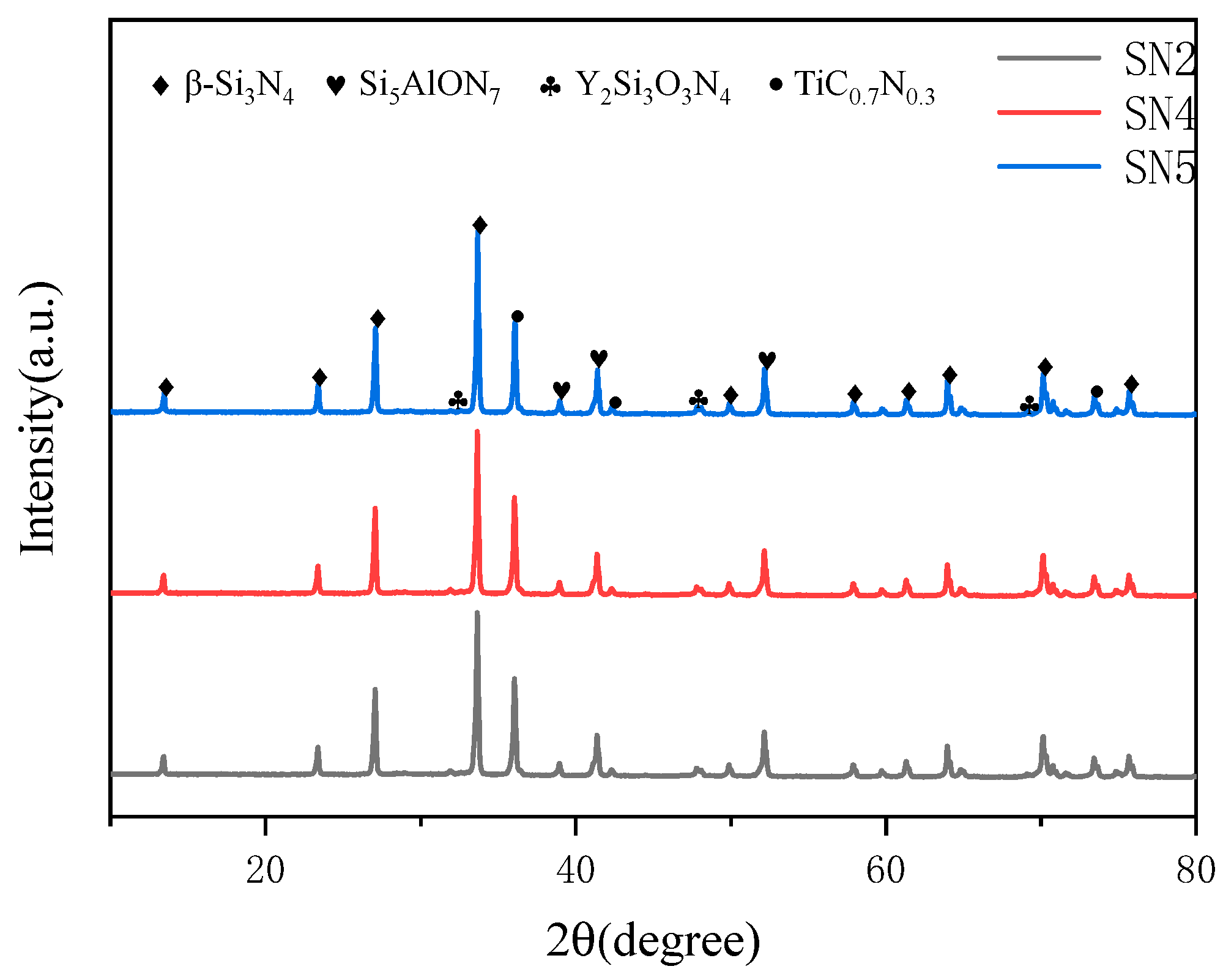
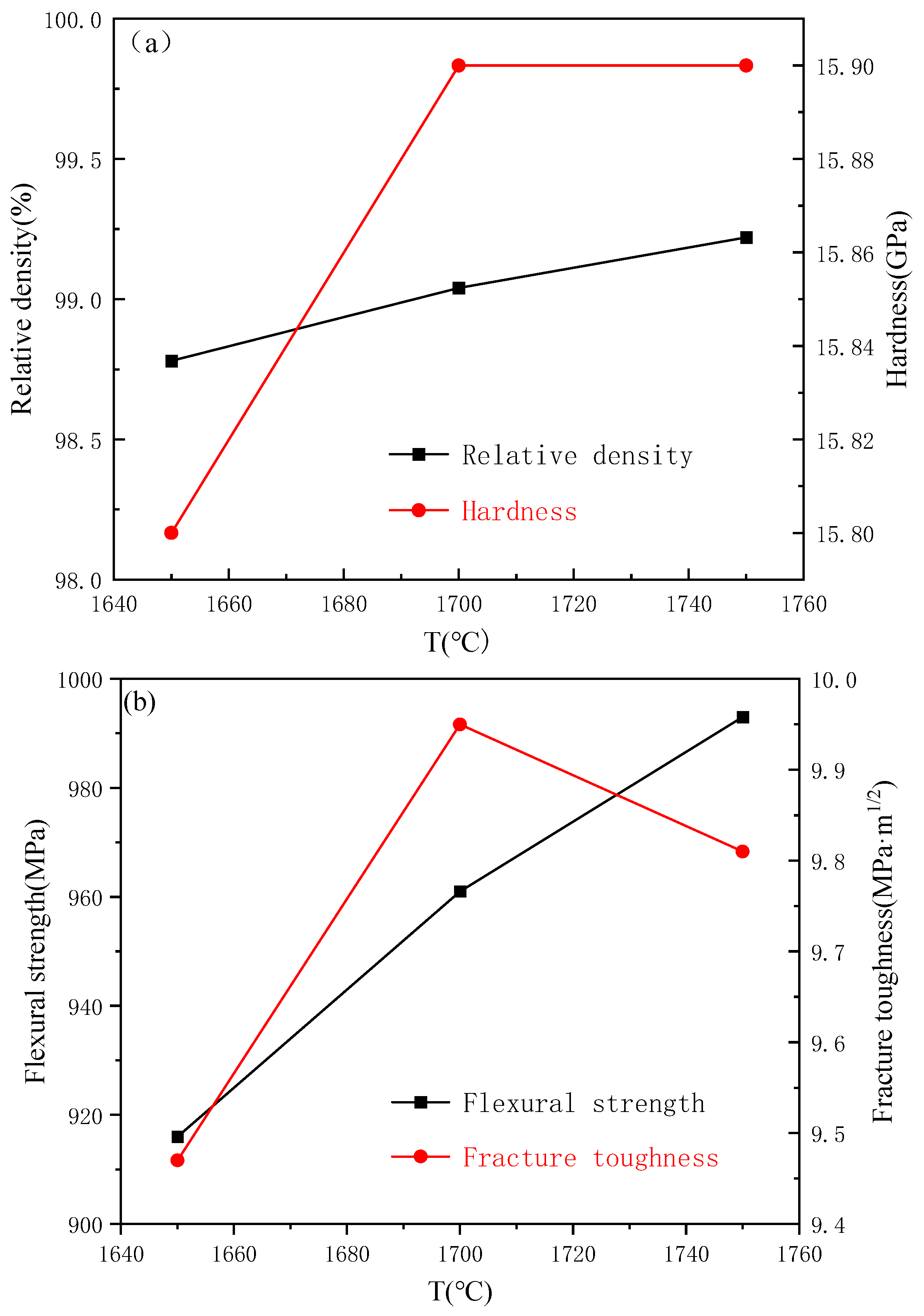
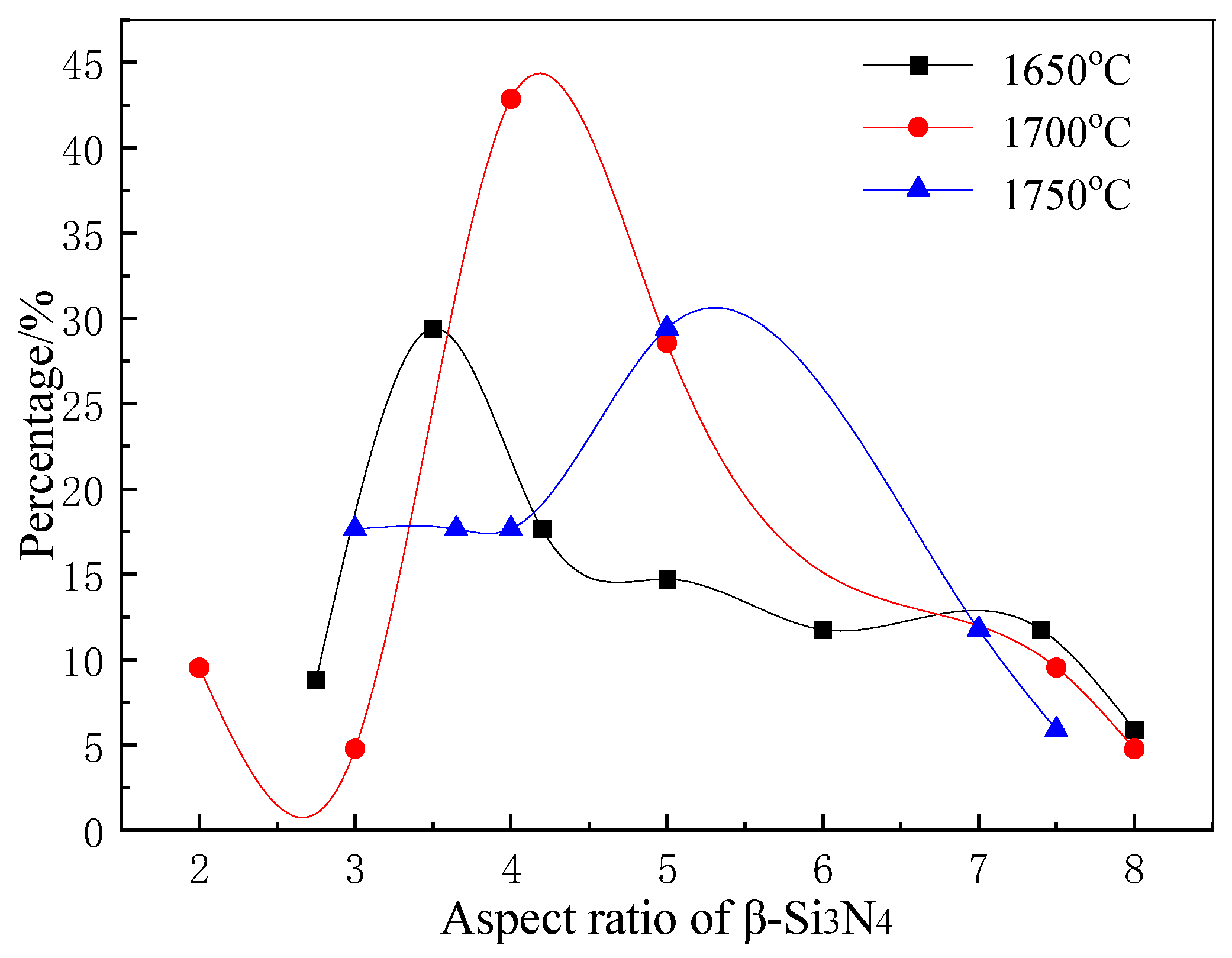
- Use of the Ostwald maturation mechanism to explain the grain growth process at different temperatures. By increasing the temperature of hot-pressing sintering, the degree of grain growth is greater, the degree of the interlacing of β-Si3N4 grains with different diameters and different aspect ratios is also gradually increased, and the mechanical properties of the material are also improved. The relative density, flexural strength, and fracture toughness reached 99.22%, 993 MPa, and 9.81 MPa·m1/2, respectively, when the hot-pressing sintering temperature was 1750 °C. However, there is still a great potential for improvement in numerical value.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tan, D.-W.; Zhu, L.-L.; Wei, W.-X.; Yu, J.-J.; Zhou, Y.-Z.; Guo, W.-M.; Lin, H.-T. Performance improvement of Si3N4 ceramic cutting tools by tailoring of phase composition and microstructure. Ceram. Int. 2020, 46, 26182–26189. [Google Scholar] [CrossRef]
- Souza, J.V.C.; Nono, M.C.A.; Ribeiro, M.V.; Machado, J.P.B.; Silva, O.M.M. Cutting forces in turning of gray cast iron using silicon nitride based cutting tool. Mater. Des. 2009, 30, 2715–2720. [Google Scholar] [CrossRef]
- Lü, Z.; Deng, L.; Tian, Q.; Zhao, X. Cutting performance of Si3N4/TiC micro-nanocomposite ceramic tool in dry machining of hardened steel. Int. J. Adv. Manuf. Technol. 2017, 95, 3301–3307. [Google Scholar] [CrossRef]
- Kwon, W.T.; Kim, Y.W. Cutting performance of Si3N4 based SiC ceramic cutting tools. KSME Int. J. 2004, 18, 388–394. [Google Scholar] [CrossRef]
- Zhao, J.; Yuan, X.; Zhou, Y. Cutting performance and failure mechanisms of an Al2O3/WC/TiC micro- nano-composite ceramic tool. Int. J. Refract. Met. Hard Mater. 2010, 28, 330–337. [Google Scholar] [CrossRef]
- van Luttervelt, C.A.; Childs, T.H.C.; Jawahir, I.S.; Klocke, F.; Venuvinod, P.K.; Altintas, Y.; Armarego, E.; Dornfeld, D.; Grabec, I.; Leopold, J.; et al. Present Situation and Future Trends in Modelling of Machining Operations Progress Report of the CIRP Working Group ‘Modelling of Machining Operations’. CIRP Ann. 1998, 47, 587–626. [Google Scholar] [CrossRef]
- Tu, L.; Tian, S.; Xu, F.; Wang, X.; Xu, C.; He, B.; Zuo, D.; Zhang, W. Cutting performance of cubic boron nitride-coated tools in dry turning of hardened ductile iron. J. Manuf. Process. 2020, 56, 158–168. [Google Scholar] [CrossRef]
- Liu, W.; Chu, Q.; He, R.; Huang, M.; Wu, H.; Jiang, Q.; Chen, J.; Deng, X.; Wu, S. Preparation and properties of TiAlN coatings on silicon nitride ceramic cutting tools. Ceram. Int. 2018, 44, 2209–2215. [Google Scholar] [CrossRef]
- Şap, S.; Usca, Ü.; Uzun, M.; Kuntoğlu, M.; Salur, E. Performance evaluation of AlTiN coated carbide tools during machining of ceramic reinforced Cu-based hybrid composites under cryogenic. Pure-Minim. Quant. Lubr. Dry Regimes 2022, 56, 3401–3421. [Google Scholar]
- Xing, Y.; Deng, J.; Zhang, K.; Wang, X.; Lian, Y.; Zhou, Y. Fabrication and dry cutting performance of Si3N4/TiC ceramic tools reinforced with the PVD WS2/Zr soft-coatings. Ceram. Int. 2015, 41, 10261–10271. [Google Scholar] [CrossRef]
- Mikolajczyk, T.; Paczkowski, T.; Kuntoglu, M.; Patange, A.; Binali, R. Research on Using an Unconventional Tool for Increasing Tool Life by Selective Exchange of Worn Cutting Edge. Appl. Sci. 2023, 13, 460. [Google Scholar] [CrossRef]
- Wang, L.; Qi, Q.; Zhang, H.; Yang, X.; Liu, Z.; Ge, S.; Peng, X.; Liu, X.; Huang, Z. High tough W-added silicon nitride ceramics. Ceram. Int. 2019, 45, 19055–19059. [Google Scholar] [CrossRef]
- Lucchini, E.; Lo Casto, S.; Sbaizero, O. The performance of molybdenum toughened alumina cutting tools in turning a particulate metal matrix composite. Mater. Sci. Eng. A 2003, 357, 369–375. [Google Scholar] [CrossRef]
- Hu, Z.; Zhao, Z.; Deng, X.; Lu, Z.; Liu, J.; Qu, Z. Microstructure and mechanical behavior of TiCN reinforced AlSi10Mg composite fabricated by selective laser melting. Mater. Chem. Phys. 2022, 283, 125996. [Google Scholar] [CrossRef]
- Yang, Y.; Dang, W.; Liu, J.; Zhang, H.; Gu, S.; Lei, C.; Chen, Y. Effect of the Addition of Ultrafine Powders on the Microstructure and Mechanical Properties of TiCN-Based Cermets. J. Ceram. Sci. Technol. 2022, 13, 15–22. [Google Scholar]
- Meng, J.; Lu, J.; Wang, J.; Yang, S. Tribological behavior of TiCN-based cermets at elevated temperatures. Mater. Sci. Eng. A 2006, 418, 68–76. [Google Scholar] [CrossRef]
- Wang, B.; Liu, Z. Cutting performance of solid ceramic end milling tools in machining hardened AISI H13 steel. Int. J. Refract. Met. Hard Mater. 2016, 55, 24–32. [Google Scholar] [CrossRef]
- Xiong, H.; Wen, Y.; Gan, X.; Li, Z.; Chai, L. Influence of coarse TiCN content on the morphology and mechanical properties of ultrafine TiCN-based cermets. Mater. Sci. Eng. A 2017, 682, 648–655. [Google Scholar] [CrossRef]
- Lee, B.T.; Yoon, Y.J.; Lee, K.H. Microstructural characterization of electroconductive Si3N4-TiN composites. Mater. Lett. 2001, 47, 71–76. [Google Scholar] [CrossRef]
- Kgoete, F.M.; Popoola, A.P.I.; Fayomi, O.S.I.; Adebiyi, I.D. Spark plasma sintered Ti-6Al-4V-Si3N4-TiN ternary composites: Effect of combined microsized Si3N4 and TiN addition on microstructure and mechanical properties for aerospace application. J. Alloys Compd. 2018, 769, 817–823. [Google Scholar] [CrossRef]
- Huang, J.L.; Chang, Y.L.; Lu, H.H. Fabrication of multilaminated Si3N4-Si3N4/TiN composites and its anisotropic fracture behavior. J. Mater. Res. 1997, 12, 2337–2344. [Google Scholar] [CrossRef]
- Miyazaki, H.; Hyuga, H.; Yoshizawa, Y.-I.; Hirao, K.; Ohji, T. Correlation of wear behavior and indentation fracture resistance in silicon nitride ceramics hot-pressed with alumina and yttria. J. Eur. Ceram. Soc. 2009, 29, 1535–1542. [Google Scholar] [CrossRef]
- Tsuge, A.; Nishida, K.; Komatsu, M. Effect of Crystallizing the Grain-Boundary Glass Phase on the High-Temperature Strength of Hot-Pressed Si3N4 Containing Y2O3. J. Am. Ceram. Soc. 1975, 58, 323–326. [Google Scholar] [CrossRef]
- Zhu, X.; Sakka, Y. Textured silicon nitride: Processing and anisotropic properties. Sci. Technol. Adv. Mater. 2008, 9, 033001. [Google Scholar] [CrossRef]
- Hampshire, S. Silicon nitride ceramics—Review of structure, processing and properties. J. Achiev. Mater. Manuf. Eng. 2007, 24, 43–50. [Google Scholar]
- Liao, S.; Zhou, L.; Jiang, C.; Wang, J.; Zhuang, Y.; Li, S. Thermal conductivity and mechanical properties of Si3N4 ceramics with binary fluoride sintering additives. J. Eur. Ceram. Soc. 2021, 41, 6971–6982. [Google Scholar] [CrossRef]
- Cinibulk, M.K.; Thomas, G.; Johnson, S.M. Fabrication and Secondary-Phase Crystallization of Rare-Earth Disilicate-Silicon Nitride Ceramics. J. Am. Ceram. Soc. 1992, 75, 2037–2043. [Google Scholar] [CrossRef]
- Shen, Z.; Zhao, Z.; Peng, H.; Nygren, M. Formation of tough interlocking microstructures in silicon nitride ceramics by dynamic ripening. Nature 2002, 417, 266–269. [Google Scholar] [CrossRef]
- Xiong, J.; Guo, Z.; Wen, B.; Li, C.; Shen, B. Microstructure and properties of ultra-fine TiC0.7N0.3 cermet. Mater. Sci. Eng. A 2006, 416, 51–58. [Google Scholar] [CrossRef]
- Gao, J.; Song, J.; Lv, M.; Cao, L.; Xie, J. Microstructure and mechanical properties of TiC0.7N0.3-HfC cermet tool materials. Ceram. Int. 2018, 44, 17895–17904. [Google Scholar] [CrossRef]
- Wang, B.; Yang, J.; Guo, R.; Gao, J.-Q.; Yang, J.-F. Microstructure characterization of hot-pressed β-silicon nitride containing β-Si3N4 seeds. Mater. Charact. 2009, 60, 894–899. [Google Scholar] [CrossRef]
- Dai, J.; Li, J.; Chen, Y.; Yang, L. Effect of the residual phases in β-Si3N4 seed on the mechanical properties of self-reinforced Si3N4 ceramics. J. Eur. Ceram. Soc. 2003, 23, 1543–1547. [Google Scholar] [CrossRef]
- Perera, D.S.; Mitchell, D.R.G.; Leung, S. High aspect ratio β-Si3N4 grain growth. J. Eur. Ceram. Soc. 2000, 20, 789–794. [Google Scholar] [CrossRef]
- Hirosaki, N.; Okamoto, Y.; Munakata, F.; Akimune, Y. Effect of seeding on the thermal conductivity of self-reinforced silicon nitride. J. Eur. Ceram. Soc. 1999, 19, 2183–2187. [Google Scholar] [CrossRef]
- Hu, J.; Zhang, B.; Li, C.; Wang, L.; Wang, S.; Shi, Z.; Yang, J. Fabrication of Si3N4 ceramics with high thermal conductivity and flexural strength via novel two-step gas-pressure sintering. J. Eur. Ceram. Soc. 2022, 42, 4846–4854. [Google Scholar] [CrossRef]
- Deeley, G.G.; Herbert, J.M.; Moore, N.C. Dense Silicon Nitride. Powder Metall. 1961, 4, 145–151. [Google Scholar] [CrossRef]
- German, R.M. Coarsening in Sintering: Grain Shape Distribution, Grain Size Distribution, and Grain Growth Kinetics in Solid-Pore Systems. Crit. Rev. Solid State Mater. Sci. 2010, 35, 263–305. [Google Scholar] [CrossRef]
- Hirao, K.; Watari, K.; Hayashi, H.; Kitayama, M. High Thermal Conductivity Silicon Nitride Ceramic. MRS Bull. 2001, 26, 451–455. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | SN | TiC0.7N0.3 | Temperature (°C) |
|---|---|---|---|
| SN1 | 100 | / | 1650 |
| SN2 | 99 | 1 | 1650 |
| SN3 | 97 | 3 | 1650 |
| SN4 | 99 | 1 | 1700 |
| SN5 | 99 | 1 | 1750 |
| Sample | Relative Density (%) | Bending Strength (MPa) | Fracture Toughness (MPa·m1/2) | Vickers Hardness (GPa) |
|---|---|---|---|---|
| SN1 | 99.42 | 809 | 9.10 | 15.9 |
| SN2 | 98.78 | 916 | 9.47 | 15.8 |
| SN3 | 98.90 | 856 | 9.89 | 16.1 |
| Sample | Relative Density (%) | Bending Strength (MPa) | Fracture Toughness (MPa·m1/2) | Vickers Hardness (GPa) |
|---|---|---|---|---|
| SN2 | 98.78 | 916 | 9.47 | 15.8 |
| SN4 | 99.04 | 961 | 9.95 | 15.9 |
| SN5 | 99.22 | 993 | 9.81 | 15.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, S.; Zhu, F.; Xiu, Z.; Zhang, M.; Sun, X. Enhanced Performance in Si3N4 Ceramics Cutting Tool Materials by Tailoring of Phase Composition and Hot-Pressing Temperature. Coatings 2023, 13, 475. https://doi.org/10.3390/coatings13020475
Guo S, Zhu F, Xiu Z, Zhang M, Sun X. Enhanced Performance in Si3N4 Ceramics Cutting Tool Materials by Tailoring of Phase Composition and Hot-Pressing Temperature. Coatings. 2023; 13(2):475. https://doi.org/10.3390/coatings13020475
Chicago/Turabian StyleGuo, Shuai, Fusheng Zhu, Zhimeng Xiu, Mu Zhang, and Xudong Sun. 2023. "Enhanced Performance in Si3N4 Ceramics Cutting Tool Materials by Tailoring of Phase Composition and Hot-Pressing Temperature" Coatings 13, no. 2: 475. https://doi.org/10.3390/coatings13020475