
Corrosion Behaviors of N80 and 1Cr Tubing Steels in CO2 Containing Downhole Environment—A Case Study of Underground Gas Storage in LiaoHe Oil Field

Abstract
:1. Introduction
2. Materials and Methods
2.1. Material and Style
2.2. Experimental Conditions
2.3. Weight Loss Test
2.4. Micro-Structural Analysis
2.4.1. Pitting Rate
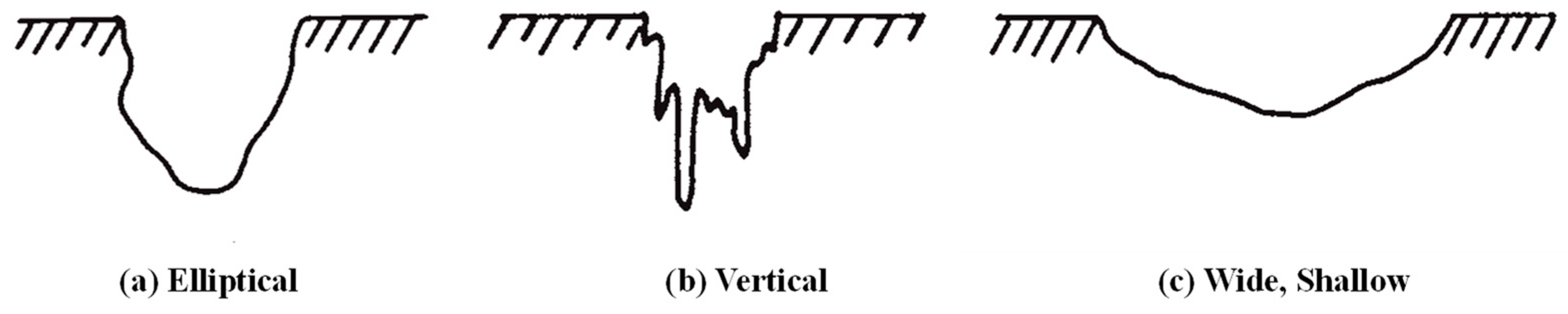
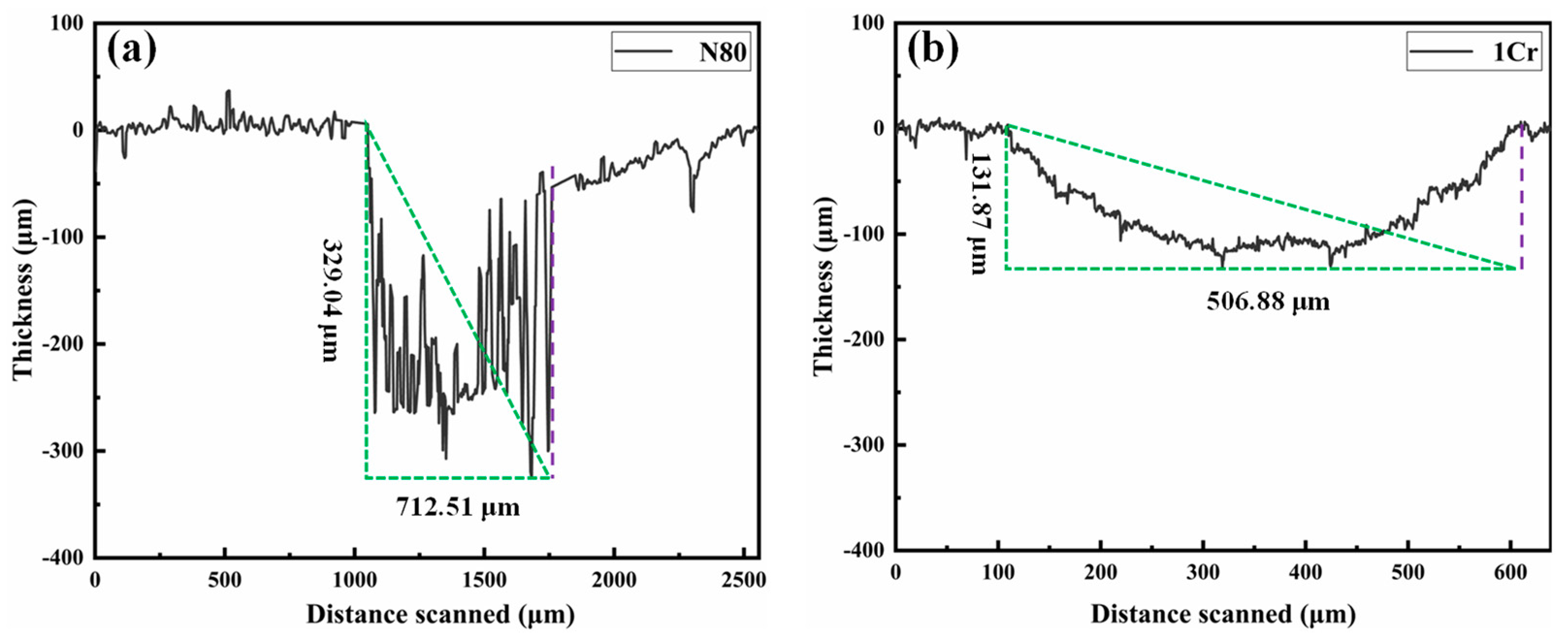
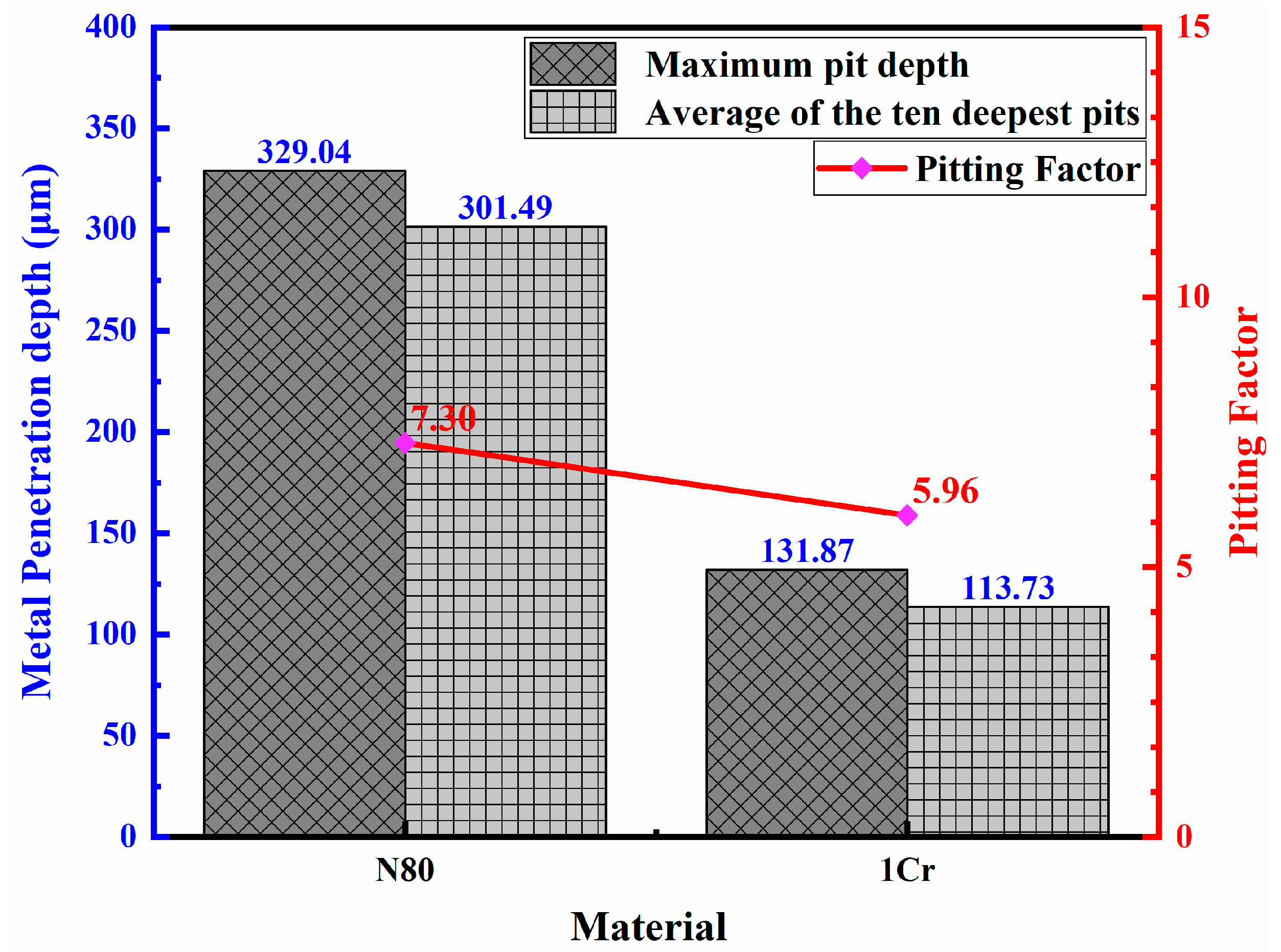
2.4.2. Metal Penetration Method
3. Results
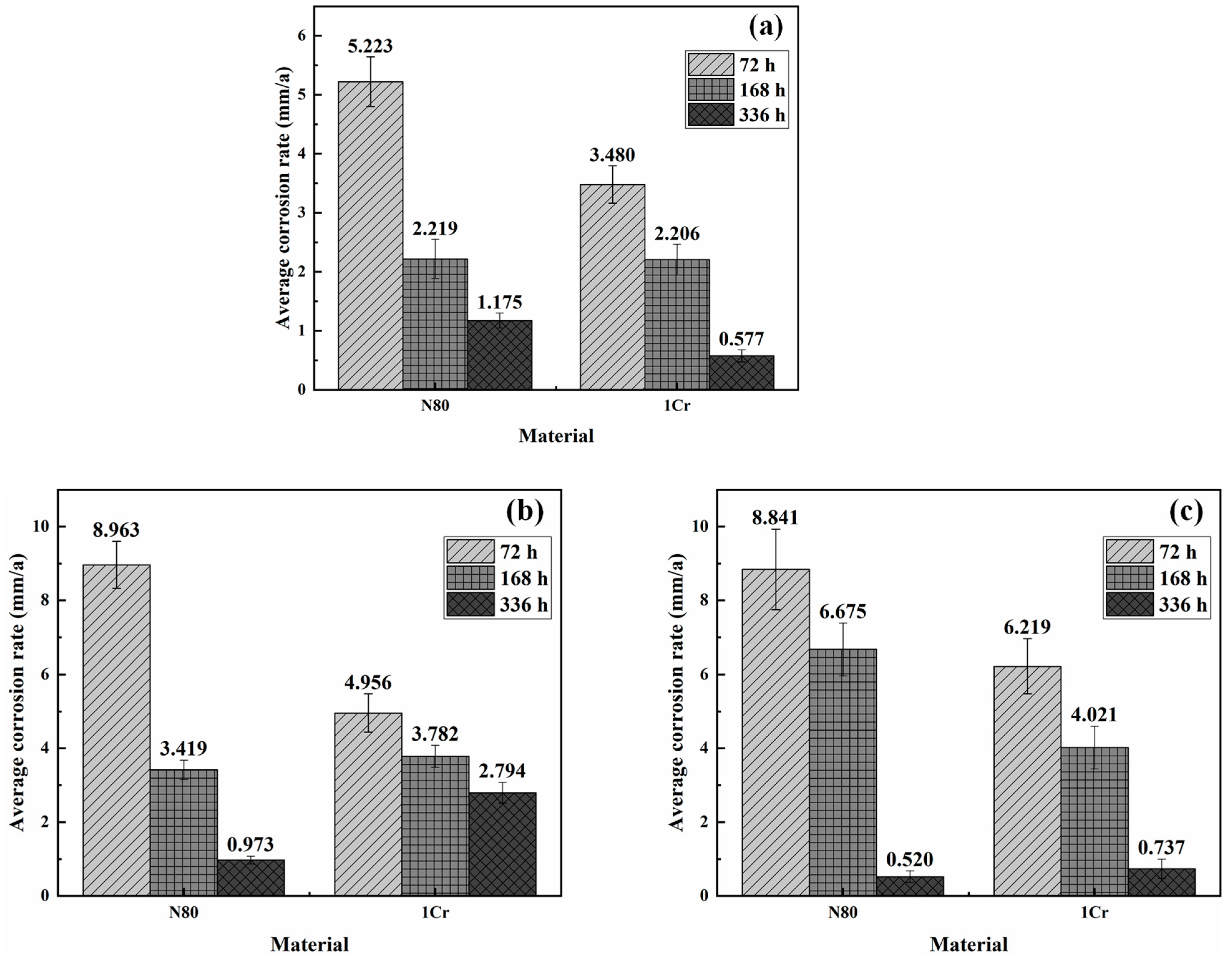
3.1. Effect of Experimental Conditions on Corrosion Rate
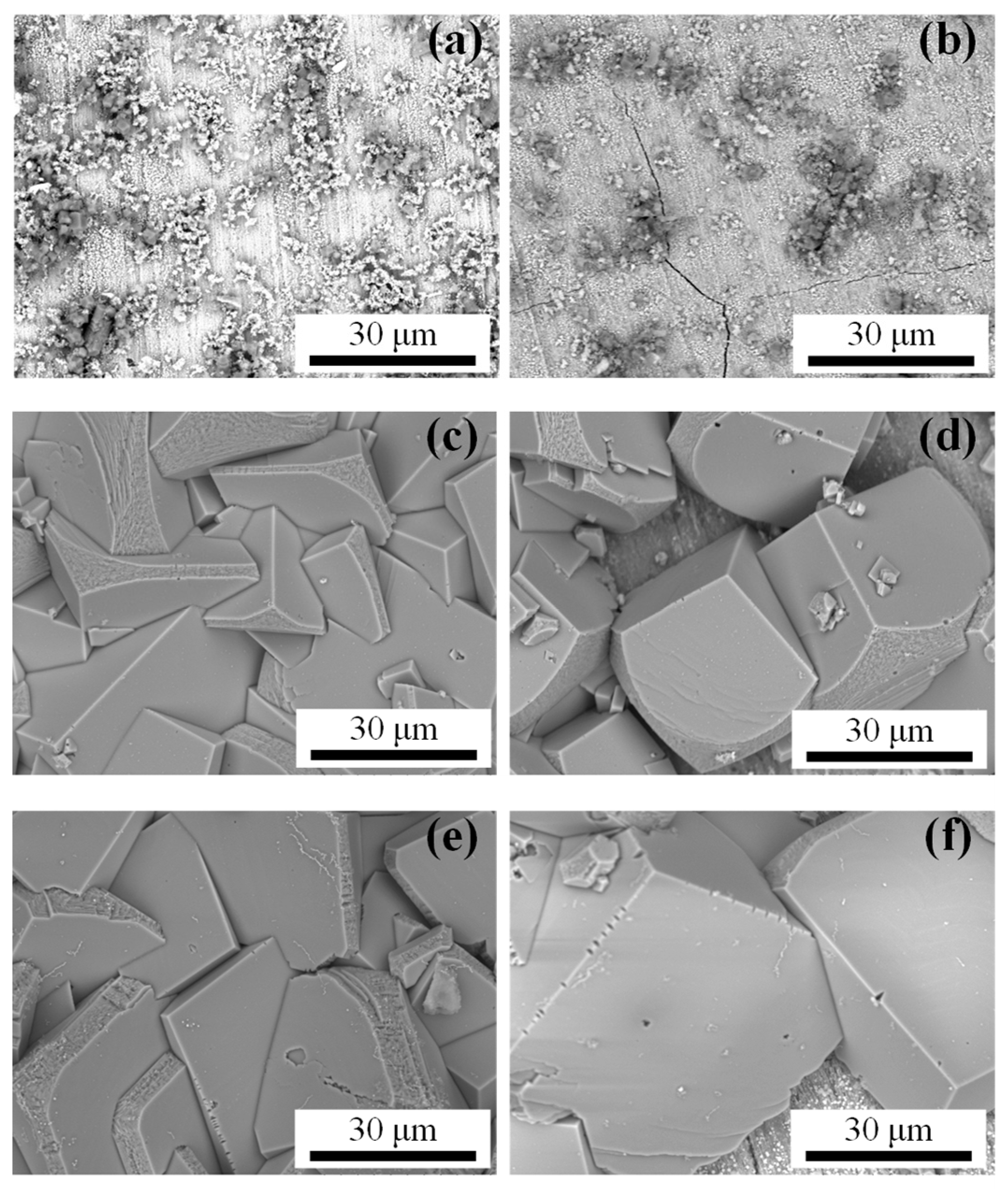
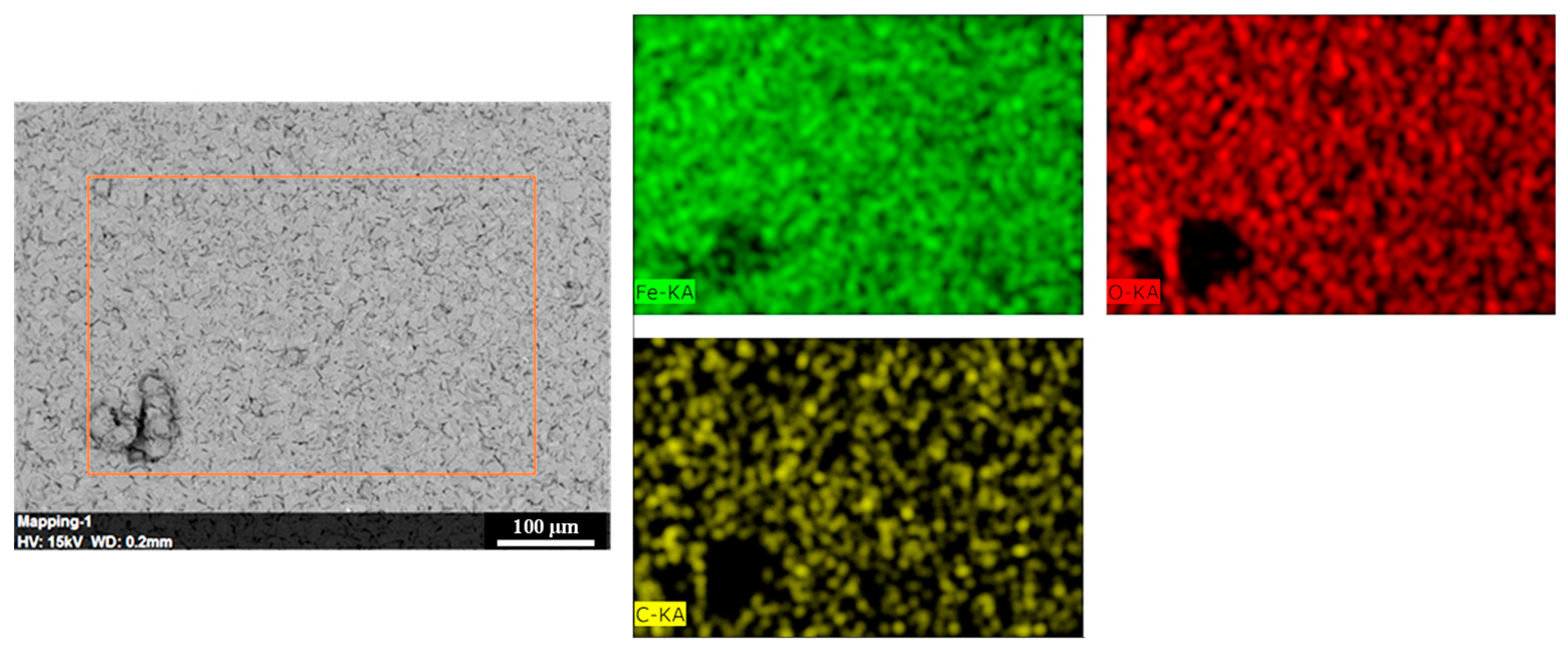
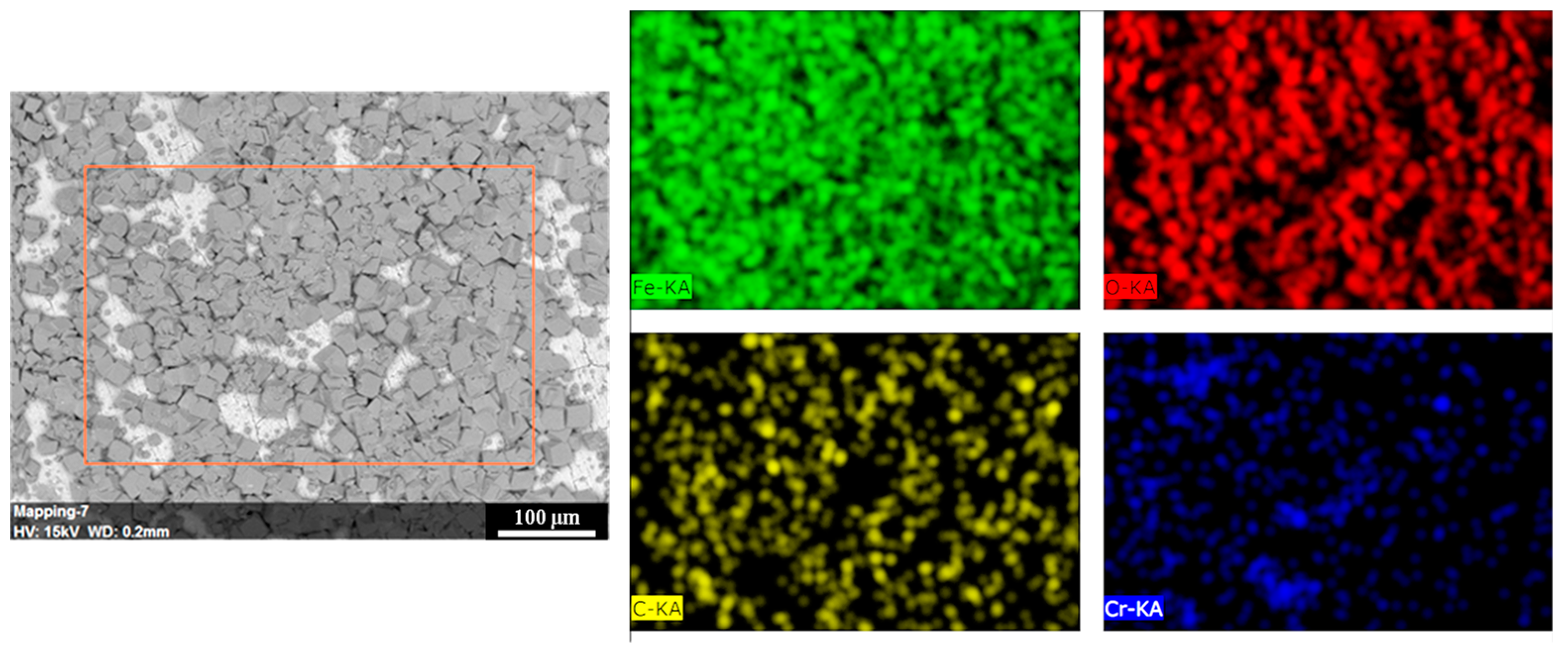
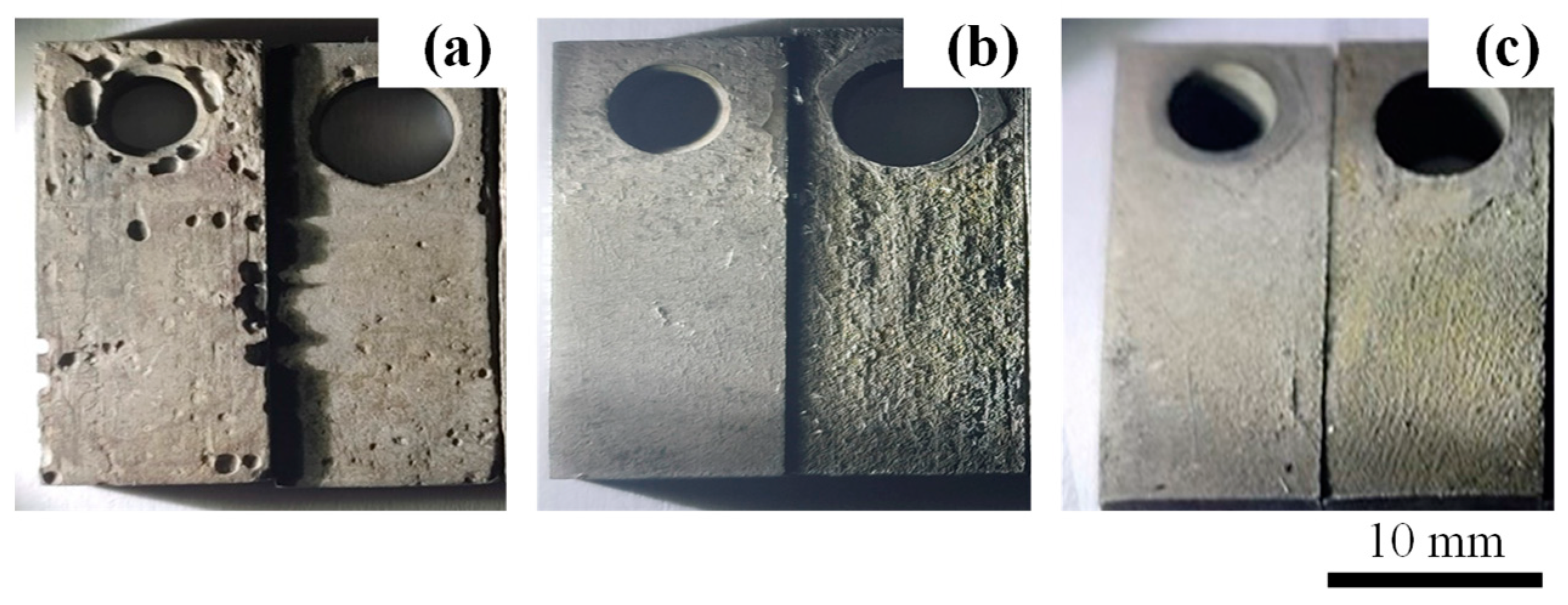
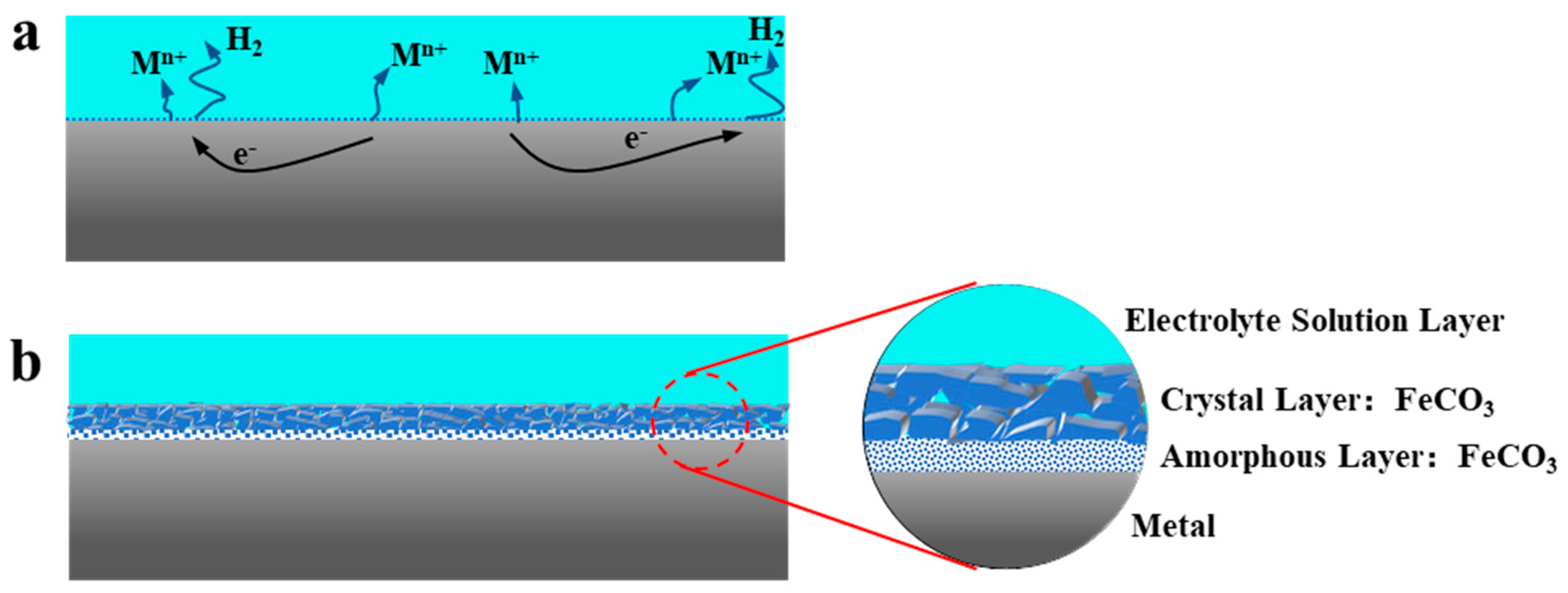
3.2. Effect of Corrosion Conditions on Product Film
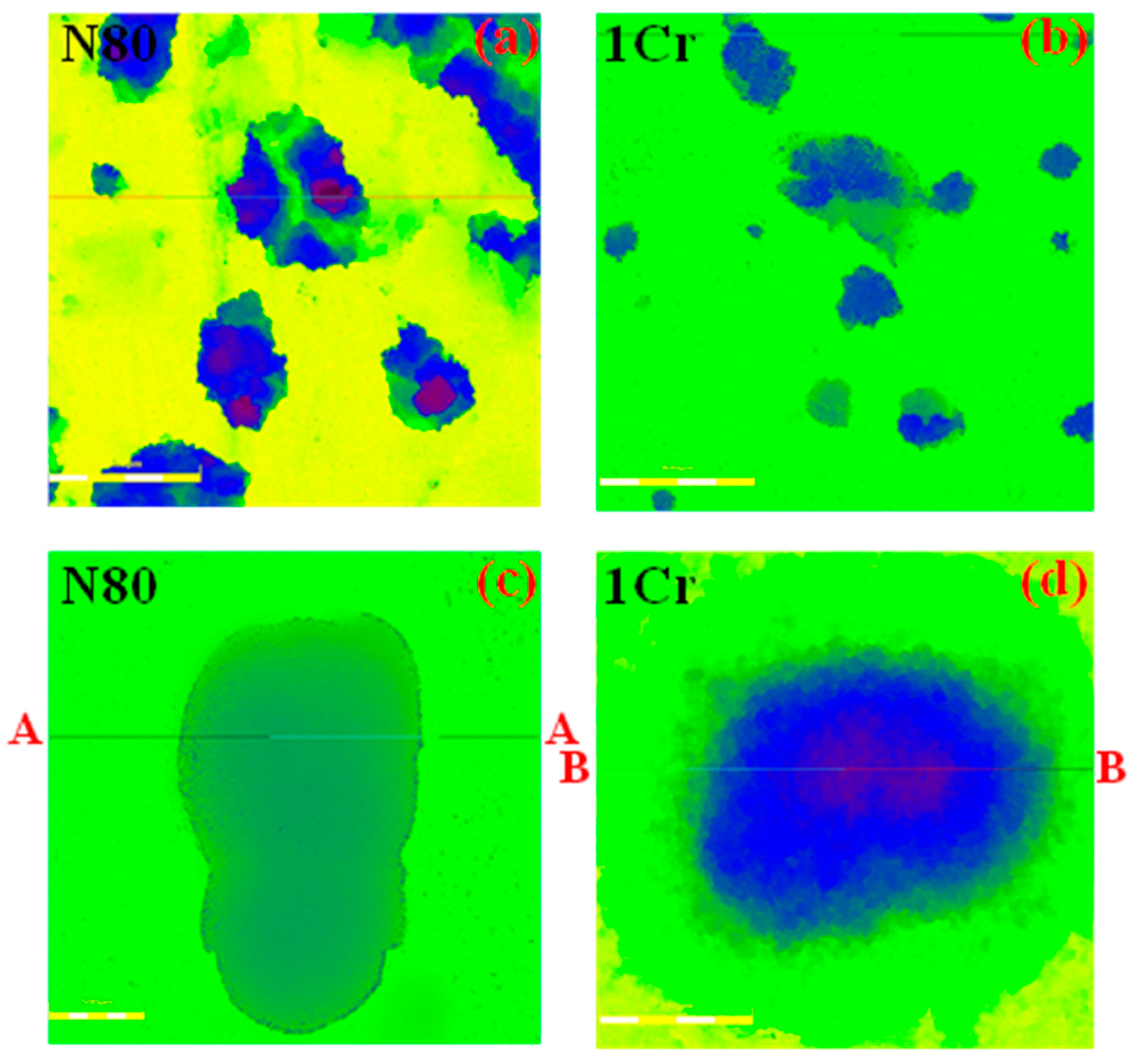
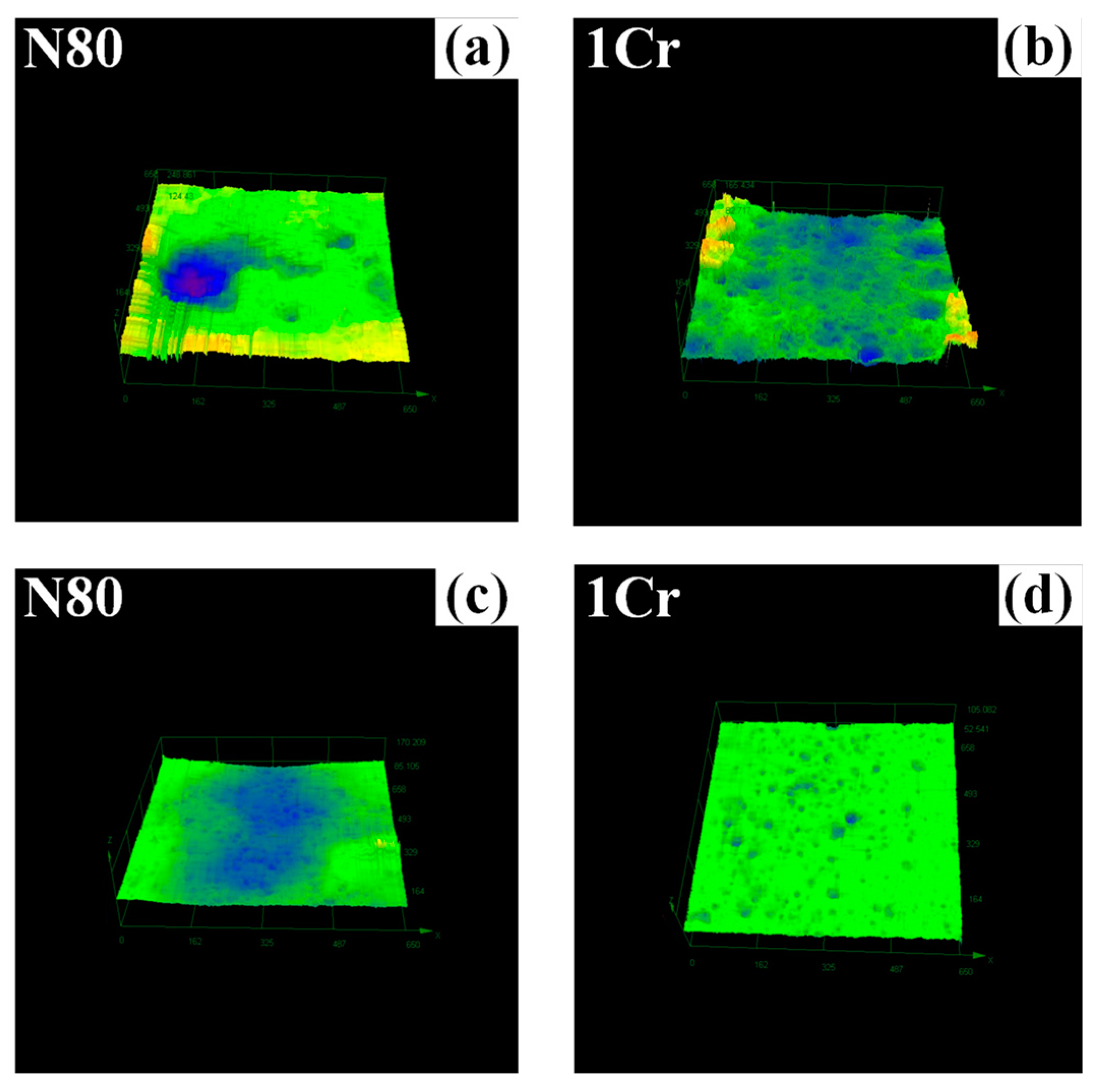
3.3. Effect of Corrosion Conditions on Pitting Characteristics
4. Discussion
4.1. Mechanistic Insights of Corrosion Resistance Difference
4.2. Outlook
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Osieczko-Potoczna, K.; Gazda, A.; Dušan, M. Factors determining the construction and location of underground gas storage facilities. Acta Montan. Slovaca 2019, 24, 234–244. [Google Scholar]
- Wang, Y.; Li, J.; Cao, G.Q. Material Optimization of Injection and Production String in Su4 Underground Gas Storage. Adv. Mater. Res. 2014, 962–965, 448–452. [Google Scholar] [CrossRef]
- Liu, K.; He, N.; Zhang, Y.; Xu, F.; Wang, Y. Safety risk analysis of gas injection and recovery wells in the Xiangguosi Gas Storage and countermeasures. Nat. Gas Ind. 2013, 33, 131–135. [Google Scholar]
- Lei, R.; Zhang, Y.; Zhou, Y.; Chen, Y.; Li, X.; Dong, X. Study on Prediction of Corrosion Rate of Injection and Production Well in Gas Storage. Saf. Health Environ. 2017, 05, 5–7. [Google Scholar]
- Choi, Y.-S.; Young, D.; Nešić, S.; Gray, L.G. Wellbore integrity and corrosion of carbon steel in CO2 geologic storage environments: A literature review. Int. J. Greenh. Gas Control 2013, 16 (Suppl. S1), S70–S77. [Google Scholar] [CrossRef]
- Xu, L.; Wang, B.; Zhu, J.; Li, W.; Zheng, Z. Effect of Cr content on the corrosion performance of low-Cr alloy steel in a CO2 environment. Appl. Surf. Sci. 2016, 379, 39–46. [Google Scholar] [CrossRef]
- Lining, X.U.; Zhu, J.; Wang, B. Influence of Cr Content and pH Value on the SemiPassivation Behavior of Low Cr Pipeline Steels. Acta Metall. Sin. 2017, 53, 677–683. [Google Scholar]
- Chen, L.; Liu, W.; Dong, B.; Zhang, P.; Zhao, Q.; Zhang, T.; Fan, P.; Li, H. Role of Trace Dissolved Oxygen Content in Corrosion Scale of 3Cr Steel in CO2 Aqueous Environment. J. Mater. Eng. Perform. 2022, 31, 4864–4876. [Google Scholar] [CrossRef]
- Olsen, S.; Halvorsen, A.M.; Lunde, P.G.; Nyborg, R. CO2 Corrosion Prediction Model—Basic Principles. In CORROSION 2005; OnePetro: Houston, TX, USA, 2005; p. NACE-05551. [Google Scholar]
- Nyborg, R.; Dugstad, A. Understanding and Prediction of Mesa Corrosion Attack. In CORROSION 2003; OnePetro: San Diego, CA, USA, 2003; p. NACE-03642. [Google Scholar]
- Chen, C.; Zhao, G.; Yan, M.; Bai, Z.; Yang, Y. Characteristics of CO2 corrosion scales on 1%Cr-containing N80 steel. J. Chin. Soc. Corros. Prot. 2003, 22, 338–347. [Google Scholar]
- Guo, S.; Xu, L.; Zhang, L.; Chang, W.; Lu, M. Corrosion of alloy steels containing 2% chromium in CO2 environments. Corros. Sci. 2012, 63, 246–258. [Google Scholar] [CrossRef]
- Xu, L.; Xie, Y.; Lu, M.; Zhang, L.; Chang, W. Effect Of Temperature On Wet CO2 Corrosion Of 3%Cr Pipeline Steel. In CORROSION 2012; OnePetro: Salt Lake City, UT, USA, 2012; p. NACE-2012-1348. [Google Scholar]
- Guo, S.; Xu, L.; Chang, W.; Zhang, L.; Hu, L.; Lu, M. The Anti-pitting Mechanism of Low Cr Alloy Steel In CO2 Corrosion Environment. In CORROSION 2012; OnePetro: Salt Lake City, UT, USA, 2012; p. NACE-2012-1357. [Google Scholar]
- Qian, J.; Chen, C.; Zheng, S.; Weng, Y. Effect of partial pressure ratio H2S/CO2 on mechanical properties of 3Cr oil tube steel. In Proceedings of the 2011 International Conference on Materials for Renewable Energy & Environment, Shanghai, China, 20–22 May 2011. [Google Scholar]
- Guo, S.; Xu, L.; Chang, W.; Mi, Y.; Lu, M. Experimental study of CO2 corrosion of 3cr pipe line steel. Acta Metall. Sin. 2011, 47, 1067–1074. [Google Scholar]
- Bai, Z.Q.; Chen, C.F.; Lu, M.X.; Li, J.B. Analysis of EIS characteristics of CO2 corrosion of well tube steels with corrosion scales. Appl. Surf. Sci. 2006, 252, 7578–7584. [Google Scholar] [CrossRef]
- Chen, C.; Minxu, L.U.; Zhao, G.; Bai, Z.; Yan, M. The Eis Analysis of Electrode Reactions of CO2 Corrosion of N80 Steel. Acta Met. Sin. 2002, 38, 770–774. [Google Scholar]
- Chen, C.; Minxu, L.U.; Zhao, G.; Bai, Z.; Yan, M. Characters of CO2 corrosion scales on well tube steels N80. Acta Met. Sin. 2002, 38, 411–416. [Google Scholar]
- Ueda, M.; Takabe, H. The Formation Behavior of Corrosion Protective Films of Low Cr Bearing Steels in CO2 Environments. In CORROSION 2001; OnePetro: Houston, TX, USA, 2001; p. NACE-01066. [Google Scholar]
- Li, W.; Xu, L.; Qiao, L.; Li, J. Effect of free Cr content on corrosion behavior of 3Cr steels in a CO2 environment. Appl. Surf. Sci. 2017, 425, 32–45. [Google Scholar] [CrossRef]
- Chen, C.F.; Lu, M.X.; Sun, D.B.; Zhang, Z.H.; Chang, W. Effect of Chromium on the Pitting Resistance of Oil Tube Steel in a Carbon Dioxide Corrosion System. Corros. Houst. Tx 2005, 61, 594–601. [Google Scholar] [CrossRef]
- Chen, C.F.; Lu, M.X.; Zhao, G.X.; Bai, Z.Q.; Yang, Y.Q. Effects of temperature, Cl- concentration and Cr on electrode reactions of CO2 corrosion of N80 steel. Acta Metall. Sin. Chin. Ed. 2003, 39, 848–854. [Google Scholar]
- Chen, C.F.; Lu, M.X.; Zhao, G.X.; Bai, Z.Q.; Yang, Y.Q. The EIS analysis of cathodic reactions during CO2 corrosion of N80 steel. Acta Met. Sin. 2003, 39, 94–98. [Google Scholar]
- Chen, C.F.; Lu, M.X.; Zhao, G.X.; Bai, Z.Q.; Yang, Y.Q. Mechanical properties of CO2 corrosion scale on N80 well tube steel. Acta Met. Sin. 2003, 39, 2219–2224. [Google Scholar]
- Chen, C.; Minxu, L.U.; Zhao, G.; Yan, M.; Bai, Z.; Yang, Y. Electrochemical Characteristics of CO2 Corrosion of Well Tube Steels With Corrosion Scales. J. Chin. Soc. Corros. Prot. 2003, 23, 139–143. [Google Scholar]
- Zhao, G.; Chen, C.; Lu, M.; Li, H. The formation of product scale and mass transfer channels during CO2 corrosion. J. Chin. Soc. Corros. Prot. 2002, 22, 363–366. [Google Scholar]
- Wu, T.; Wu, H.; Niu, G.; Li, T.; Sun, R.; Gu, Y.; Yuan, R. Effect of Microstructure on the Corrosion Performance of 5% Cr Steel in a CO2 Environment. Corrosion 2018, 74, 757–767. [Google Scholar] [CrossRef]
- Wang, C.-L.; Guo, H.-D.; Fang, J.; Yu, S.-X.; Yue, X.-Q.; Hu, Q.-H.; Liu, C.-W.; Zhang, J.-X.; Zhang, R.; Xu, X.-S.; et al. The role of Cr content on the corrosion resistance of carbon steel and low-Cr steels in the CO2-saturated brine. Petrol. Sci. 2022. ISSN 1995-8226. [Google Scholar] [CrossRef]
- Sun, J.; Yang, L.; Liu, W.; Lu, M. Electrochemical behavior and localized corrosion of X65 steel in high salt concentration brines with CO2 saturated. Mater. Res. Express 2018, 5, 026503. [Google Scholar] [CrossRef]
- Sun, J.; Sun, C.; Wang, Y. Electrochemical science effect of cr content on the electrochemical behavior of low- chromium x65 steel in CO2 environment. Int. J. Electrochem. Sci. 2018, 11, 8599–8611. [Google Scholar]
- Sun, J.; Yapeng, J.; Sun, C.; Jiang, T.; Liu, H. Sulfide Stress Corrosion Cracking Behavior of Low-Cr Steel in H2S-CO2 Environment. Surf. Technol. 2016, 45, 1. [Google Scholar]
- Xun, L.; Fang, J.; Wenmei, C. The Carbon Dioxide Corrosion of Tube and Casing in Downhole. Chem. Eng. Oil Gas 2006, 4, 300–303+250. [Google Scholar]
- Protocol, N.S. Preparation, Installation, Analysis, and Interpretation of Corrosion Coupons in Oilfield Operations; NACE–SP0775-2013; NACE International: Houston, TX, USA, 2013. [Google Scholar]
- Guo, S.; Xu, L.; Zhang, L.; Chang, W.; Lu, M. Characterization of corrosion scale formed on 3Cr steel in CO2-saturated formation water. Corros. Sci. 2016, 110, 123–133. [Google Scholar] [CrossRef]
- Dean, J.A. Lange’s Handbook of Chemistry. Mater. Manuf. Process. 1990, 5, 687–688. [Google Scholar] [CrossRef]
- Gu, Y.; Wu, H.-B.; Yuan, R.; Wang, X.-T.; Wu, T.; Shuai, S. Influence of Cr content on corrosion performance of middle Cr alloy steel in CO2 environment. Mater. Res. Express 2019, 6, 046511. [Google Scholar] [CrossRef]
- Zhu, J.Y.; Xu, L.N.; Lu, M.X.; Chang, W. Cathodic reaction mechanisms in CO2 corrosion of low-Cr steels. Int. J. Miner. Metall. Mater. 2019, 26, 1405–1414. [Google Scholar] [CrossRef]
- Oleksak, R.P.; Tylczak, J.H.; Holcomb, G.R.; Dogan, O.N. High temperature oxidation of steels in CO2 containing impurities. Corros. Sci. 2020, 164, 108316. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy Steel | C | Si | Mn | P | S | Cr | Ni | Mo | V | Cu |
|---|---|---|---|---|---|---|---|---|---|---|
| N80 | 0.21 | 0.24 | 0.51 | 0.0024 | 0.0019 | 0.03 | 0.18 | 0.03 | 0.01 | 0.10 |
| 1Cr | 0.20 | 0.26 | 0.41 | 0.0086 | 0.0008 | 1.02 | 0.10 | 0.32 | 0.01 | 0.01 |
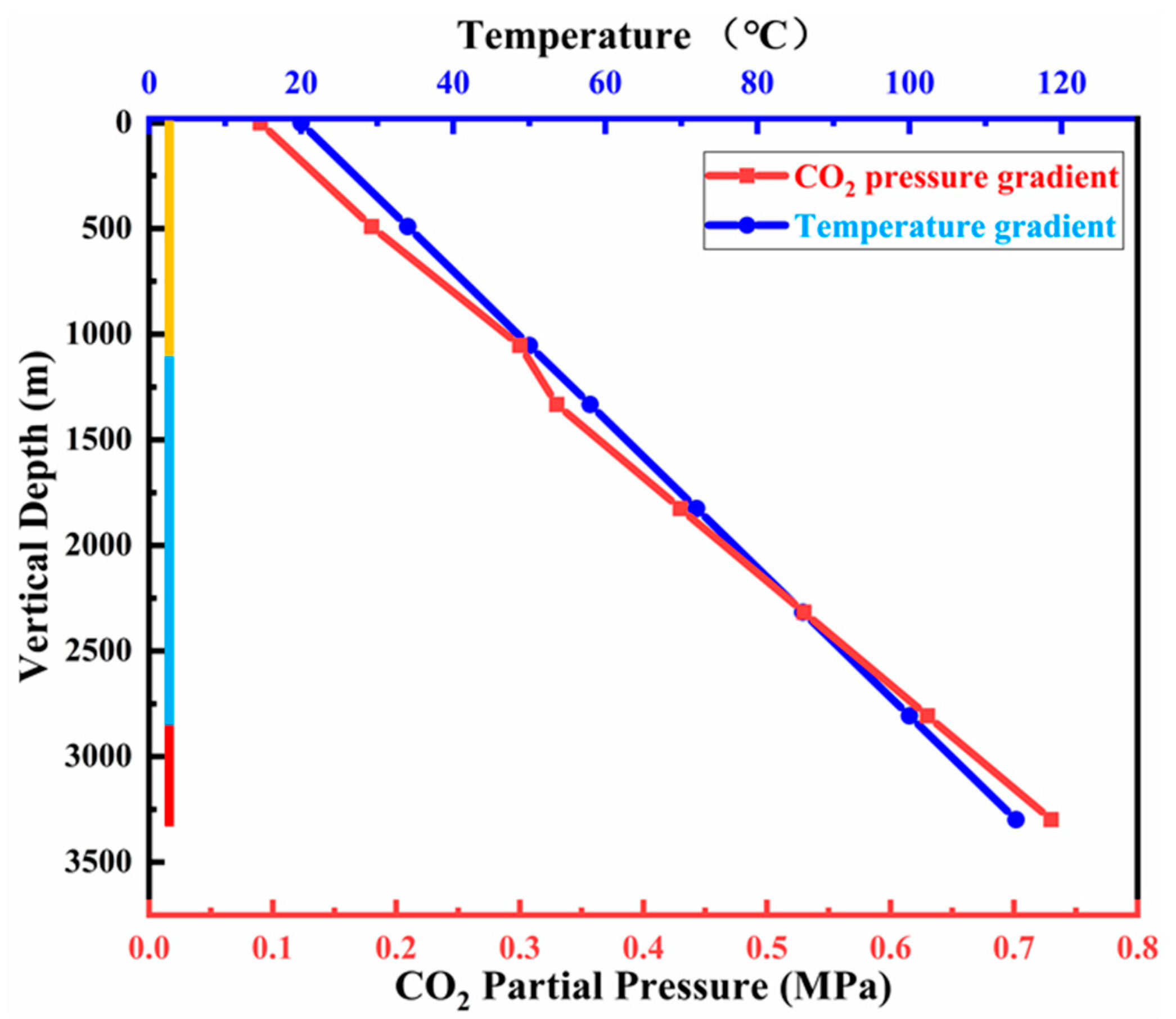
| Condition Number | Temperature (°C) | CO2 Partial Pressure (MPa) | Floe Velocity | Reaction Cycle | Alloy Steel |
|---|---|---|---|---|---|
| 1 | 50 | 0.30 | 1.5 m/s | 72 h/168 h/336 h | N80,1 wt.%Cr |
| 2 | 100 | 0.63 | 1.5 m/s | 72 h/168 h/336 h | N80,1 wt.%Cr |
| 3 | 114 | 0.73 | 1.5 m/s | 72 h/168 h/336 h | N80,1 wt.%Cr |
| Qualitative | Average Corrosion Rate | Maximum Pitting Rate |
|---|---|---|
| mm/y | mm/y | |
| Low | <0.025 | <0.13 |
| Moderate | 0.025–0.12 | 0.13–0.20 |
| High | 0.13–0.25 | 0.21–0.38 |
| Severe | >0.25 | >0.38 |
| Condition Number | Materials | Qualitative/Extent |
|---|---|---|
| 1 | N80 | Severe |
| 1 | 1Cr | Severe |
| 2 | N80 | Severe |
| 2 | 1Cr | Severe |
| 3 | N80 | Severe |
| 3 | 1Cr | Severe |
| Material- Condition | Fe | O | C | Cr |
|---|---|---|---|---|
| N80–1 | 46.5 | 42.7 | 10.3 | / |
| 1Cr–1 | 44.1 | 43.9 | 10.2 | 1.8 |
| N80–2 | 48.6 | 40.2 | 10.6 | / |
| 1Cr–2 | 50.2 | 37.6 | 9.1 | 2.4 |
| N80–3 | 46.2 | 38.7 | 12.3 | / |
| 1Cr–3 | 45.9 | 36.1 | 13.7 | 2.1 |
| Materials | Maximum Pitting Rate (PR) | Qualitative/Extent |
|---|---|---|
| N80 | 8.579 mm/a | Severe |
| 1Cr | 3.438 mm/a | Severe |
| Number | Results | Conclusions |
|---|---|---|
| 1* | Effect of experimental conditions on corrosion rate | In certain situations, the corrosion rate of N80 is higher than that of 1Cr, but with the increase in temperature and pressure as well as the passage of time, the corrosion rate of 1Cr is gradually greater than that of N80. |
| 2* | Effect of corrosion conditions on product film | At low temperatures and pressures, the dense amorphous FeCO3 film on the inner layer of carbon steel reduces the corrosion rate. At high partial pressures and temperatures, the formation of a dense crystalline film of FeCO3 on the surface of N80 steel inhibits further corrosion, while the low chromium steel 1Cr is not immune to corrosion in this environment. |
| 3* | Effect of corrosion conditions on pitting characteristics | Less pitting at higher temperatures and higher pressures for both N80 and 1Cr. And the pitting resistance of 1Cr low chromium alloy steel, especially the pitting density, has a certain degree of attenuation compared with N80 carbon steel. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Li, M.; He, M.; Ma, Z.; Li, K.; Wang, L.; Li, G.; Zhou, L.; Zhang, S.; Yan, W. Corrosion Behaviors of N80 and 1Cr Tubing Steels in CO2 Containing Downhole Environment—A Case Study of Underground Gas Storage in LiaoHe Oil Field. Coatings 2023, 13, 737. https://doi.org/10.3390/coatings13040737
Liu J, Li M, He M, Ma Z, Li K, Wang L, Li G, Zhou L, Zhang S, Yan W. Corrosion Behaviors of N80 and 1Cr Tubing Steels in CO2 Containing Downhole Environment—A Case Study of Underground Gas Storage in LiaoHe Oil Field. Coatings. 2023; 13(4):737. https://doi.org/10.3390/coatings13040737
Chicago/Turabian StyleLiu, Jianfeng, Minghui Li, Mengqi He, Zelin Ma, Kepei Li, Ling Wang, Guotao Li, Liguo Zhou, Shaohui Zhang, and Wei Yan. 2023. "Corrosion Behaviors of N80 and 1Cr Tubing Steels in CO2 Containing Downhole Environment—A Case Study of Underground Gas Storage in LiaoHe Oil Field" Coatings 13, no. 4: 737. https://doi.org/10.3390/coatings13040737