
Microstructure Evolution and Wear Resistance of the Eutectic High-Entropy Alloy Al0.3CoCrFeNiNb0.5 Produced by Laser Metal Deposition
 ,
,  , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
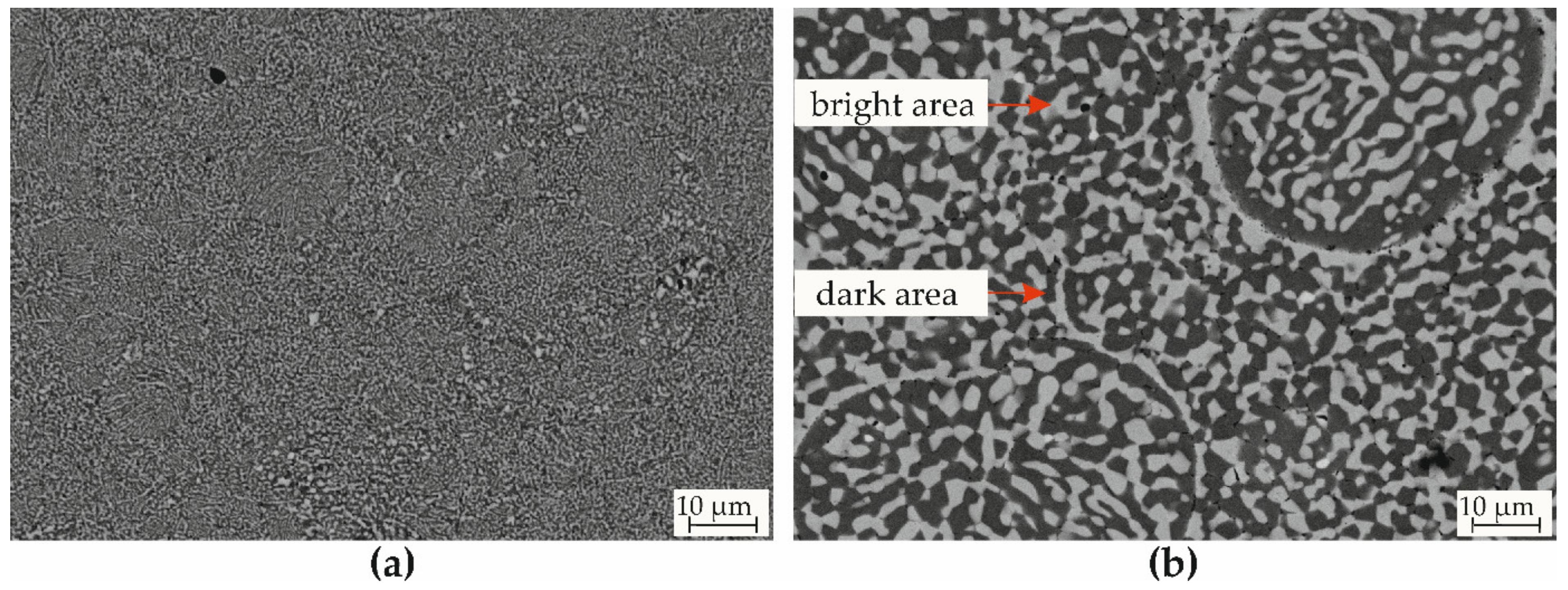
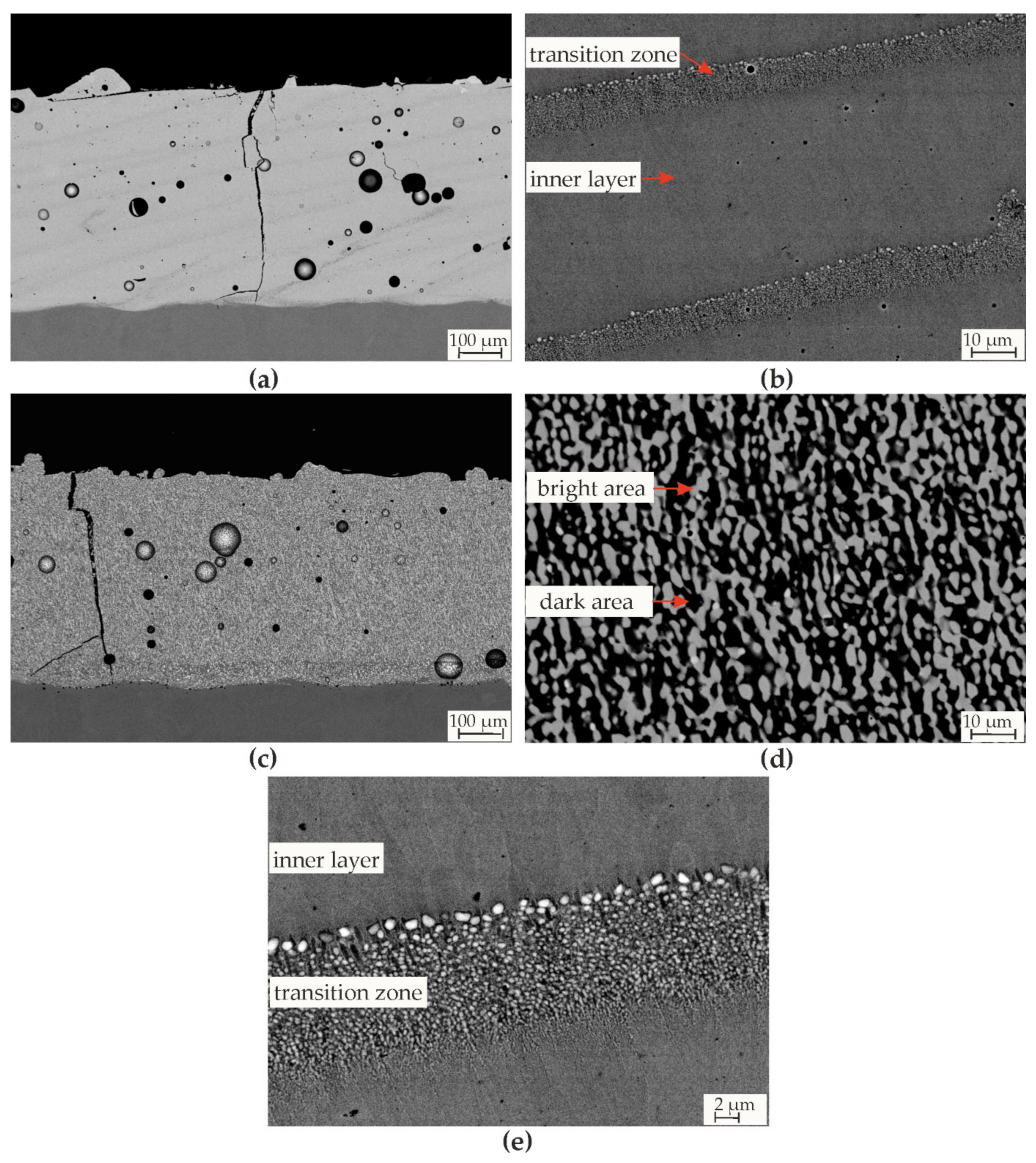
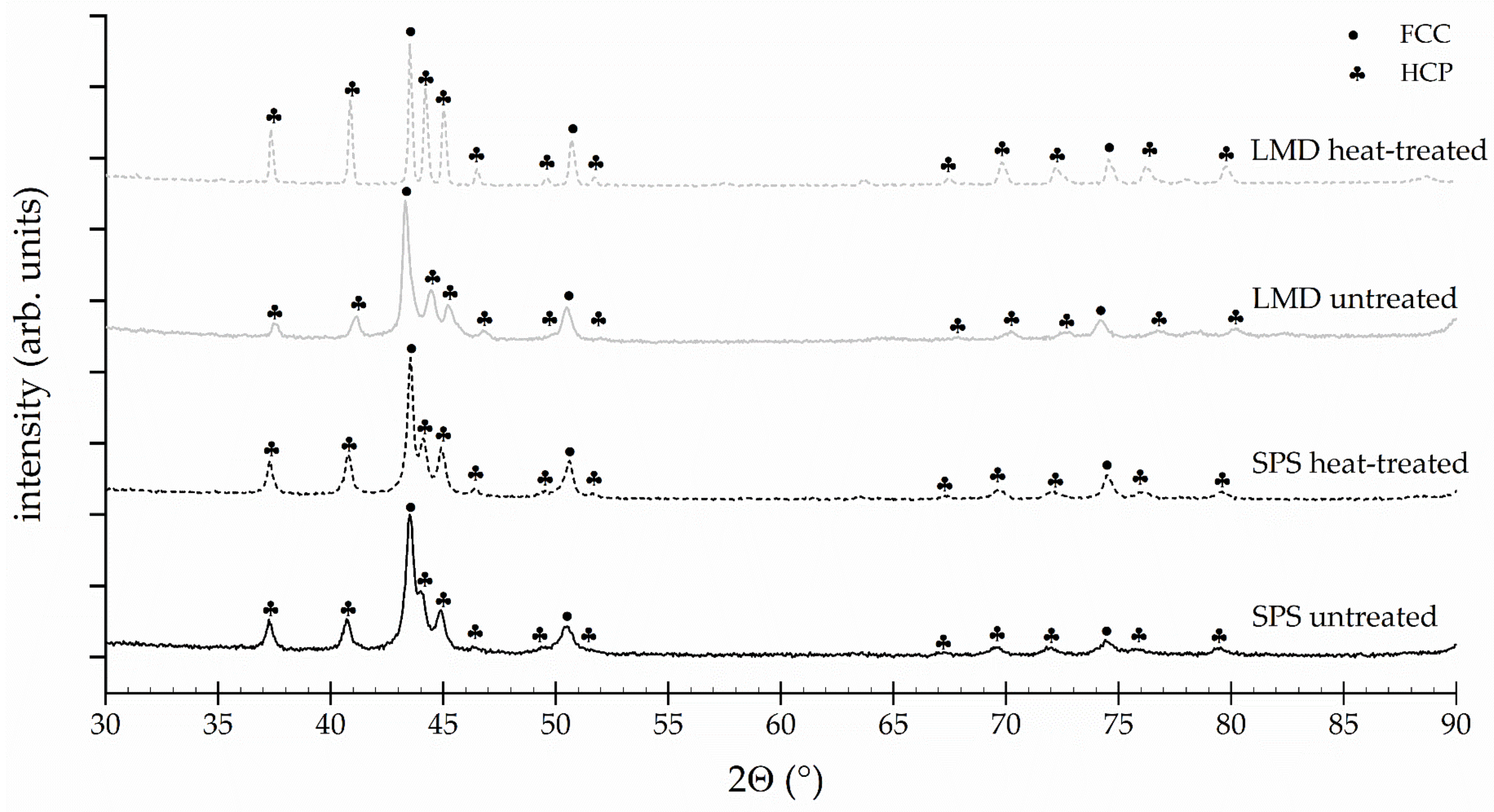
3.1. Microstructure and Phase Formation
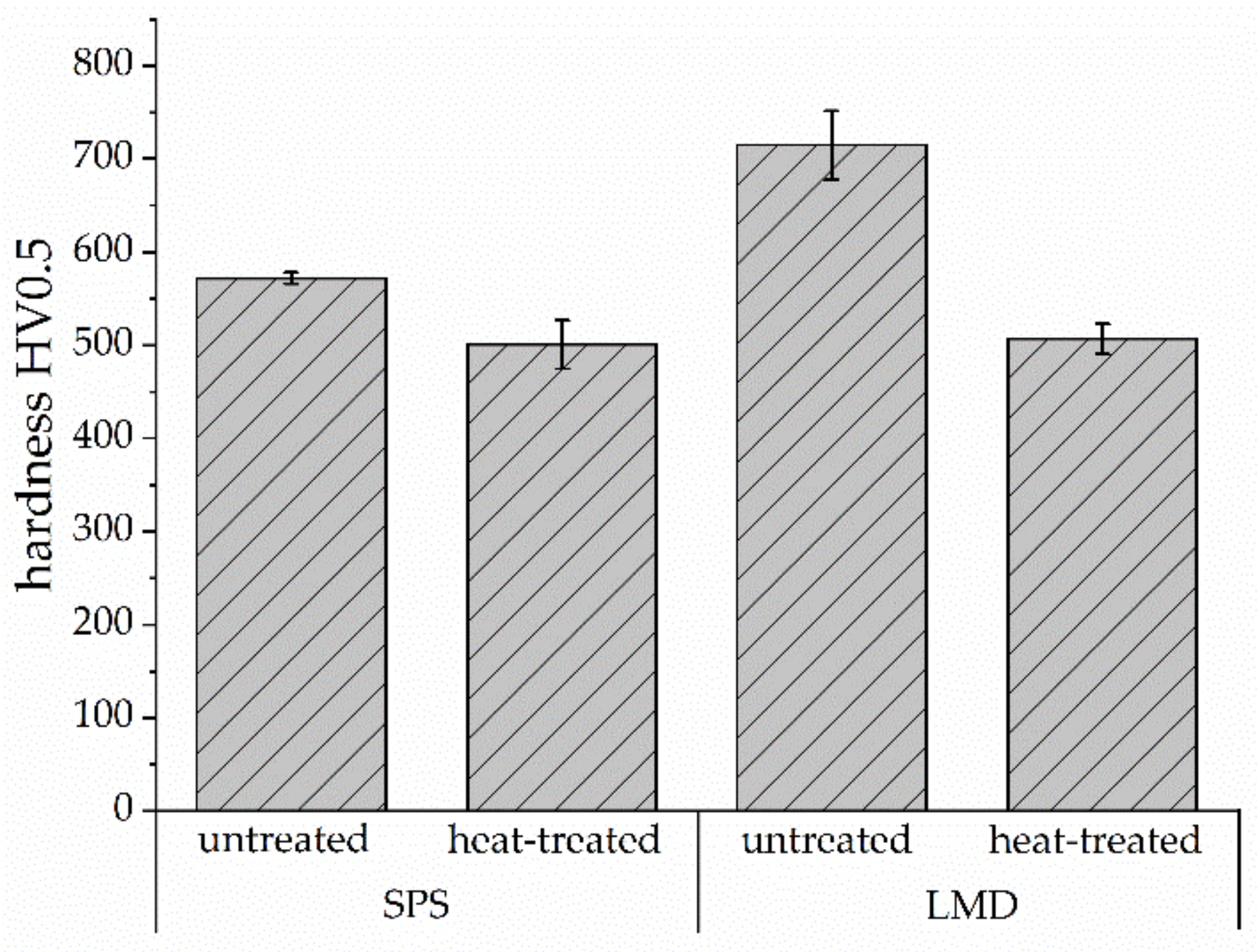
3.2. Microhardness and Wear Behavior
4. Summary and Conclusions
- Higher cooling rates in the LMD process compared to SPS led to an ultrafine eutectic structure with solid solution strengthening. Hence, the highest microhardness was detected. Furthermore, directional solidification vertical to the transition zone was determined for the LMD coating. The SPS bulk materials were shown within each particle preferential direction.
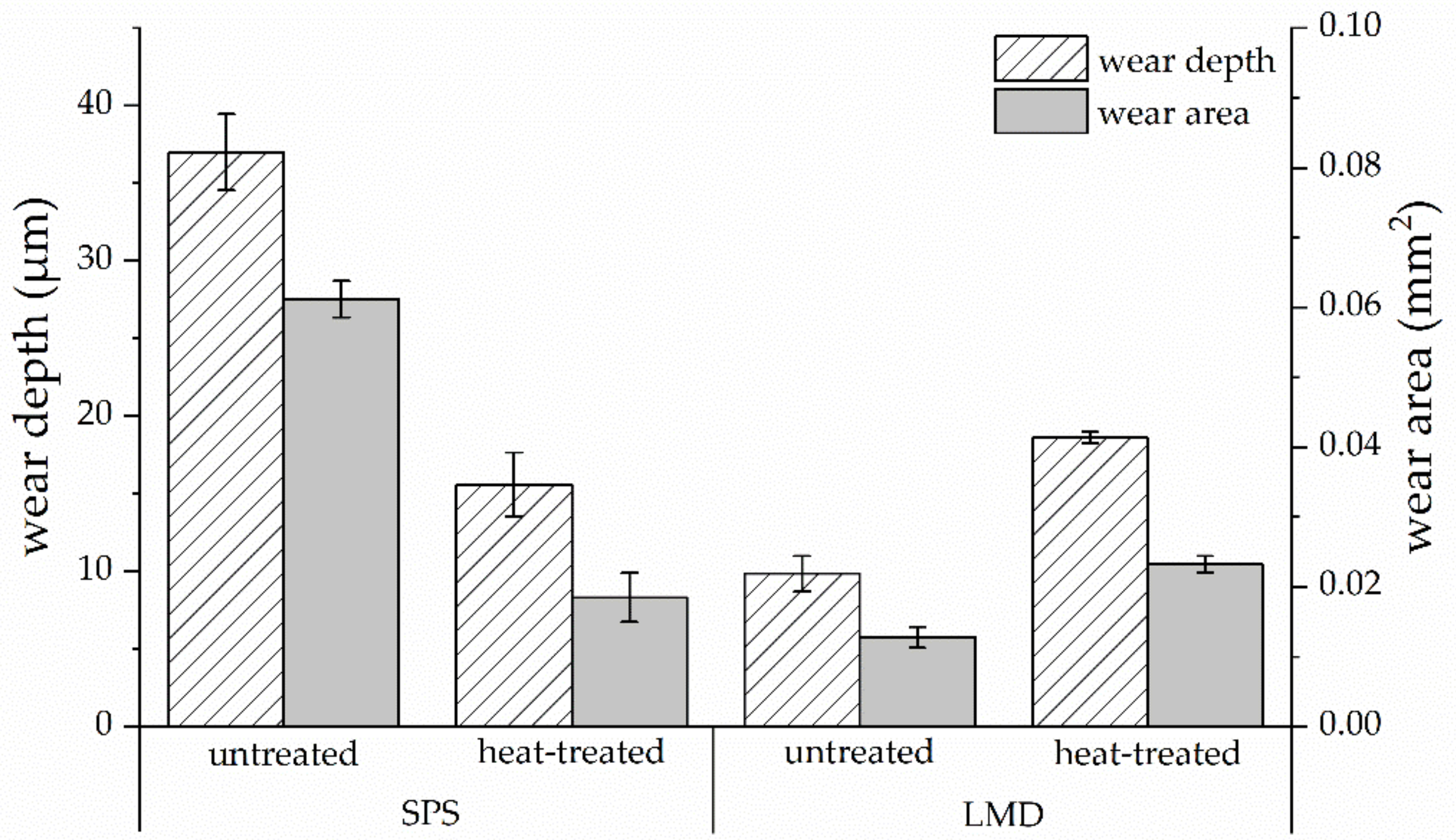
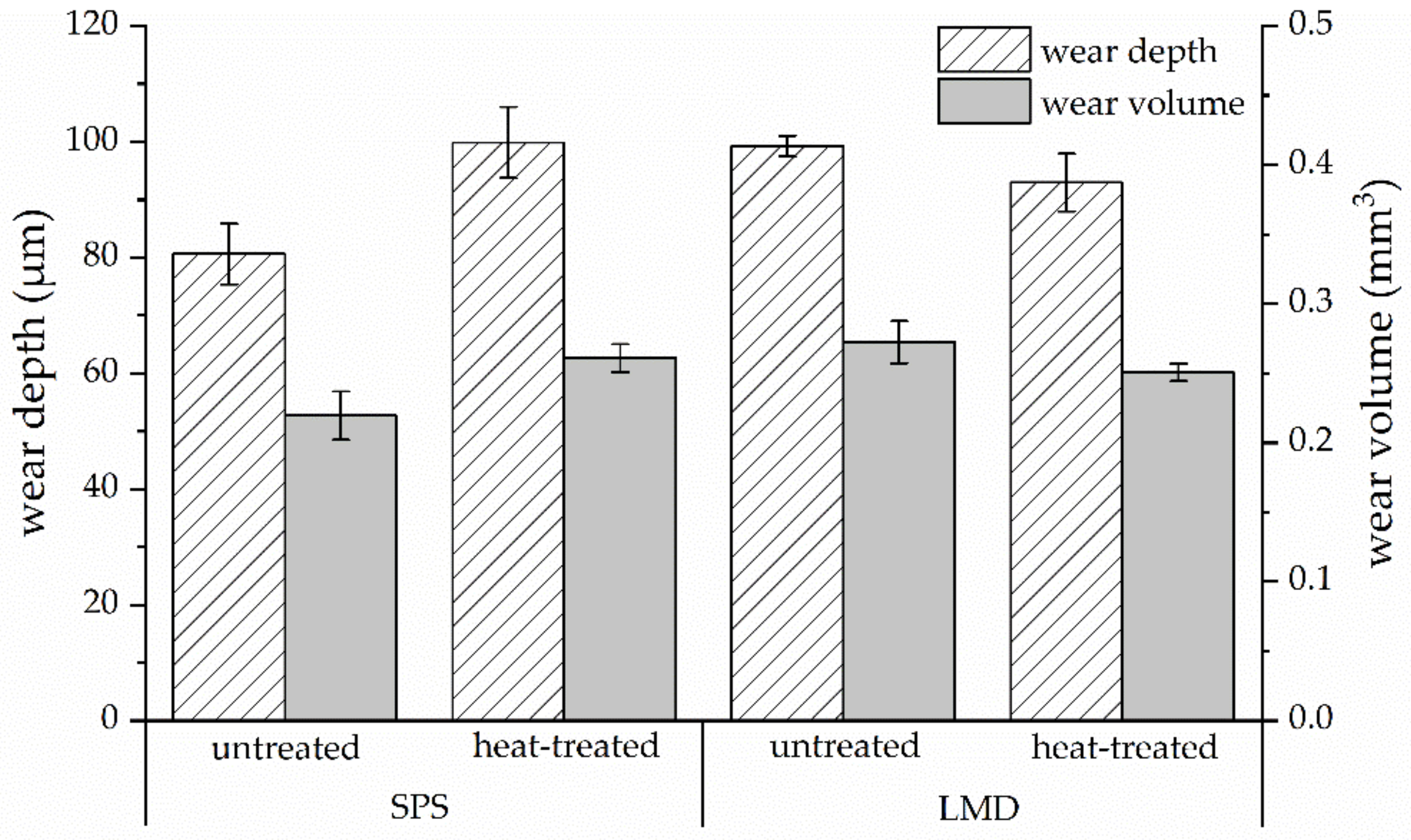
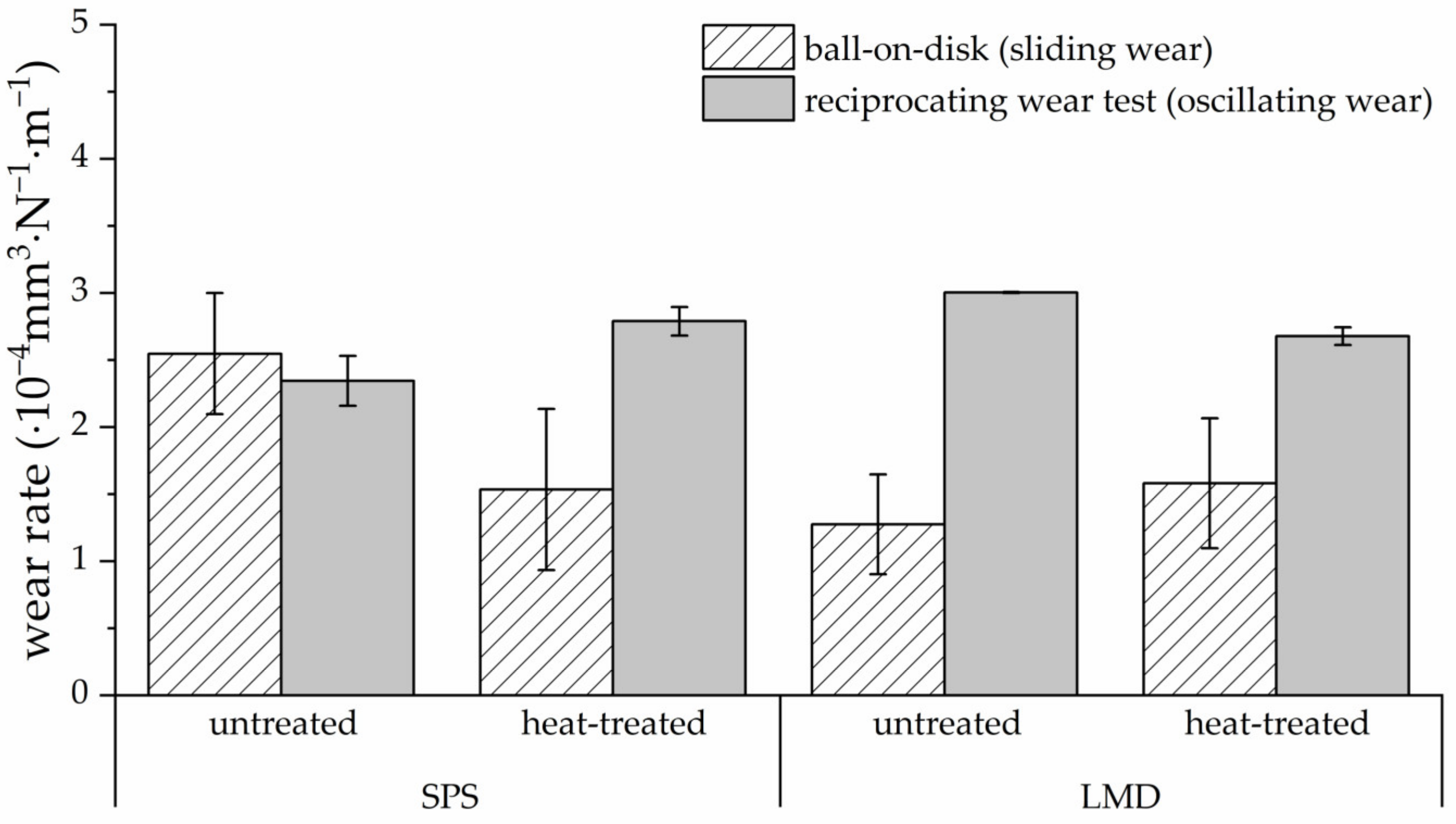
- The directionally solidified ultrafine lamellar structure of the LMD coating improved the resistance to sliding wear. This could be due to the reduced shear of the directional phase fractions. Meanwhile, the statistically distributed orientation of the lamellar structure in the SPS bulk material caused a higher reciprocating wear resistance. Pronounced bonding of the oxides in the SPS bulk material could be the reason.
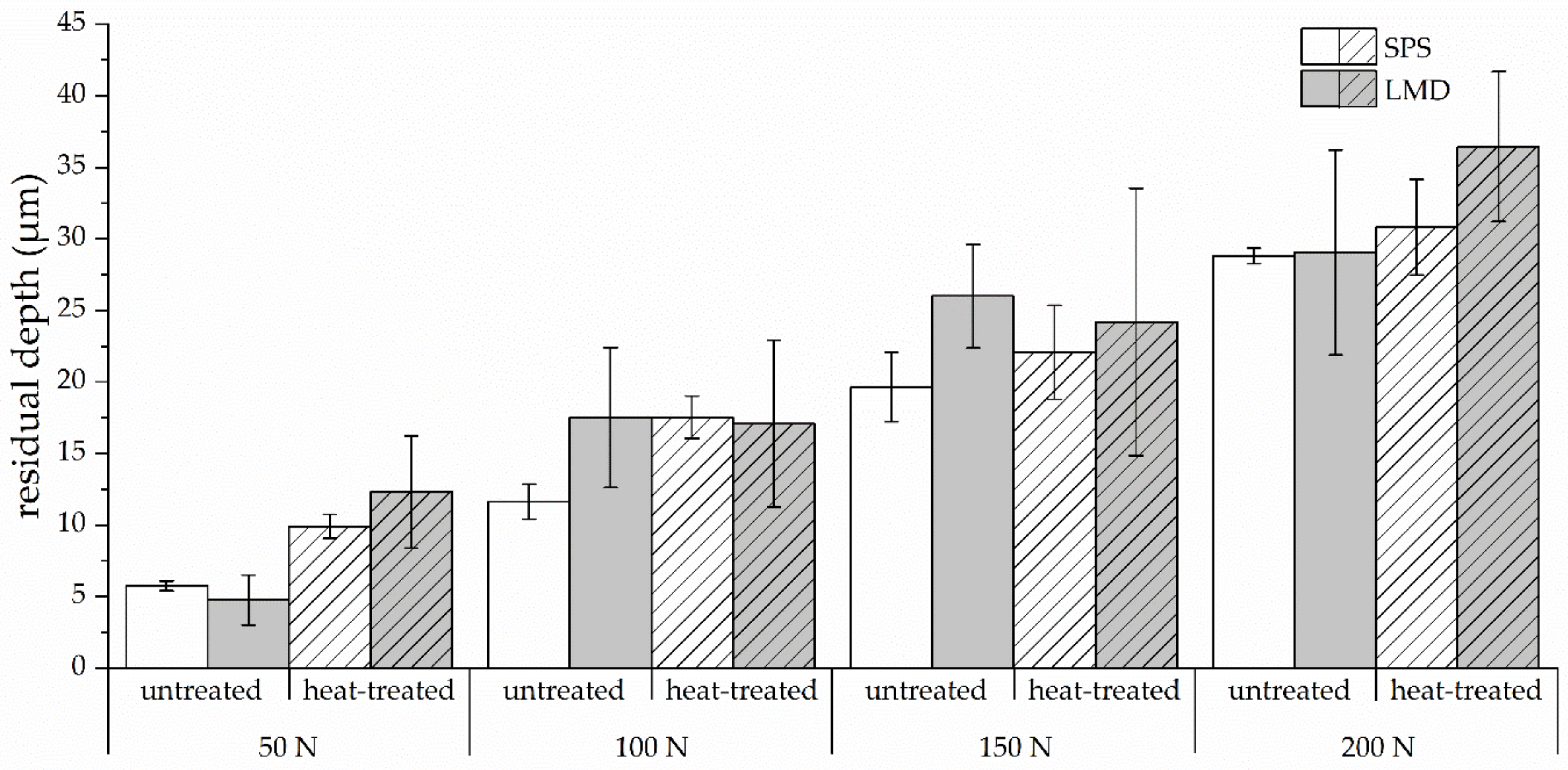
- The lamellar size instead of the preferred orientation dominated the functional properties of the heat-treated LMD coating and SPS bulk material. Hence, the heat-treated specimens with similar lamellar characteristics exhibited a comparable property profile regardless of the production route.
- An improvement in the sliding wear resistance was realized by heat-treating the SPS bulk material. The periodic orientation of the microstructure compared to the statistically distributed lamellae in the untreated SPS bulk material could be responsible.
Author Contributions
Funding

Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gao, M.C.; Yeh, J.-W.; Liaw, P.K.; Zhang, Y. High-Entropy Alloys: Fundamentals and Applications; Softcover Reprint of the Original 1st Edition 2016; Springer International Publishing: Cham, Switzerland, 2018; ISBN 978-3-319-80057-8. [Google Scholar]
- Meghwal, A.; Anupam, A.; Murty, B.S.; Berndt, C.C.; Kottada, R.S.; Ang, A.S.M. Thermal Spray High-Entropy Alloy Coatings: A Review. J. Therm. Spray Technol. 2020, 29, 857–893. [Google Scholar] [CrossRef]
- Lu, Y.; Dong, Y.; Jiang, H.; Wang, Z.; Cao, Z.; Guo, S.; Wang, T.; Li, T.; Liaw, P.K. Promising Properties and Future Trend of Eutectic High Entropy Alloys. Scr. Mater. 2020, 187, 202–209. [Google Scholar] [CrossRef]
- Moravcik, I.; Cizek, J.; Gavendova, P.; Sheikh, S.; Guo, S.; Dlouhy, I. Effect of Heat Treatment on Microstructure and Mechanical Properties of Spark Plasma Sintered AlCoCrFeNiTi0.5 High Entropy Alloy. Mater. Lett. 2016, 174, 53–56. [Google Scholar] [CrossRef]
- Singh, S.; Wanderka, N.; Murty, B.S.; Glatzel, U.; Banhart, J. Decomposition in Multi-Component AlCoCrCuFeNi High-Entropy Alloy. Acta Mater. 2011, 59, 182–190. [Google Scholar] [CrossRef]
- Yeh, J.-W.; Chen, S.-K.; Lin, S.-J.; Gan, J.-Y.; Chin, T.-S.; Shun, T.-T.; Tsau, C.-H.; Chang, S.-Y. Nanostructured High-Entropy Alloys with Multiple Principal Elements: Novel Alloy Design Concepts and Outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Zhang, Y.; Zuo, T.T.; Tang, Z.; Gao, M.C.; Dahmen, K.A.; Liaw, P.K.; Lu, Z.P. Microstructures and Properties of High-Entropy Alloys. Prog. Mater. Sci. 2014, 61, 1–93. [Google Scholar] [CrossRef]
- Lu, Y.; Dong, Y.; Guo, S.; Jiang, L.; Kang, H.; Wang, T.; Wen, B.; Wang, Z.; Jie, J.; Cao, Z.; et al. A Promising New Class of High-Temperature Alloys: Eutectic High-Entropy Alloys. Sci. Rep. 2015, 4, 6200. [Google Scholar] [CrossRef] [Green Version]
- Jiang, H.; Qiao, D.; Lu, Y.; Ren, Z.; Cao, Z.; Wang, T.; Li, T. Direct Solidification of Bulk Ultrafine-Microstructure Eutectic High-Entropy Alloys with Outstanding Thermal Stability. Scr. Mater. 2019, 165, 145–149. [Google Scholar] [CrossRef]
- Guo, Y.; Liu, L.; Zhang, Y.; Qi, J.; Wang, B.; Zhao, Z.; Shang, J.; Xiang, J. A Superfine Eutectic Microstructure and the Mechanical Properties of CoCrFeNiMox High-Entropy Alloys. J. Mater. Res. 2018, 33, 3258–3265. [Google Scholar] [CrossRef]
- Jiang, H.; Zhang, H.; Huang, T.; Lu, Y.; Wang, T.; Li, T. Microstructures and Mechanical Properties of Co2MoxNi2VWx Eutectic High Entropy Alloys. Mater. Des. 2016, 109, 539–546. [Google Scholar] [CrossRef]
- Jiao, W.; Jiang, H.; Qiao, D.; He, J.; Zhao, H.; Lu, Y.; Li, T. Effects of Mo on Microstructure and Mechanical Properties of Fe2Ni2CrMox Eutectic High Entropy Alloys. Mater. Chem. Phys. 2021, 260, 124175. [Google Scholar] [CrossRef]
- Preuß, B.; Lindner, T.; Uhlig, T.; Wagner, G.; Lampke, T. Niobium and Molybdenum as Alloying Constituents in Al0.3CoCrFeNi to Develop Eutectic High-Entropy Alloys for HVOF Spraying. J. Therm. Spray Technol. 2022, 1–10. [Google Scholar] [CrossRef]
- Wu, Z.; Bei, H.; Otto, F.; Pharr, G.M.; George, E.P. Recovery, Recrystallization, Grain Growth and Phase Stability of a Family of FCC-Structured Multi-Component Equiatomic Solid Solution Alloys. Intermetallics 2014, 46, 131–140. [Google Scholar] [CrossRef]
- Wang, W.-R.; Wang, W.-L.; Yeh, J.-W. Phases, Microstructure and Mechanical Properties of AlxCoCrFeNi High-Entropy Alloys at Elevated Temperatures. J. Alloys Compd. 2014, 589, 143–152. [Google Scholar] [CrossRef]
- Zhang, A.; Han, J.; Meng, J.; Su, B.; Li, P. Rapid Preparation of AlCoCrFeNi High Entropy Alloy by Spark Plasma Sintering from Elemental Powder Mixture. Mater. Lett. 2016, 181, 82–85. [Google Scholar] [CrossRef]
- Ji, W.; Wang, W.; Wang, H.; Zhang, J.; Wang, Y.; Zhang, F.; Fu, Z. Alloying Behavior and Novel Properties of CoCrFeNiMn High-Entropy Alloy Fabricated by Mechanical Alloying and Spark Plasma Sintering. Intermetallics 2015, 56, 24–27. [Google Scholar] [CrossRef]
- Moravcik, I.; Cizek, J.; Zapletal, J.; Kovacova, Z.; Vesely, J.; Minarik, P.; Kitzmantel, M.; Neubauer, E.; Dlouhy, I. Microstructure and Mechanical Properties of Ni1,5Co1,5CrFeTi0,5 High Entropy Alloy Fabricated by Mechanical Alloying and Spark Plasma Sintering. Mater. Des. 2017, 119, 141–150. [Google Scholar] [CrossRef]
- Riva, S.; Brown, S.G.R.; Lavery, N.P.; Tudball, A.; Yusenko, K.V. Spark Plasma Sintering of High Entropy Alloys. In Spark Plasma Sintering of Materials; Cavaliere, P., Ed.; Springer International Publishing: Cham, Switzerland, 2019; pp. 517–538. ISBN 978-3-030-05326-0. [Google Scholar]
- Sriharitha, R.; Murty, B.S.; Kottada, R.S. Alloying, Thermal Stability and Strengthening in Spark Plasma Sintered AlxCoCrCuFeNi High Entropy Alloys. J. Alloys Compd. 2014, 583, 419–426. [Google Scholar] [CrossRef]
- Cieslak, J.; Tobola, J.; Berent, K.; Marciszko, M. Phase Composition of AlxFeNiCrCo High Entropy Alloys Prepared by Sintering and Arc-Melting Methods. J. Alloys Compd. 2018, 740, 264–272. [Google Scholar] [CrossRef]
- Pan, W.; Fu, P.; Li, Z.; Chen, H.; Tang, Q.; Dai, P.; Liu, C.; Lin, L. Microstructure and Mechanical Properties of AlCoCrFeNi2.1 Eutectic High-Entropy Alloy Synthesized by Spark Plasma Sintering of Gas-Atomized Powder. Intermetallics 2022, 144, 107523. [Google Scholar] [CrossRef]
- Shamsaei, N.; Yadollahi, A.; Bian, L.; Thompson, S.M. An Overview of Direct Laser Deposition for Additive Manufacturing; Part II: Mechanical Behavior, Process Parameter Optimization and Control. Addit. Manuf. 2015, 8, 12–35. [Google Scholar] [CrossRef]
- Zhang, Y.; Koch, C.C.; Ma, S.G.; Zhang, H.; Pan, Y. Fabrication Routes. In High-Entropy Alloys; Gao, M.C., Yeh, J.-W., Liaw, P.K., Zhang, Y., Eds.; Springer International Publishing: Cham, Switzerland, 2016; pp. 151–179. ISBN 978-3-319-27011-1. [Google Scholar]
- Lindner, T.; Liborius, H.; Töberling, G.; Vogt, S.; Preuß, B.; Rymer, L.-M.; Schubert, A.; Lampke, T. High-Speed Laser Metal Deposition of CrFeCoNi and AlCrFeCoNi HEA Coatings with Narrow Intermixing Zone and Their Machining by Turning and Diamond Smoothing. Coatings 2022, 12, 879. [Google Scholar] [CrossRef]
- Qiu, X.-W.; Liu, C.-G. Microstructure and Properties of Al2CrFeCoCuTiNi High-Entropy Alloys Prepared by Laser Cladding. J. Alloys Compd. 2013, 553, 216–220. [Google Scholar] [CrossRef]
- Wen, X.; Cui, X.; Jin, G.; Liu, Y.; Zhang, Y.; Fang, Y. In-Situ Synthesis of Nano-Lamellar Ni1.5CrCoFe0.5Mo0.1Nbx Eutectic High-Entropy Alloy Coatings by Laser Cladding: Alloy Design and Microstructure Evolution. Surf. Coat. Technol. 2021, 405, 126728. [Google Scholar] [CrossRef]
- Baker, I.; Wu, M.; Wang, Z. Eutectic/Eutectoid Multi-Principle Component Alloys: A Review. Mater. Charact. 2019, 147, 545–557. [Google Scholar] [CrossRef]
- Huang, L.; Sun, Y.; Chen, N.; Luan, H.; Le, G.; Liu, X.; Ji, Y.; Lu, Y.; Liaw, P.K.; Yang, X.; et al. Simultaneously Enhanced Strength-Ductility of AlCoCrFeNi2.1 Eutectic High-Entropy Alloy via Additive Manufacturing. Mater. Sci. Eng. A 2022, 830, 142327. [Google Scholar] [CrossRef]
- Cao, X.; Wu, C.; Liu, Y.; Peng, H.; Su, X. Eutectic Reaction and Microstructure Stability in CoCrFeNiNbx High-Entropy Alloys. Metals 2022, 12, 756. [Google Scholar] [CrossRef]
- Jiang, L.; Lu, Y.; Wu, W.; Cao, Z.; Li, T. Microstructure and Mechanical Properties of a CoFeNi2V0.5Nb0.75 Eutectic High Entropy Alloy in As-Cast and Heat-Treated Conditions. J. Mater. Sci. Technol. 2016, 32, 245–250. [Google Scholar] [CrossRef]
- John, R.; Karati, A.; Joseph, J.; Fabijanic, D.; Murty, B.S. Microstructure and Mechanical Properties of a High Entropy Alloy with a Eutectic Composition (AlCoCrFeNi2.1) Synthesized by Mechanical Alloying and Spark Plasma Sintering. J. Alloys Compd. 2020, 835, 155424. [Google Scholar] [CrossRef]
- Jiang, H.; Jiang, L.; Qiao, D.; Lu, Y.; Wang, T.; Cao, Z.; Li, T. Effect of Niobium on Microstructure and Properties of the CoCrFeNb x Ni High Entropy Alloys. J. Mater. Sci. Technol. 2017, 33, 712–717. [Google Scholar] [CrossRef]
- Liu, W.H.; He, J.Y.; Huang, H.L.; Wang, H.; Lu, Z.P.; Liu, C.T. Effects of Nb Additions on the Microstructure and Mechanical Property of CoCrFeNi High-Entropy Alloys. Intermetallics 2015, 60, 1–8. [Google Scholar] [CrossRef]
- Scherrer, P. Bestimmung der inneren Struktur und der Größe von Kolloidteilchen mittels Röntgenstrahlen. In Kolloidchemie Ein Lehrbuch; Springer: Berlin/Heidelberg, Germany, 1912; pp. 387–409. ISBN 978-3-662-33517-8. [Google Scholar]
- Löbel, M.; Lindner, T.; Clauß, S.; Pippig, R.; Dietrich, D.; Lampke, T. Microstructure and Wear Behavior of the High-Velocity-Oxygen-Fuel Sprayed and Spark Plasma Sintered High-Entropy Alloy AlCrFeCoNi. Adv. Eng. Mater. 2021, 23, 2001253. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Power (W) | Path Velocity (m∙s−1) | Trace Offset (mm) | Feeding Rate (g∙min−1) | Ar Gas Flow Rate (L∙min−1) | Layer Thickness (mm) |
|---|---|---|---|---|---|
| 4000 | 0.5 | 0.3 | 31.0 | 12.0 | approx. 0.5 |
| Ball-On-Disk Test | Reciprocating Wear Test | Scratch Test | |||
|---|---|---|---|---|---|
| Force | 20 N | Force | 26 N | Force | Progressive 1–200 N |
| Radius | 5 mm | Frequency | 40 Hz | Speed | 2.5 mm/min |
| Speed | 96 RPM | Time | 900 s | Length | 5 mm |
| Cycles | 15,916 | Amplitude | 0.5 mm | Tip | Truncated diamond cone |
| Counter body | Al2O3 (ø 6 mm) | Counter body | Al2O3 (ø 10 mm) | Radius | 200 µm |
| Production Route | State | Area | Al | Co | Cr | Fe | Ni | Nb |
|---|---|---|---|---|---|---|---|---|
| Nominal | - | - | 6.3 | 20.8 | 20.8 | 20.8 | 20.8 | 10.5 |
| SPS | untreated | - | 5.6 | 20.7 | 20.8 | 20.9 | 20.5 | 11.5 |
| heat-treated | dark area | 7.2 | 20.2 | 22.9 | 22.7 | 23.8 | 3.2 | |
| bright area | 3.5 | 20.6 | 19.2 | 19.1 | 17.0 | 20.6 | ||
| LMD | untreated | transition zone | 5.8 | 20.4 | 20.7 | 21.0 | 20.7 | 11.4 |
| inner layer | 6.4 | 20.4 | 20.8 | 20.5 | 20.7 | 11.2 | ||
| heat-treated | dark area | 7.4 | 20.3 | 22.8 | 22.4 | 24.1 | 3.0 | |
| bright area | 3.4 | 20.4 | 18.1 | 18.6 | 16.0 | 23.5 |
| State | Lattice Parameter | |
|---|---|---|
| FCC | HCP | |
| SPS untreated | a = 3.60 Å | a = 4.83 Å c = 7.85 Å |
| SPS heat-treated | a = 3.60 Å | a = 4.82 Å c = 7.83 Å |
| LMD untreated | a = 3.61 Å | a = 4.79 Å c = 7.77 Å |
| LMD heat-treated | a = 3.60 Å | a = 4.85 Å c = 7.80 Å |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Preuß, B.; Lindner, T.; Uhlig, T.; Tapia Cabrera, J.E.; Schwarz, H.; Wagner, G.; Seyller, T.; Lampke, T. Microstructure Evolution and Wear Resistance of the Eutectic High-Entropy Alloy Al0.3CoCrFeNiNb0.5 Produced by Laser Metal Deposition. Coatings 2023, 13, 585. https://doi.org/10.3390/coatings13030585
Preuß B, Lindner T, Uhlig T, Tapia Cabrera JE, Schwarz H, Wagner G, Seyller T, Lampke T. Microstructure Evolution and Wear Resistance of the Eutectic High-Entropy Alloy Al0.3CoCrFeNiNb0.5 Produced by Laser Metal Deposition. Coatings. 2023; 13(3):585. https://doi.org/10.3390/coatings13030585
Chicago/Turabian StylePreuß, Bianca, Thomas Lindner, Thomas Uhlig, Jorge Eduardo Tapia Cabrera, Holger Schwarz, Guntram Wagner, Thomas Seyller, and Thomas Lampke. 2023. "Microstructure Evolution and Wear Resistance of the Eutectic High-Entropy Alloy Al0.3CoCrFeNiNb0.5 Produced by Laser Metal Deposition" Coatings 13, no. 3: 585. https://doi.org/10.3390/coatings13030585