
Influence of Milling Conditions on AlxCoCrFeNiMoy Multi-Principal-Element Alloys

 , , ,
, , ,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
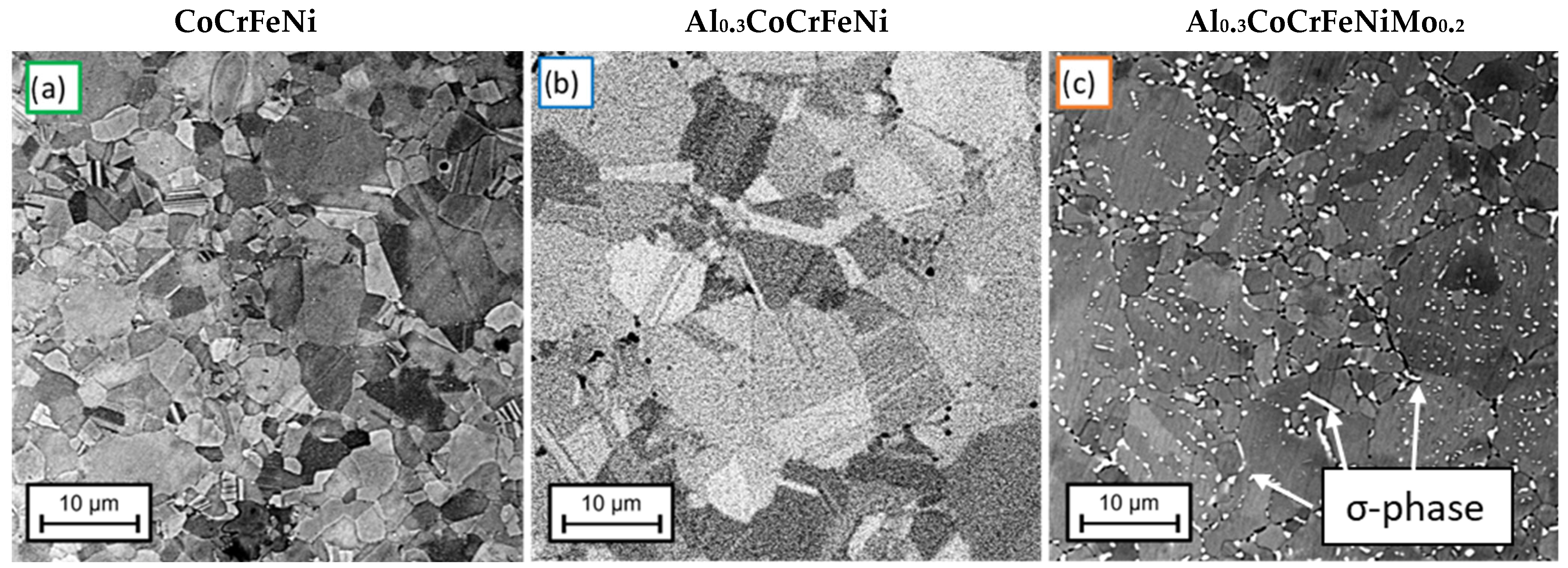
2.1. Material Preparation
2.2. Milling Experiments
2.3. Design of Experiment (DoE)
2.4. Analysis
3. Results
3.1. Milling Process
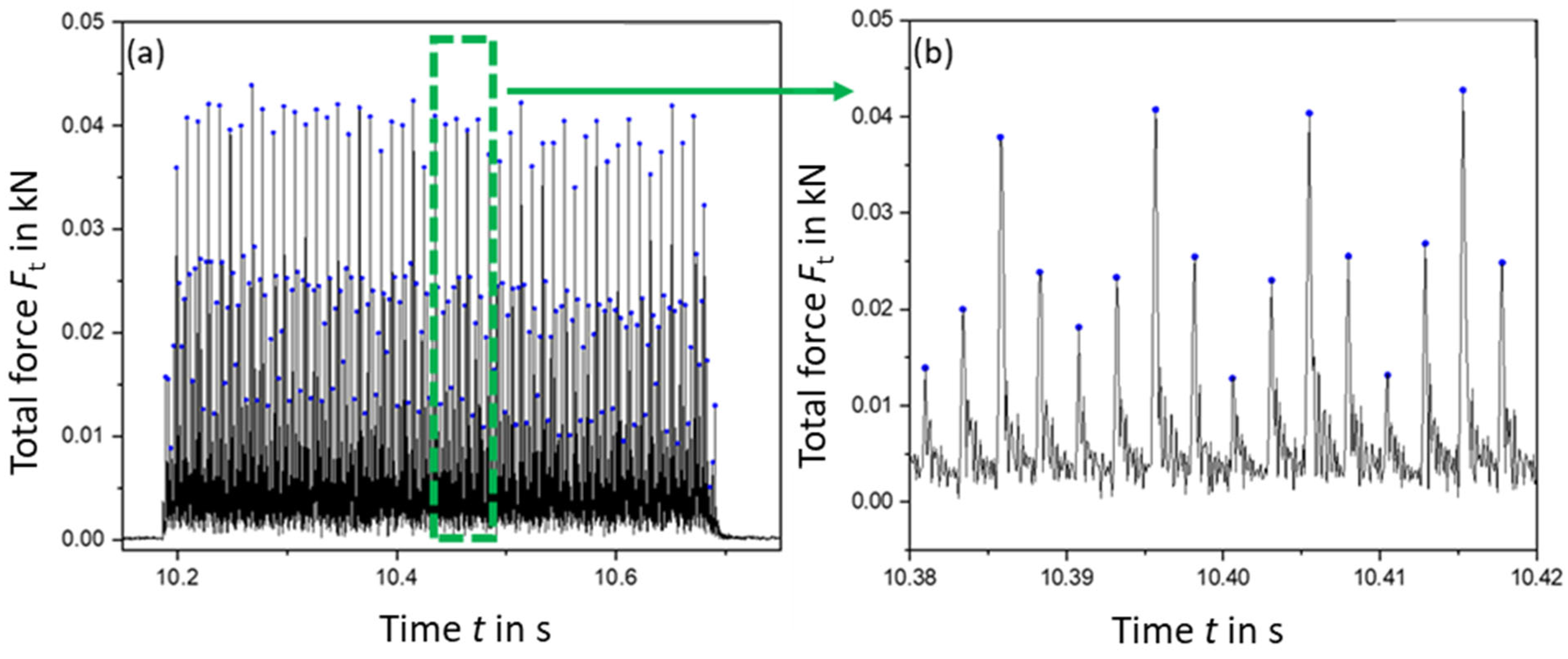
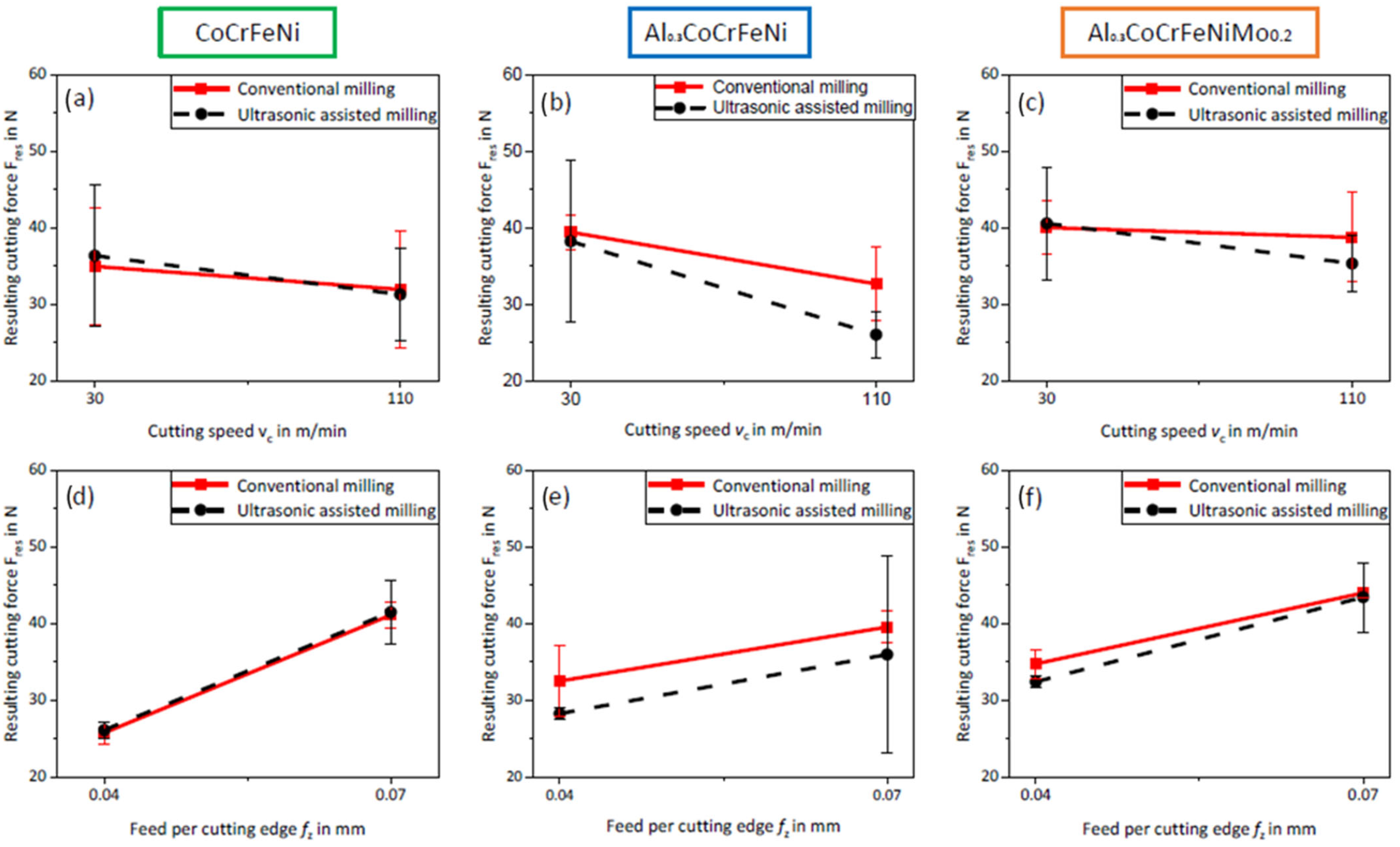
3.1.1. Cutting Force
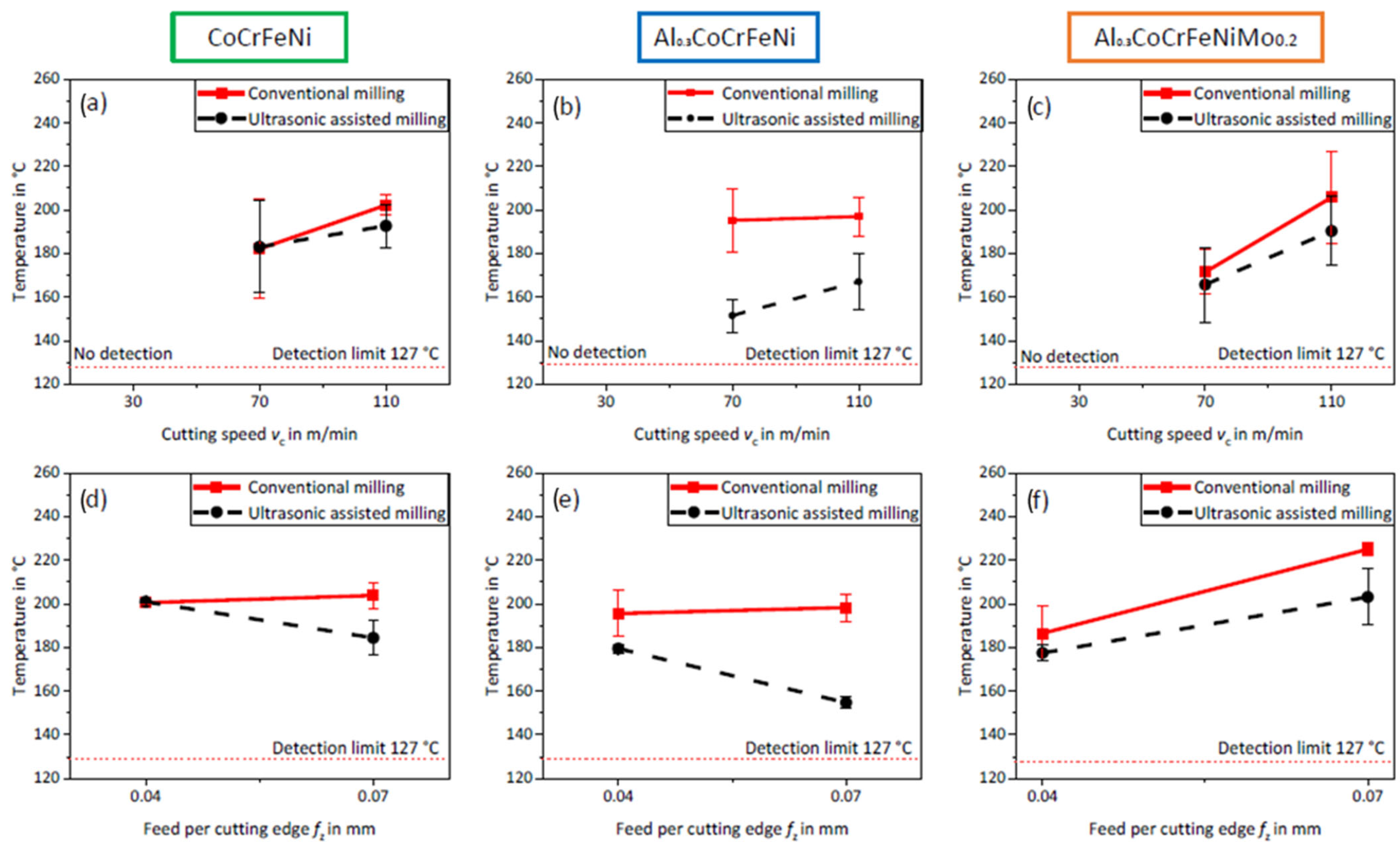
3.1.2. Process Temperatures
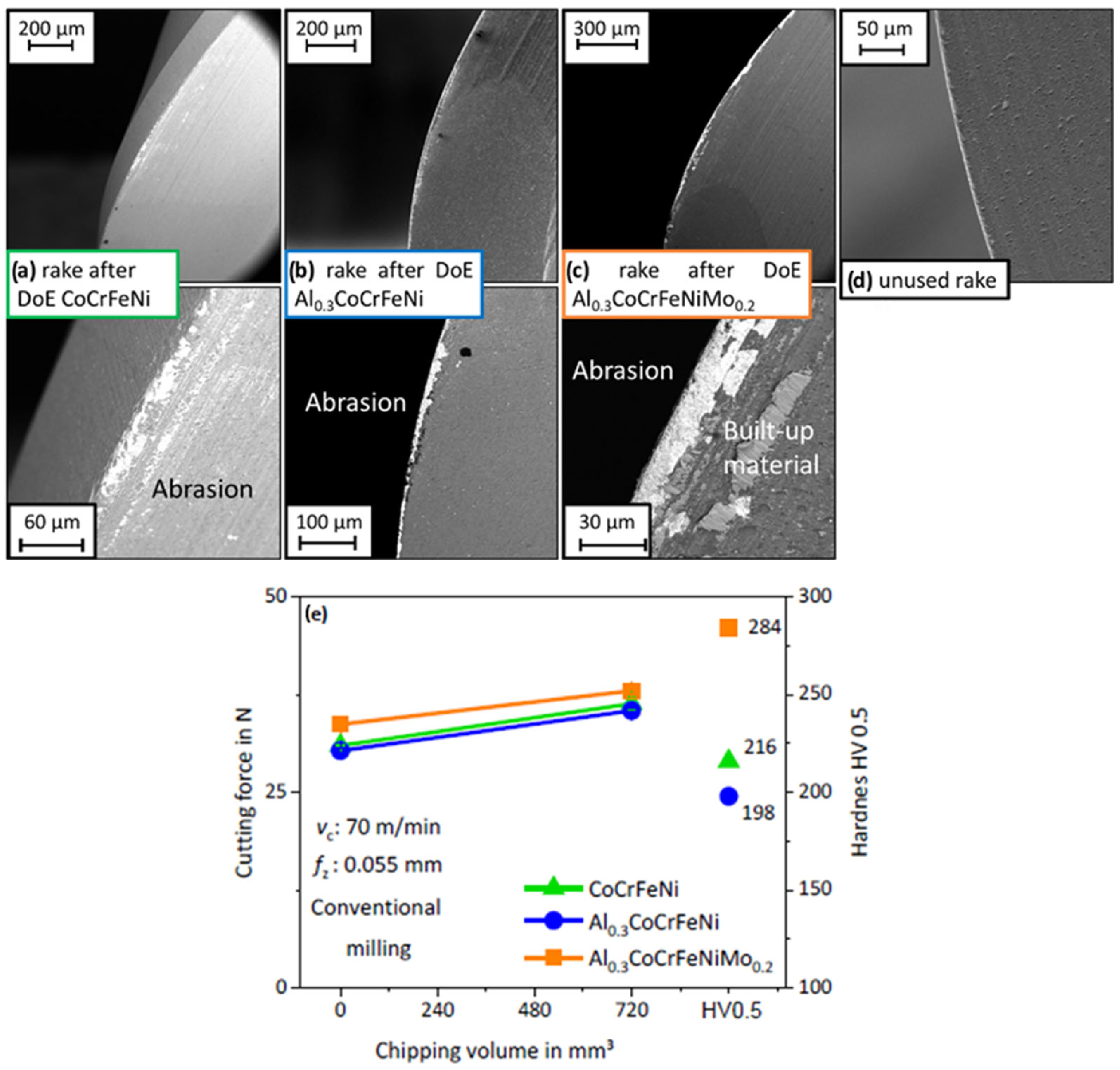
3.2. Effect on Tool Wear Out
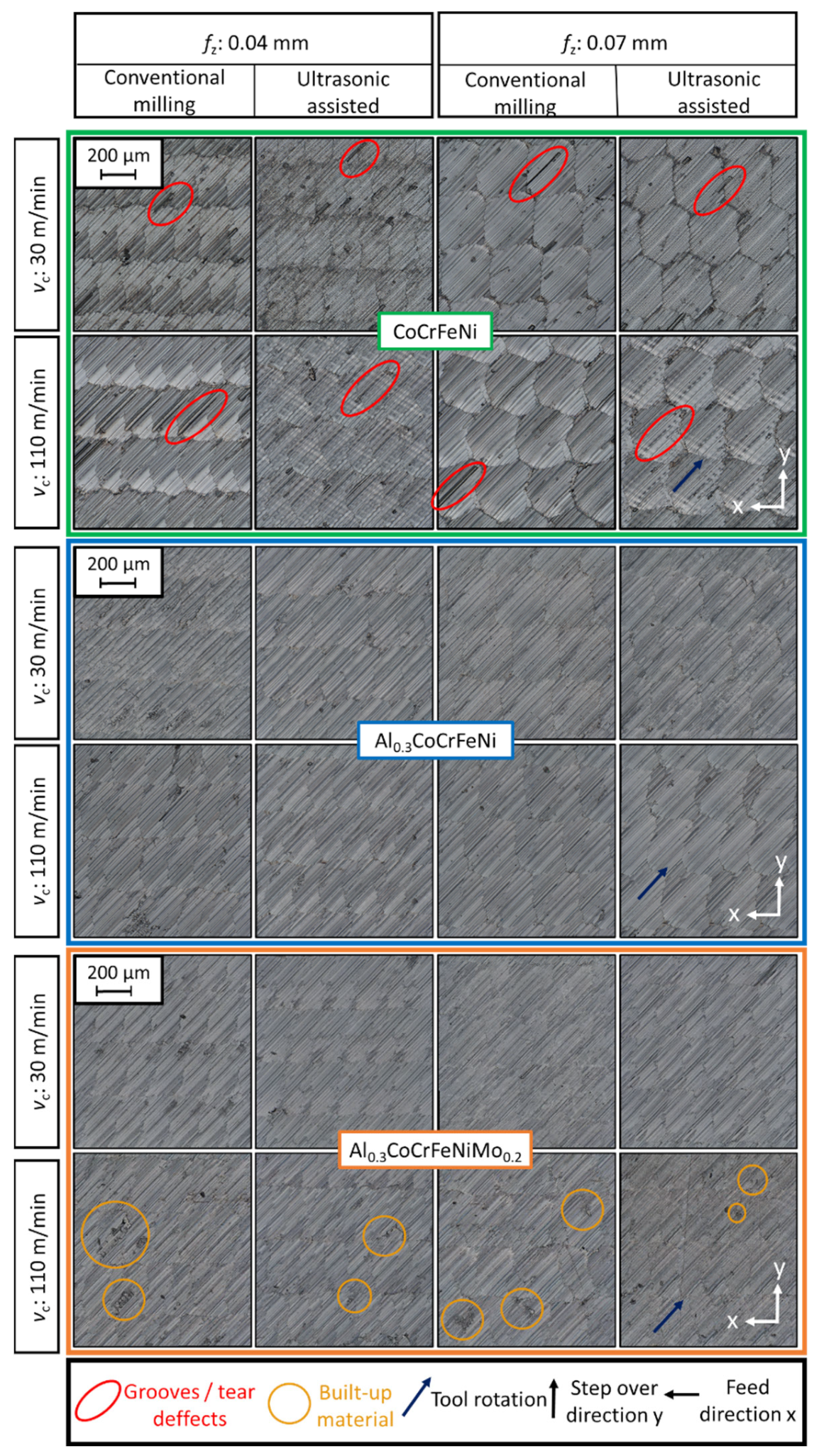
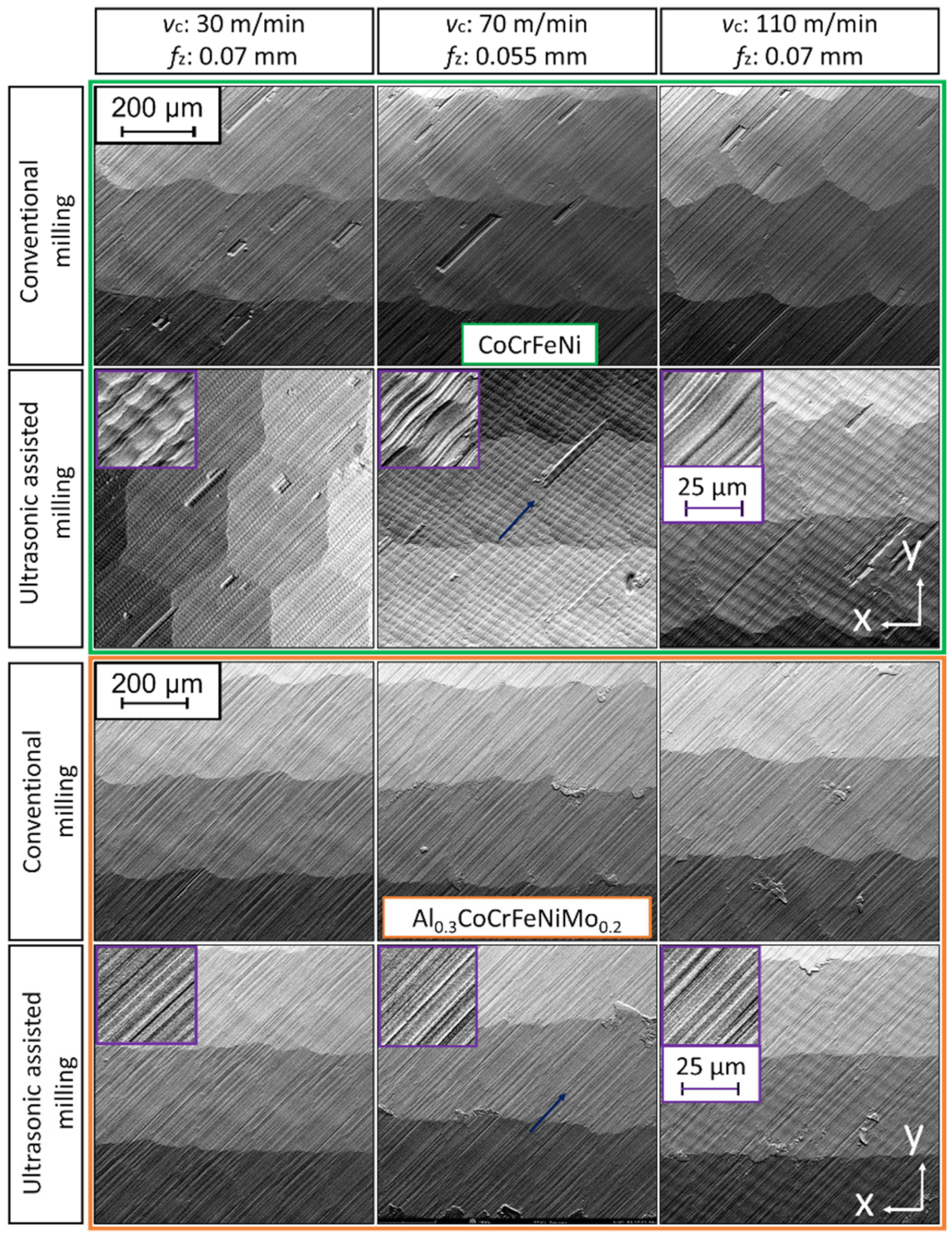
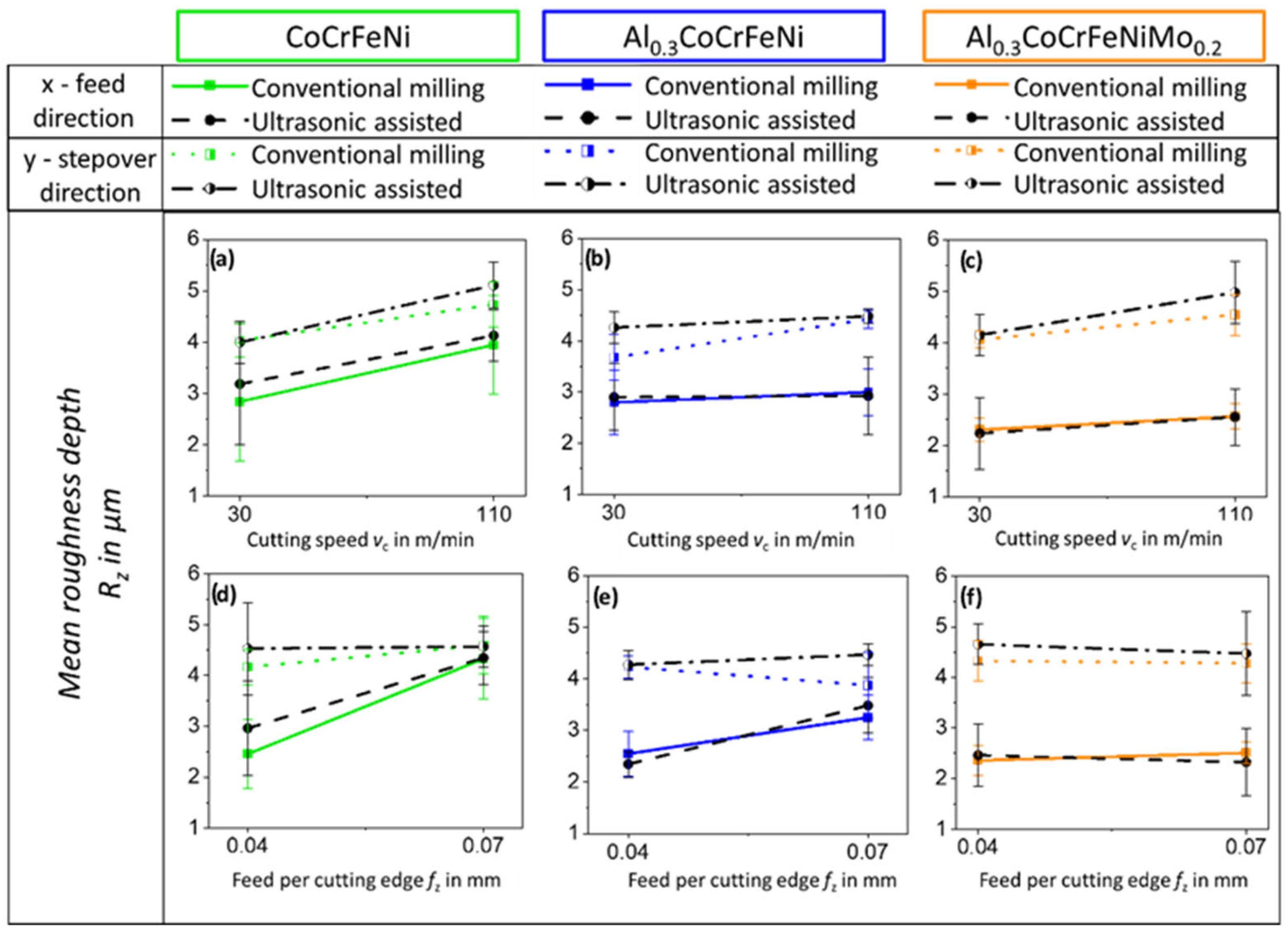
3.3. Surface Integrity
4. Conclusions
- Cutting forces were minimized by using high cutting speed (110 m/min) and low feed per cutting edge (0.04 mm). The use of ultrasonic assistance showed a positive influence in reducing cutting forces.
- Increasing cutting speed led to increasing temperature on the tool edge. In comparison with conventional milling, the use of ultrasonic assistance led to a reduction in temperatures, especially significant at the conditions with the highest temperatures.
- Roughness parameters in the feed direction increased with increasing feed per cutting edge, according to expected geometry of the finished surface.
- The presence of hard particles in CoCrFeNi enhanced tool deflection and vibrations, leading to significantly higher roughness at higher cutting speed, and resulted in a high population of grooves and tear defects on the machined surface, which can be detrimental to the surface integrity.
- The Al0.3CoCrFeNiMo0.2 showed redeposited material on the milled surface as built-up edge defects at increased cutting speed, in accordance with the built-up edge observed on the tool edge, and the highest temperatures were reported for this alloy.
- The Al0.3CoCrFeNi alloy reported the highest quality of surface finish in terms of frequency of surface defects, correlating with the lowest hardness and cutting forces, as well as a microstructure free of hard inclusions or precipitates.
Author Contributions
Funding

Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yeh, W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Ranganathan, S. Alloyed pleasures: Multimetallic cocktails. Curr. Sci. 2003, 85, 1404–1406. [Google Scholar]
- Gao, M.C.; Yeh, J.-W.; Liaw, P.K.; Zhang, Y. High-Entropy Alloys Fundamentals and Applications; Springer International: Basel, Switzerland, 2016. [Google Scholar] [CrossRef]
- Manzoni, A.M.; Glatzel, U. High-Entropy Alloys: Balancing Strength and Ductility at Room Temperature. In Reference Module in Materials Science and Materials Engineering; Elsevier Inc.: Amsterdam, The Netherlands, 2020. [Google Scholar] [CrossRef]
- Torbati-Sarraf, H.; Shabani, M.; Jablonski, P.D.; Pataky, G.J.; Poursaee, A. The influence of incorporation of Mn on the pitting corrosion performance of CrFeCoNi High Entropy Alloy at different temperatures. Mater. Des. 2019, 184, 108170. [Google Scholar] [CrossRef]
- Wang, W.-R.; Wang, W.-L.; Yeh, J.-W. Phases, microstructure and mechanical properties of AlxCoCrFeNi high-entropy alloys at elevated temperatures. J. Alloys Compd. 2014, 589, 143–152. [Google Scholar] [CrossRef]
- Wu, Z.; Bei, H.; Pharr, G.M.; George, E.P. Temperature dependence of the mechanical properties of equiatomic solid solution alloys with face-centered cubic crystal structures. Acta Mater. 2014, 81, 428–441. [Google Scholar] [CrossRef]
- Liu, J.; Guo, X.; Lin, Q.; He, Z.; An, X.; Li, L.; Liaw, P.K.; Liao, X.; Yu, L.; Lin, J.; et al. Excellent ductility and serration feature of metastable CoCrFeNi high-entropy alloy at extremely low temperatures. Sci. China Mater. 2018, 62, 853–863. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.-R.; Wang, W.-L.; Wang, S.-C.; Tsai, Y.-C.; Lai, C.-H.; Yeh, J.-W. Effects of Al addition on the microstructure and mechanical property of AlxCoCrFeNi high-entropy alloys. Intermetallics 2012, 26, 44–51. [Google Scholar] [CrossRef]
- Kao, Y.-F.; Chen, T.-J.; Chen, S.-K.; Yeh, J.-W. Microstructure and mechanical property of as-cast, -homogenized, and -deformed AlxCoCrFeNi (0 ≤ x ≤ 2) high-entropy alloys. J. Alloys Compd. 2009, 488, 57–64. [Google Scholar] [CrossRef]
- Chou, H.-P.; Chang, Y.-S.; Chen, S.-K.; Yeh, J.-W. Microstructure, thermophysical and electrical properties in AlxCoCrFeNi (0 ≤ x ≤ 2) high-entropy alloys. Mater. Sci. Eng. B 2009, 163, 184–189. [Google Scholar] [CrossRef]
- Shun, T.-T.; Du, Y.-C. Microstructure and tensile behaviors of FCC Al0.3CoCrFeNi high entropy alloy. J. Alloys Compd. 2009, 479, 157–160. [Google Scholar] [CrossRef]
- Li, C.; Li, J.C.; Zhao, M.; Jiang, Q. Effect of aluminum contents on microstructure and properties of AlxCoCrFeNi alloys. J. Alloys Compd. 2010, 504, S515–S518. [Google Scholar] [CrossRef]
- Rymer, L.M.; Frint, P.; Lindner, T.; Gebel, G.; Lobel, M.; Lampke, T. Strain-Rate Sensitive Deformation Behavior under Tension and Compression of Al0.3CrFeCoNiMo0.2. Adv. Eng. Mater. 2022, 24, 2100921. [Google Scholar] [CrossRef]
- Mane, R.B.; Panigrahi, B.B. Sintering mechanisms of mechanically alloyed CoCrFeNi high-entropy alloy powders. J. Mater. Res. 2018, 33, 3321–3329. [Google Scholar] [CrossRef]
- Löbel, M.; Lindner, T.; Hunger, R.; Berger, R.; Lampke, T. Precipitation Hardening of the HVOF Sprayed Single-Phase High-Entropy Alloy CrFeCoNi. Coatings 2020, 10, 701. [Google Scholar] [CrossRef]
- Guo, J.; Goh, M.; Zhu, Z.; Lee, X.; Nai, M.L.S.; Wei, J. On the machining of selective laser melting CoCrFeMnNi high-entropy alloy. Mater. Des. 2018, 153, 211–220. [Google Scholar] [CrossRef]
- Clauß, B.; Liborius, H.; Lindner, T.; Löbel, M.; Schnubert, A.; Lampke, T. Influence of the cutting parameters on the surface properties in turning of a thermally sprayed AlCoCrFeNiTi coating. Procedia CIRP 2020, 87, 19–24. [Google Scholar] [CrossRef]
- Richter, T.; Schröpfer, D.; Rhode, M.; Börner, A. Influence of modern machining processes on the surface integrity of high-entropy alloys. Symp. Mater. Join. Technol. 2020, 882, 012016. [Google Scholar] [CrossRef]
- Liborius, H.; Uhlig, T.; Clauß, B.; Nestler, A.; Lindner, T.; Schubert, A.; Wagner, G.; Lampke, T. Influence of the cutting material on tool wear, surface roughness, and force components for different cutting speeds in face turning of CoCrFeNi high-entropy alloys. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1147, 012008. [Google Scholar] [CrossRef]
- Litwa, P.; Hernandez-Nava, E.; Guan, D.; Goodall, R.; Wika, K.K. The additive manufacture processing and machinability of CrMnFeCoNi high entropy alloy. Mater. Des. 2021, 198, 109380. [Google Scholar] [CrossRef]
- Richter, T.; Schroepfer, D.; Rhode, M.; Boerner, A.; Neumann, R.S.; Schneider, M.; Laplanche, G. Influence of machining on the surface integrity of high- and medium-entropy alloys. Mater. Chem. Phys. 2022, 275, 125271. [Google Scholar] [CrossRef]
- Fang, B.; Yuan, Z.; Li, D.; Gao, L. Effect of ultrasonic vibration on finished quality in ultrasonic vibration assisted micromilling of Inconel718. Chin. J. Aeronaut. 2021, 34, 209–219. [Google Scholar] [CrossRef]
- Nath, C.; Rahman, M. Evaluation of ultrasonic vibration cutting while machining Inconel 718. Int. J. Precis. Eng. Manuf. 2008, 9, 63–68. [Google Scholar]
- Ahmed, N.; Mitrofanov, A.V.; Babitsky, V.I.; Silberschmidt, V.V. Analysis of material response to ultrasonic vibration loading in turning Inconel 718. Mater. Sci. Eng. A 2006, 424, 318–325. [Google Scholar] [CrossRef]
- Schroepfer, D.; Treutler, K.; Boerner, A.; Gustus, R.; Kannengiesser, T.; Wesling, V.; Maus-Friedrichs, W. Surface finishing of hard-to-machine cladding alloys for highly stressed components. Int. J. Adv. Manuf. Technol. 2021, 114, 1427–1442. [Google Scholar] [CrossRef]
- Lotfi, M.; Charkhian, A.; Akbari, J. Surface analysis in rotary ultrasonic-assisted milling of CFRP and titanium. J. Manuf. Process. 2022, 84, 174–182. [Google Scholar] [CrossRef]
- Quin, S.; Zhu, L.; Wiercigroch, M.; Ren, T.; Hao, Y.; Ning, J.; Zhao, J. Material removal and surface generation in longitudinal-torsional ultrasonic assisted milling. Int. J. Mech. Sci. 2022, 227, 107375. [Google Scholar] [CrossRef]
- Richter, T.; Delgado Arroyo, D.; Boerner, A.; Schroepfer, D.; Rhode, M.; Lindner, T.; Loebel, M.; Preuß, B.; Lampke, T. Ultrasonic assisted milling of a CoCrFeNi medium entropy alloy. Procedia CIRP 2022, 108, 879–884. [Google Scholar] [CrossRef]
- DIN-6527; Vollhartmetall-Schaftfräser Mit Abgesetztem Zylinderschaft-Maße. Beuth Verlag GmbH DIN: Berlin, Germany, 2002.
- Denkena, B.; Nespor, D.; Böß, V.; Köhler, J. Residual stresses formation after re-contouring of welded Ti-6Al-4V parts by means of 5-axis ball nose end milling. CIRP J. Manuf. Sci. Technol. 2014, 7, 347–360. [Google Scholar] [CrossRef]
- DIN EN ISO 4287; Geometrische Produktspezifikation (GPS)—Oberflächenbeschaffenheit: Tastschnittverfahren—Benennungen, Definitionen und Kenngrößen der Oberflächenbeschaffenheit. Beuth Verlag GmbH DIN: Berlin, Germany, 2010.
- Gaikhe, V.; Sahu, J.; Pawade, R. Optimization of Cutting Parameters for Cutting Force Minimization in Helical Ball End Milling of Inconel 718 by Using Genetic Algorithm. Procedia CIRP 2018, 77, 477–480. [Google Scholar] [CrossRef]
- Kundrák, J.; Karpuschewski, B.; Pálmai, Z.; Felhő, C.; Makkai, T.; Borysenko, D. The energetic characteristics of milling with changing cross-section in the definition of specific cutting force by FEM method. CIRP J. Manuf. Sci. Technol. 2021, 32, 61–69. [Google Scholar] [CrossRef]
- Li, Z.; Zhao, S.; Diao, H.; Liaw, P.K.; Meyers, M.A. High-velocity deformation of Al0.3CoCrFeNi high-entropy alloy: Remarkable resistance to shear failure. Sci. Rep. 2017, 7, 42742. [Google Scholar] [CrossRef] [PubMed]
- Rinck, P.M.; Gueray, A.; Kleinwort, R.; Zaeh, M.F. Experimental investigations on longitudinal-torsional vibration-assisted milling of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2020, 108, 3607–3618. [Google Scholar] [CrossRef]
- Verma, G.C.; Pandey, P.M.; Dixit, U.S. Modeling of static machining force in axial ultrasonic-vibration assisted milling considering acoustic softening. Int. J. Mech. Sci. 2018, 136, 1–16. [Google Scholar] [CrossRef]
- Verma, G.C.; Pandey, P.M. Machining forces in ultrasonic-vibration assisted end milling. Ultrasonics 2019, 94, 350–363. [Google Scholar] [CrossRef]
- Yan, S.; Zhu, D.; Zhuang, K.; Zhang, X.; Ding, H. Modeling and analysis of coated tool temperature variation in dry milling of Inconel 718 turbine blade considering flank wear effect. J. Mater. Process. Technol. 2014, 214, 2985–3001. [Google Scholar] [CrossRef]
- Ng, E.G.; Lee, D.W.; Sharman, A.R.C.; Dewes, R.C.; Aspinwall, D.K.; Vigneau, J. High Speed Ball Nose End Milling of Inconel 718. CIRP Ann. 2000, 49, 41–46. [Google Scholar] [CrossRef]
- Le Coz, G.; Dudzinski, D. Temperature variation in the workpiece and in the cutting tool when dry milling Inconel 718. Int. J. Adv. Manuf. Technol. 2014, 74, 1133–1139. [Google Scholar] [CrossRef]
- Verma, G.C.; Pandey, P.M.; Dixit, U.S. Estimation of workpiece-temperature during ultrasonic-vibration assisted milling considering acoustic softening. Int. J. Mech. Sci. 2018, 140, 547–556. [Google Scholar] [CrossRef]
- Ulutan, D.; Ozel, T. Machining induced surface integrity in titanium and nickel alloys: A review. Int. J. Mach. Tools Manuf. 2011, 51, 250–280. [Google Scholar] [CrossRef]
- Sharma, V.; Pandey, P.M. Optimization of machining and vibration parameters for residual stresses minimization in ultrasonic assisted turning of 4340 hardened steel. Ultrasonics 2016, 70, 172–182. [Google Scholar] [CrossRef] [PubMed]
- Withers, P.J. Residual stress and its role in failure. Rep. Prog. Phys. 2007, 70, 2211–2264. [Google Scholar] [CrossRef] [Green Version]
- Akhtar, W.; Sun, J.; Sun, P.; Chen, W.; Saleem, Z. Tool wear mechanisms in the machining of Nickel based super-alloys: A review. Front. Mech. Eng. 2014, 9, 106–119. [Google Scholar] [CrossRef]
- Liu, C.; Ren, C.; Wang, G.; Yang, Y.; Zhang, L. Study on surface defects in milling Inconel 718 super alloy. J. Mech. Sci. Technol. 2015, 29, 1723–1730. [Google Scholar] [CrossRef]
- Dudzinski, D.; Devillez, A.; Moufki, A.; Larrouquère, D.; Zerrouki, V.; Vigneau, J. A review of developments towards dry and high speed machining of Inconel 718 alloy. Int. J. Mach. Tools Manuf. 2004, 44, 439–456. [Google Scholar] [CrossRef]
- Zhou, J.M.; Bushlya, V.; Stahl, J.E. An investigation of surface damage in the high speed turning of Inconel 718 with use of whisker reinforced ceramic tools. J. Mater. Process. Technol. 2012, 212, 372–384. [Google Scholar] [CrossRef]
- Sharman, A.; Dewes, R.C.; Aspinwall, D.K. Tool life when high speed ball nose end milling Inconel 718™. J. Mater. Process. Technol. 2001, 118, 29–35. [Google Scholar] [CrossRef]
- Ranganath, S.; Guo, C.; Holt, S. Experimental Investigations Into the Carbide Cracking Phenomenon on Inconel 718 Superalloy Material. In Proceedings of the ASME 2009 International Manufacturing Science and Engineering Conference, West Lafayette, IN, USA, 4–7 October 2009; pp. 33–39. [Google Scholar] [CrossRef]
- Turnbull, A.; Mingard, K.; Lord, J.D.; Roebuck, B.; Tice, D.R.; Mottershead, K.J.; Fairweather, N.D.; Bradbury, A.K. Sensitivity of stress corrosion cracking of stainless steel to surface machining and grinding procedure. Corros. Sci. 2011, 53, 3398–3415. [Google Scholar] [CrossRef]
- Nespor, D.; Denkena, B.; Grove, T.; Pape, O. Surface topography after re-contouring of welded Ti-6Al-4V parts by means of 5-axis ball nose end milling. Int. J. Adv. Manuf. Technol. 2015, 85, 1585–1602. [Google Scholar] [CrossRef]
- Suárez, A.; Veiga, F.; de Lacalle, L.N.L.; Polvorosa, R.; Lutze, S.; Wretland, A. Effects of Ultrasonics-Assisted Face Milling on Surface Integrity and Fatigue Life of Ni-Alloy 718. J. Mater. Eng. Perform. 2016, 25, 5076–5086. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hardness | Composition at.% | Fe | Co | Cr | Ni | Al | Mo | |
|---|---|---|---|---|---|---|---|---|
| CoCrFeNi | 216 ± 4 HV0.5 | Attempted | 25.0 | 25.0 | 25.0 | 25.0 | 0 | 0 |
| EDX | 24.8 | 25.4 | 25.1 | 23.3 | 1.4 | 0 | ||
| Al0.3CoCrFeNi | 193 ± 3 HV0.5 | Attempted | 23.3 | 23.3 | 23.3 | 23.3 | 7.0 | 0 |
| EDX | 23.0 | 23.3 | 23.3 | 21.6 | 8.8 | 0 | ||
| Al0.3CoCrFeNiMo0.2 | 284 ± 7 HV0.5 | Attempted | 22.2 | 22.2 | 22.2 | 22.2 | 6.7 | 4.4 |
| EDX | 21.8 | 22.0 | 22.3 | 20.1 | 7.6 | 5.4 |
| Feed Angle λ = 45° | Resulting Angle β = 54.7° | Depth of Cut ap = 0.3 mm | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Tilt Angle τ = 45° | Down Milling Mode | Stepover ae = 0.3 mm | ||||||||||
| Test no. (*central point tests) | 1 * | 2 | 3 | 4 | 5 | 6 * | 7 * | 8 | 9 | 10 | 11 | 12 * |
| Cutting speed vc in m/min | 70 | 110 | 110 | 30 | 30 | 70 | 70 | 30 | 110 | 110 | 30 | 70 |
| Feed per cutting edge fz in mm | 0.005 | 0.07 | 0.04 | 0.04 | 0.07 | 0.055 | 0.055 | 0.04 | 0.07 | 0.04 | 0.07 | 0.055 |
| Ultrasonic assistance USAM in % | 0 | 100 | 0 | 100 | 0 | 100 | 100 | 0 | 0 | 100 | 100 | 0 |
| Feed per Cutting Edge fz | Rzth in Feed Direction | Rzth in Stepover Direction |
|---|---|---|
| 0.04 mm | 0.07 µm | 3.75 µm |
| 0.07 mm | 0.20 µm | 3.75 µm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Delgado Arroyo, D.; Richter, T.; Schroepfer, D.; Boerner, A.; Rhode, M.; Lindner, T.; Preuß, B.; Lampke, T. Influence of Milling Conditions on AlxCoCrFeNiMoy Multi-Principal-Element Alloys. Coatings 2023, 13, 662. https://doi.org/10.3390/coatings13030662
Delgado Arroyo D, Richter T, Schroepfer D, Boerner A, Rhode M, Lindner T, Preuß B, Lampke T. Influence of Milling Conditions on AlxCoCrFeNiMoy Multi-Principal-Element Alloys. Coatings. 2023; 13(3):662. https://doi.org/10.3390/coatings13030662
Chicago/Turabian StyleDelgado Arroyo, Diego, Tim Richter, Dirk Schroepfer, Andreas Boerner, Michael Rhode, Thomas Lindner, Bianca Preuß, and Thomas Lampke. 2023. "Influence of Milling Conditions on AlxCoCrFeNiMoy Multi-Principal-Element Alloys" Coatings 13, no. 3: 662. https://doi.org/10.3390/coatings13030662