1. Introduction
Wear resistance, as an important property for workpiece selection in the engineering field, largely determined the service life of the workpiece [
1,
2]. Coating was an important measure for steel protection. The existence of traditional alloy coatings due to their large thickness and low hardness had led to great restrictions on their application [
3,
4]. With the progress of science and technology, the high-entropy alloy coating formed by the interaction of various alloying elements not only had good comprehensive performance, but also could obtain one or more excellent performances according to the ratio of different alloying elements [
5,
6], and the requirements for the application environment were sufficiently reduced. High entropy alloy coating would become the main direction of research in the engineering field.
In recent years, high entropy alloy coatings with high wear resistance had been extensively studied. Among them, Fe, Co, Ni and Cr are common alloying elements, which helped to form a face-centered cubic structure consistent with the crystal structure of the alloy. In addition to the inherent metal elements of high entropy alloy coating, the addition of certain metal elements would also enhance its performance [
7,
8]. Geng et al. [
9] proved that FeCoNiCr high entropy alloy had excellent wear resistance. Mo element could form MoO
3 oxide film on the surface of metal-based coating, which had a good effect on the wear resistance. Therefore, adding a small amount of Mo to the high entropy alloy might promote wear resistance [
10].
The thermal spraying process was the main method for the preparation of high entropy alloy coating [
11,
12]. It was to obtain the coating with a special function by heating the high entropy alloy powder to the melting or semi-melting state and spraying deposition on the surface of the substrate. Among them, plasma spraying had been widely concerned because of its advantages such as ultra-high temperature, fast firing rate and inert working gas. Fridrici et al. [
13] prepared CuNiIn coating on the surface of Ti-6Al-4V alloy by using high-speed oxygen fuel and plasma spraying (PS). The study showed that PS-CuNiIn had good layered microstructure and showed better fretting fatigue resistance. Meghwal et al. [
5] used atmospheric plasma spraying process to prepare high-entropy alloy AlCoCr
0.5Ni coating with higher wear and corrosion resistance. Wang et al. [
14] prepared (CoCrFeNi)
95Nb
5 high entropy alloy coating on the surface of Q234 steel matrix by plasma spraying process, and found that the coating has good bonding properties with the substrate, and the prepared coating could significantly improve the corrosion resistance and mechanical properties of Q235 steel matrix. Tian et al. [
15] prepared AlCoCrFeNiTi high-entropy alloy coating by atmospheric plasma spraying process, whose average microhardness reached 642 HV. Meanwhile, the coating had the best wear resistance at 700 °C, and multiple oxide phases were detected on the surface after the wear test. The volume wear rate was about 0.23 ± 0.02 × 10
−4 mm
3 N
−1 m
−1.
In the plasma spraying process, the change in current intensity would directly affect the performance of the coating. Cheng et al. [
16] studied the coating prepared by plasma spraying AlCoCrFeNi powders which were pure BCC phase, and the proportion of FCC phase in the coating increased with the increase in spraying current and argon flow rate. Sun et al. [
17] studied the influence of process parameters of air plasma spraying on deposition of aluminum and ceramic (Al
2O
3) coatings on polymer. It was found that when the current intensity was 150 A and the spraying distance was 190 mm, the maximum shear adhesion strength between coating and substrate was 5.21 MPa. Hesam et al. [
18] selected different current intensities to evaluate the influence of plasma spraying on Ni-Ti-Al coating, and found that the coating prepared by APS current (600 A) in the middle had the highest density and lowest porosity. At the same time, Sahab et al. [
19] studied the performance of plasma spraying on Al
2O
3-3%TiO
2 coating. When the current reached 650 A and the powder speed increased to 26 g/min, the coating obtained the best wear resistance.
The internal porosity of the coating prepared by plasma spraying was relatively high. Therefore, in order to reduce the porosity of the coating and further improve the wear resistance of the coating, surface strengthening process can be added to improve the coating, among which shot peening process has a good choice [
20,
21]. Zheng et al. [
22] strengthened the traditional alloy coating prepared by plasma spraying with subsequent micro-particle shot peening, which not only reduced porosity, but also enhanced the surface microstructure, as a result, the corrosion resistance of the coating was improved. Shot peening also has an obvious effect on the performance of high entropy alloy coating [
23]. Wang et al. [
24] conducted shot peening treatment on FeCoCrMn HEA coating prepared by plasma cladding technology, and found that after shot peening, the friction coefficient of the high-entropy alloy coating decreased from 0.53 to 0.38, and the wear mechanism changed from abrasive wear to adhesive wear. Tong et al. [
25] used laser additive manufacturing and laser impact shot peening (LSP) to prepare CrMnFeCoNi coating. The experimental study showed that the samples treated with LSP had the lowest degree of wear damage, and achieved lower corrosion current density and higher corrosion potential. Therefore, increasing the surface strengthening process may play an important role in improving the properties of high entropy alloys.
In this work, the FeCoNiCrMo0.2 coatings were prepared by plasma spraying method with different current intensities, then these coatings were subsequently treated by micro-shot peening. The surface characteristic and friction behavior of the coatings were investigated. It was expected that this work could offer some useful information for preparing high entropy alloys coatings.
3. Results and Discussion
The original high entropy alloy powder was characterized, as shown in
Figure 1.
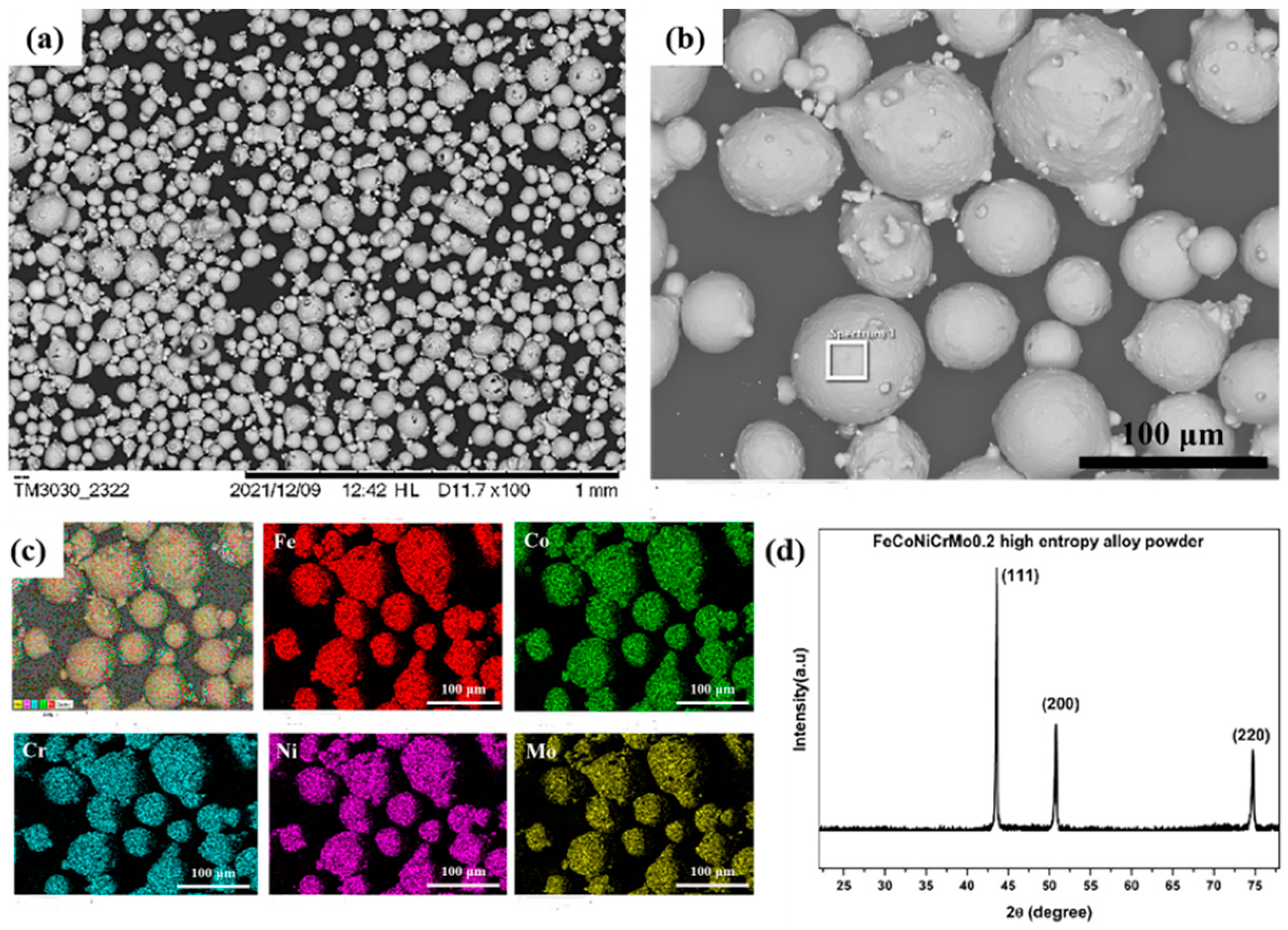
Figure 1a showed the shape of FeCoCrNiMo0.2 alloy powder. In
Figure 1b with high magnification, it could be seen that the shape of alloy particles presented a completely spherical shape, and the average particle diameter is 30 ± 10 μm. The element analysis of the high entropy alloy powder was also characterized, as shown in
Figure 1c. It could be seen that all alloy elements were evenly distributed, and the XRD results of the powder showed a FCC structure, as shown in
Figure 1d, this is consistent with the results of Zhang et al. [
26].
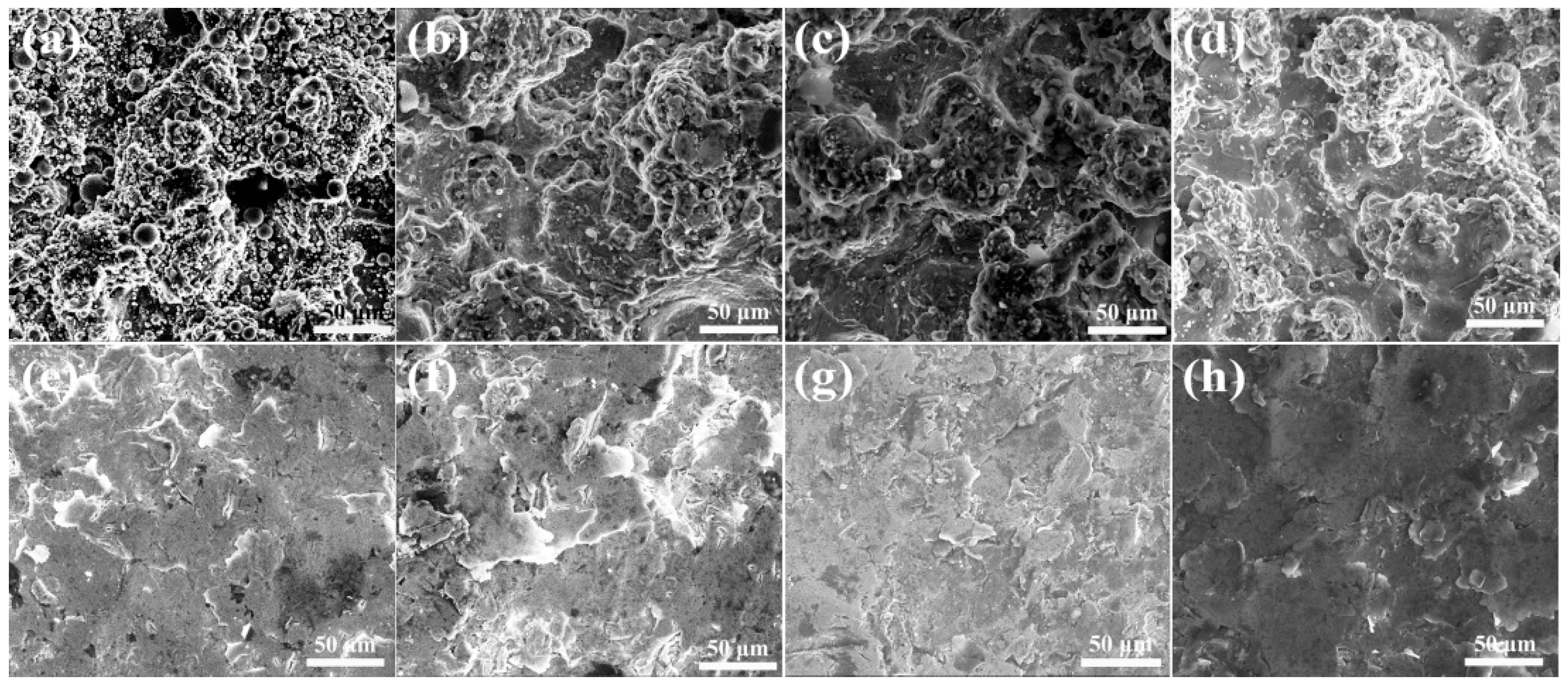
The surface states of the high-entropy alloy coatings before and after shot peening were significantly different.
Figure 2 showed the surface morphologies of the coatings before and after shot peening with four different processes. It could be observed in
Figure 2a–d that there were many defects on the surface, which was related to the plasma spraying process. Due to the rapid impact of droplets in the spraying process, the splash on the surface of the coating would occur, so there was accumulation phenomenon on the surface. In
Figure 2a, it could be found that there were still some unmelted powders in the coating prepared when the current intensity was 250 A, indicating that at this current intensity, the high entropy alloy powder did not melt fully and some remained in powder state, and there were obvious holes on the surface of the coating. With the increase in current intensity, no obvious spherical high-entropy alloy particles could be observed under scanning electron microscopy when the current intensity reached 350 A and above, and the coating surface density was improved. The coating morphology after shot peening was shown in
Figure 2e–h. The surface smoothness of the high-entropy alloy coating under the four processes was enhanced, and there were no obvious defects on the surface, the surface showed a typical shot-peened surface state.
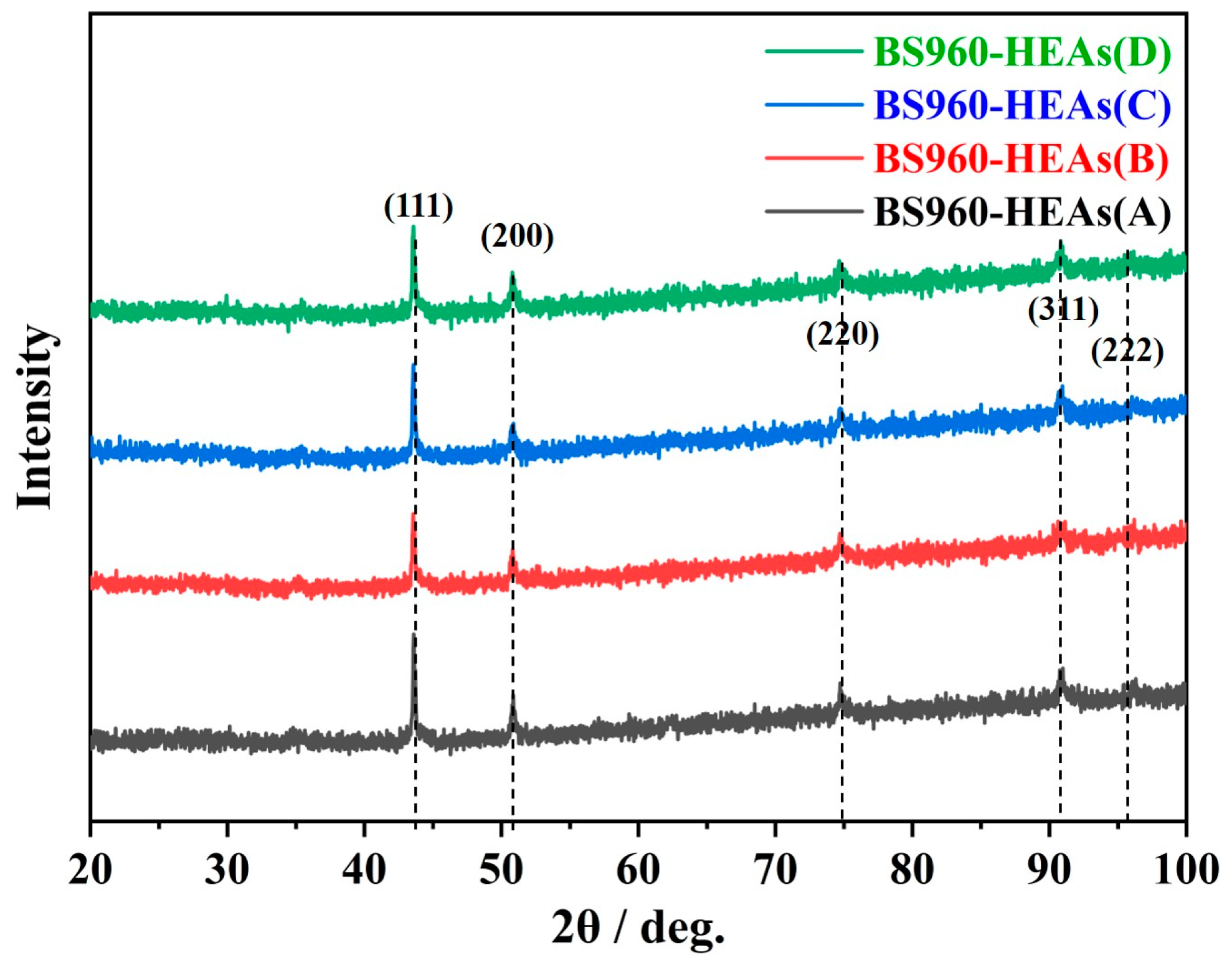
Figure 3 showed the XRD diffraction patterns at different current intensities. It could be observed that the diffraction peaks of the coatings detected under different preparation conditions did not change significantly. The diffraction peaks of 43.4°, 50.5°, 74.4°, 90.1° and 95.3° corresponded to crystal plane indices of (111), (200), (220), (311) and (222), respectively. The (111) was the dominated crystallographic plane, and the high entropy alloy FeCoNiCrMo
0.2 showed a single FCC structure.
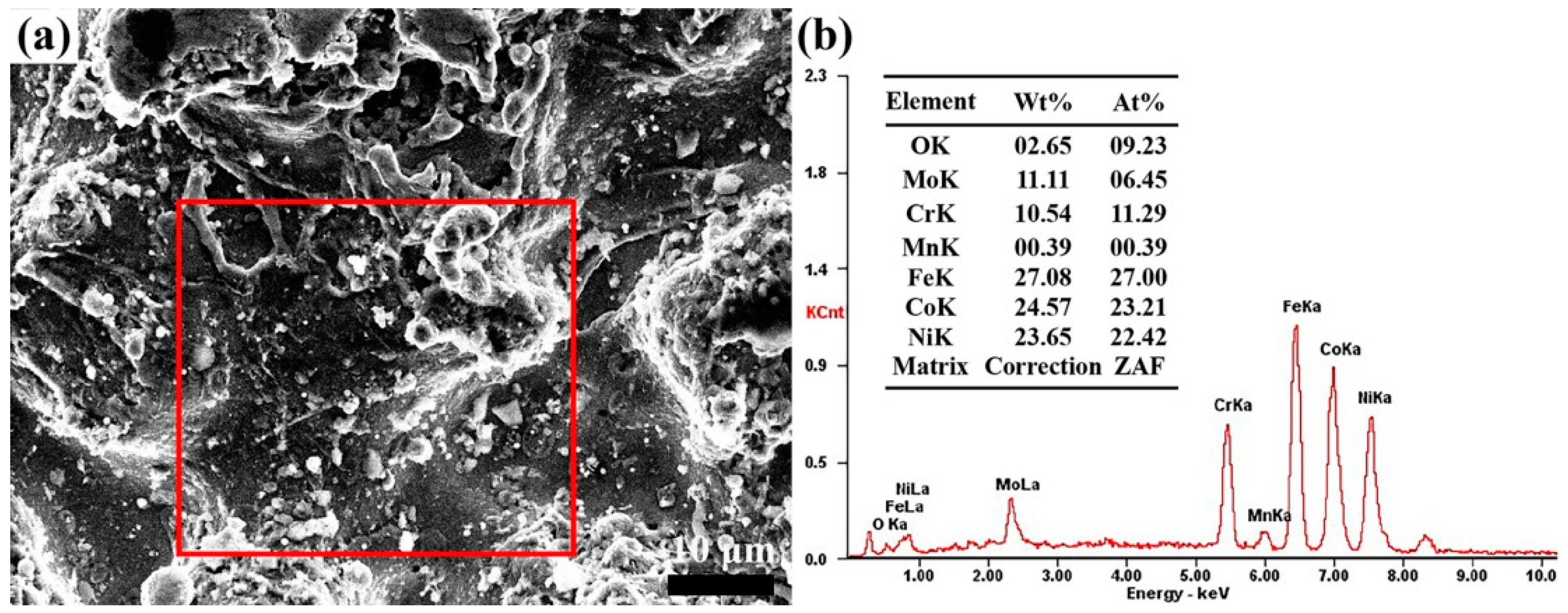
Through the energy spectrum characterization of the prepared high entropy alloy coating, the test results were shown in
Figure 4. According to the data analysis in
Figure 4b, Fe, Co and Ni contents in the prepared coating were uniform, which were 27.08 wt%, 24.57 wt% and 23.65 wt%, respectively, and there were small deviations in the contents of Cr and Mo elements. There was also a small amount of O element in the prepared coating, indicating that a small amount of oxide was generated during the spraying and cooling process.
Figure 5 showed the SEM image of cross-section of FeCoNiCrMo
0.2 high entropy alloy coating. In
Figure 5a–d the thickness of the high entropy alloy coatings of four different processes was observed to be about 200 μm. In the process of spraying, the oxidation phenomenon was inevitable. Because the cooling rate of oxidation products was different from that of high entropy alloy; defects such as pores generally appeared in the position of oxides. In
Figure 5e,f it could be seen that the cross-section morphologies of the high-entropy alloy coatings prepared at 350 A and 550 A were observed. In the image, the black area was generally the oxidation product, while the gray area was the high-entropy alloy coating. When the current intensity was 350 A, the content of defects and oxidation products in the coating was low, showing a relatively ideal coating structure. With the increase in current intensity, the oxidation density inside the coating increased significantly when the current intensity reached 550 A, indicating that the increase in current intensity would accelerate the oxidation rate of the particle surface. The increase in oxide content would also lead to the increase in pore density, which was caused by the presence of oxides leading to different degrees of volume shrinkage at the interface of high entropy alloy and oxide during the solidification and cooling process. Combined with
Figure 2 it could be found that the melting degree of alloy powder can be effectively increased by increasing the current intensity. At the same time, excessive intensity would cause the density of oxides and holes to increase.
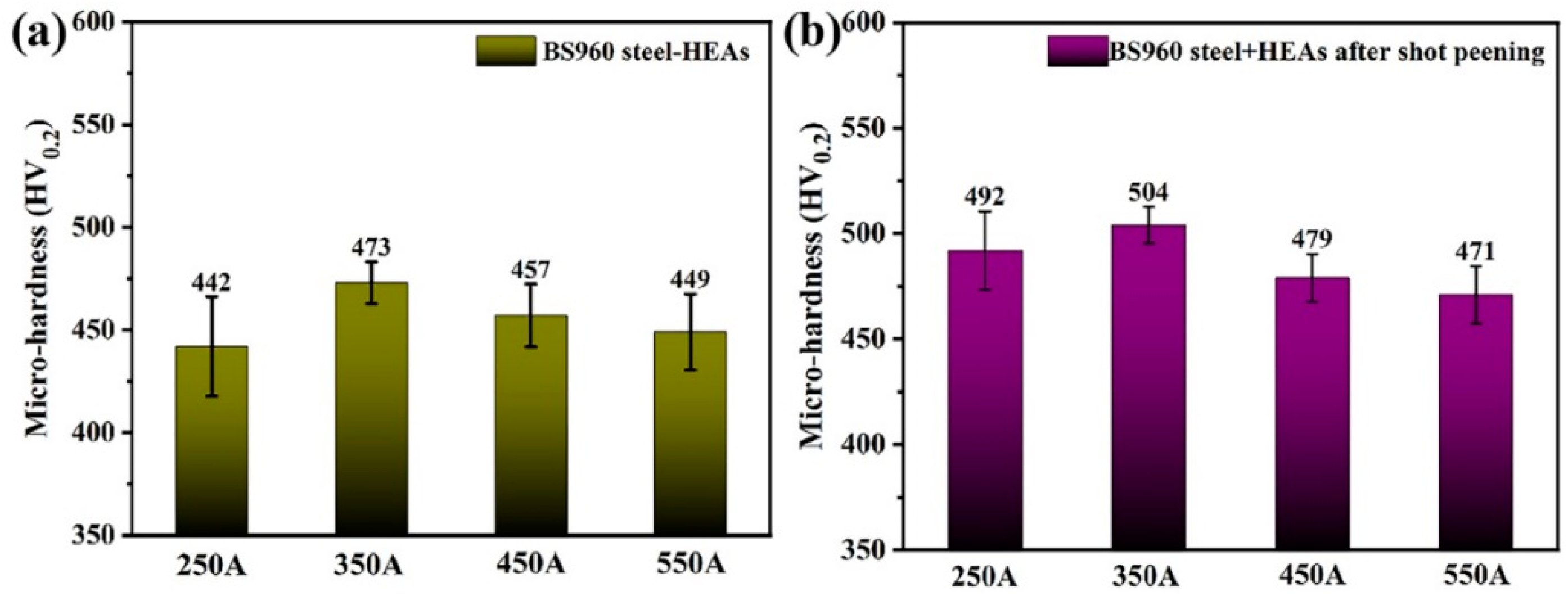
Figure 6 showed the surface microhardness of FeCoNiCrMo
0.2 coating before and after shot peening. As could be seen from
Figure 6a, when the current intensity increased from 250 A to 550 A, the microhardness of the coating presented a change trend of first increasing and then decreasing and the hardness values under different current intensity were 442 ± 24.26, 473 ± 10.21, 457 ± 15.31 and 449 ± 18.59 HV
0.2, respectively. The hardness of the coating prepared with current intensity of 350 A was the highest, and the lower the standard deviation was, the better the hardness uniformity of the coating surface was. After shot peening treatment, the surface hardness of the coating was further improved, with the average microhardness reaching 492 ± 18.56, 504 ± 8.62, 479 ± 11.36 and 471 ± 13.54 HV
0.2. Meanwhile, the standard deviation of hardness was reduced again, mainly because the shot peening treatment could effectively improve the surface state of the coating, as shown in
Figure 2.
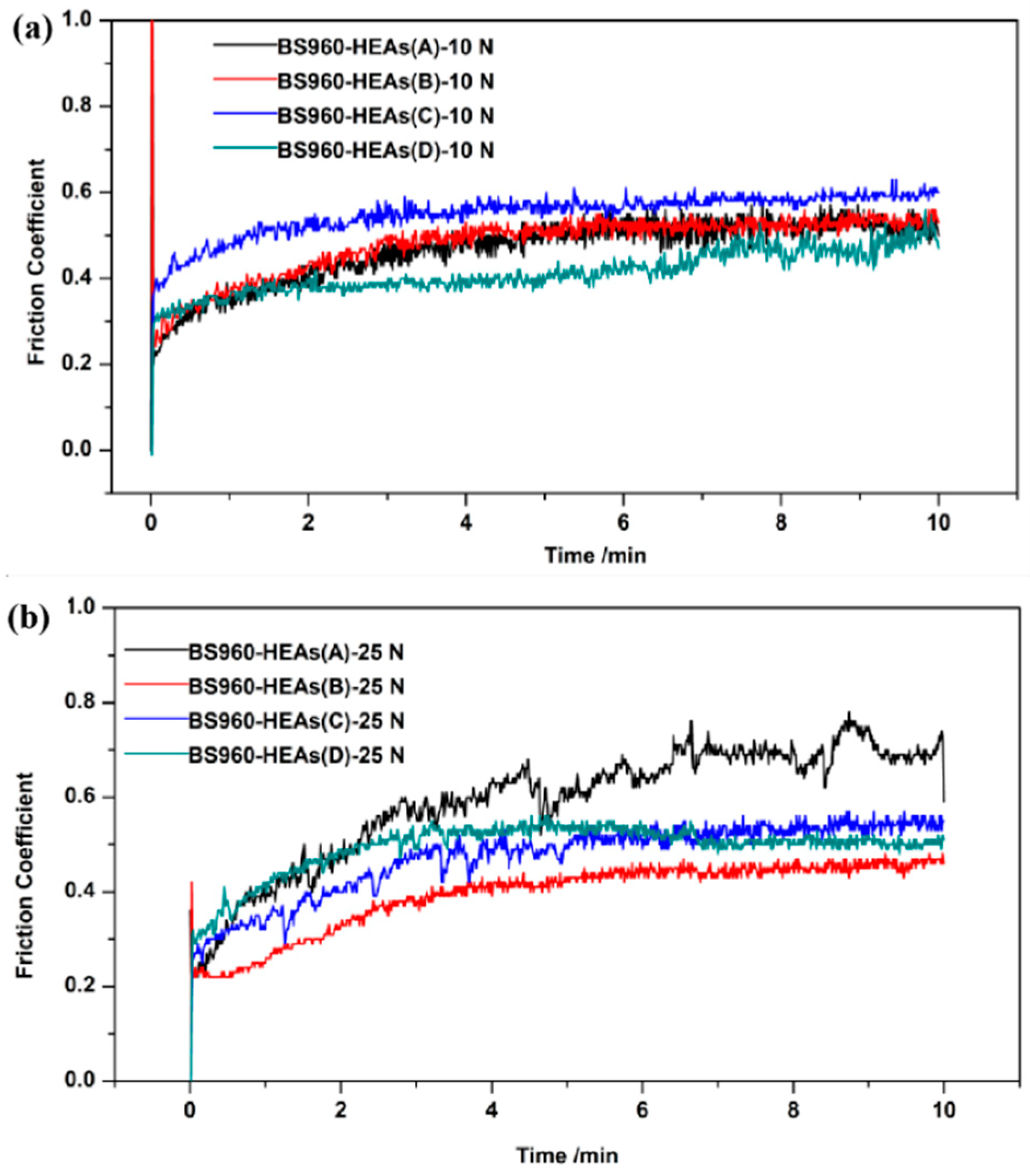
Figure 7 showed the friction coefficient of FeCoNiCrMo
0.2 high entropy alloy coating prepared by different current intensities under 10 N and 25 N loads. When the load was 10 N, as shown in
Figure 5a, the friction coefficient of the high-entropy alloy coating under the four processes increased slowly and tended to be stable, showing two stages of running-in and stability [
27]. The main reason for this phenomenon was that the high entropy alloy coating has a high hardness. Under 10 N loading force, the friction phenomenon occurred on the surface of the coating, the depth of the wear mark was shallow, the friction coefficient was mainly related to the surface topography and the four coatings showed similar wear resistance. When the load force reached 25 N, as shown in
Figure 5b, the friction coefficient also presented a trend of slow increase. The friction coefficient of HEAs (250 A) was the highest, and the friction coefficient fluctuated greatly after 4 min, showing poor friction resistance, which was mainly related to the internal structure of the coating.
Figure 2a showed that there were many unmelted particles in HEAs (250 A), so the friction surface may be damaged during the friction process, resulting in large friction coefficient fluctuation. The other three groups of coatings had similar friction coefficients, but overall, the mean friction coefficient of the high entropy alloy coating was the lowest when the current intensity was 450 A.
In order to have a clearer understanding of the friction mechanism of FeCoNiCrMo
0.2 high entropy alloy coating, SEM was used to observe the wear morphology of the coating under different loads.
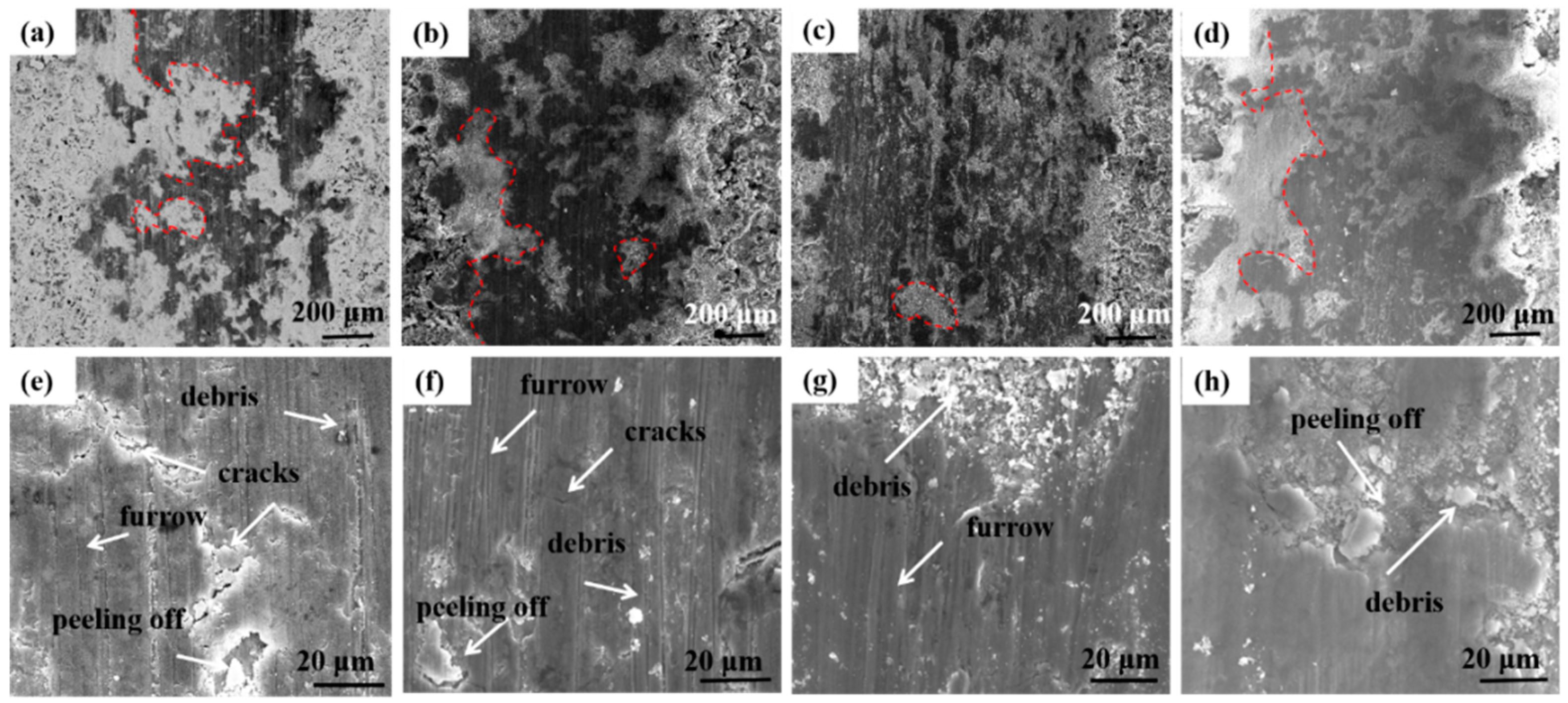
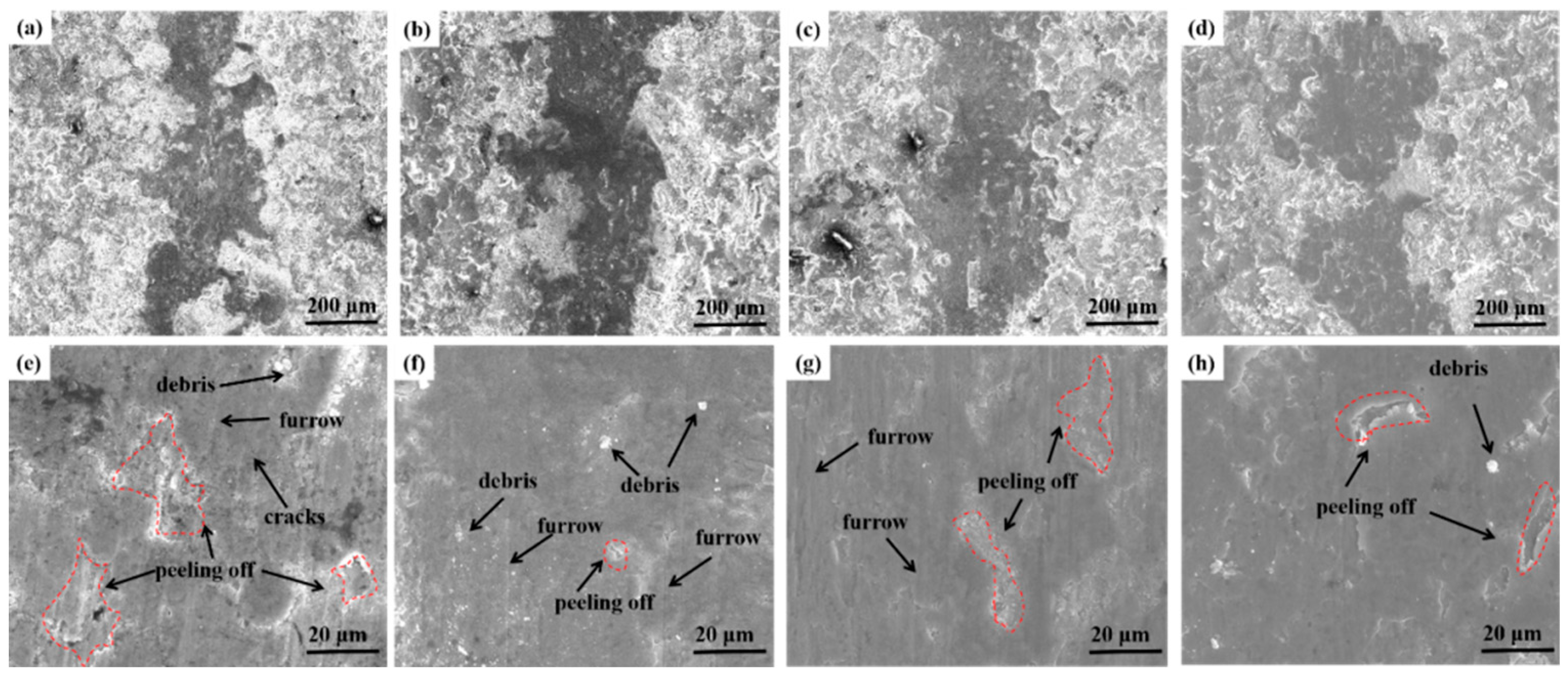
Figure 8 showed the wear morphologies of four kinds of high entropy alloy coatings under 10 N test load. As shown in
Figure 8a–d, the wear widths of the high-entropy alloy coatings of the four processes are 887.39 μm, 734.45 μm, 669.16 μm and 749.58 μm, respectively. The wear widths of the coatings at the current intensity of 250 A were larger, which might be due to the existence of small high-entropy alloy particles on the surface. In the process of wear, serious plastic deformation occurred at the edge of wear cracks. As could be seen from
Figure 8e, there were large pieces of debris and more particles on the surface of the wear cracks, and there were deep furrows on the surface, mainly because the high entropy alloy powder in the coating would cause damage to the surface of the wear cracks during the friction process. As the current intensity increased, the morphology of the wear cracks was improved. As shown in
Figure 8f,g, when the current intensities reached 450 A and 550 A, the surface of the wear track was relatively smooth, there were a few cracks and debris and the furrow depth was shallow, showing good wear resistance. When the current intensity reached 650 A, the wear surface of the high entropy alloy coating appeared obviously peeling off and delamination phenomenon, indicating that the high current intensity would also lead to the decline of wear resistance, which might be due to the insufficient cooling of the coating tissue.
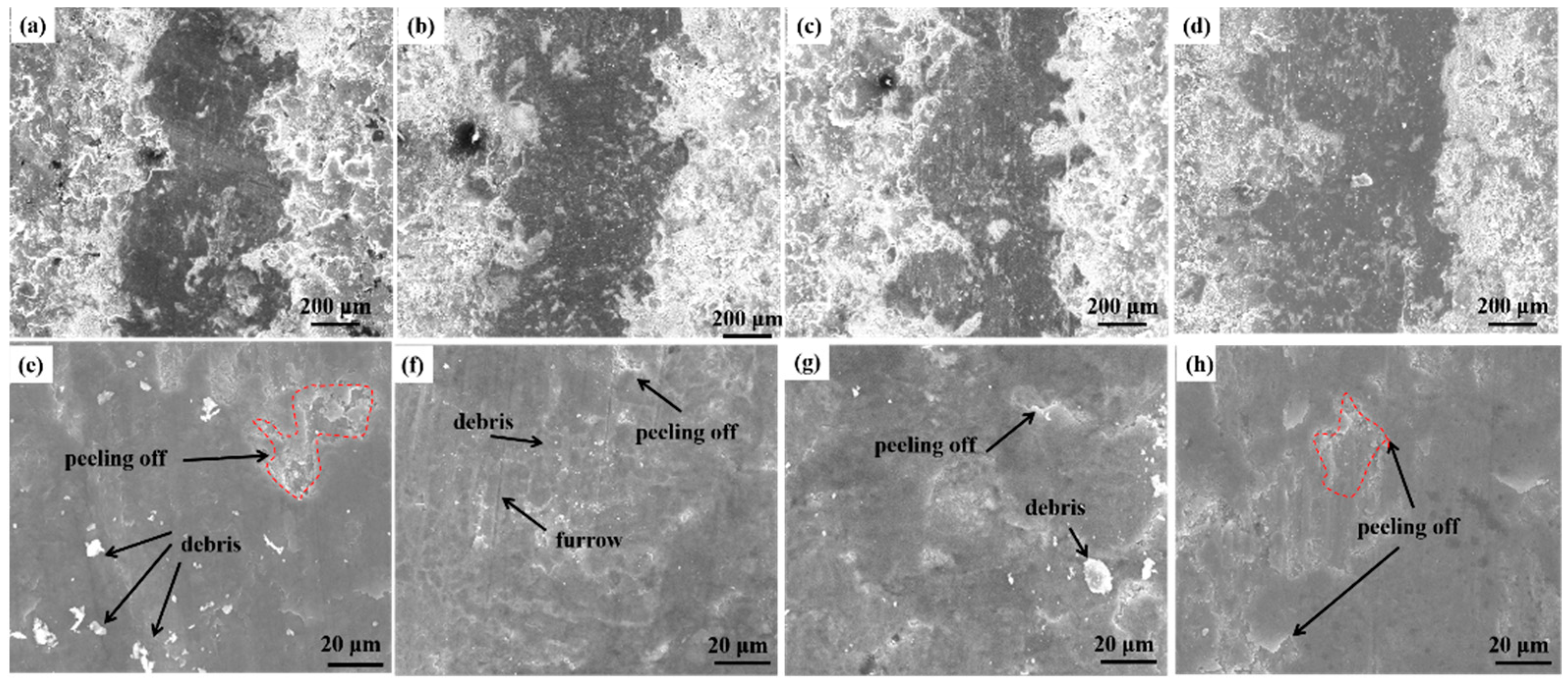
In order to understand the wear resistance of the core of the high entropy alloy coating, the wear morphology of the coating under 25 N load was analyzed and observed, as shown in
Figure 9. The most intuitive manifestation of the increase in the test load was the increase in the wear track width. When the load was 25 N, the wear track width of the four coatings were measured, respectively. Through further observation of the morphology, the increase in the load also caused the increase in the defect density of the wear tracks. As shown in
Figure 9e, obvious long cracks and deep furrows were distributed in the wear tracks of the coating with the current intensity of 250 A, accompanied by the peeling-off phenomenon, indicating that the friction resistance of the coating was significantly reduced under higher load. Poor morphology of wear tracks would lead to increased friction coefficient and greater volatility, which was corresponding to the friction coefficient in
Figure 7b. A small amount of peeling off and debris also appeared in the wear morphology of the coating at 350 A, as shown in
Figure 9f. When the current intensity continued to increase, under 25 N load, the debris on the friction surface increased significantly and when the current reached 550 A, the surface appeared a large area of peeling off phenomenon.
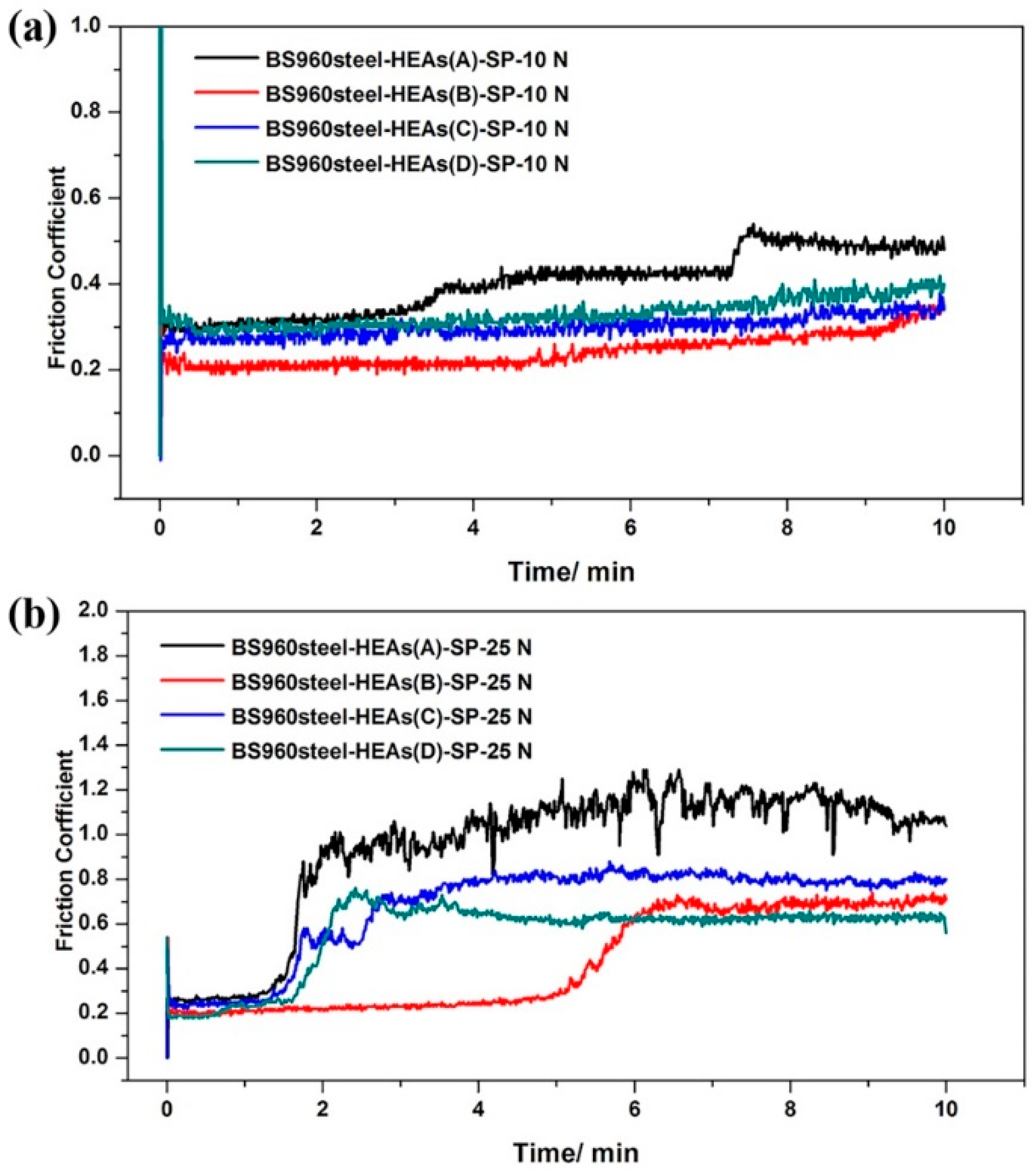
For thermal sprayed coating, shot peening was helpful to reduce the porosity of the coating, improve the density of the coating surface, and form a hardened surface layer to achieve the purpose of improving wear resistance. Friction and wear tests were carried out on the high entropy alloy coating after shot peening under different test loads, and the friction coefficient was shown in
Figure 10. Under 10 N load, the friction coefficients of the four coatings are similar, as shown in
Figure 11a. Compared with the coatings before shot peening, the friction coefficient of the coatings was lower and the friction coefficient fluctuation was smaller, indicating that the coatings maintained relatively stable wear resistance under the experimental conditions. The variation trend of friction coefficient under different loads was due to the hardening layer formed on the surface by shot peening. When the test load was low, the friction mainly occurred on the surface and the hardened layer could play a good protective role. Meanwhile, the increase in the density and hardness of the coating surface would also reduce the friction coefficient. When the test load increased, the hardened surface was easy to be worn through, so the friction coefficient would increase sharply, as shown in
Figure 10b. When the load reached 25 N, the four coatings showed the same variation trend, but the time of sudden increase in friction coefficient was different. The coatings with current intensity of 350 A maintained a longer low friction coefficient, indicating that the high entropy alloy coating had better performance under this process.
Through the analysis of the wear morphology, the surface morphology of the high entropy alloy coating after shot peening was shown in
Figure 11 under the test load of 10 N. By measuring, the wear widths of the four coatings after shot peening were 387.26 μm, 396.18 μm, 411.46 μm and 447.13 μm, respectively, as shown in
Figure 11a–d. By comparison with
Figure 8a–d, under 10 N load, the wear width of the high entropy alloy coating after shot peening was reduced by about 300 μm, indicating that the surface performance of the high entropy alloy coating after shot peening was enhanced. For the high-entropy alloy coating with current intensity of 250 A, shot peening helped to impact the unmelted particles in the surface layer to the sub-surface layer. When the friction occurred in the surface layer, the unmelted high-entropy alloy particles could play the role of solid solution strengthening and inhibit the plastic deformation behavior of the coating during the friction process, so the wear width was the lowest. By comparing the high entropy alloy coating, the surface smoothness of the high entropy alloy coating after shot peening was obviously improved. However, the presence of hard high-entropy alloy particles would also have a great impact on the morphology and appearance of the wear track. As shown in
Figure 11e, the surface of the wear track was rough, with obvious peeling off phenomenon and debris in some areas of the surface. When the current intensity continued to increase, the high entropy alloy powder melted completely, the solid solution strengthening effect weakened, the width of the wear track increased, but the morphology of the wear track was improved and the surface damage decreased, as shown in
Figure 11f–h.
The wear morphology of the high entropy alloy coating treated with shot peening under 25 N test load was shown in
Figure 12. When the test load was increased to 25 N, the wear widths of the four kinds of high entropy alloy coatings were 722.22 μm, 716.67 μm, 775.24 μm and 835.19 μm, respectively, which were lower than that before shot peening. At the same time, after shot peening, the wear tracks of the coating showed relatively smooth and even wear morphology under high load. Among them, the local spalling phenomenon existed on the surface of the wear tracks of the coating prepared at the current intensity of 250 A, and there were more debris on the wear scars, as shown in
Figure 12a. In contrast, the high entropy alloy coatings prepared at the current intensity of 350 A showed the best wear morphology, which might be related to the hardness.
Shot peening is a cold surface hardening method, which is widely used to improve the fatigue or stress corrosion resistance of metal component. The positive effect is derived from the compressive residual stress and enhanced surface hardness. In this work, the shot peening was reported to enhance the surface hardness and reduce the surface defect of deposited high entropy alloy coatings, it is found that the wear resistance was improved. This work offers some useful information for improving the properties of plasma sprayed high entropy alloy coating.
4. Conclusions
The surface characteristics and the friction behavior of FeCoNiCrMo0.2 high entropy alloy coating prepared by plasma spraying and shot peening were studied, the following conclusions are obtained:
1. The FeCoNiCrMo0.2 high entropy alloy coating with FCC structure were successfully deposited on BS960 steel surface with different current intensity, the surface defect such as porosity was decreased by subsequent micro-shot peening.
2. Among FeCoNiCrMo0.2 high entropy alloy coating under four different current, the average microhardness of the high entropy alloy coating with current intensity of 350 A was 473 ± 10.21 HV0.2, showing the highest hardness value and better uniformity. After shot peening, the hardness and uniformity of all coatings were further enhanced. The optimal coating current parameter was still 350 A, and the average microhardness was 504 ± 8.62 HV0.2.
3. In the friction and wear test, the high entropy alloy coating maintained a similar friction coefficient under 10 N load. When the test load increased to 25 N, the high entropy alloy coatings at 350 A current intensity had a lower friction coefficient, smooth appearance of wear marks and fewer defects, showing excellent friction resistance.
4. After shot peening, the friction coefficient of the high entropy alloy coating was further reduced at 10 N load, and the coefficient fluctuated gently. The friction property was further enhanced, which was attributed to the fact that shot peening could help to form a hardened layer on the surface of the coating. When the load increased, the hardened layer would be worn through and the high entropy alloy coating with current intensity of 350 A showed stable resistance to high load friction performance.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}











