
Effect of MoO3 Content on Ni3Al-Ag-MoO3 Composite Coating Microstructure and Tribological Properties

 , and
, and
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Materials and Coating Preparation
2.2. Tribological Tests
2.3. Characterization
3. Results
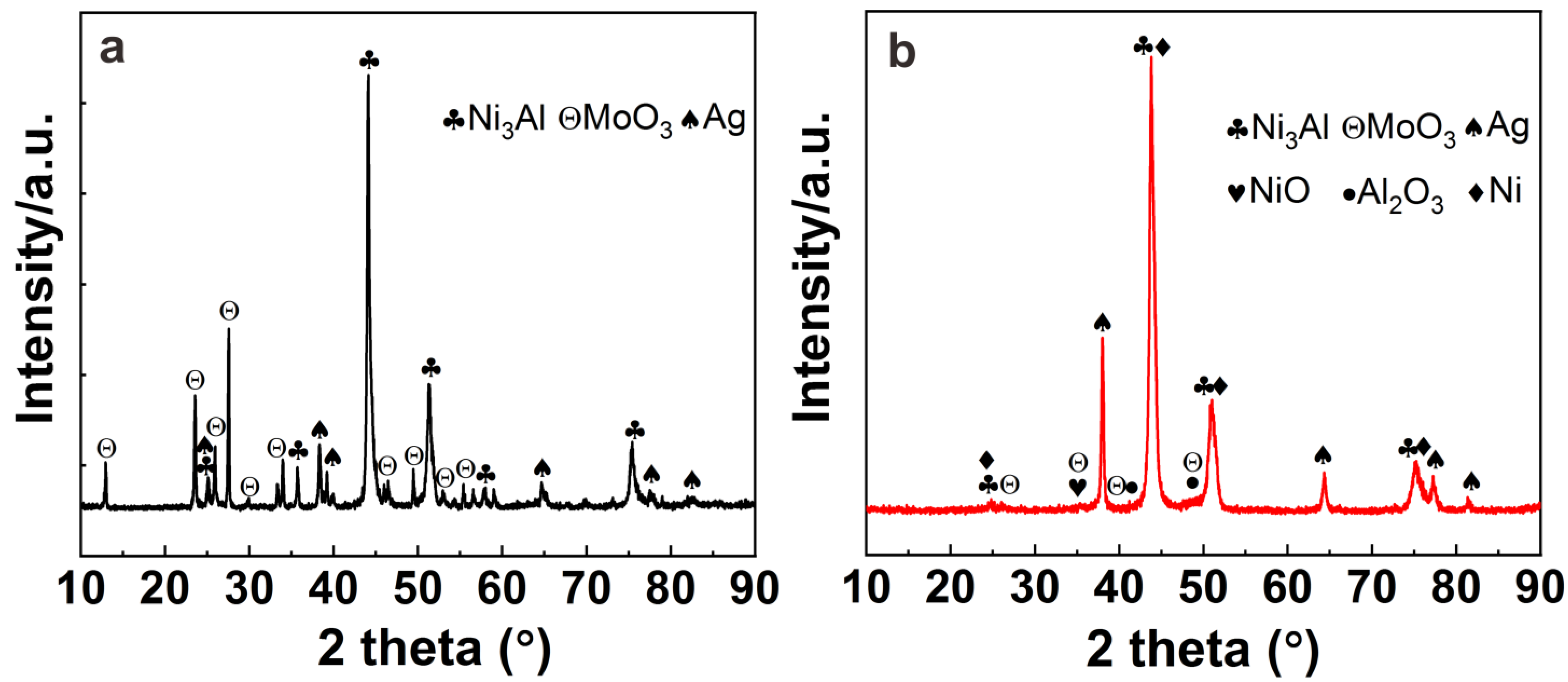
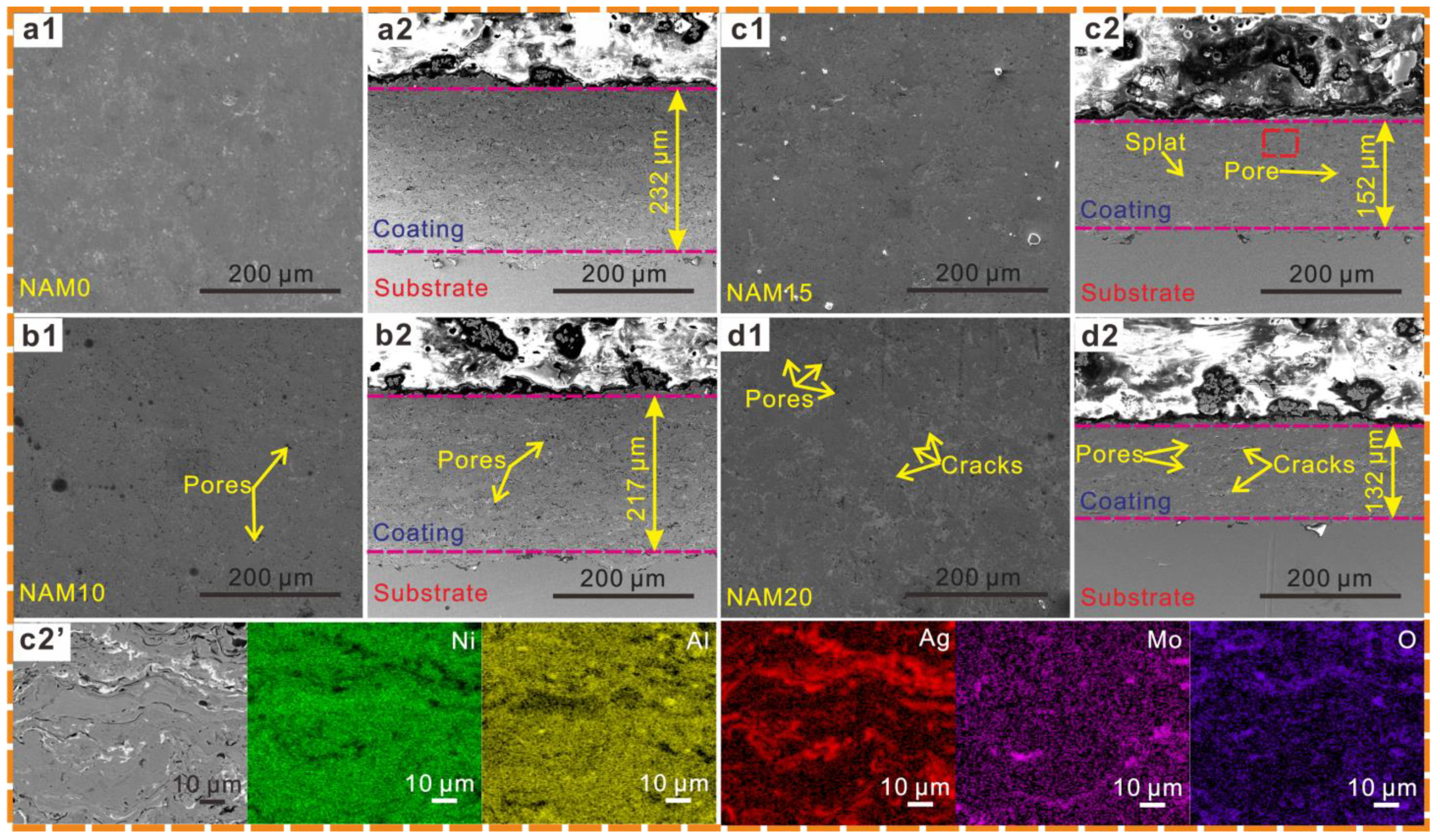
3.1. Microstructures and Mechanical Properties of Coatings
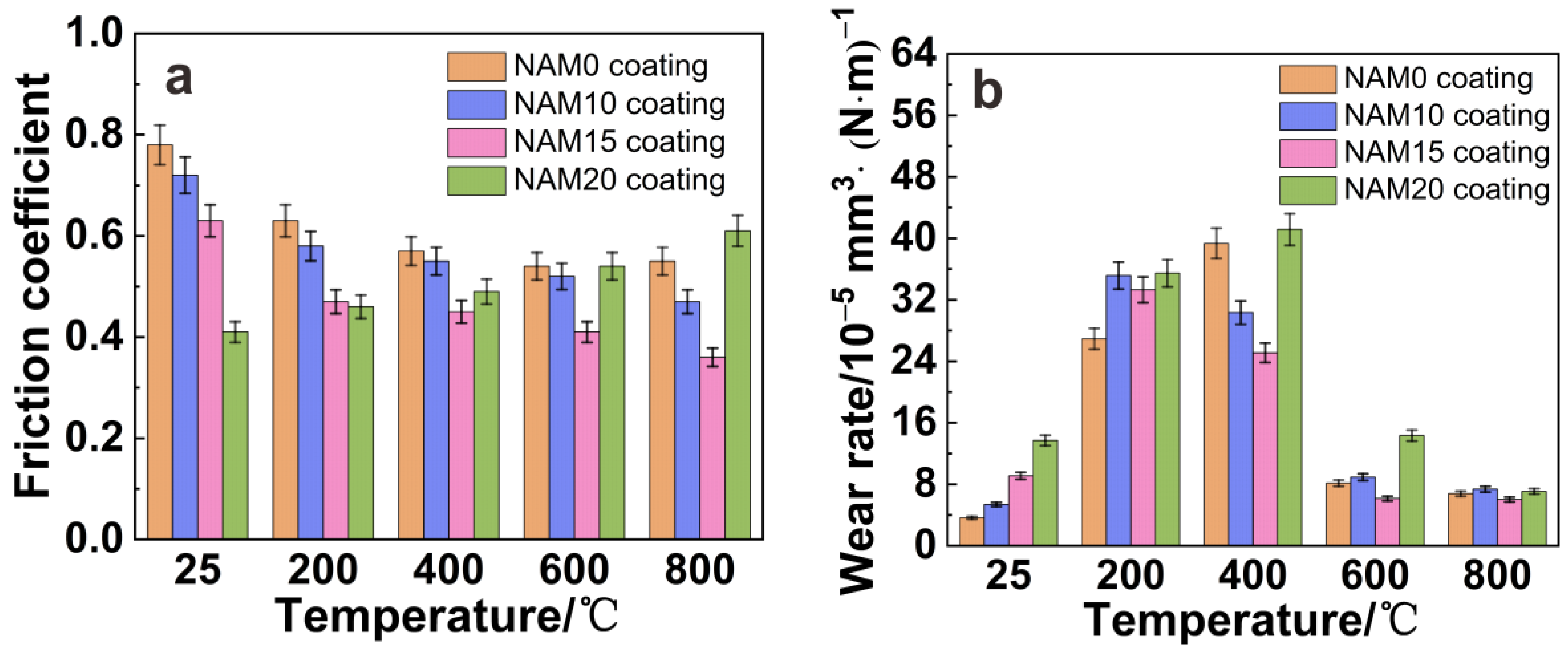
3.2. Tribological Performances of the NAM Coatings over a Wide Temperature Range
3.3. Effect of MoO3 on the Friction Behavior of the NAM Coatings
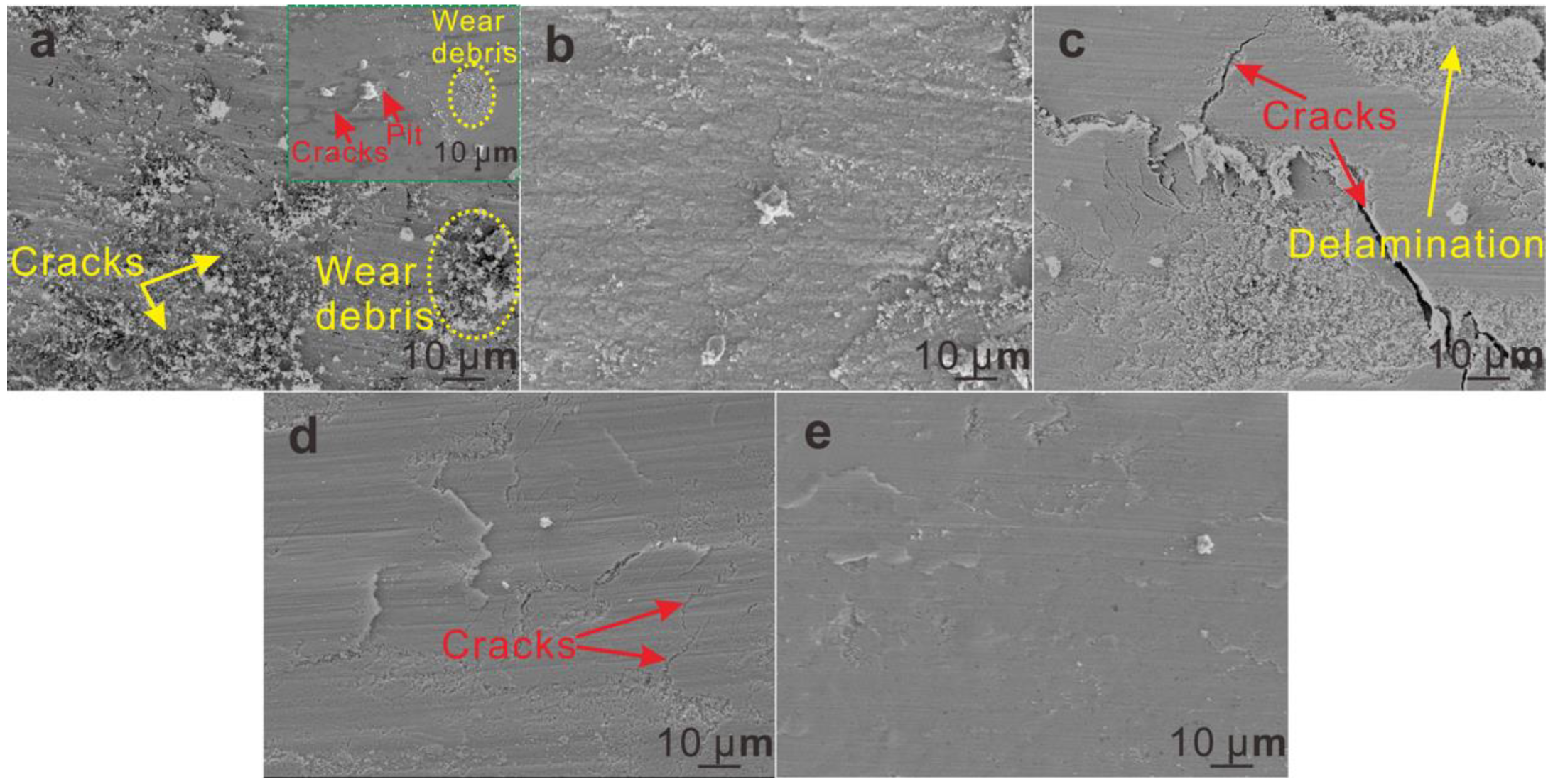
3.4. Worn Track Phase Composition
4. Discussion
4.1. Effect of MoO3 Additive on the Coating Microstructures and Mechanical Performances
4.2. Effect of MoO3 Additive on the Coating Solid Lubricational Properties
4.3. Effect of MoO3 on the Wear-Resistant Properties of the NAM Coatings
5. Conclusions
- (1)
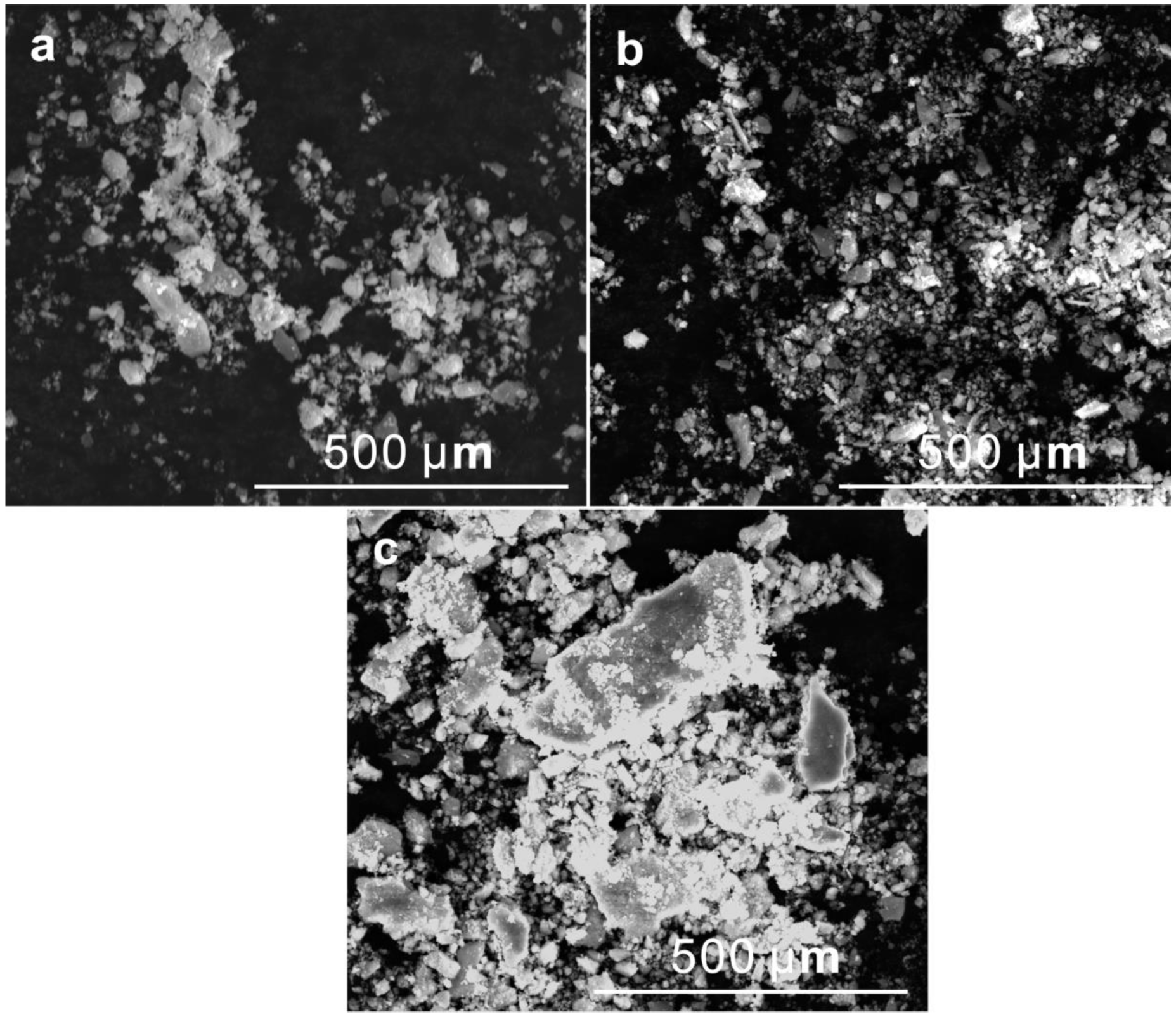
- An appropriate amount of MoO3 in the feedstock powder has little effect on the microstructure and mechanical properties of the deposited Ni3Al-based composite coating, and the HVOF sprayed NAM coatings have a high-level adhesive bonding strength of more than 45 MPa. When the MoO3 content in the feedstock powder reaches 20 wt.%, the microstructure and mechanical properties of the deposited coating deteriorate sharply.
- (2)
- The NAM composite coating formed by feedstock powder containing 15 wt.% MoO3 additive presents more excellent tribological performance with COF of 0.63–0.36 in the range of 25 °C to 800 °C and WR of 25.11–6.03 × 10−5 mm3/(Nm) in the range of 400 °C to 800 °C.
- (3)
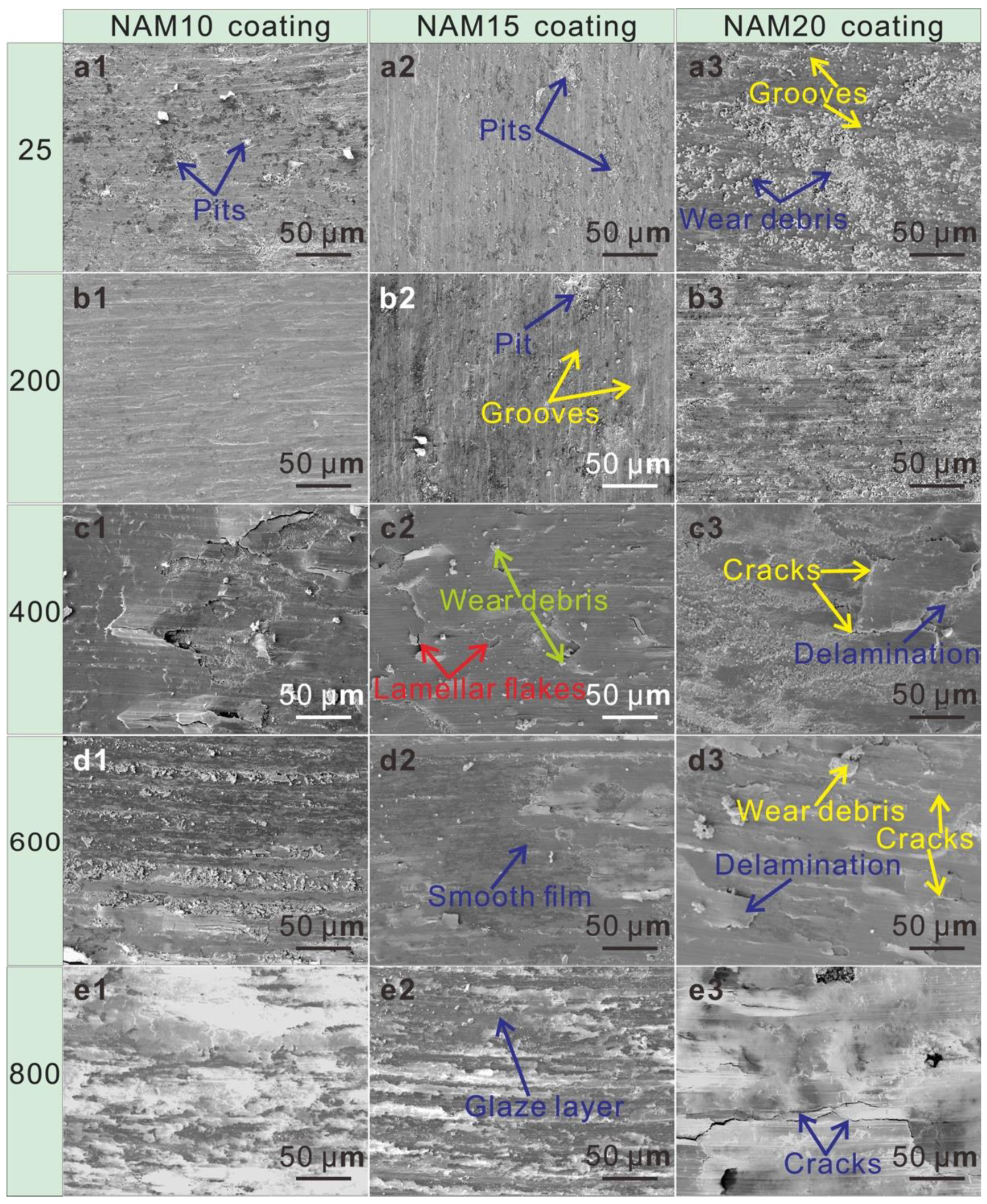
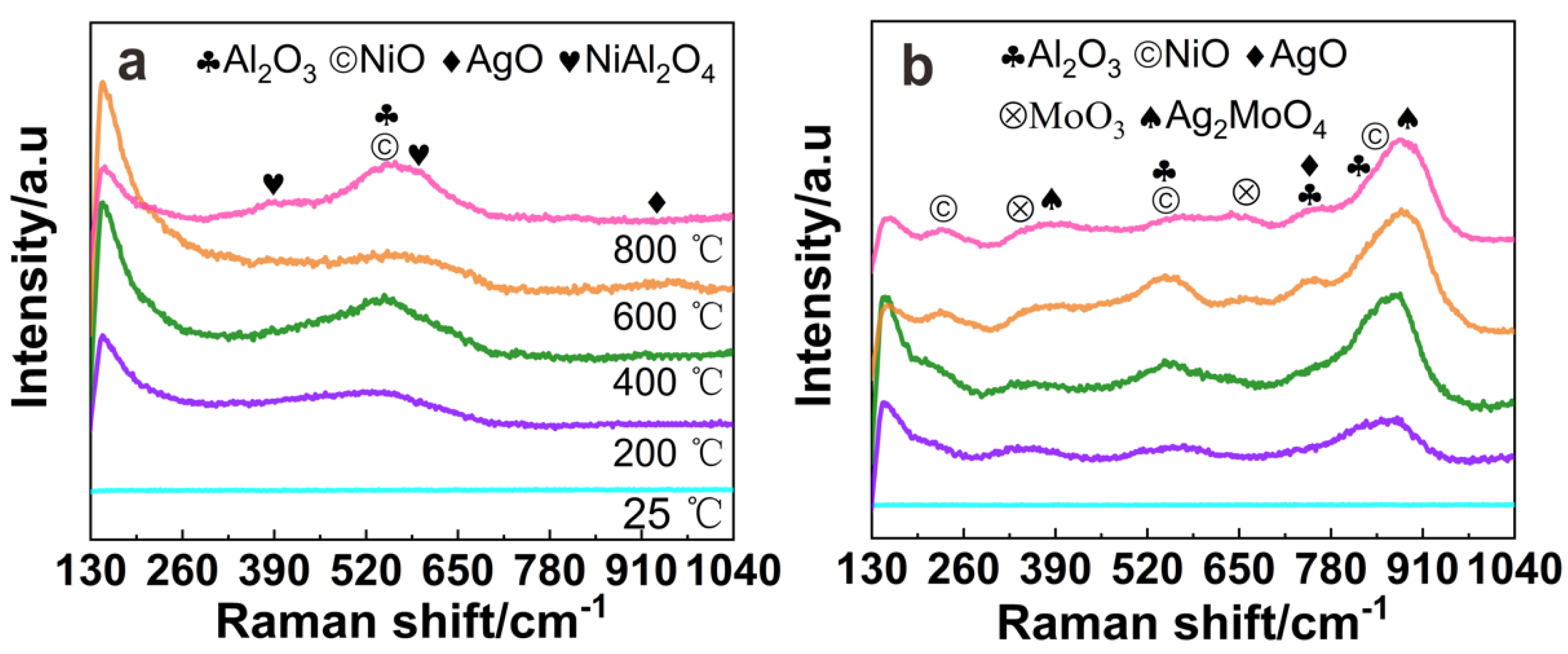
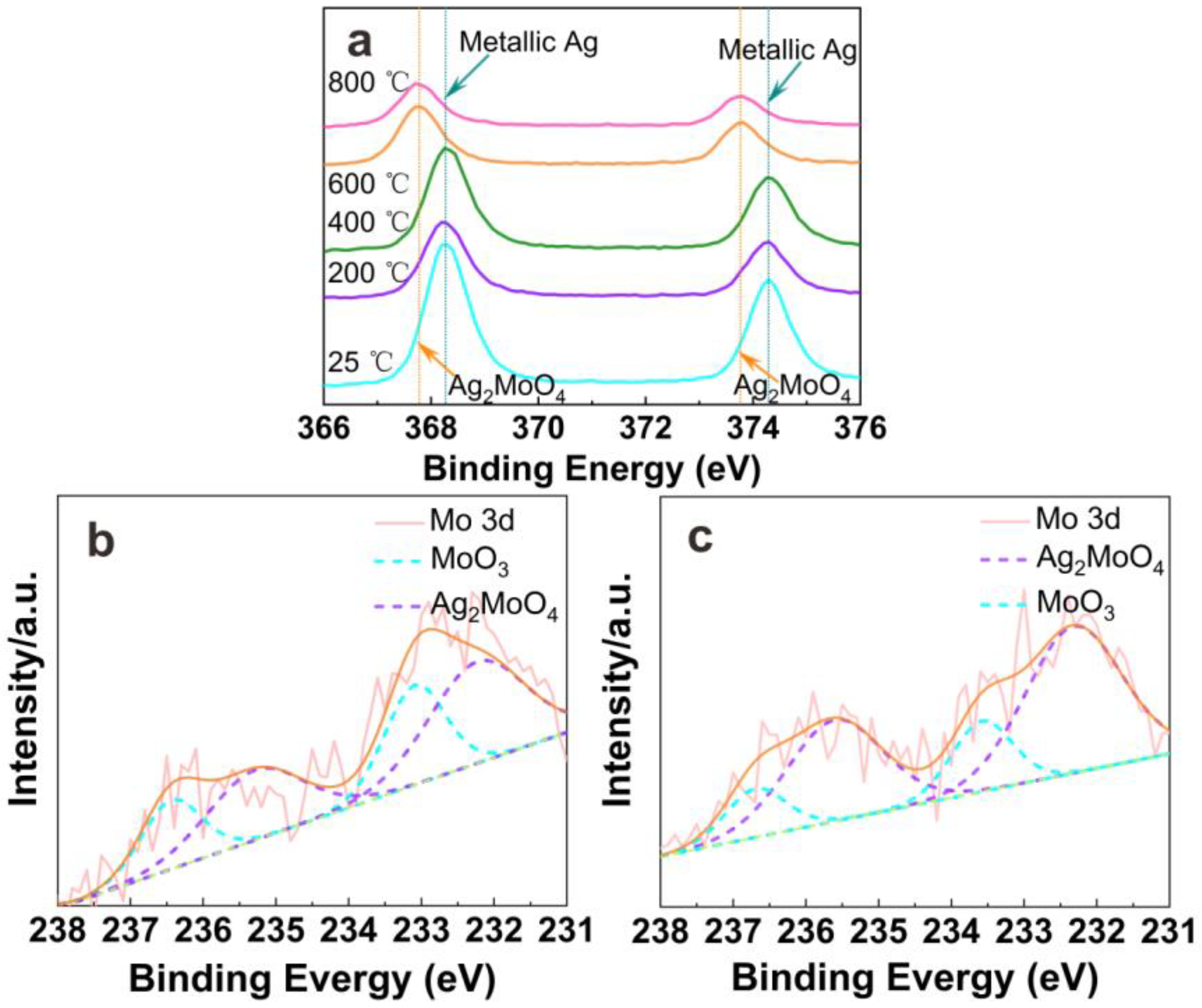
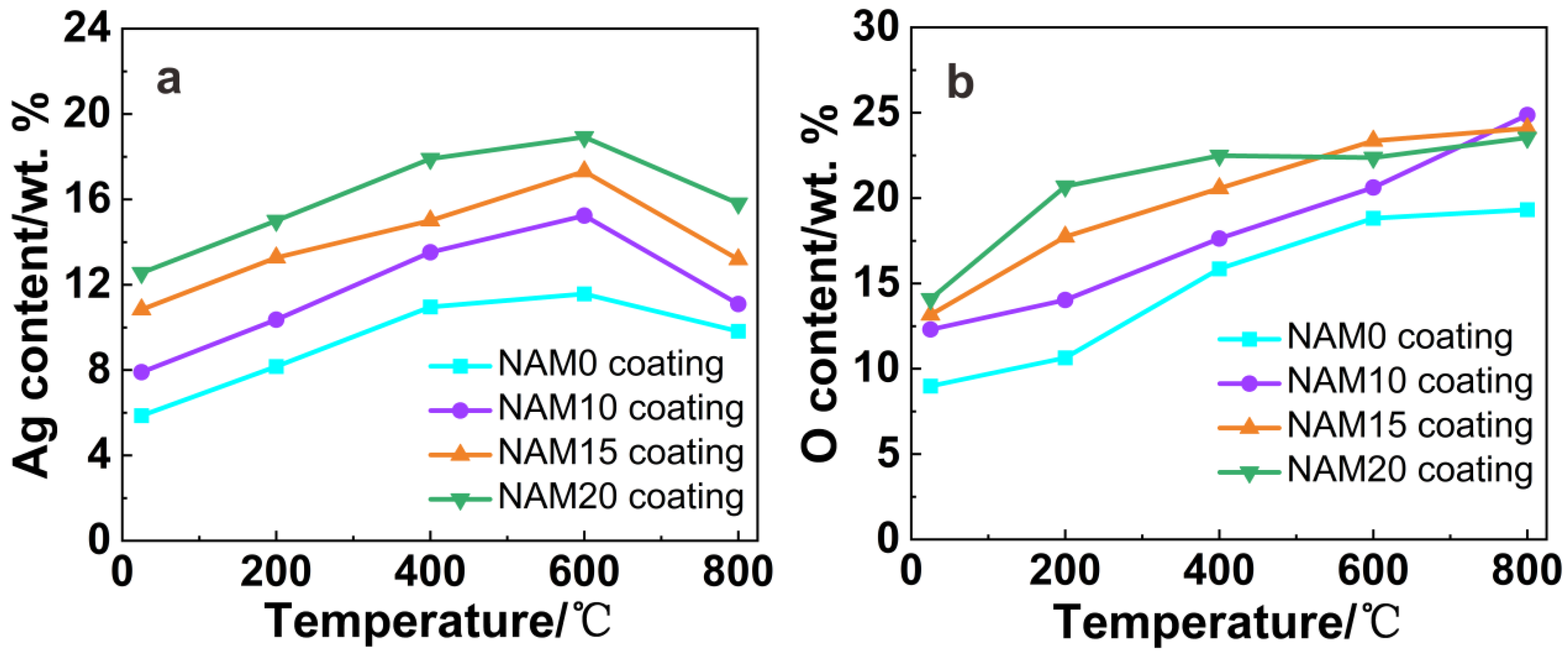
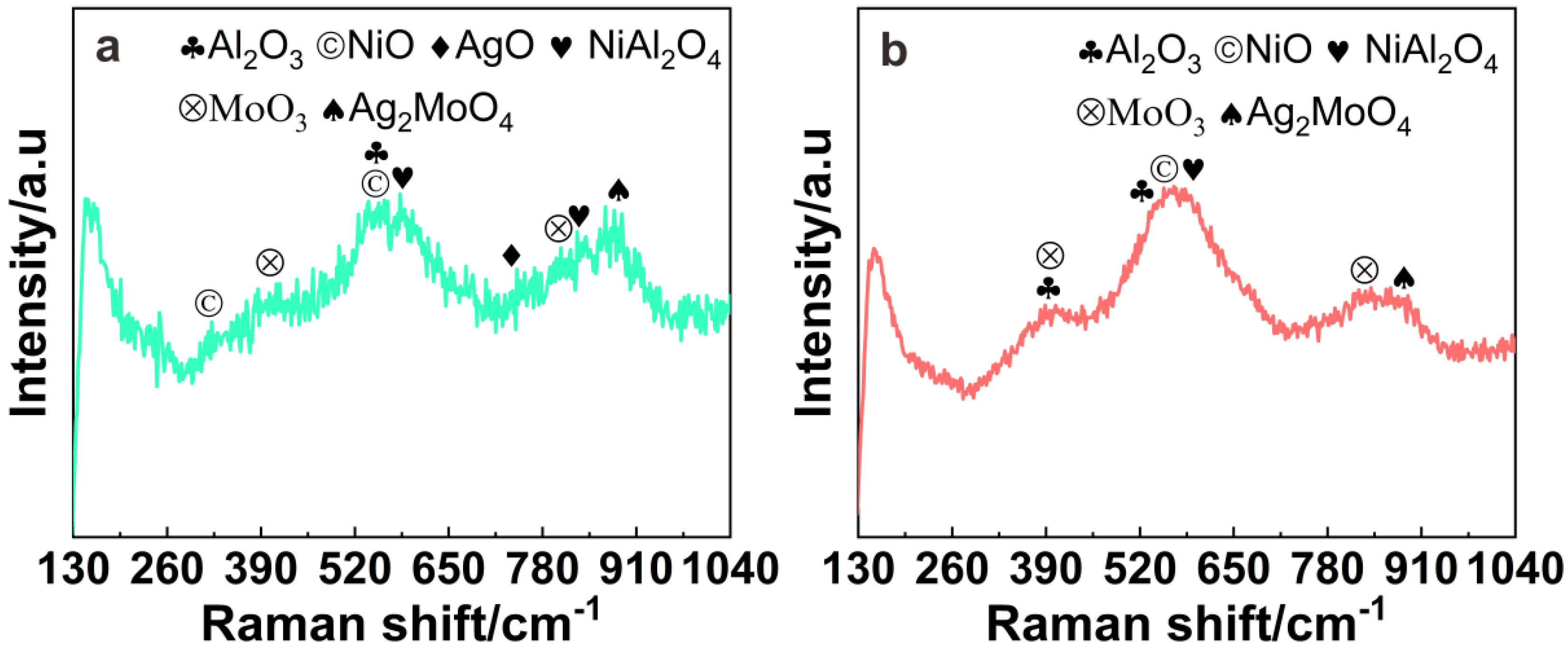
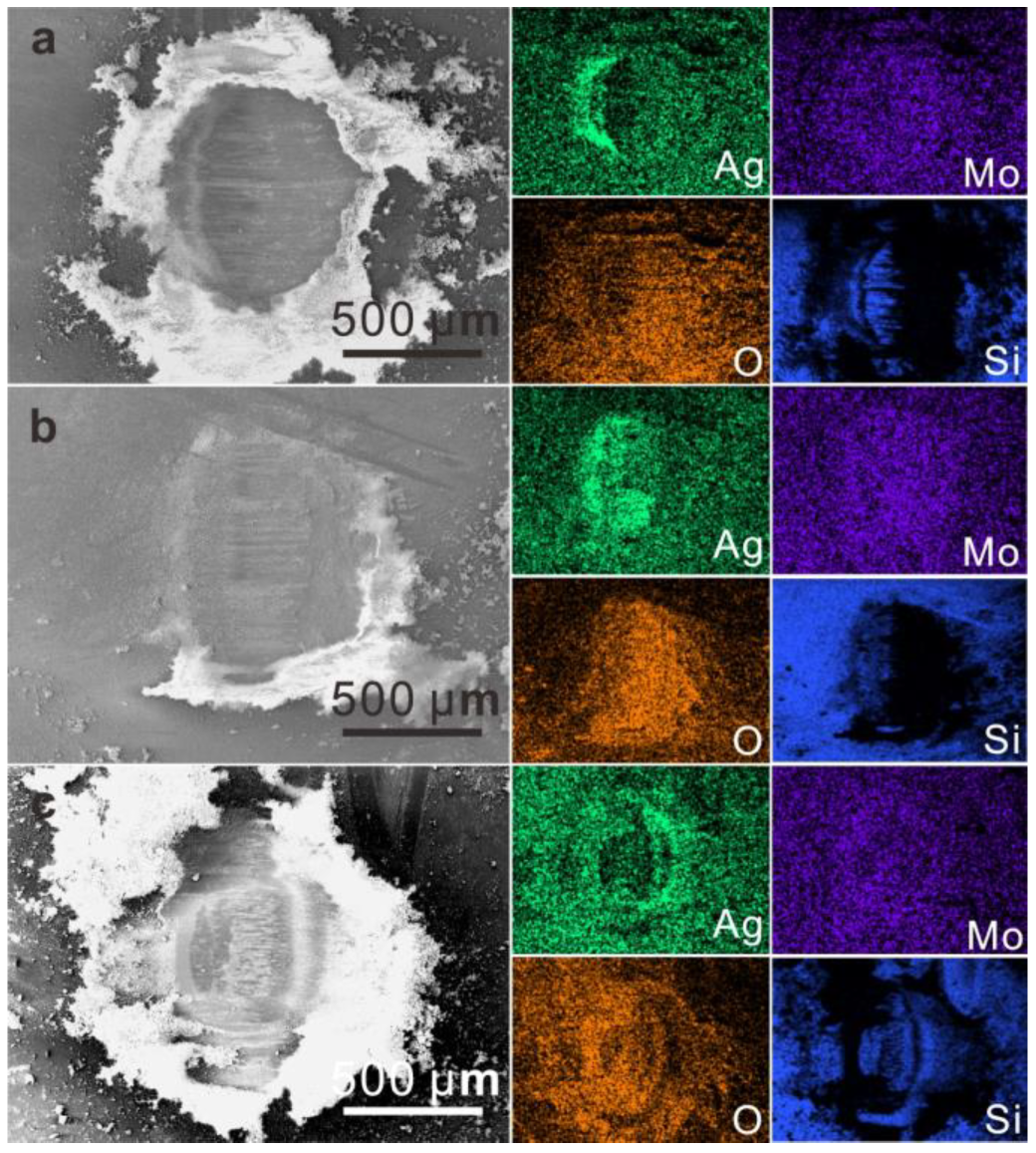
- In the temperature range of 25 °C to 400 °C, the effective lubricant of the coating was mainly metallic Ag; MoO3 occurs in brittle-plastic transitions and exhibits lubrication properties above 318 °C, and the addition of 15 wt.% MoO3 in the feedstock powder minimizes the deposited NAM coating abrasive wear. At 600 °C to 800 °C, the synergistic lubrication effect of the high-temperature solid lubricants such as NiO, Al2O3, MoO3 and a large amount of Ag2MoO4 formed by high-temperature oxidation and tribo-chemical reaction results in an excellent anti-friction performance of the NAM15 coating.
- (4)
- An excessive amount of MoO3 in the feedstock powder (20 wt.%) results in inferior interlayer bonding of the deposited coating, and the NAM20 coating is more prone to delamination, leading to a deterioration of the tribological performance and aggravation of delamination wear and abrasive wear at higher temperatures from 200 °C to 800 °C.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hanyaloglu, S.C.; Aksakal, B.; Mccolm, I.J. Reactive sintering of electroless nickel-plated aluminum powders. Mater. Charact. 2001, 47, 9–16. [Google Scholar] [CrossRef]
- Lu, L.; Lai, M.O.; Zhang, S. Evolution and characterization of a Ni3Al intermetallic compound during mechanical alloying. Mater. Des. 1994, 15, 79–86. [Google Scholar] [CrossRef]
- Huang, B.; Xiong, W.H.; Yang, Q.Q.; Yao, Z.H.; Zhang, G.P.; Zhang, M. Preparation, microstructure and mechanical properties of multicomponent Ni3Al-bonded cermets. Ceram. Int. 2014, 40, 14073–14081. [Google Scholar] [CrossRef]
- Yan, Z.; Shi, X.L.; Huang, Y.C.; Deng, X.B.; Yang, K.; Liu, X.Y. Tribological performance of Ni3Al matrix self-lubricating composites containing multilayer graphene and Ti3SiC2 at elevated temperatures. J. Mater. Eng. Perform. 2017, 26, 4605–4614. [Google Scholar] [CrossRef]
- Zhai, W.Z.; Shi, X.L.; Wang, M.; Xu, Z.S.; Yao, J.; Song, S.Y.; Wang, Y.F. Grain refinement: A mechanism for graphene nanoplatelets to reduce friction and wear of Ni3Al matrix self-lubricating composites. Wear 2014, 310, 33–40. [Google Scholar] [CrossRef]
- Zhu, S.Y.; Bi, Q.L.; Yang, J.; Liu, W.M. Tribological property of Ni3Al matrix composites with addition of BaMoO4. Tribol. Lett. 2011, 43, 55–63. [Google Scholar] [CrossRef]
- Stone, D.; Liu, J.; Singh, D.P.; Muratore, C.; Voevodin, A.A.; Mishra, S.; Rebholz, C.; Ge, Q.; Aouadi, S.M. Layered atomic structures of double oxides for low shear strength at high temperatures. Scripta Mater. 2010, 62, 735–738. [Google Scholar] [CrossRef]
- Chen, J.; An, Y.L.; Yang, J.; Zhao, X.Q.; Yan, F.Y.; Zhou, H.D.; Chen, J.M. Tribological properties of adaptive NiCrAlY-Ag-Mo coatings prepared by atmospheric plasma spraying. Surf. Coat. Tech. 2013, 235, 521–528. [Google Scholar] [CrossRef]
- Sliney, H.E. Solid lubricant materials for high temperatures: A review. Tribol. Int. 1982, 15, 303–315. [Google Scholar] [CrossRef] [Green Version]
- Zhu, S.Y.; Li, F.; Ma, J.Q.; Cheng, J.; Yin, B.; Yang, J.; Qiao, Z.H.; Liu, W.M. Tribological properties of Ni3Al matrix composites with addition of silver and barium salt. Tribol. Int. 2015, 84, 118–123. [Google Scholar] [CrossRef]
- Tyagi, R.; Xiong, D.S.; Li, J.L.; Dai, J.H. Elevated temperature tribological behavior of Ni based composites containing nano-silver and hBN. Wear 2010, 269, 884–890. [Google Scholar] [CrossRef]
- Shi, X.L.; Song, S.Y.; Zhai, W.Z.; Wang, M.; Xu, Z.S.; Yao, J.; Zhang, Q.X. Tribological behavior of Ni3Al matrix self-lubricating composites containing WS2, Ag and hBN tested from room temperature to 800 °C. Mater. Des. 2014, 55, 75–84. [Google Scholar] [CrossRef]
- Wang, J.Y.; Shan, Y.; Guo, H.J.; Li, B.; Wang, W.Z.; Jia, J.H. Friction and wear characteristics of hot-pressed NiCr-Mo/MoO3/Ag self-lubrication composites at elevated temperatures up to 900 °C. Tribol. Lett. 2015, 59, 48. [Google Scholar] [CrossRef]
- Fan, X.J.; Li, W.S.; Yang, J.; Cui, S.; Zhai, H.M.; He, D.Q.; Cheng, B.; Liu, W.M. Optimization of the HVOF spray deposition of Ni3Al coatings on stainless steel. J. Therm. Spray Tech. 2022, 31, 1598–1608. [Google Scholar] [CrossRef]
- Shen, Q.; Shi, X.L.; Yang, K.; Zou, J.L.; Zhai, W.Z.; Huang, Y.C. Tribological performance of TiAl matrix composites containing silver and V2O5 nanowires at elevated temperatures. RSC Adv. 2016, 6, 56294–56302. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, C.; Peng, Y.; Yu, Y.; Liu, L. Effects of crystallization on the corrosion resistance of Fe-based amorphous coatings. Corros. Sci. 2012, 9, 10–19. [Google Scholar] [CrossRef]
- Li, B.; Gao, Y.M.; Han, M.M.; Guo, H.J.; Jia, J.H.; Wang, W.Z.; Deng, H. Tribological properties of NiAl matrix composite coatings synthesized by plasma spraying method. J. Mater. Res. 2017, 32, 1674–1681. [Google Scholar] [CrossRef]
- Ouyang, J.H.; Sasaki, S.; Murakami, T.; Umeda, K. Tribological properties of spark-plasma-sintered ZrO2(Y2O3)-CaF2-Ag composites at elevated temperatures. Wear 2005, 258, 1444–1454. [Google Scholar] [CrossRef]
- Liu, E.Y.; Gao, Y.M.; Wang, W.Z.; Zhang, X.L.; Wang, X.; Yi, G.W.; Jia, J.H. Effect of Ag2Mo2O7 incorporation on the tribological characteristics of adaptive Ni-based composite at elevated temperatures. Tribol. T. 2013, 56, 469–479. [Google Scholar] [CrossRef]
- Chen, F.Y.; Feng, Y.; Shao, H.; Zhang, X.B.; Chen, J.; Chen, N.N. Friction and wear behaviors of Ag/MoS2/G composite in different atmospheres and at different temperatures. Tribol. T. 2012, 47, 139–148. [Google Scholar] [CrossRef]
- Song, Y.Y.; Xie, W.Y.; Yang, C.; Wei, D.D.; Su, X.T.; Li, L.; Wang, L.; Wang, J.D. Humic acid-assisted synthesis of Ag/Ag2MoO4 and Ag/Ag2WO4 and their highly catalytic reduction of nitro-and azo-aromatics. J. Mater. Res. Technol. 2020, 9, 5774–5783. [Google Scholar] [CrossRef]
- Ding, X.; Cheng, X.D.; Shi, J.; Li, C.; Yuan, C.Q.; Ding, Z.X. Influence of WC size and HVOF process on erosion wear performance of WC-10Co4Cr coatings. Int. J. Adv. Manuf. Tech. 2018, 96, 1615–1624. [Google Scholar] [CrossRef]
- Hermann-Muñoz, J.A.; Rincón-López, J.A.; Clavijo-Mejía, G.A.; Giraldo-Betancur, A.L.; Alvarado-Orozco, J.M.; Vizcaya-Ruiz, A.; Muñoz-Saldaña, J. Influence of HVOF parameters on HAp coating generation: An integrated approach using process maps. Surf. Coat. Tech. 2019, 358, 299–307. [Google Scholar] [CrossRef] [Green Version]
- Ludwig, G.A.; Malfatti, C.F.; Schroeder, R.M.; Ferrari, V.Z.; Muller, I.L. WC10Co4Cr coatings deposited by HVOF on martensitic stainless steel for use in hydraulic turbines: Resistance to corrosion and slurry erosion. Surf. Coat. Tech. 2019, 377, 124918. [Google Scholar] [CrossRef]
- Omid, T.; Mohammad, H.G.; Hamid, T.; Hamid, T. A study on mechanochemical behavior of MoO3-Mg-C to synthesize molybdenum carbide. Int. J. Refract Met. H. 2014, 47, 18–24. [Google Scholar]
- Shi, P.Y.; Yi, G.W.; Wan, S.H.; Sun, H.W.; Feng, X.C.; Pham, S.T.; Xie, E.Q.; Wang, Q.H. High temperature tribological performance of nickel-based composite coatings by incorporating multiple oxides (TiO2-ZnO-MoO3). Tribol. Int. 2020, 155, 106759. [Google Scholar] [CrossRef]
- Guo, T.; Chen, Y.M.; Cao, R.H.; Pang, X.L.; He, J.Y.; Qiao, L.J. Cleavage cracking of ductile-metal substrates induced by brittle coating fracture. Acta Mater. 2018, 152, 77–85. [Google Scholar] [CrossRef]
- Li, G.R.; Yang, G.J.; Li, C.X.; Li, C.J. Force transmission and its effect on structural changes in plasma-sprayed lamellar ceramic coatings. J. Eur. Ceram. Soc. 2017, 37, 2877–2888. [Google Scholar] [CrossRef]
- Liu, F.; Jia, J.H. Tribological properties and wear mechanisms of NiCr-Al2O3-SrSO4-Ag self-lubricating composites at elevated temperatures. Tribol. Lett. 2013, 49, 281–290. [Google Scholar] [CrossRef]
- Xu, Z.S.; Zhang, Q.X.; Zhai, W.Z. Wear and friction behaviour of TiAl matrix self-lubricating composites filled with WS2, MoO3 or multilayer graphene. RSC Adv. 2015, 5, 93554–93562. [Google Scholar] [CrossRef]
- Gulbiński, W.; Suszko, T. Thin films of Mo2N/Ag nanocomposite-the structure, mechanical and tribological properties. Surf. Coat. Tech. 2006, 201, 1469–1476. [Google Scholar] [CrossRef]
- Torres, H.; Ripoll, M.R.; Prakash, B. Tribological behaviour of self-lubricating materials at high temperatures. Int. Mater. Rev. 2017, 63, 309–340. [Google Scholar] [CrossRef]
- Aouadi, S.M.; Paudel, Y.; Simonson, W.J.; Ge, Q.; Kohli, P.; Muratore, C.; Voevodin, A.A. Tribological investigation of adaptive Mo2N/MoS2/Ag coatings with high sulfur content. Surf. Coat. Tech. 2009, 203, 1304–1309. [Google Scholar] [CrossRef]
- Liu, E.Y.; Wang, W.Z.; Gao, Y.M.; Jia, J.H. Tribological properties of Ni-based self-lubricating composites with addition of silver and molybdenum disulfide. Tribol. Int. 2013, 57, 235–241. [Google Scholar] [CrossRef]
- Erdemir, A. A crystal-chemical approach to lubrication by solid oxides. Tribol. Lett. 2000, 8, 97–102. [Google Scholar] [CrossRef]
- Erdemir, A. A crystal chemical approach to the formulation of self-lubricating nanocomposite coatings. Surf. Coat. Tech. 2005, 200, 1792–1796. [Google Scholar] [CrossRef]
- Kong, L.Q.; Zhu, S.Y.; Qiao, Z.H.; Yang, J.; Bi, Q.L.; Liu, W.M. Effect of Mo and Ag on the friction and wear behavior of ZrO2(Y2O3)-Ag-CaF2-Mo composites from 20 °C to 1000 °C. Tribol. Int. 2014, 78, 7–13. [Google Scholar] [CrossRef]
- Yu, Y.J.; Zhou, J.S.; Ren, S.F.; Wang, L.Q.; Xin, B.B.; Cao, S.L. Tribological properties of laser cladding NiAl intermetallic compound coatings at elevated temperatures. Tribol. Int. 2016, 104, 321–327. [Google Scholar] [CrossRef]
- Blau, P.J. Elevated-temperature tribology of metallic materials. Tribol. Int. 2010, 43, 1203–1208. [Google Scholar] [CrossRef]
- Franklin, S.E.; Kraker, A.D. Investigation of counterface surface topography effects on the wear and transfer behavior of a POM-20 % PTFE composite. Wear 2003, 255, 766–773. [Google Scholar] [CrossRef]
- Guilemany, J.M.; Miguel, J.M.; Armada, S.; Vizcaino, S.; Climent, F. Use of scanning white light interferometry in the characterization of wear mechanisms in thermal-sprayed coatings. Mater. Charact. 2001, 47, 307–331. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feedstock Powder | Compositions (wt.%) | ||
|---|---|---|---|
| Ni3Al | Ag | MoO3 | |
| NAM0 | 90 | 10 | - |
| NAM10 | 80 | 10 | 10 |
| NAM15 | 75 | 10 | 15 |
| NAM20 | 70 | 10 | 20 |
| Parameter | Value |
|---|---|
| Oxygen flow (L/s) | 4.53 |
| Propane gas flow (L/s) | 1.19 |
| Compressed air flow (L/s) | 6.25 |
| Nitrogen carrier gas flow (L/s) | 0.21 |
| Powder feed rate (g/s) | 0.83 |
| Gun speed (mm/s) | 300 |
| Spray distance (mm) | 250 |
| Composite Coating | Vickers Hardness (HV) | Adhesive Bonding Strength (MPa) | Coating Porosity (Vol. %) |
|---|---|---|---|
| NAM0 | 486.0 ± 9.1 | 59.4 ± 5.4 | 2.06 |
| NAM10 | 466.9 ± 12.2 | 56.6 ± 2.7 | 2.71 |
| NAM15 | 449.1 ± 14.7 | 53.1 ± 1.5 | 3.59 |
| NAM20 | 356.8 ± 17.9 | 47.5 ± 4.8 | 5.53 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, X.; Li, W.; Yang, J.; Zhu, S.; Cui, S.; Cheng, B.; Zhai, H. Effect of MoO3 Content on Ni3Al-Ag-MoO3 Composite Coating Microstructure and Tribological Properties. Coatings 2023, 13, 624. https://doi.org/10.3390/coatings13030624
Fan X, Li W, Yang J, Zhu S, Cui S, Cheng B, Zhai H. Effect of MoO3 Content on Ni3Al-Ag-MoO3 Composite Coating Microstructure and Tribological Properties. Coatings. 2023; 13(3):624. https://doi.org/10.3390/coatings13030624
Chicago/Turabian StyleFan, Xiangjuan, Wensheng Li, Jun Yang, Shengyu Zhu, Shuai Cui, Bo Cheng, and Haimin Zhai. 2023. "Effect of MoO3 Content on Ni3Al-Ag-MoO3 Composite Coating Microstructure and Tribological Properties" Coatings 13, no. 3: 624. https://doi.org/10.3390/coatings13030624