
Synthesis and Properties of Bio-Based Composites from Vegetable Oils and Starch




Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Synthesis of Starch-Reinforced/Plant Oil Composite
2.3. Characterization
3. Results and Discussion
3.1. Resin Composition
3.2. Cure Schedule
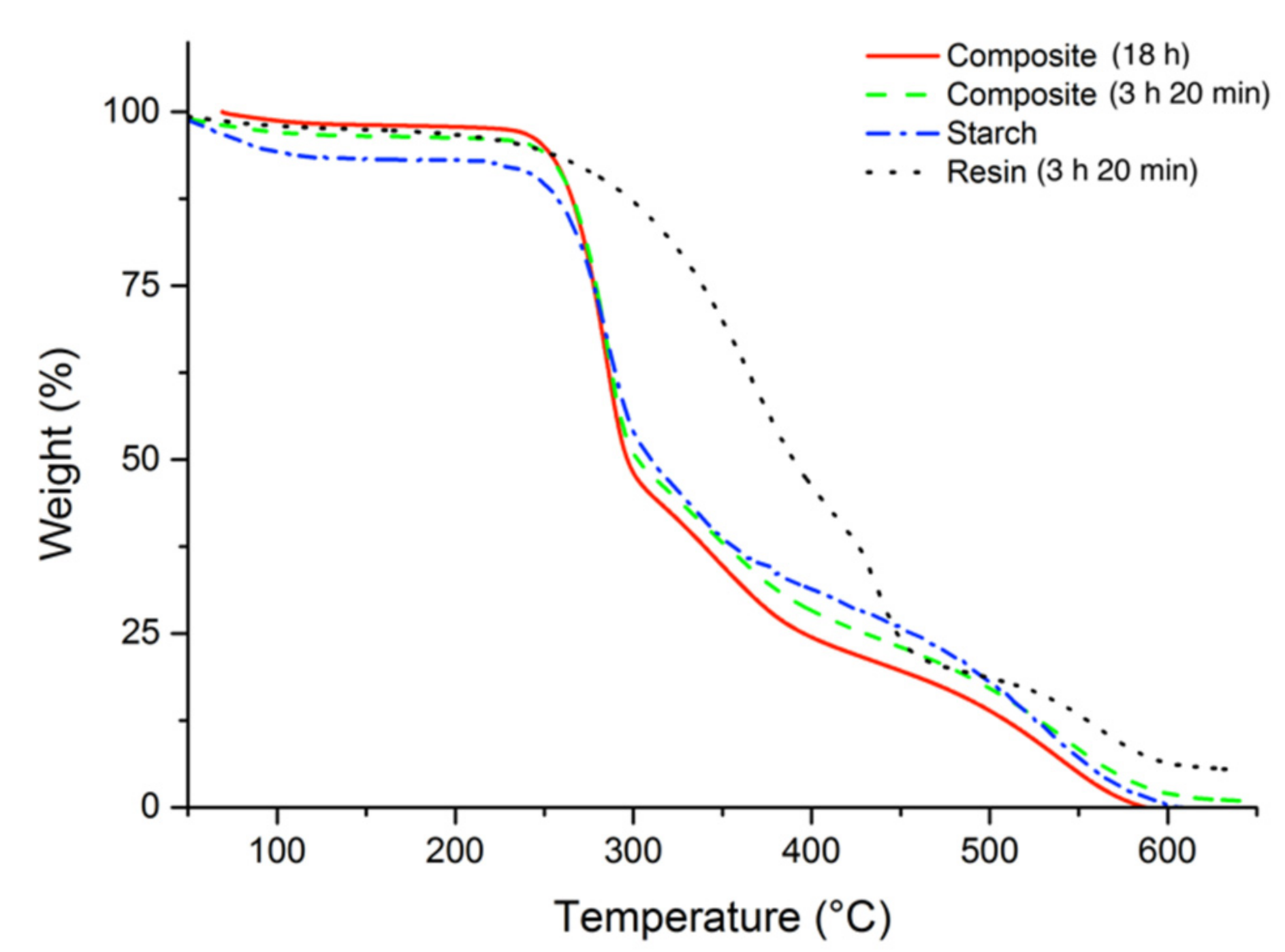
3.3. Thermal Stability
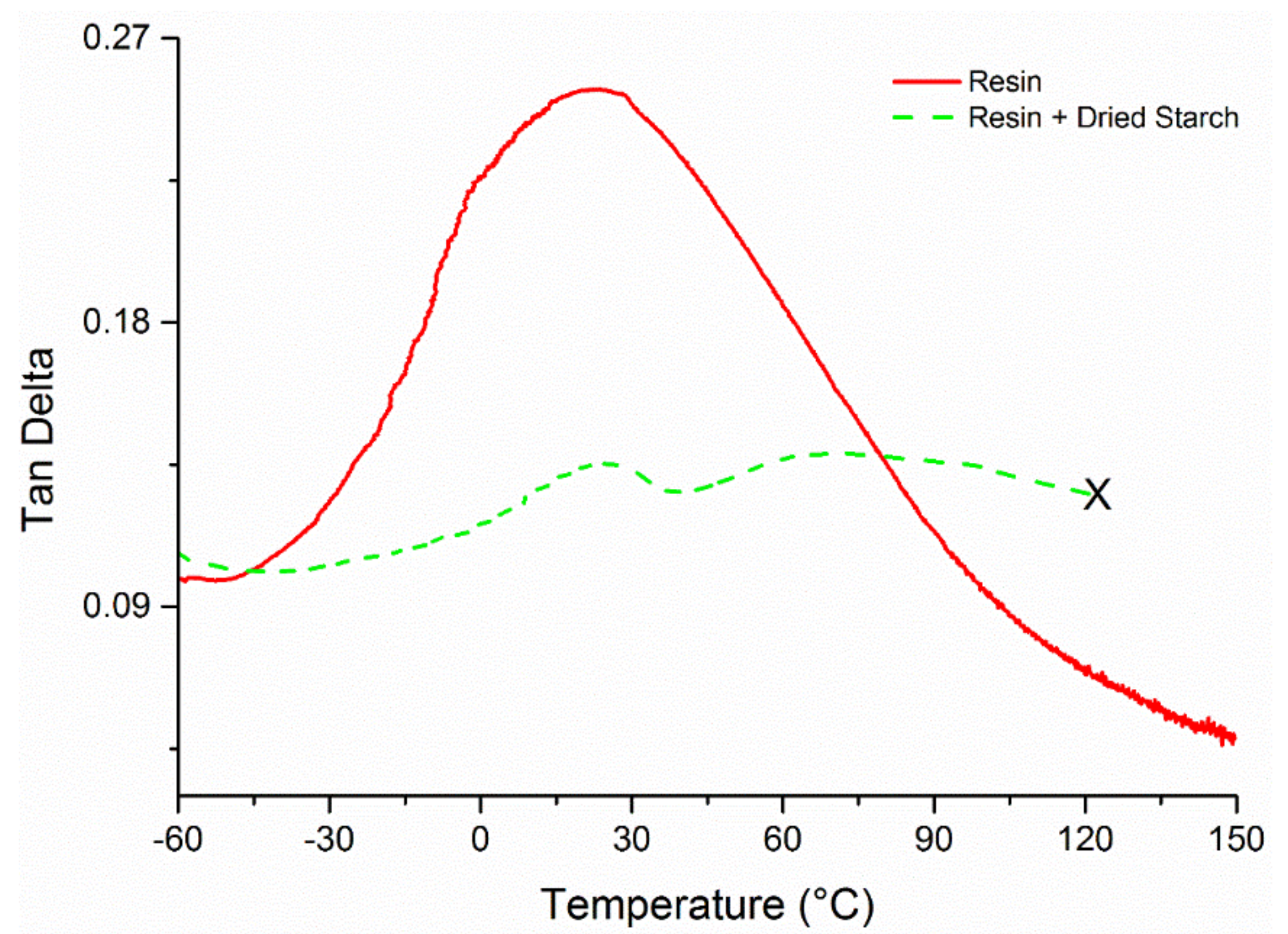
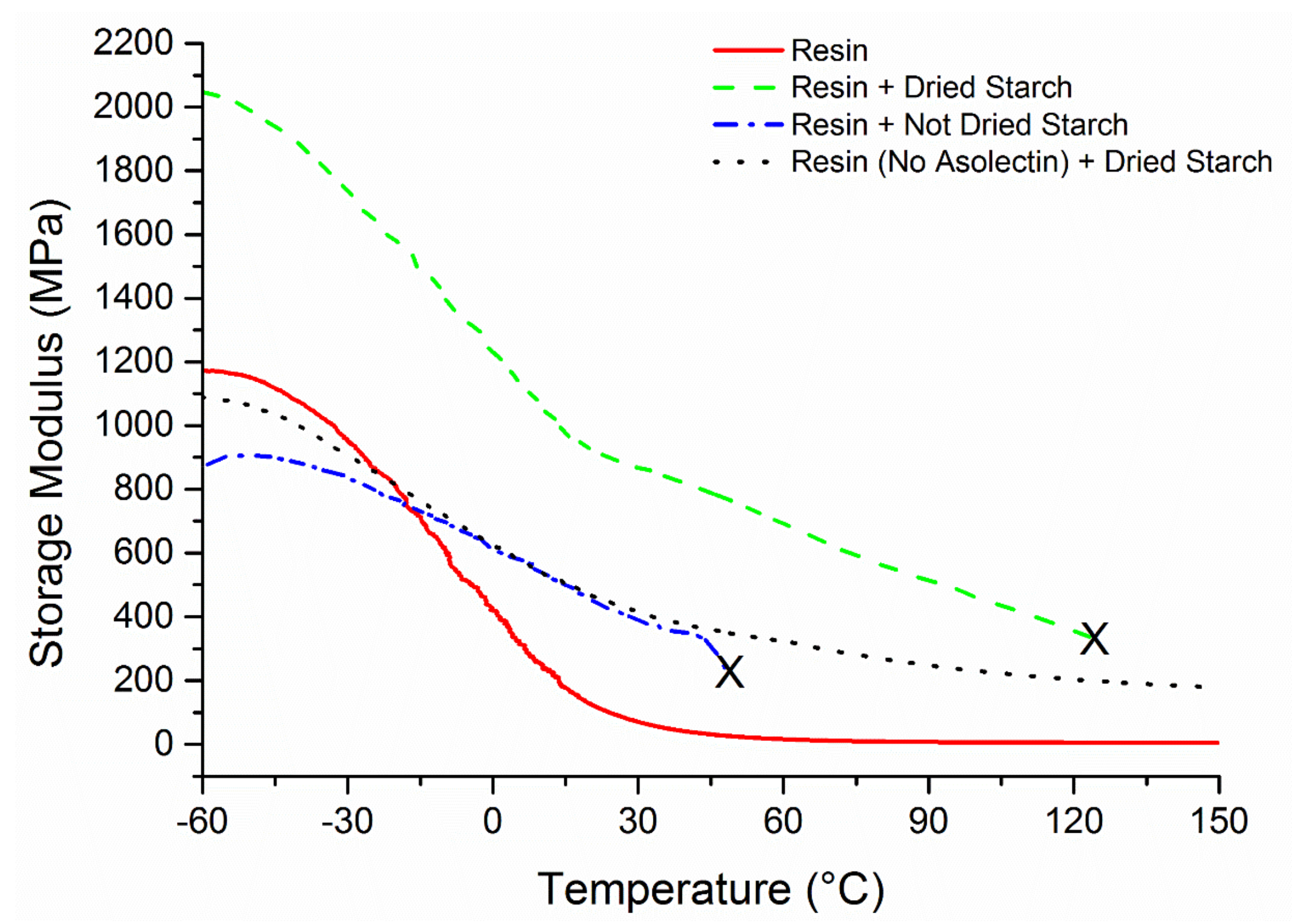
3.4. Thermo-Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Garavand, Y.; Taheri-Garavand, A.; Garavand, F.; Shahbazi, F.; Khodaei, D.; Cacciotti, I. Starch-Polyvinyl Alcohol-Based Films Reinforced with Chitosan Nanoparticles: Physical, Mechanical, Structural, Thermal and Antimicrobial Properties. Appl. Sci. 2022, 12, 1111. [Google Scholar] [CrossRef]
- Gao, T.-Y.; Wang, F.-D.; Xu, Y.; Wei, C.-X.; Zhu, S.-E.; Yang, W.; Lu, H.-D. Luteolin-Based Epoxy Resin with Exceptional Heat Resistance, Mechanical and Flame Retardant Properties. Chem. Eng. J. 2022, 428, 131173. [Google Scholar] [CrossRef]
- Du, Y.; Zhao, G.; Shi, G.; Wang, Y.; Li, W.; Ren, S. Effect of Crosslink Structure on Mechanical Properties, Thermal Stability and Flame Retardancy of Natural Flavonoid Based Epoxy Resins. Eur. Polym. J. 2022, 162, 110898. [Google Scholar] [CrossRef]
- Mattar, N.; Langlois, V.; Renard, E.; Rademacker, T.; Hübner, F.; Demleitner, M.; Altstädt, V.; Ruckdäschel, H.; Rios de Anda, A. Fully Bio-Based Epoxy-Amine Thermosets Reinforced with Recycled Carbon Fibers as a Low Carbon-Footprint Composite Alternative. ACS Appl. Polym. Mater. 2021, 3, 426–435. [Google Scholar] [CrossRef]
- Yu, Z.; Ma, S.; Tang, Z.; Liu, Y.; Xu, X.; Li, Q.; Zhang, K.; Wang, B.; Wang, S.; Zhu, J. Amino Acids as Latent Curing Agents and Their Application in Fully Bio-Based Epoxy Resins. Green Chem. 2021, 23, 6566–6575. [Google Scholar] [CrossRef]
- Huang, J.; Xiong, Y.; Zhou, X.; Yang, Z.; Yuan, T. A Novel Polyfunctional Polyurethane Acrylate Prepolymer Derived from Bio-Based Polyols for UV-Curable Coatings Applications. Polym. Test. 2022, 106, 107439. [Google Scholar] [CrossRef]
- Grauzeliene, S.; Valaityte, D.; Motiekaityte, G.; Ostrauskaite, J. Bio-Based Crosslinked Polymers Synthesized from Functionalized Soybean Oil and Squalene by Thiol–Ene UV Curing. Materials 2021, 14, 2675. [Google Scholar] [CrossRef]
- Yang, X.; Ren, C.; Liu, X.; Sun, P.; Xu, X.; Liu, H.; Shen, M.; Shang, S.; Song, Z. Recyclable Non-Isocyanate Polyurethanes Containing a Dynamic Covalent Network Derived from Epoxy Soybean Oil and CO2. Mater. Chem. Front. 2021, 5, 6160–6170. [Google Scholar] [CrossRef]
- Li, X.; Wang, D.; Zhao, L.; Hou, X.; Liu, L.; Feng, B.; Li, M.; Zheng, P.; Zhao, X.; Wei, S. UV LED Curable Epoxy Soybean-Oil-Based Waterborne PUA Resin for Wood Coatings. Prog. Org. Coat. 2021, 151, 105942. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, X.; Liang, D.; Deng, H.; Lin, Z.; Feng, P.; Wang, Q. Rapid Self-Healing, Multiple Recyclability and Mechanically Robust Plant Oil-Based Epoxy Resins Enabled by Incorporating Tri-Dynamic Covalent Bonding. J. Mater. Chem. A 2021, 9, 18431–18439. [Google Scholar] [CrossRef]
- Di Mauro, C.; Genua, A.; Rymarczyk, M.; Dobbels, C.; Malburet, S.; Graillot, A.; Mija, A. Chemical and Mechanical Reprocessed Resins and Bio-Composites Based on Five Epoxidized Vegetable Oils Thermosets Reinforced with Flax Fibers or PLA Woven. Compos. Sci. Technol. 2021, 205, 108678. [Google Scholar] [CrossRef]
- Li, P.; Chu, Z.; Chen, Y.; Yuan, T.; Yang, Z. One-Pot and Solvent-Free Synthesis of Castor Oil-Based Polyurethane Acrylate Oligomers for UV-Curable Coatings Applications. Prog. Org. Coat. 2021, 159, 106398. [Google Scholar] [CrossRef]
- Hegde, M.B.; Mohana, K.N.S.; Rajitha, K.; Madhusudhana, A.M. Reduced Graphene Oxide-Epoxidized Linseed Oil Nanocomposite: A Highly Efficient Bio-Based Anti-Corrosion Coating Material for Mild Steel. Prog. Org. Coat. 2021, 159, 106399. [Google Scholar] [CrossRef]
- Xu, Y.; Fu, P.; Dai, S.; Zhang, H.; Bi, L.; Jiang, J.; Chen, Y. Catalyst-Free Self-Healing Fully Bio-Based Vitrimers Derived from Tung Oil: Strong Mechanical Properties, Shape Memory, and Recyclability. Ind. Crops Prod. 2021, 171, 113978. [Google Scholar] [CrossRef]
- Zhang, H.; Li, W.; Xu, J.; Shang, S.; Song, Z. Synthesis and Characterization of Bio-Based Epoxy Thermosets Using Rosin-Based Epoxy Monomer. Iran. Polym. J. 2021, 30, 643–654. [Google Scholar] [CrossRef]
- Murawski, A.; Quirino, R.L. Vegetable Oils as a Chemical Platform. In Polymer Gels; Springer: Berlin/Heidelberg, Germany; New York, NY, USA, 2018; pp. 125–152. [Google Scholar]
- Biermann, U.; Bornscheuer, U.T.; Feussner, I.; Meier, M.A.R.; Metzger, J.O. Fatty Acids and Their Derivatives as Renewable Platform Molecules for the Chemical Industry. Angew. Chem. Int. Ed. 2021, 60, 20144–20165. [Google Scholar] [CrossRef]
- Schönemann, A.; Frenzel, W.; Unger, A.; Kenndler, E. An Investigation of the Fatty Acid Composition of New and Aged Tung Oil. Stud. Conserv. 2006, 51, 99–110. [Google Scholar] [CrossRef]
- Vereshchagin, A.G.; Novitskaya, G.V. The Triglyceride Composition of Linseed Oil. J. Am. Oil Chem. Soc. 1965, 42, 970–974. [Google Scholar] [CrossRef]
- Silva, J.A.C.; Grilo, L.M.; Gandini, A.; Lacerda, T.M. The Prospering of Macromolecular Materials Based on Plant Oils within the Blooming Field of Polymers from Renewable Resources. Polymers 2021, 13, 1722. [Google Scholar] [CrossRef]
- Li, F.; Larock, R.C. Thermosetting Polymers from Cationic Copolymerization of Tung Oil: Synthesis and Characterization. J. Appl. Polym. Sci. 2000, 78, 1044–1056. [Google Scholar] [CrossRef]
- Li, F.; Larock, R.C. Synthesis, Structure and Properties of New Tung Oil−Styrene−Divinylbenzene Copolymers Prepared by Thermal Polymerization. Biomacromolecules 2003, 4, 1018–1025. [Google Scholar] [CrossRef] [PubMed]
- Sharma, V.; Banait, J.S.; Larock, R.C.; Kundu, P.P. Morphological and Thermal Characterization of Linseed-Oil Based Polymers from Cationic and Thermal Polymerization. J. Polym. Environ. 2010, 18, 235–242. [Google Scholar] [CrossRef]
- Quirino, R.L.; Ma, Y.; Larock, R.C. Oat Hull Composites from Conjugated Natural Oils. Green Chem. 2012, 14, 1398. [Google Scholar] [CrossRef]
- Quirino, R.L.; Woodford, J.; Larock, R.C. Soybean and Linseed Oil-Based Composites Reinforced with Wood Flour and Wood Fibers. J. Appl. Polym. Sci. 2012, 124, 1520–1528. [Google Scholar] [CrossRef]
- Scholz, A.; Lewis, R.L.; Bachan, M.A.; Stewart, A.L.; Quirino, R.L. Biocomposites from the Reinforcement of a Tung Oil-Based Thermosetting Resin with Collagen. Mater. Chem. Front. 2017, 1, 1795–1803. [Google Scholar] [CrossRef]
- Murawski, A.; Quirino, R.L. Bio-Based Composites with Enhanced Matrix-Reinforcement Interactions from the Polymerization of α-Eleostearic Acid. Coatings 2019, 9, 447. [Google Scholar] [CrossRef] [Green Version]
- Johns, A.; Morris, S.; Edwards, K.; Quirino, R.L. Asolectin from Soybeans as a Natural Compatibilizer for Cellulose-Reinforced Biocomposites from Tung Oil. J. Appl. Polym. Sci. 2015, 132. [Google Scholar] [CrossRef]
- Quirino, R.L.; Larock, R.C. Rice hull biocomposites, Part 2: Effect of the resin composition on the properties of the composite. J. Appl. Polym. Sci. 2011, 121, 2050–2059. [Google Scholar] [CrossRef]
- Pfister, D.P.; Baker, J.R.; Henna, P.H.; Lu, Y.; Larock, R.C. Preparation and Properties of Tung Oil-Based Composites Using Spent Germ as a Natural Filler. J. Appl. Polym. Sci. 2008, 108, 3618–3625. [Google Scholar] [CrossRef]
- Babaee, M.; Garavand, F.; Rehman, A.; Jafarazadeh, S.; Amini, E.; Cacciotti, I. Biodegradability, Physical, Mechanical and Antimicrobial Attributes of Starch Nanocomposites Containing Chitosan Nanoparticles. Int. J. Biol. Macromol. 2022, 195, 49–58. [Google Scholar] [CrossRef]
- Follain, N.; Joly, C.; Dole, P.; Bliard, C. Mechanical Properties of Starch-Based Materials. I. Short Review and Complementary Experimental Analysis. J. Appl. Polym. Sci. 2005, 97, 1783–1794. [Google Scholar] [CrossRef]
- Zhang, J.-F.; Sun, X. Mechanical Properties of Poly(Lactic Acid)/Starch Composites Compatibilized by Maleic Anhydride. Biomacromolecules 2004, 5, 1446–1451. [Google Scholar] [CrossRef]
- Yusoff, N.H.; Pal, K.; Narayanan, T.; de Souza, F.G. Recent Trends on Bioplastics Synthesis and Characterizations: Polylactic Acid (PLA) Incorporated with Tapioca Starch for Packaging Applications. J. Mol. Struct. 2021, 1232, 129954. [Google Scholar] [CrossRef]
- Weng, F.; Zhang, P.; Guo, D.; Koranteng, E.; Wu, Z.; Wu, Q. Preparation and Properties of Compatible Starch-PCL Composites: Effects of the NCO Functionality in Compatibilizer. Starch-Stärke 2020, 72, 1900239. [Google Scholar] [CrossRef]
- Odusanya, O.S.; Manan, D.M.A.; Ishiaku, U.S.; Azemi, B.M.N. Effect of Starch Predrying on the Mechanical Properties of Starch/Poly(ε-Caprolactone) Composites. J. Appl. Polym. Sci. 2003, 87, 877–884. [Google Scholar] [CrossRef]
- Wu, C.-S. Performance of an Acrylic Acid Grafted Polycaprolactone/Starch Composite: Characterization and Mechanical Properties. J. Appl. Polym. Sci. 2003, 89, 2888–2895. [Google Scholar] [CrossRef]
- Shuzhen, N.; Liang, J.; Hui, Z.; Yongchao, Z.; Guigan, F.; Huining, X.; Hongqi, D. Enhancing Hydrophobicity, Strength and UV Shielding Capacity of Starch Film via Novel Co-Cross-Linking in Neutral Conditions. R. Soc. Open Sci. 2018, 5, 181206. [Google Scholar] [CrossRef] [Green Version]
- Quirino, R.L.; Larock, R.C. Synthesis and Properties of Soy Hull-Reinforced Biocomposites from Conjugated Soybean Oil. J. Appl. Polym. Sci. 2009, 112, 2033–2043. [Google Scholar] [CrossRef]
- Kundu, P.P.; Larock, R.C. Novel Conjugated Linseed Oil−Styrene−Divinylbenzene Copolymers Prepared by Thermal Polymerization. 1. Effect of Monomer Concentration on the Structure and Properties. Biomacromolecules 2005, 6, 797–806. [Google Scholar] [CrossRef]
- Duckworth, R.B.; International Union of Food Science and Technology. Water Relations of Foods: Proceedings of an International Symposium Held in Glasgow, September 1974; Academic Press: London, UK; New York, NY, USA, 1975; pp. 447–450. [Google Scholar]
- Karthik, T.; Murugan, R. Characterization and Analysis of Ligno-Cellulosic Seed Fiber from Pergularia Daemia Plant for Textile Applications. Fibers Polym. 2013, 14, 465–472. [Google Scholar] [CrossRef]
- García-Armenta, E.; Picos-Corrales, L.A.; Gutiérrez-López, G.F.; Gutiérrez-Dorado, R.; Perales-Sánchez, J.X.K.; García-Pinilla, S.; Reynoso-García, F.; Martínez-Audelo, J.M.; Armenta-Manjarrez, M.A. Preparation of Surfactant-Free Emulsions Using Amaranth Starch Modified by Reactive Extrusion. Colloids Surf. A Physicochem. Eng. Asp. 2021, 608, 125550. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Tung Oil (g) | Linseed Oil (g) | Asolectin (g) | Starch | wt.% Extracted |
|---|---|---|---|---|---|
| 1 | 1.0 | - | - | not dry | 4.0 |
| 2 | 0.8 | - | 0.2 | not dry | 6.5 |
| 3 | 0.6 | - | 0.4 | not dry | 10.4 |
| 4 | 0.2 | 0.6 | 0.2 | not dry | 12.7 |
| 5 | 0.6 | 0.2 | 0.2 | not dry | 8.5 |
| 6 | 0.2 | 0.6 | 0.2 | dry | 8.9 |
| 7 | 0.6 | 0.2 | 0.2 | dry | 6.9 |
| 8 | 0.8 | - | 0.2 | dry | 5.4 |
| Cure Schedule | 120 °C | 140 °C |
|---|---|---|
| I | 2 h 50 min | 21 h |
| II | - | 24 h |
| III | 24 h | - |
| Experiment | Tung Oil (wt.%) | Asolectin (wt.%) | Starch | Tg1 (°C) | Tg2 (°C) | E′ at 25 °C (MPa) | E′ at Tg1 + 50 °C (MPa) |
|---|---|---|---|---|---|---|---|
| 1 | 40 | 10 | - | 22 | - | 95 | 11 |
| 2 | 40 | 10 | Dry | 26 | 65 | 893 | 588 |
| 3 | 40 | 10 | Non dry | −8 | 31 | 417 | 345 |
| 4 | 50 | - | Dry | −4 | 40 | 441 | 357 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Biswas, E.; Silva, J.A.C.; Khan, M.; Quirino, R.L. Synthesis and Properties of Bio-Based Composites from Vegetable Oils and Starch. Coatings 2022, 12, 1119. https://doi.org/10.3390/coatings12081119
Biswas E, Silva JAC, Khan M, Quirino RL. Synthesis and Properties of Bio-Based Composites from Vegetable Oils and Starch. Coatings. 2022; 12(8):1119. https://doi.org/10.3390/coatings12081119
Chicago/Turabian StyleBiswas, Eletria, Julio Antonio Conti Silva, Mujibur Khan, and Rafael Lopes Quirino. 2022. "Synthesis and Properties of Bio-Based Composites from Vegetable Oils and Starch" Coatings 12, no. 8: 1119. https://doi.org/10.3390/coatings12081119