
Effect of hBN on Corrosion and Wear Performances of DC Electrodeposited NiW and NiW–SiC on Brass Substrates

Abstract
:1. Introduction
2. Methodology
2.1. Electrolyte Components and Substrate Preparation
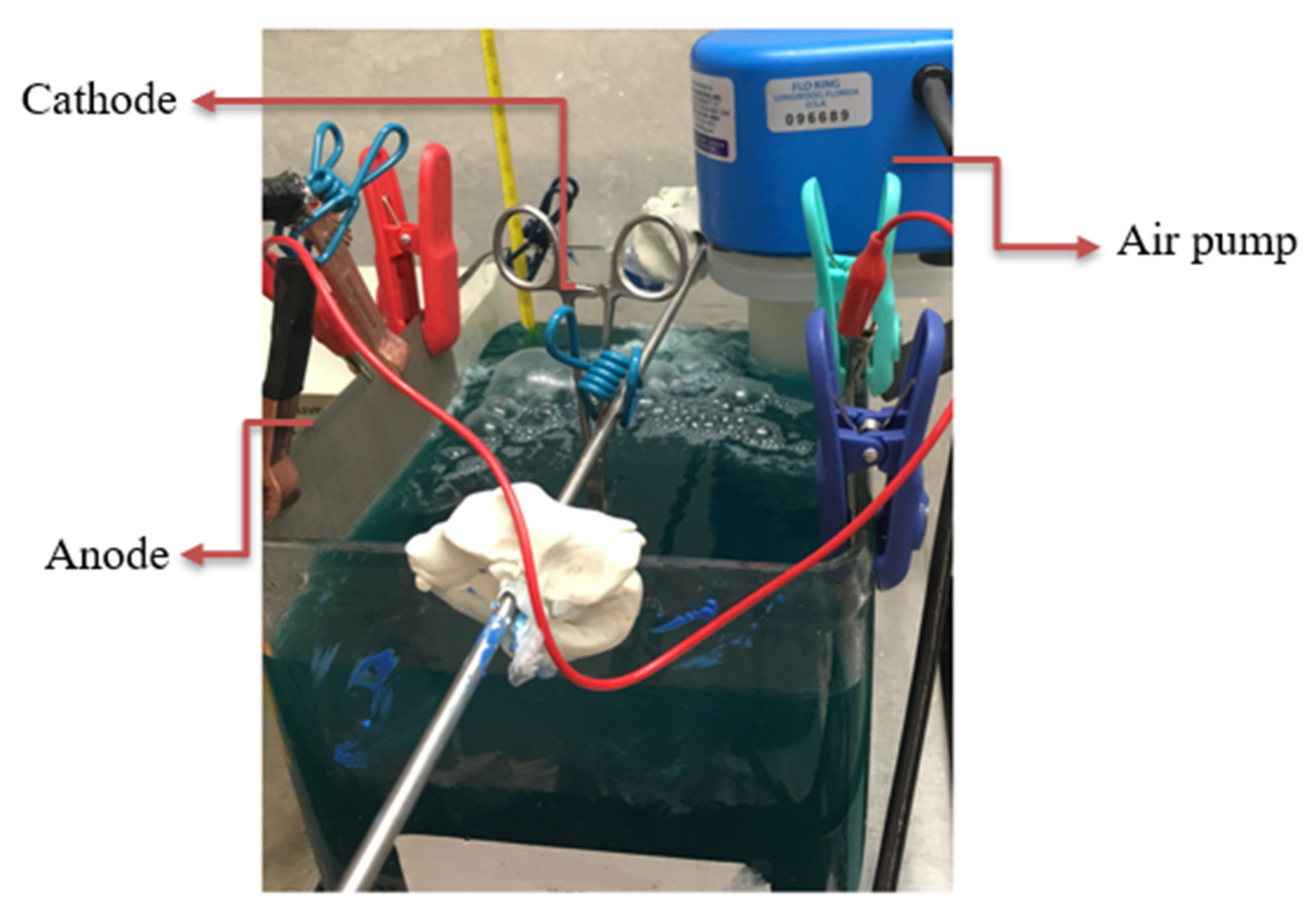
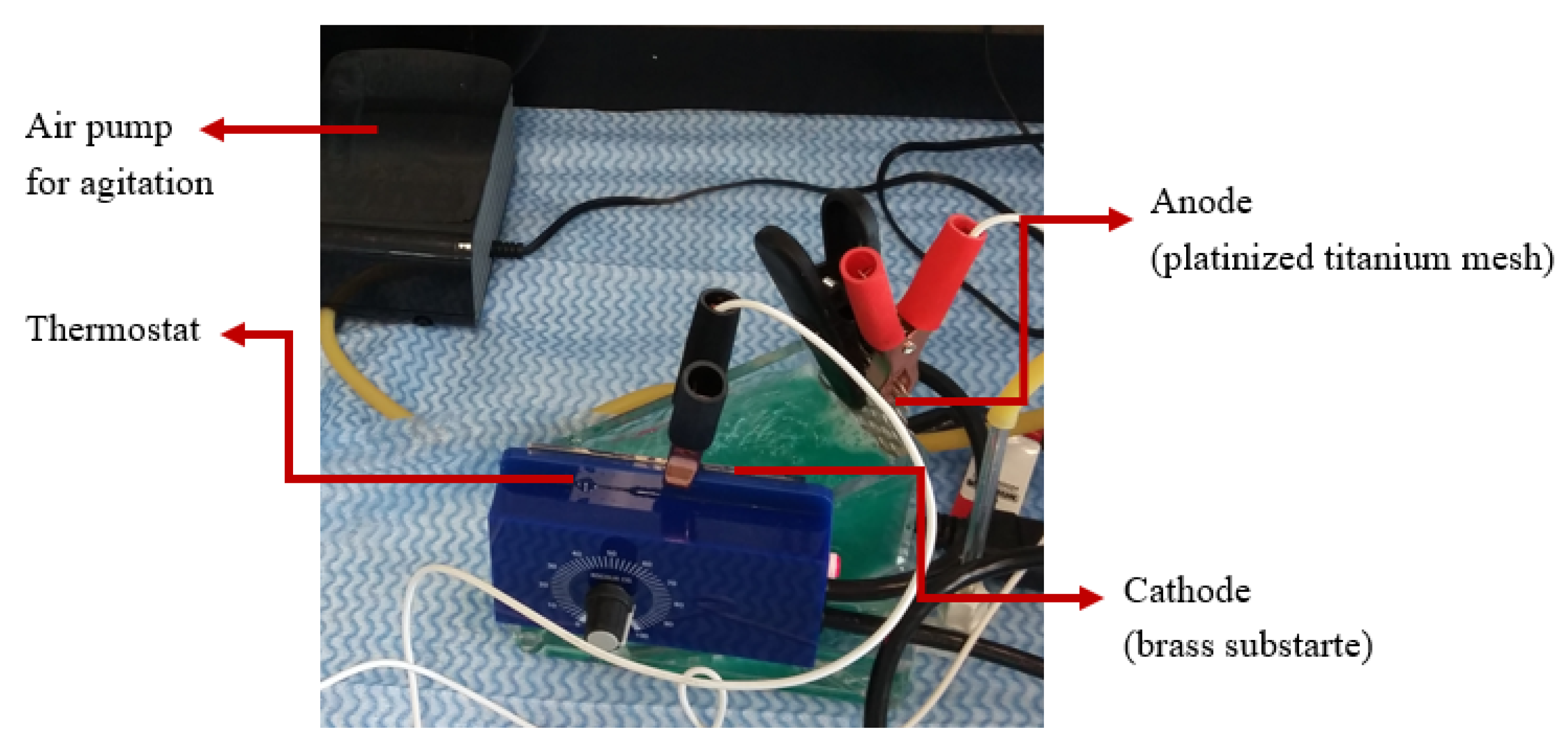
2.2. Electrodeposition Setup
2.3. Characterization of Deposits
3. Results and Discussion
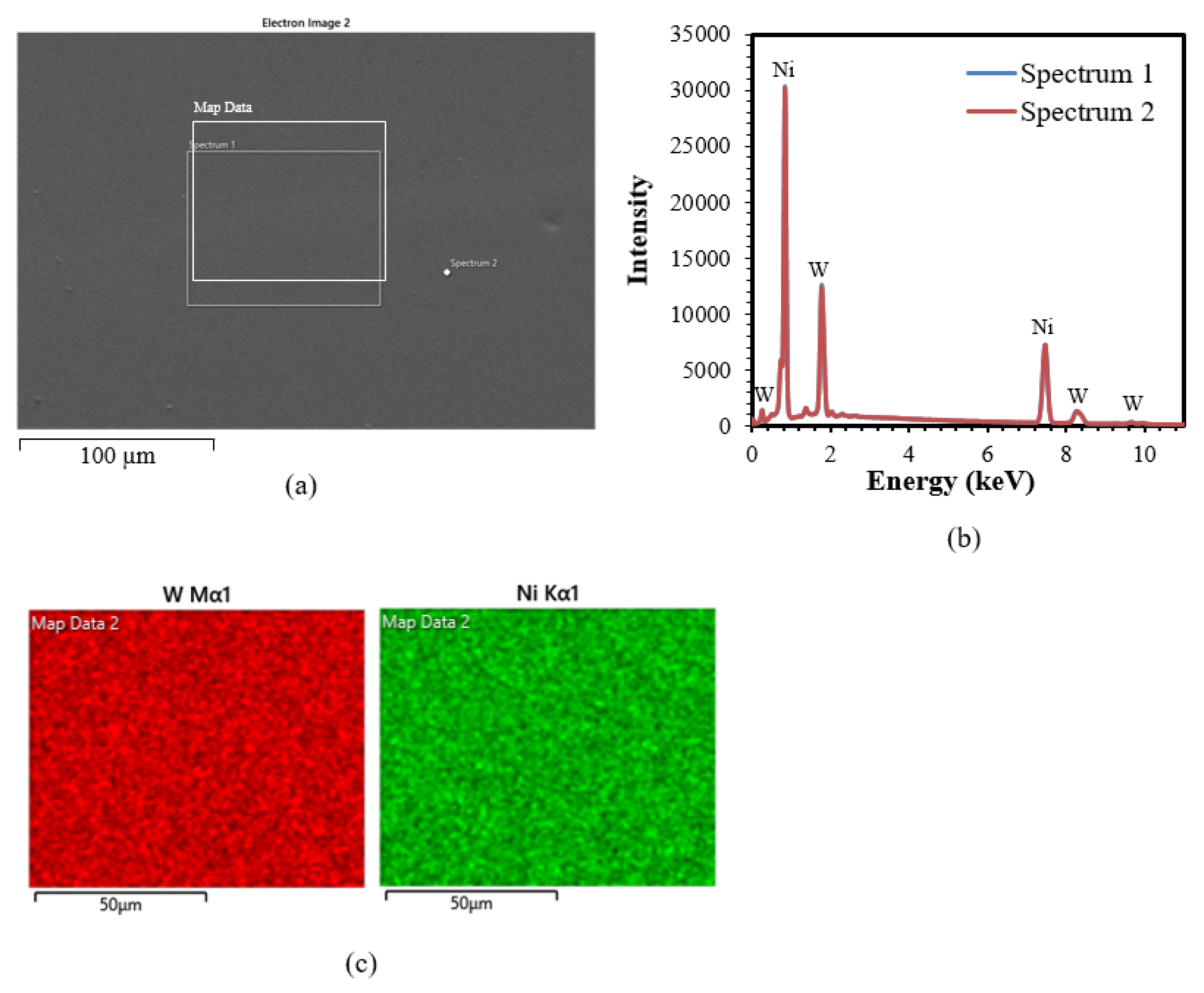
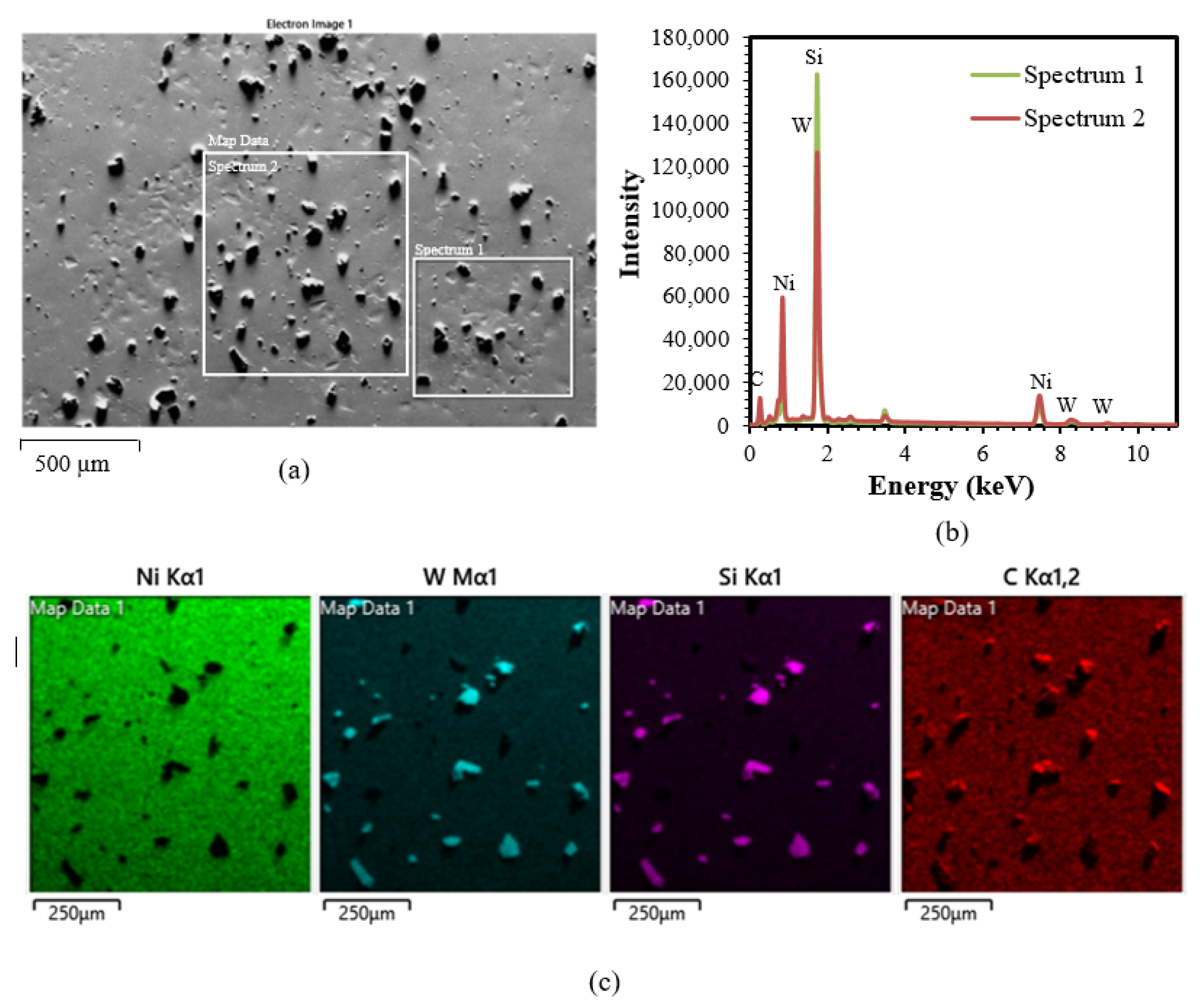
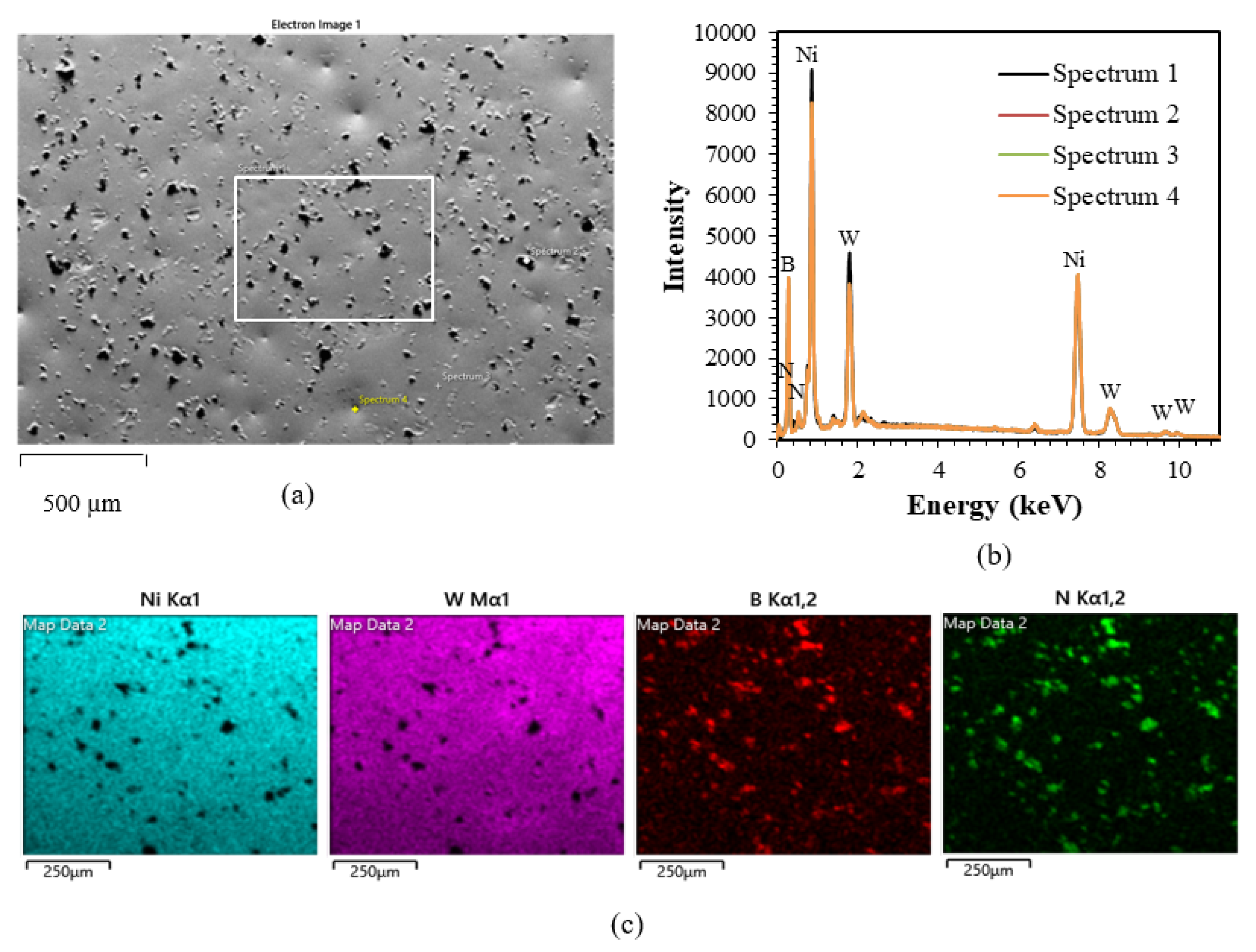
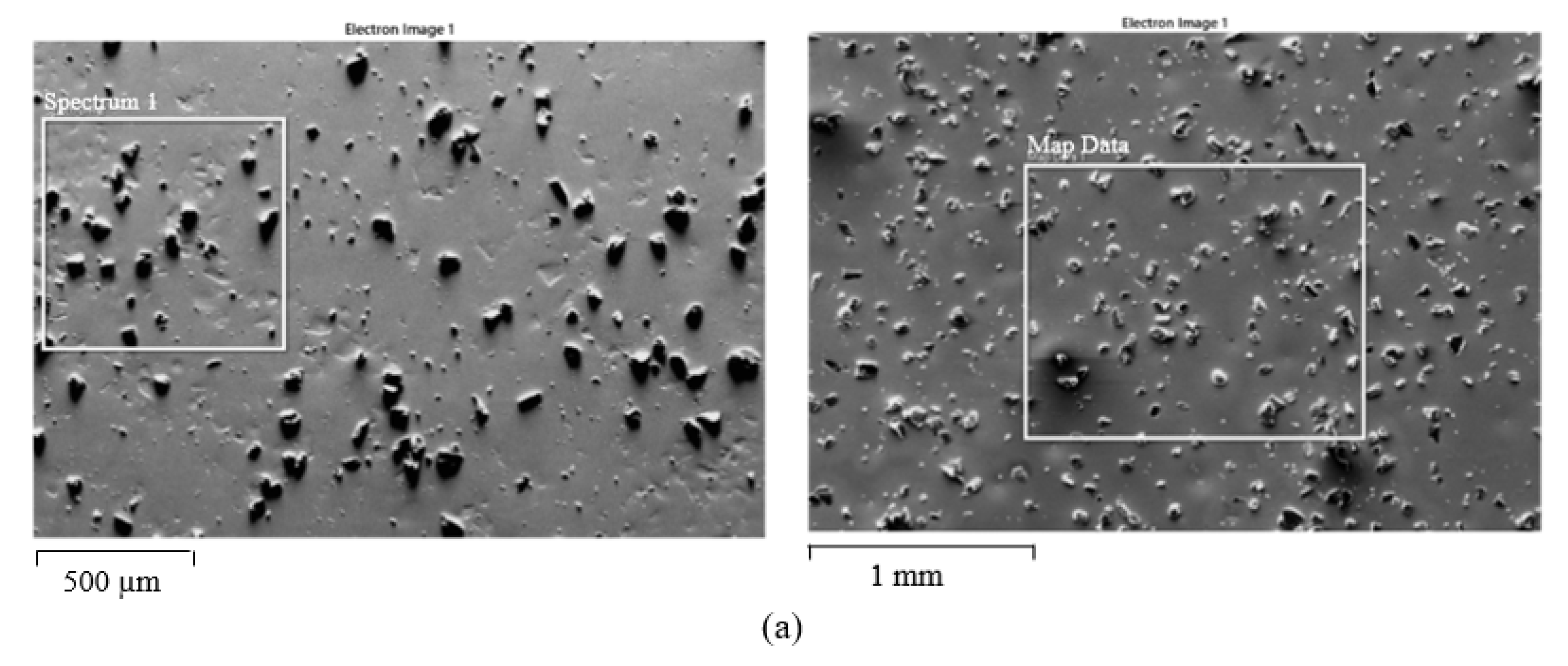
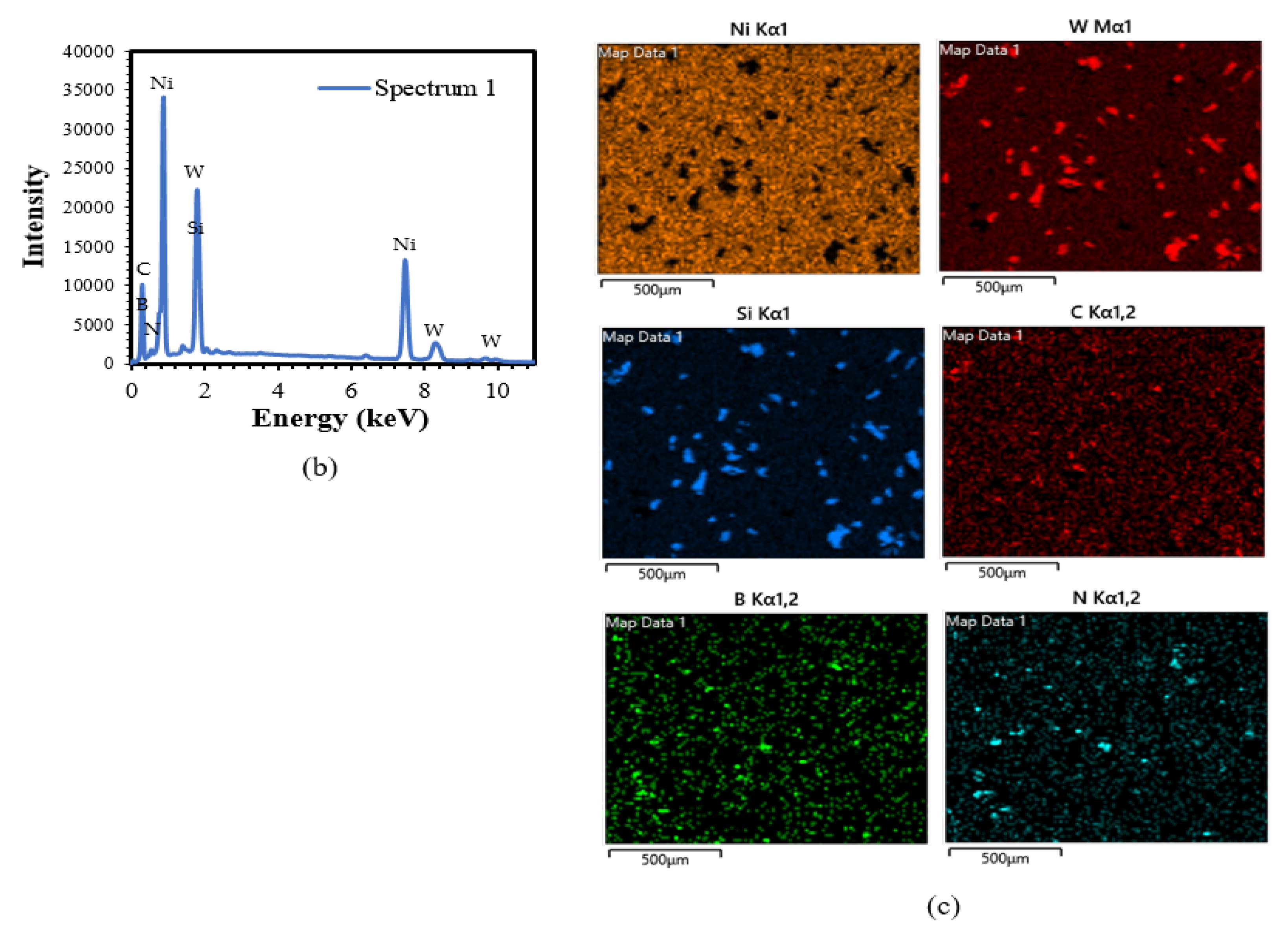
3.1. SEM/EDS Analysis
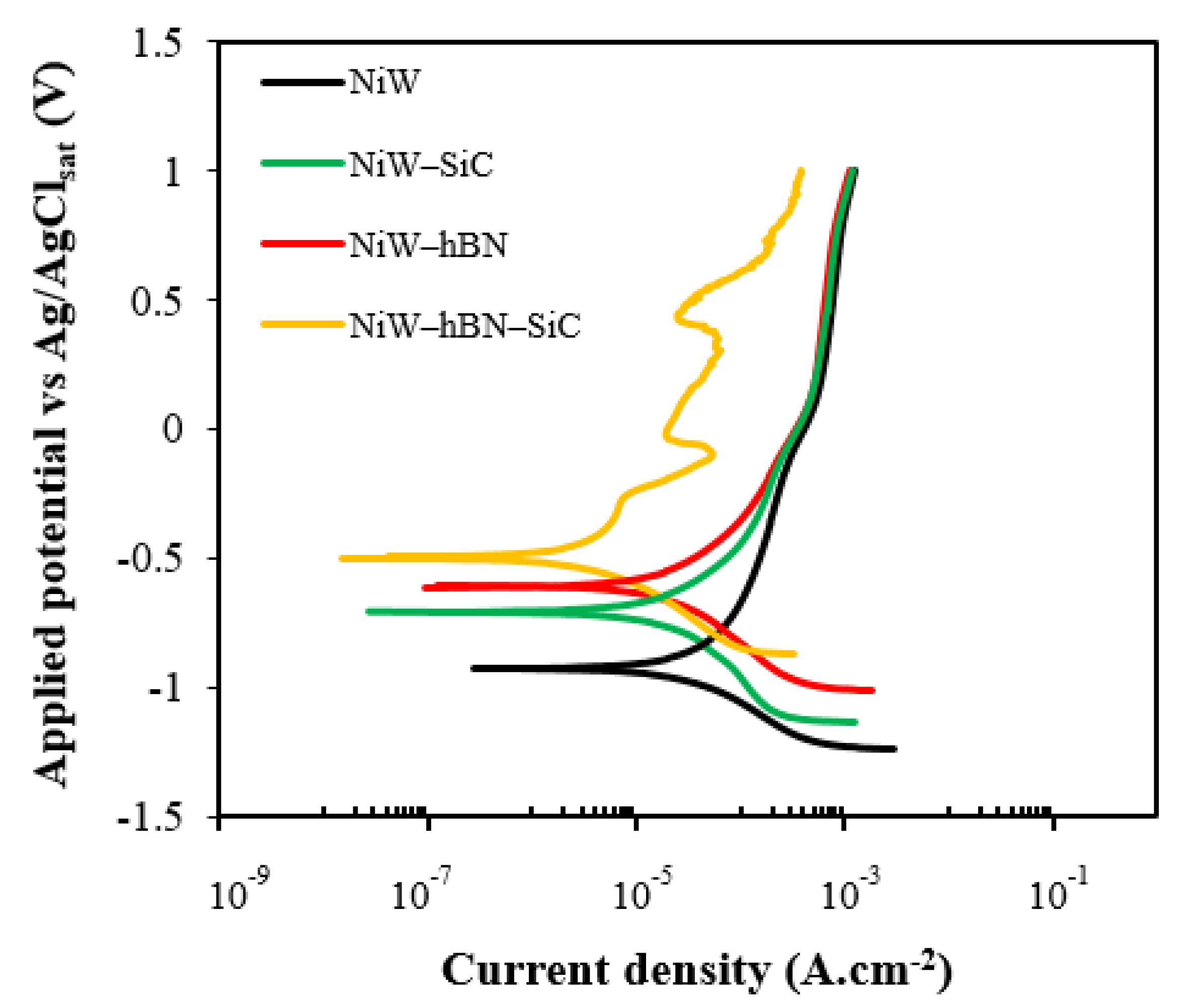
3.2. Potentiodynamic Polarization of DC Electrodeposited of NiW, NiW–hBN, and NiW–hBN–SiC
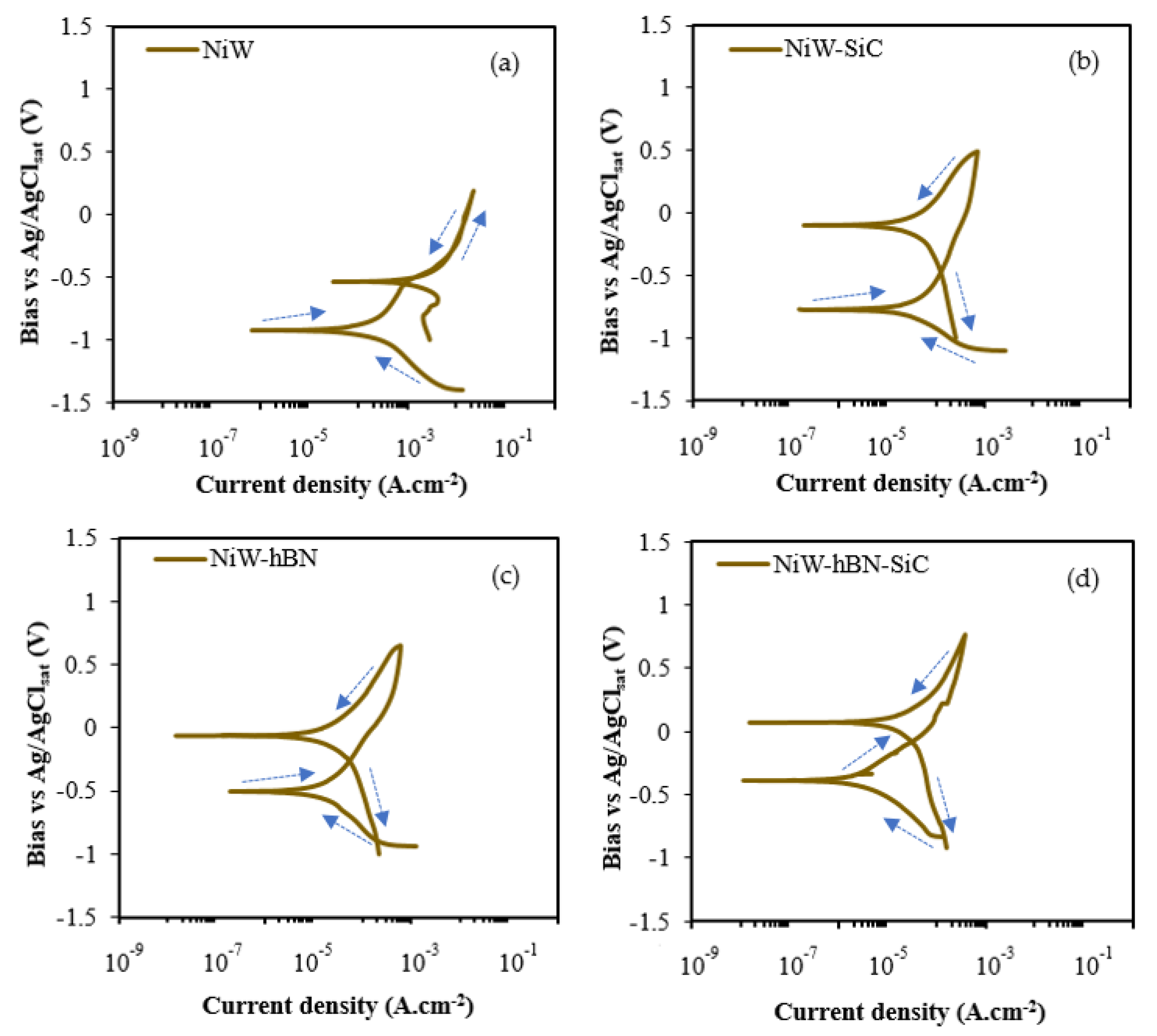
3.3. Cyclic Polarization of DC Electrodeposited NiW, NiW–hBN, and NiW–hBN–SiC
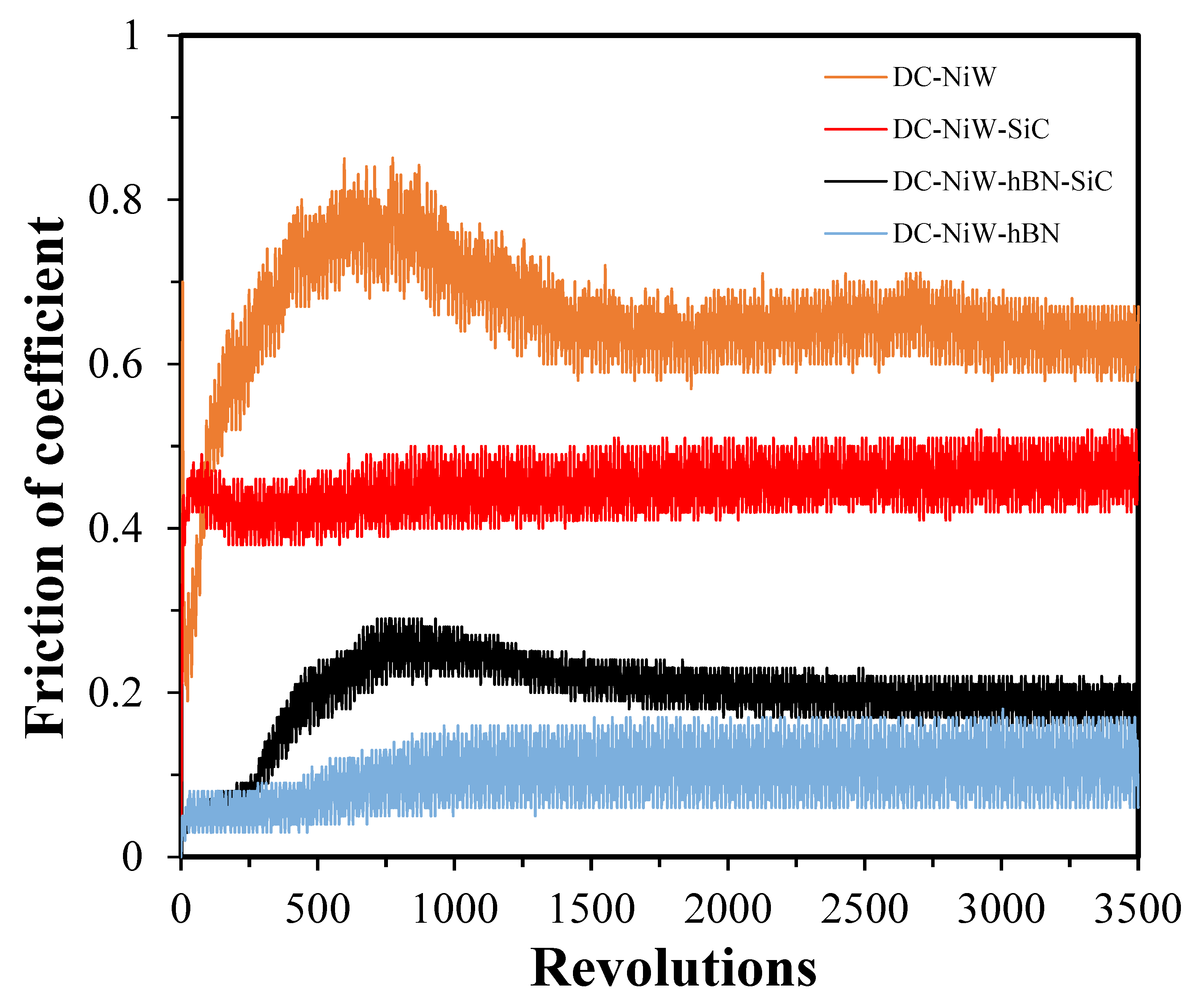
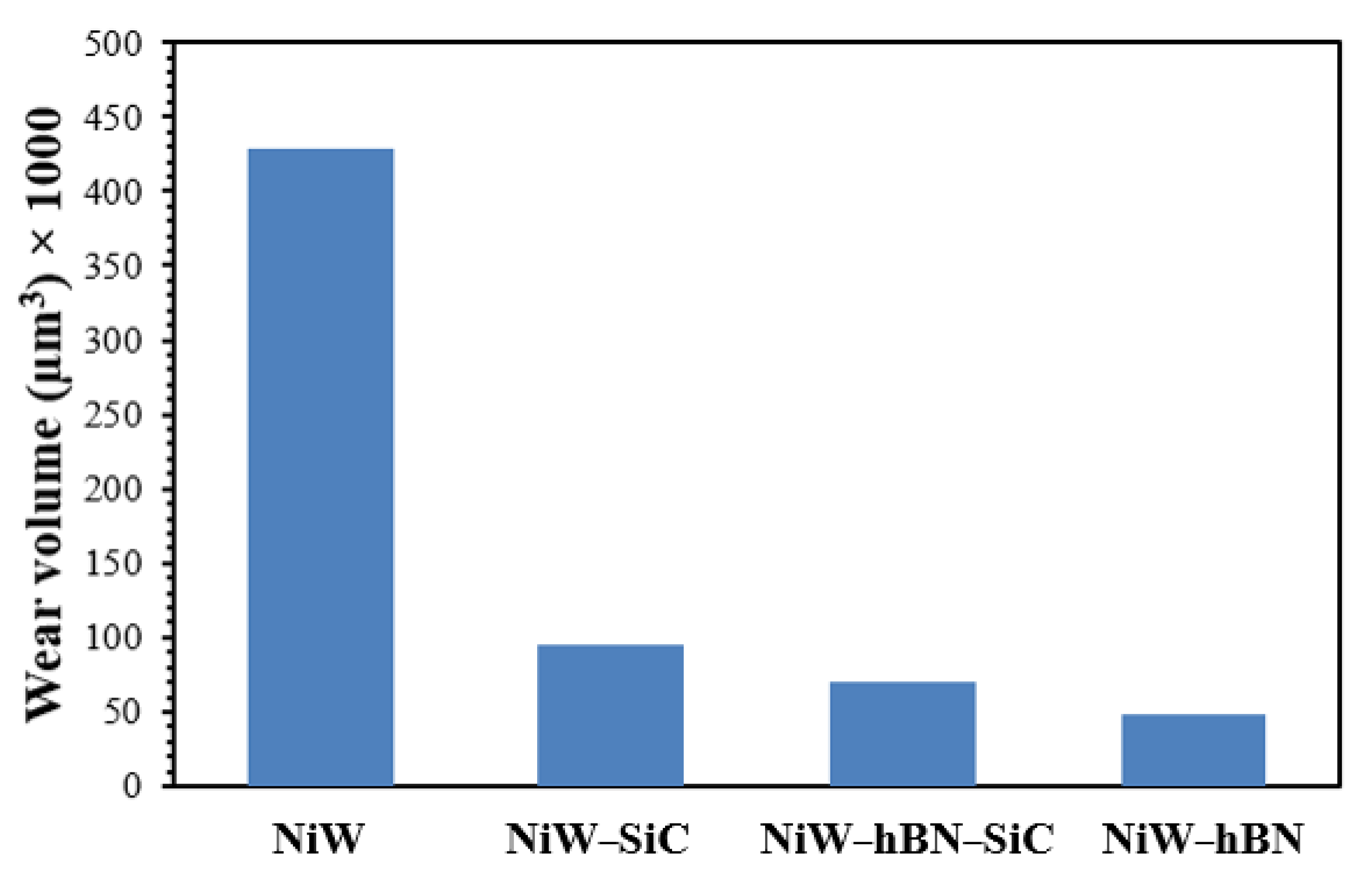
3.4. Tribological Analysis (Coefficient of Friction and Wear Rate)
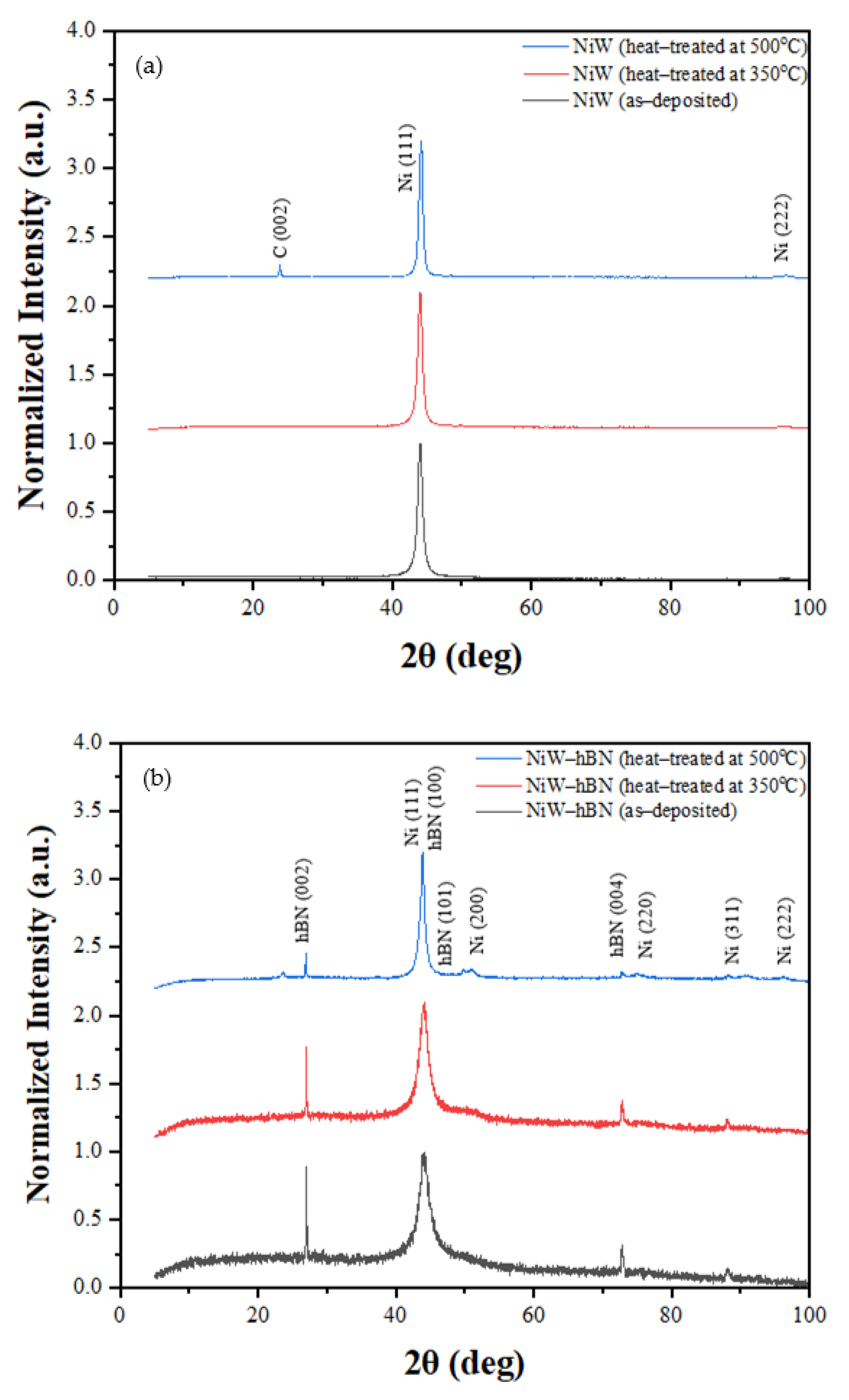
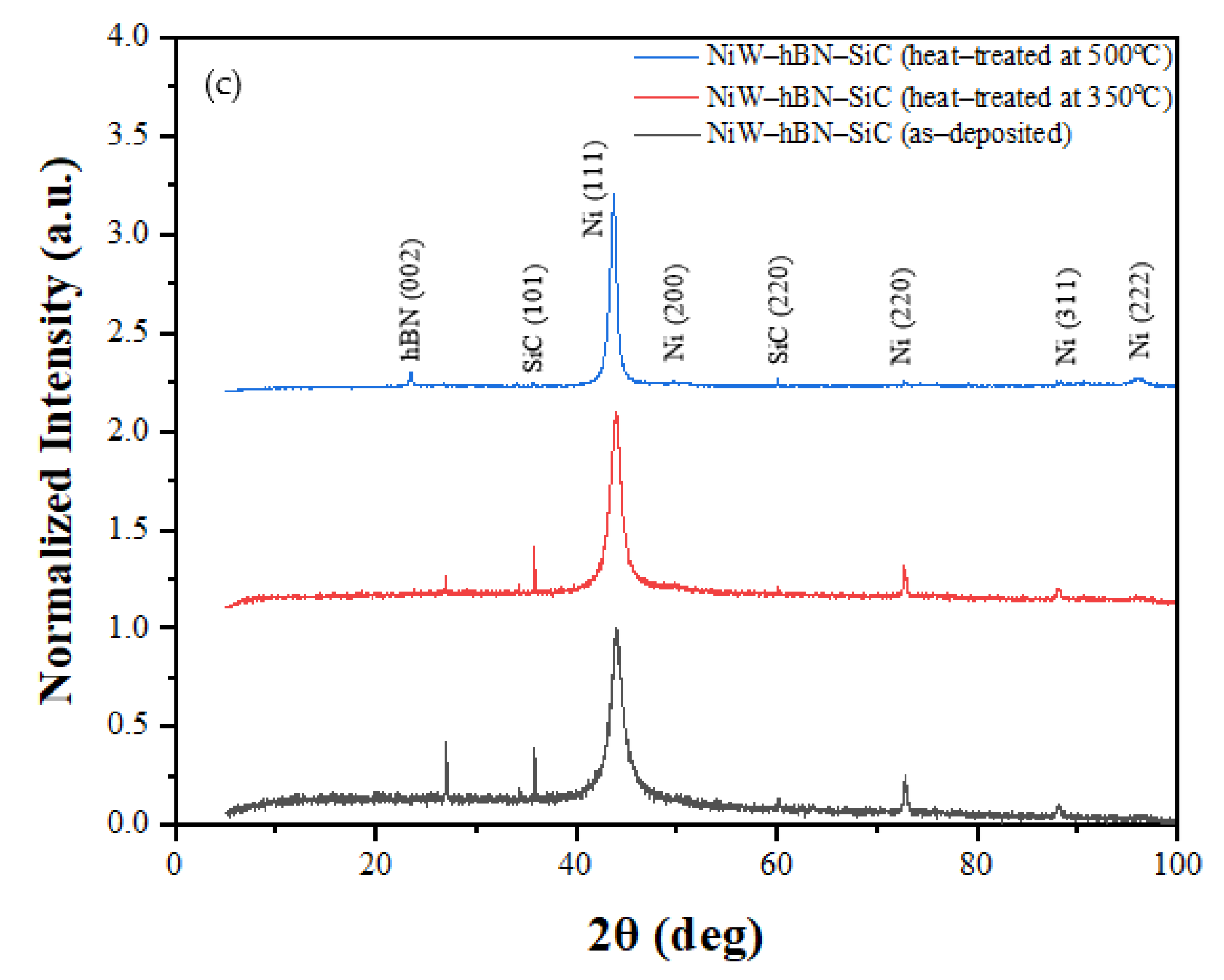
3.5. XRD Analysis (Influence of Annealing on Crystallite Sizes of DC Electrodeposited NiW, NiW–hBN, and NiW–hBN–SiC)
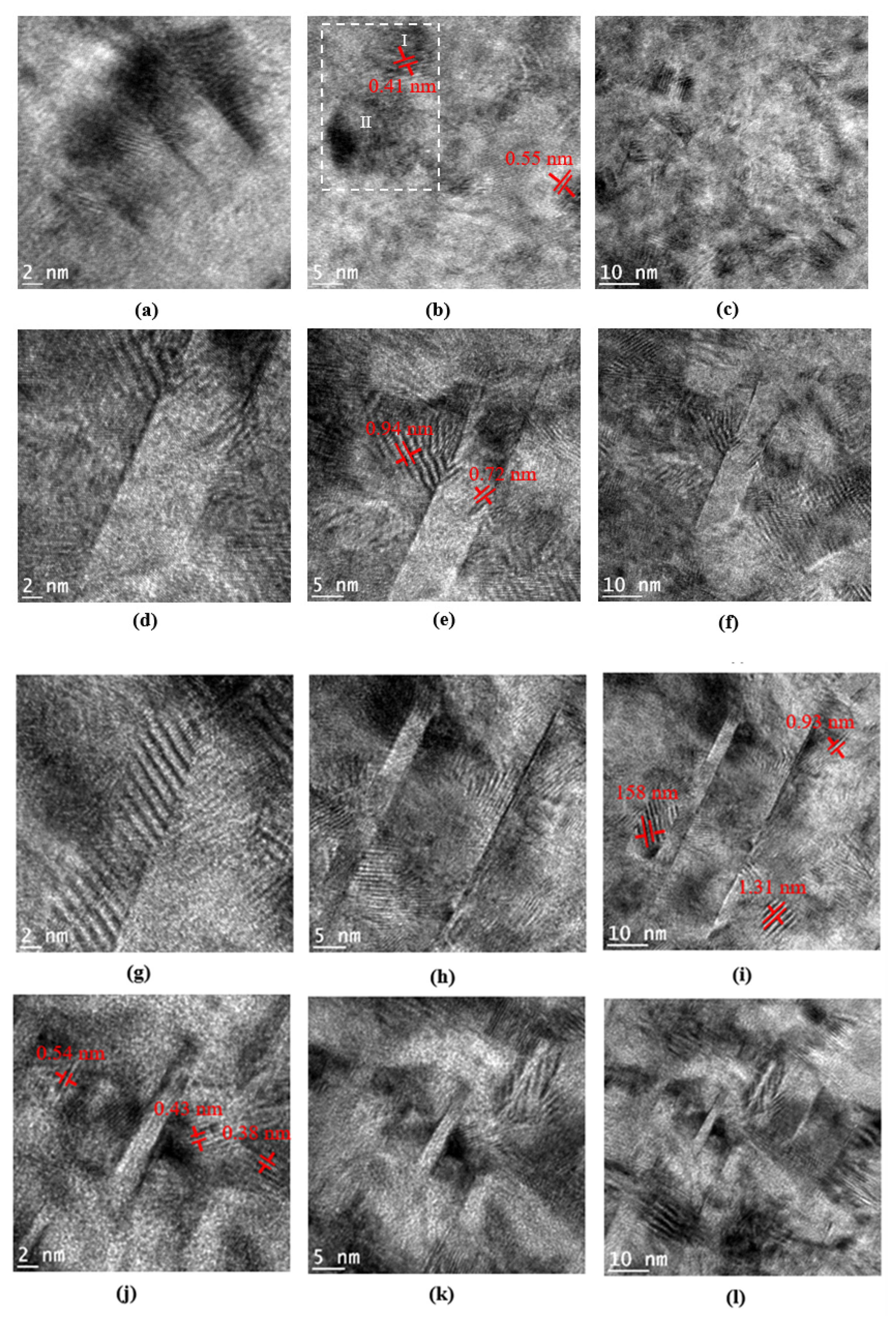
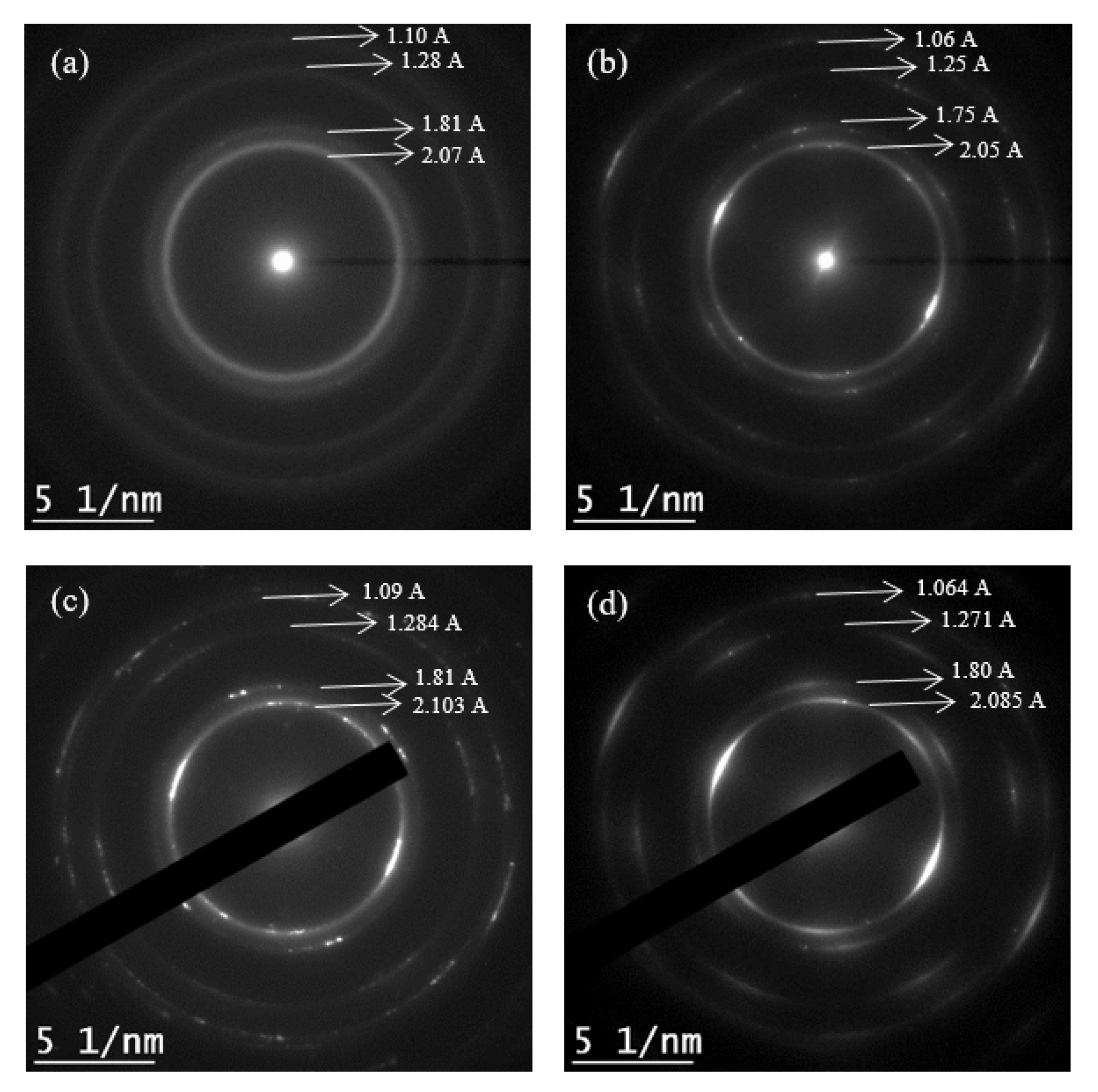
3.6. TEM Analysis
4. Conclusions
- Inclusion of wide band gap semiconductors particles such as hBN and SiC within NiW is shown to enhance the corrosion and wear performance of electrodeposited NiW coatings by altering the morphological features, composition, grain structure, and surface properties of the coatings.
- The coatings were uniform, compact without defects or any cracks. Elemental distribution map also confirmed that the SiC and hBN particles were homogeneously distributed within the NiW matrix.
- Incorporation of hBN and SiC ceramic particles within the NiW matrix enhanced the corrosion performance of the NiW coating. Several sets of experiments were performed to investigate the corrosion performance of the NiW coatings reinforced with hBN and SiC ceramic particles. It was observed that that reinforcement of hBN within NiW and NiW–SiC significantly improved the corrosion performance of the coating and NiW–SiC–hBN exhibited the highest corrosion performance compared to DC-deposited NiW, NiW–SiC, and NiW–hBN. According to potentiodynamic polarization test results, the corrosion resistance improves in the following order for deposits:
- According to wear performance results, NiW–hBN demonstrated the lowest wear rate and coefficient of friction (0.04) compared to NiW–SiC–hBN (0.15), DC–NiW–SiC (0.4), and DC–NiW deposits (0.6).
- The XRD results obtained from the surfaces of the as-deposited and annealed DC-deposited NiW, NiW–hBN, and NiW–SiC–hBN at 350 and 500 °C also revealed that the intensity of the peaks and the average crystallite size increased with the annealing temperature up to 500 °C. Inclusion of hBN and SiC within NiW also reduced the grain size due to micro-strain and lattice distortion of the Ni (W) matrix.
- According to BF-TEM results, plenty of nanotwin bundles were formed across the surface of DC-deposited NiW–hBN and NiW–hBN–SiC coatings. However few nano-twin bundles were observed on the surface of DC-NiW coating. Nanotwins can effectively hinder the dislocation motion, and therefore enhance the tribological performance of the coatings.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Feyzullahoğlu, E.; Zeren, A.; Zeren, M. Tribological behaviour of tin-based materials and brass in oil lubricated conditions. Mater. Des. 2008, 29, 714–720. [Google Scholar] [CrossRef]
- Liu, C.; Huang, X.; Xu, R.; Mai, Y.; Zhang, L.; Jie, X. Microstructure and Properties of Nanocrystalline Ni-Mo Coatings Prepared by Ultrasound-Assisted Pulse Electrodeposition. J. Mater. Eng. Perform. 2021, 30, 2514–2525. [Google Scholar] [CrossRef]
- Dinaharan, I.; Karpagarajan, S.; Palanivel, R.; Raja Selvam, D.J. Microstructure and sliding wear behavior of fly ash reinforced dual phase brass surface composites synthesized through friction stir processing. Mater. Chem. Phys. 2021, 263, 124430. [Google Scholar] [CrossRef]
- Wang, X.; Chou, C.C.; Lee, W.J.; Wu, R.; Chang, H.Y.; Ding, Y. Preparation and investigation of diamond-incorporated copper coatings on a brass substrate by composite electrodeposition. Surf. Coat. Technol. 2020, 386, 125508. [Google Scholar] [CrossRef]
- Reeves, J.C.; Menezes, P.L.; Lovell, M.R.; Jen, T.C. Tribology of Solid Lubricants; Springer: New York, NY, USA, 2013; pp. 447–494. [Google Scholar]
- Joseph, A.; Gautham, V.; Akshay, K.; Sajith, V. 2D MoS2-hBN hybrid coatings for enhanced corrosion resistance of solid lubricant coatings. Surf. Coat. Technol. 2022, 443, 128612. [Google Scholar] [CrossRef]
- Zhao, B.; Ding, W.; Jiang, G.; Li, X.; Xu, J. Investigation on microstructure characteristics and tribological properties of self-lubricating metallic composites based on hexagonal boron nitride and molybdenum disulphide. J. Tribol. 2021, 143, 021902. [Google Scholar] [CrossRef]
- Kumar, A.; Malik, G.; Chandra, R.; Mulik, R. Bluish emission of economical phosphor h–BN nanoparticle fabricated via mixing annealing route using non–toxic precursor. J. Solid State Chem. 2020, 288, 121430. [Google Scholar] [CrossRef]
- An-Hua, R. Effect of current density on the properties of Ni–CeO2 composite coatings prepared using magnetic field–assisted jet electrodeposition. Int. J. Electrochem. Sci. 2021, 16, 210658. [Google Scholar] [CrossRef]
- Guo, S.; Wang, L.; Jin, Y.; Piao, N.; Chen, Z.; Tian, G.; Li, J.; Zhao, C.; He, X. A polymeric composite protective layer for stable Li metal anodes. Nano Converg. 2020, 7, 21. [Google Scholar] [CrossRef]
- Cao, J.; Wang, L.; He, X.; Fang, M.; Gao, J.; Li, J.; Deng, L.; Chen, H.; Tian, G.; Wang, J.; et al. In situ prepared nano–crystalline TiO2–poly(methyl methacrylate) hybrid enhanced composite polymer electrolyte for Li–ion batteries. J. Mater. Chem. A 2013, 1, 5955–5961. [Google Scholar] [CrossRef]
- Yao, Y.; Dong, H.; Jiao, L.; Yu, N.; He, L. Preparation and Electrocatalytic Property of PbO2–CeO2 Nanocomposite Electrodes by Pulse Reverse Electrodeposition Methods. J. Electrochem. Soc. 2016, 163, D179–D184. [Google Scholar] [CrossRef]
- Bao, Y.; Liu, Y.H.; Liu, Q.; Gao, L.L.; Zhang, C.Q. Mechanical states of repaired full–thickness defects of articular cartilage by tissue engineering under compression. Appl. Mech. Mater. 2013, 395, 658–661. [Google Scholar] [CrossRef]
- Wang, L.; Xing, S.; Liu, H.; Jiang, C.; Ji, V. Improved wear properties of NiTi nanocomposite coating with tailored spatial microstructures by extra adding CeO2 nanoparticles. Surf. Coat. Technol. 2020, 399, 126119. [Google Scholar] [CrossRef]
- Pompei, E.; Magagnin, L.; Lecis, N.; Cavallotti, L.P. Electrodeposition of nickel–BN composite coatings. Electrochim. Acta 2009, 54, 2571–2574. [Google Scholar] [CrossRef]
- Shrestha, K.N.; Hamal, B.D.; Saji, T. Composite plating of Ni–P–Al2O3 in two steps and its anti–wear performance. Surf. Coat. Technol. 2004, 183, 247–253. [Google Scholar] [CrossRef]
- Pushpavanam, M.; Natarajan, R.S. Nickel–boron nitride electrocomposites. Met. Finish. 1996, 6, 97–99. [Google Scholar] [CrossRef]
- Teruyama, S.; Shrestha, N.; Ito, Y.; Iwanaga, M.; Saji, T. Plating of Ni/c–BN composite film in two steps. J. Mater. Sci. 2004, 39, 2941–2943. [Google Scholar] [CrossRef]
- Gyawali, G.; Adhikari, R.; Kim, S.H.; Cho, H.B.; Lee, S.W. Effect of h–BN Nanosheets Codeposition on Electrochemical Corrosion Behavior of Electrodeposited Nickel Composite Coatings. ECS Electrochem. Lett. 2012, 2, C7–C10. [Google Scholar] [CrossRef]
- Tarkowski, L.; Indyka, P.; Bełtowska-Lehman, E. XRD characterisation of composite Ni–based coatings prepared by electrodeposition. Nucl. Instrum. Methods Phys. Res. Sect. B 2012, 284, 40–43. [Google Scholar] [CrossRef]
- Atanassov, N.; Gencheva, K.; Bratoeva, M. Properties of nickel–tungsten alloys electrodeposited from sulfamate electrolyte. Plat. Surf. Finish. 1997, 84, 67–74. [Google Scholar]
- Jinlong, L.; Zhuqing, W.; Tongxiang, L.; Suzuki, K.; Hideo, M. Effect of tungsten on microstructures of annealed electrodeposited Ni–W alloy and its corrosion resistance. Surf. Coat. Technol. 2018, 337, 516–524. [Google Scholar]
- Younes-Metzler, O.; Gileadi, E. Electroplating of Ni/W Alloys. J. Electrochem. Soc. 2002, 149, C100. [Google Scholar] [CrossRef]
- Klimenkov, M.; Haseeb, A.S.M.A.; Bade, K. Structural investigations on nanocrystalline Ni–W alloy films by transmission electron microscopy. Thin Solid Film. 2009, 517, 6593–6598. [Google Scholar] [CrossRef]
- Sriraman, R.K.; Sundara, G.S.; Raman, S.; Seshadri, K. Synthesis and evaluation of hardness and sliding wear resistance of electrodeposited nanocrystalline Ni–Fe–W alloys. Mater. Sci. Technol. 2013, 22, 14–20. [Google Scholar] [CrossRef]
- Sangeetha, S.; Kalaignan, P.G. Tribological and electrochemical corrosion behavior of Ni–W/BN (hexagonal) nano–composite coatings. Ceram. Int. 2015, 41, 10415–10424. [Google Scholar]
- Li, H.; He, Y.; He, T.; Qing, D.; Luo, F.; Fan, Y.; Chen, X. Ni–W/BN(h) electrodeposited nanocomposite coating with functionally graded microstructure. J. Alloys Compd. 2017, 704, 32–43. [Google Scholar] [CrossRef]
- Eroglu, D.; West, C.A. Mathematical modeling of Ni/SiC co-deposition in the presence of a cationic dispersant. J. Electrochem. Soc. 2013, 160, D354–D360. [Google Scholar] [CrossRef]
- Fransaer, J.; Celis, P.J.; Roos, J. Analysis of the electrolytic codeposition of non–brownian particles with metals. J. Electrochem. Soc. 1992, 139, 413. [Google Scholar] [CrossRef]
- Hsia, C.F.; Franklin, S.; Audebert, P.; Brouwer, M.A.; Bonn, D.; Weber, B. Rougher is more slippery: How adhesive friction decreases with increasing surface roughness due to the suppression of capillary adhesion. Phys. Rev. Res. 2021, 3, 043204. [Google Scholar] [CrossRef]
- Elleuch, R.; Elleuch, K.; Ben Abdelounis, H. Surface roughness effect on friction behaviour of elastomeric material. Mater. Sci. Eng. A 2007, 465, 8–12. [Google Scholar] [CrossRef]
- Brozek, V. Corrosion of Ceramic Silicon Carbide in Hydrofluoric Acid. Ceram.-Silik. 2021, 65, 158–169. [Google Scholar] [CrossRef]
- Li, H.; Sun, J. Highly Selective Photocatalytic CO2 Reduction to CH4 by Ball-Milled Cubic Silicon Carbide Nanoparticles under Visible-Light Irradiation. ACS Appl. Mater. Interfaces 2021, 13, 5073–5078. [Google Scholar] [CrossRef] [PubMed]
- Farsi, H.; Hosseini, S.A. The electrochemical behaviors of methylene blue on the surface of nanostructured NiWO4 prepared by coprecipitation method. J. Solid State Electrochem. 2013, 17, 2079–2086. [Google Scholar] [CrossRef]
- Niu, L.; Li, Z.; Xu, Y.; Sun, J.; Hong, W.; Liu, X.; Wang, J.; Yang, S. Simple synthesis of amorphous NiWO4 nanostructure and its application as a novel cathode material for asymmetric supercapacitors. ACS Appl. Mater. Interfaces 2013, 5, 8044–8052. [Google Scholar] [CrossRef]
- Ahadian, M.; Nouri, E.; Ranjbar, M.; Dolati, A. Diffusion and segregation of substrate copper in electrodeposited Ni–Fe thin films. J. Alloys Compd. 2007, 443, 81–86. [Google Scholar] [CrossRef]
- Murphy, G. Potential-p H Diagrams: Atlas of Electrochemical Equilibria in Aqueous Solutions. By Marcel Pourbaix. James A. Franklin, Transl. Centre Belge d’Etude de la Corrosion (CEBELCOR), Brussels; Pergamon, New York, 1966. 644 pp., illus. $36. Science 1966, 154, 1537. [Google Scholar] [CrossRef]
- Kharche, N.; Nayak, S.K. Quasiparticle band gap engineering of graphene and graphone on hexagonal boron nitride substrate. Nano Lett. 2011, 11, 5274–5278. [Google Scholar] [CrossRef] [Green Version]
- Roccaforte, F.; Fiorenza, P.; Greco, G.; Nigro, R.L.; Giannazzo, F.; Iucolano, F.; Saggio, M. Emerging trends in wide band gap semiconductors (SiC and GaN) technology for power devices. Microelectron. Eng. 2018, 187, 66–77. [Google Scholar] [CrossRef]
- Esmailzadeh, S.; Aliofkhazraei, M.; Sarlak, H. Interpretation of Cyclic Potentiodynamic Polarization Test Results for Study of Corrosion Behavior of Metals: A Review. Prot. Met. Phys. Chem. Surf. 2018, 54, 976–989. [Google Scholar] [CrossRef]
- Lee, D.; Lee, H.; Jeong, H. Slurry components in metal chemical mechanical planarization (CMP) process: A review. Int. J. Precis. Eng. Manuf. 2016, 17, 1751–1762. [Google Scholar] [CrossRef]
- Viramontes-Gamboa, G.; Rivera-Vasquez, B.F.; Dixon, D.G. The Active-Passive Behavior of Chalcopyrite. J. Electrochem. Soc. 2007, 154, C299. [Google Scholar] [CrossRef]
- Zhang, Y.; Yan, T.; Fan, L.; Liu, Z.; Song, L.; Li, X. Effect of pH on the Corrosion and Repassivation Behavior of TA2 in Simulated Seawater. Materials 2021, 14, 6764. [Google Scholar] [CrossRef] [PubMed]
- Shi, Y.; Yang, B.; Liaw, K.P. Corrosion-resistant high-entropy alloys: A review. Metals 2017, 7, 43. [Google Scholar] [CrossRef] [Green Version]
- Feng, L.; Ren, Y.Y.; Zhang, H.Y.; Wang, S.; Li, L. Direct correlations among the grain size, texture, and indentation behavior of nanocrystalline nickel coatings. Metals 2019, 9, 188. [Google Scholar] [CrossRef] [Green Version]
- Dong, C.; Luo, H.; Xiao, K.; Li, X.Y. In situ characterization of pitting corrosion of stainless steel by a scanning electrochemical microscopy. J. Mater. Eng. Perform. 2012, 21, 406–410. [Google Scholar] [CrossRef]
- Alimadadi, H.; Ahmadi, M.; Aliofkhazraei, M.; Younesi, R.S. Corrosion properties of electrodeposited nanocrystalline and amorphous patterned Ni–W alloy. Mater. Des. 2009, 30, 1356–1361. [Google Scholar] [CrossRef]
- Li, B.; Li, D.; Mei, T.; Xia, W.; Zhang, W. Fabrication and characterization of boron nitride reinforced Ni–W nanocomposite coating by electrodeposition. J. Alloys Compd. 2019, 777, 1234–1244. [Google Scholar] [CrossRef]
- Jin, P.; Sun, C.; Zhang, Z.; Zhou, C.; Williams, T. Fabrication of the Ni–W–SiC thin film by pulse electrodeposition. Surf. Coat. Technol. 2020, 392, 125738. [Google Scholar] [CrossRef]
- Li, B.; Zhang, W.; Zhang, W.; Huan, Y. Preparation of Ni–W/SiC nanocomposite coatings by electrochemical deposition. J. Alloys Compd. 2017, 702, 38–50. [Google Scholar] [CrossRef]
- Yao, Y.; Yao, S.; Zhang, L.; Wang, H. Electrodeposition and mechanical and corrosion resistance properties of Ni–W/SiC nanocomposite coatings. Mater. Lett. 2007, 61, 67–70. [Google Scholar] [CrossRef]
- Meng, G.; Li, Y.; Shao, Y.; Zhang, T.; Wang, Y.; Wang, F.; Cheng, X.; Dong, C.; Li, X. Effect of Microstructures on Corrosion Behavior of Nickel Coatings: (II) Competitive Effect of Grain Size and Twins Density on Corrosion Behavior. J. Mater. Sci. Technol. 2016, 32, 465–469. [Google Scholar] [CrossRef]
- Meng, G.; Shao, Y.; Zhang, T.; Zhang, Y.; Wang, F. Synthesis and corrosion property of pure Ni with a high density of nanoscale twins. Electrochim. Acta 2008, 53, 5923–5926. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name of Chemicals | Concentration |
|---|---|
| Nickel sulfate | 29.5–30 (g·L−1) |
| Sodium tungstate | 58–60 (g·L−1) |
| Citric acid | 63–67 (g·L−1) |
| Ammonia | 58 (mL·L−1) |
| Sulfuric acid | as needed |
| Propargyl-oxo-propane-2,3-dihydroxy (POPDH) | 0.9–1 (g·L−1) |
| DuPont™ Capstone® Fluoro–surfactant FS–63 | 1.8–2 (g·L−1) |
| Sodium saccharin | 0.5–1 (g·L−1) |
| Experimental Parameters | |
| pH | 7.8–8.0 |
| Temperature | 58–61 °C |
| Duration of electrodeposition | 30 min |
| Applied current density | 0.14 A·cm−2 |
| Ingredients | Concentration (wt%) |
|---|---|
| NaCl | 58.49 |
| Na2SO4 | 9.75 |
| CaCl2 | 2.765 |
| KCl | 1.645 |
| NaHCO3 | 0.477 |
| KBr | 0.238 |
| H3BO3 | 0.071 |
| SrCl2·6H2O | 0.095 |
| NaF | 0.007 |
| MgCl2 | 26.46 |
| Name of Coatings | Corrosion Potential (V) | Current Density (A·cm−2) |
|---|---|---|
| NiW | −0.92 | 2.38 × 10−5 |
| NiW–SiC | −0.70 | 2.04 × 10−5 |
| NiW–hBN | −0.60 | 2 × 1−5 |
| NiW–hBN–SiC | −0.49 | 4.3 × 10−6 |
| Coatings | Peak Position of (111) [°2Th] | FWHM [°2Th] | Crystallite Size [Å] |
|---|---|---|---|
| DC–NiW (as–deposited) | 43.931 | 0.720 | 120 |
| DC–NiW (heat–treated at 350 °C) | 44.011 | 0.673 | 129 |
| DC–NiW (heat–treated at 500 °C) | 44.213 | 0.413 | 212 |
| DC–NiW–hBN (as–deposited) | 44.226 | 1.260 | 68 |
| DC–NiW–hBN (heat–treated at 350 °C) | 44.056 | 1.102 | 78 |
| DC–NiW–hBN (heat–treated at 500 °C) | 43.851 | 0.336 | 261 |
| DC–NiW–hBN–SiC (as–deposited) | 43.940 | 0.960 | 90 |
| DC–NiW–hBN–SiC (heat–treated at 350 °C) | 43.949 | 0.630 | 138 |
| DC–NiW–hBN–SiC (heat–treated at 500 °C) | 43.772 | 0.528 | 165 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dadvand, M.; Savadogo, O. Effect of hBN on Corrosion and Wear Performances of DC Electrodeposited NiW and NiW–SiC on Brass Substrates. Coatings 2022, 12, 1011. https://doi.org/10.3390/coatings12071011
Dadvand M, Savadogo O. Effect of hBN on Corrosion and Wear Performances of DC Electrodeposited NiW and NiW–SiC on Brass Substrates. Coatings. 2022; 12(7):1011. https://doi.org/10.3390/coatings12071011
Chicago/Turabian StyleDadvand, Mina, and Oumarou Savadogo. 2022. "Effect of hBN on Corrosion and Wear Performances of DC Electrodeposited NiW and NiW–SiC on Brass Substrates" Coatings 12, no. 7: 1011. https://doi.org/10.3390/coatings12071011