
Preparation and Characterization of the Cr-Nanodiamonds/MoN Coatings with Performant Mechanical Properties

 ,
,  ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
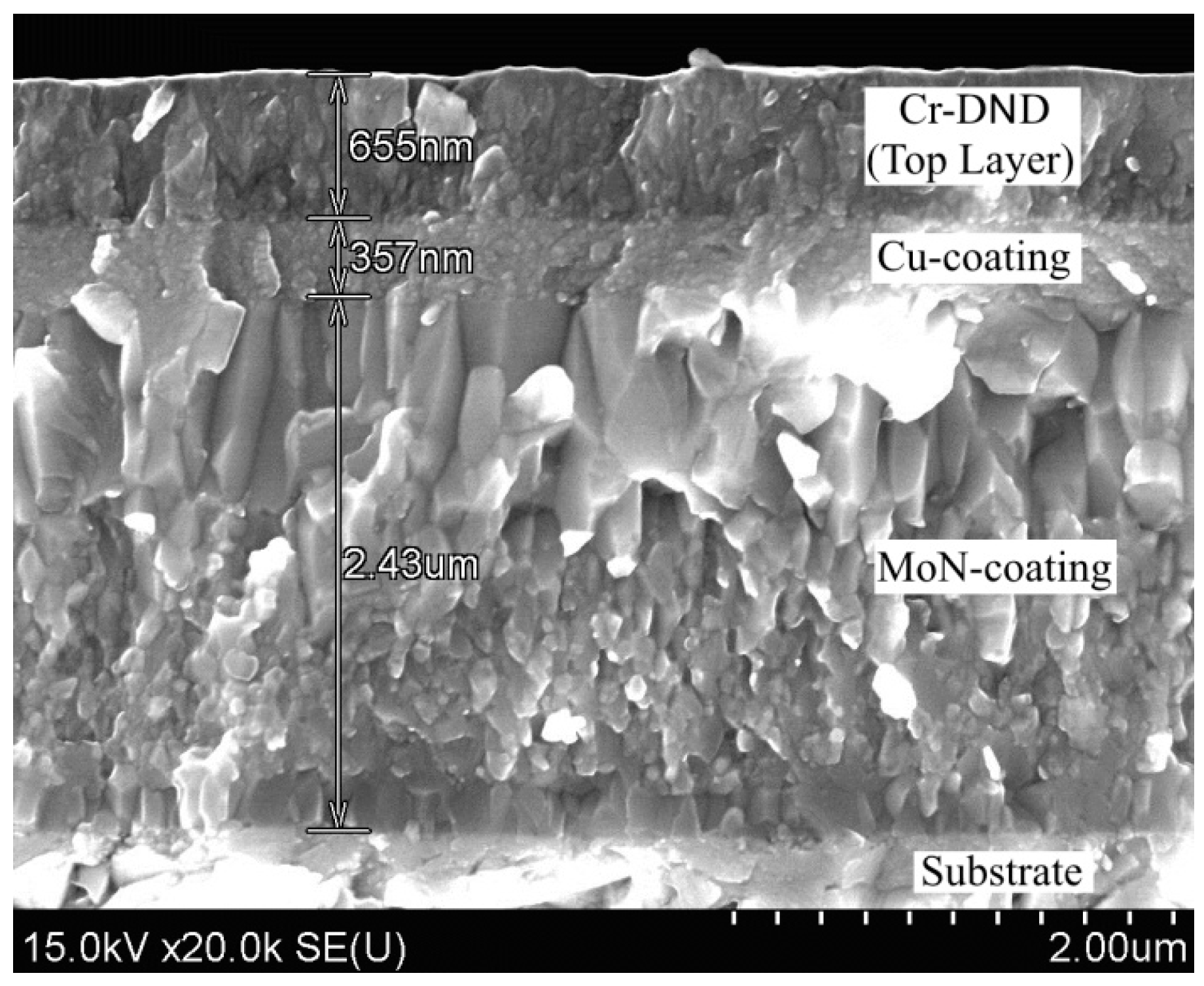
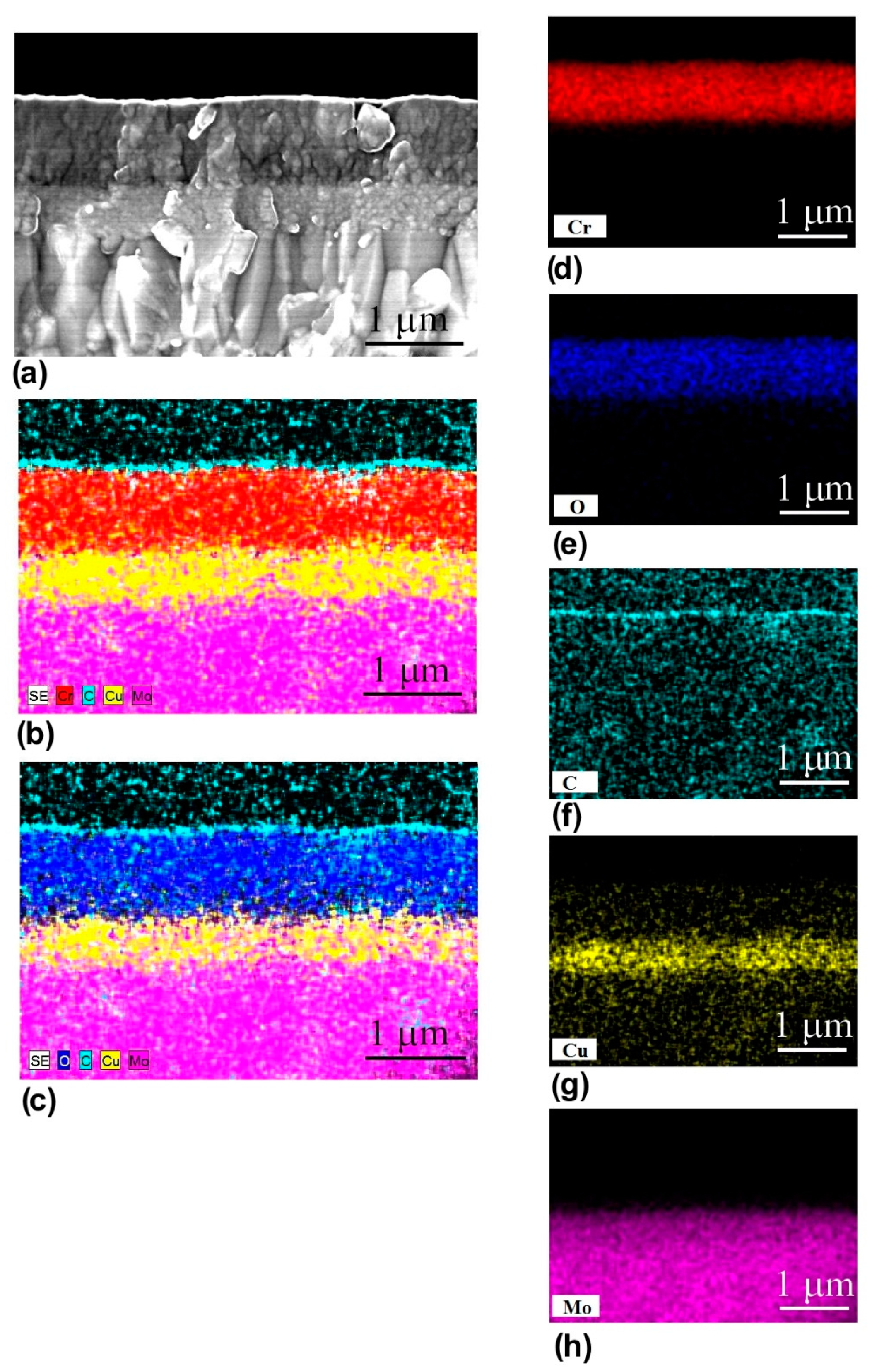
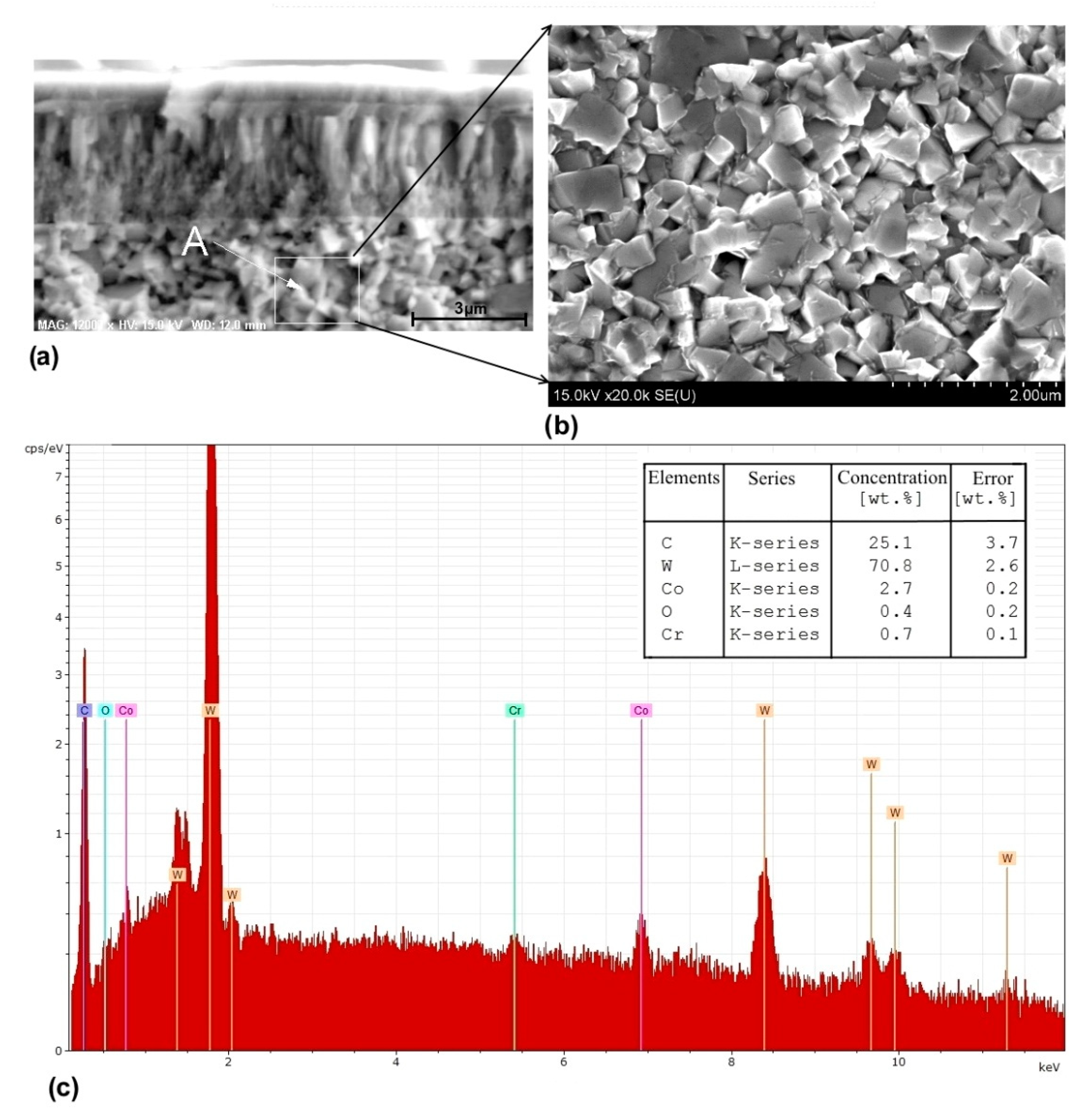
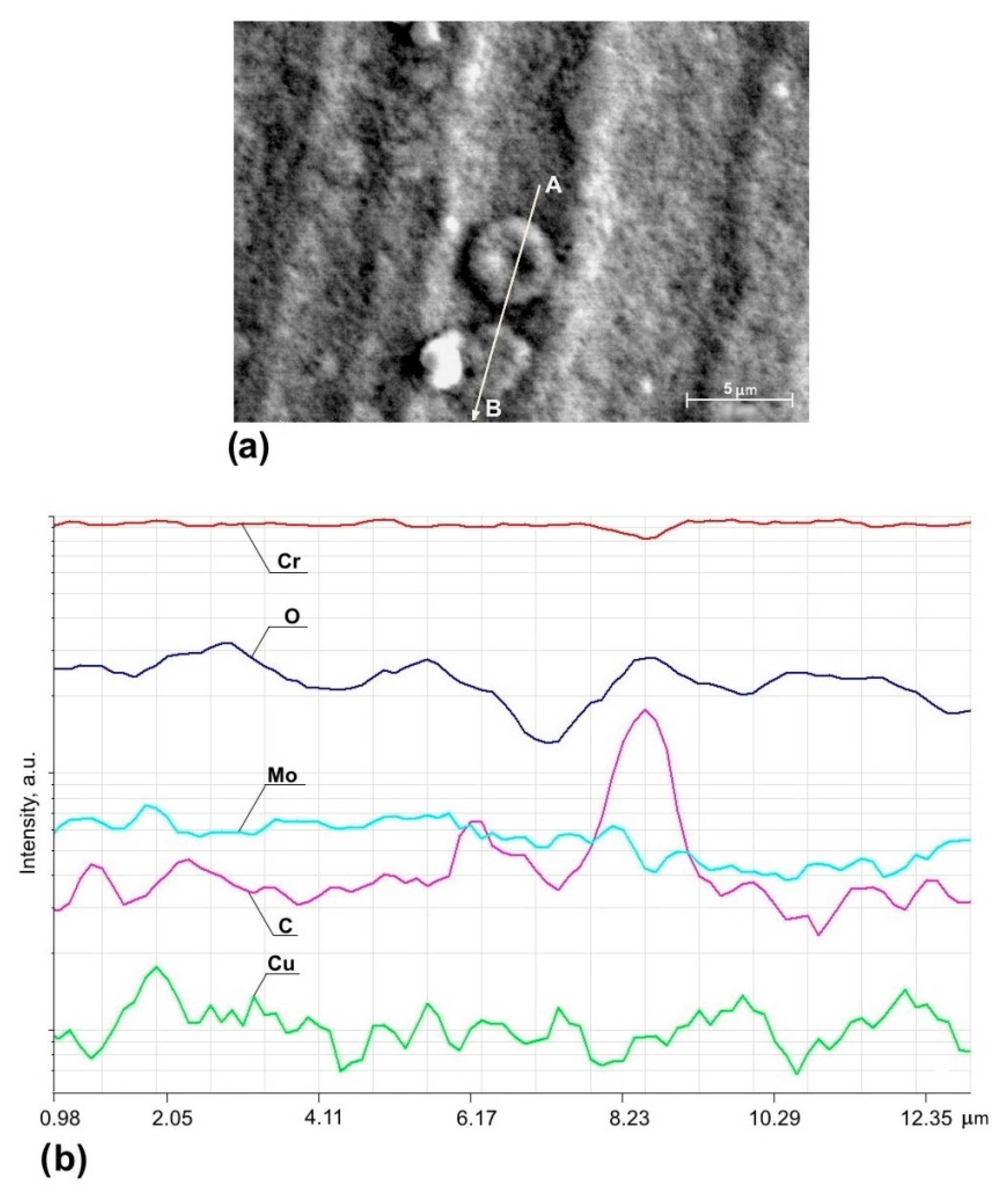
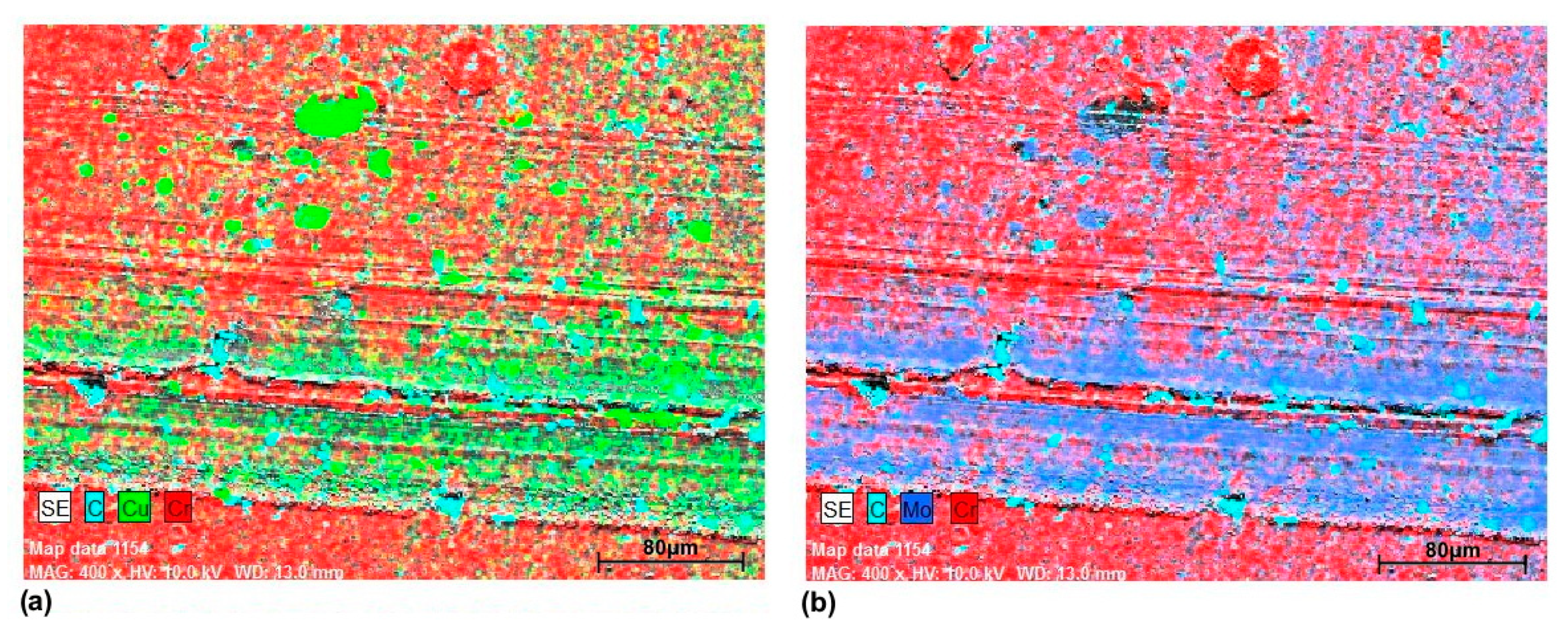
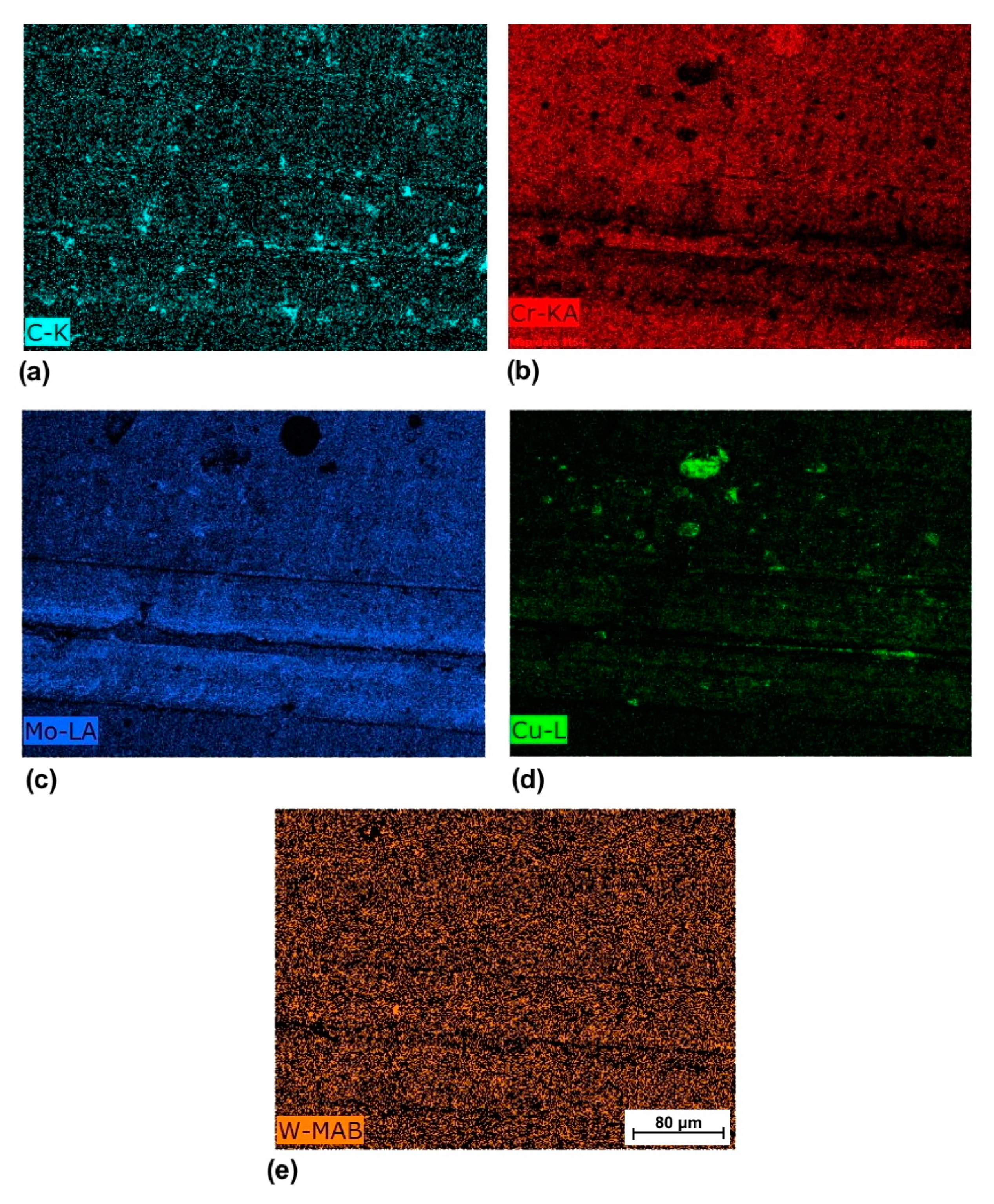
3.1. Microstructural Analysis
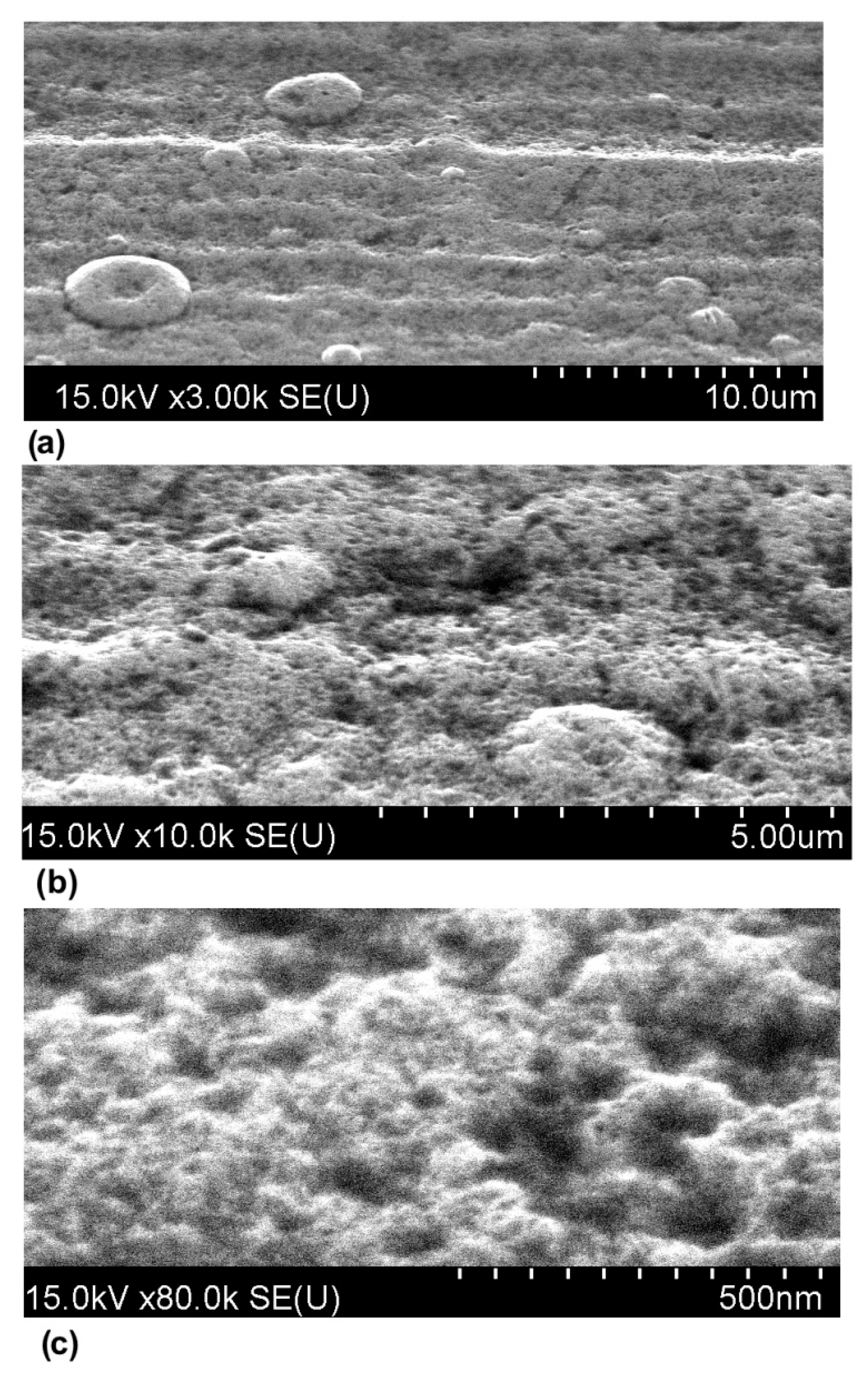
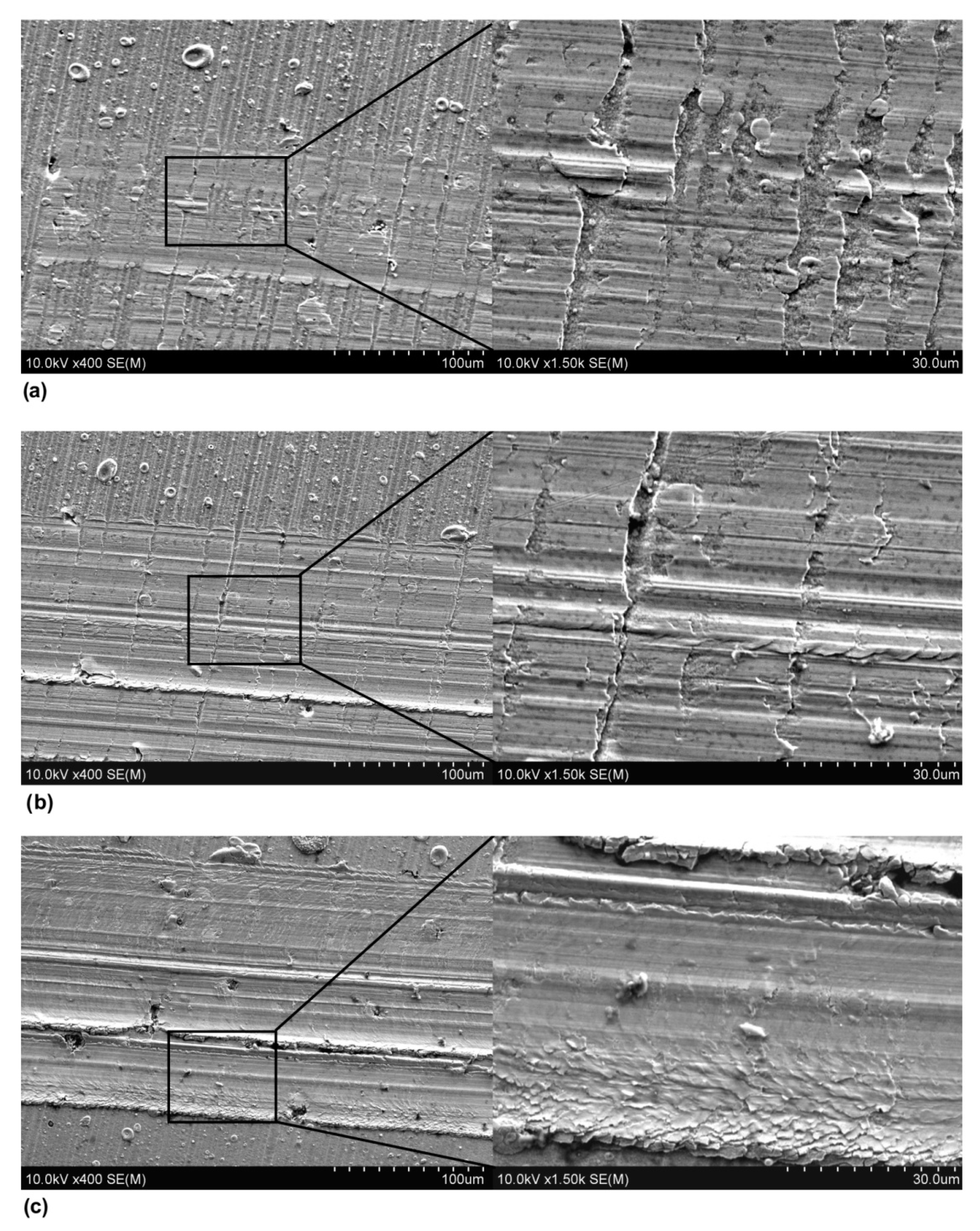
3.2. Surface Morphology
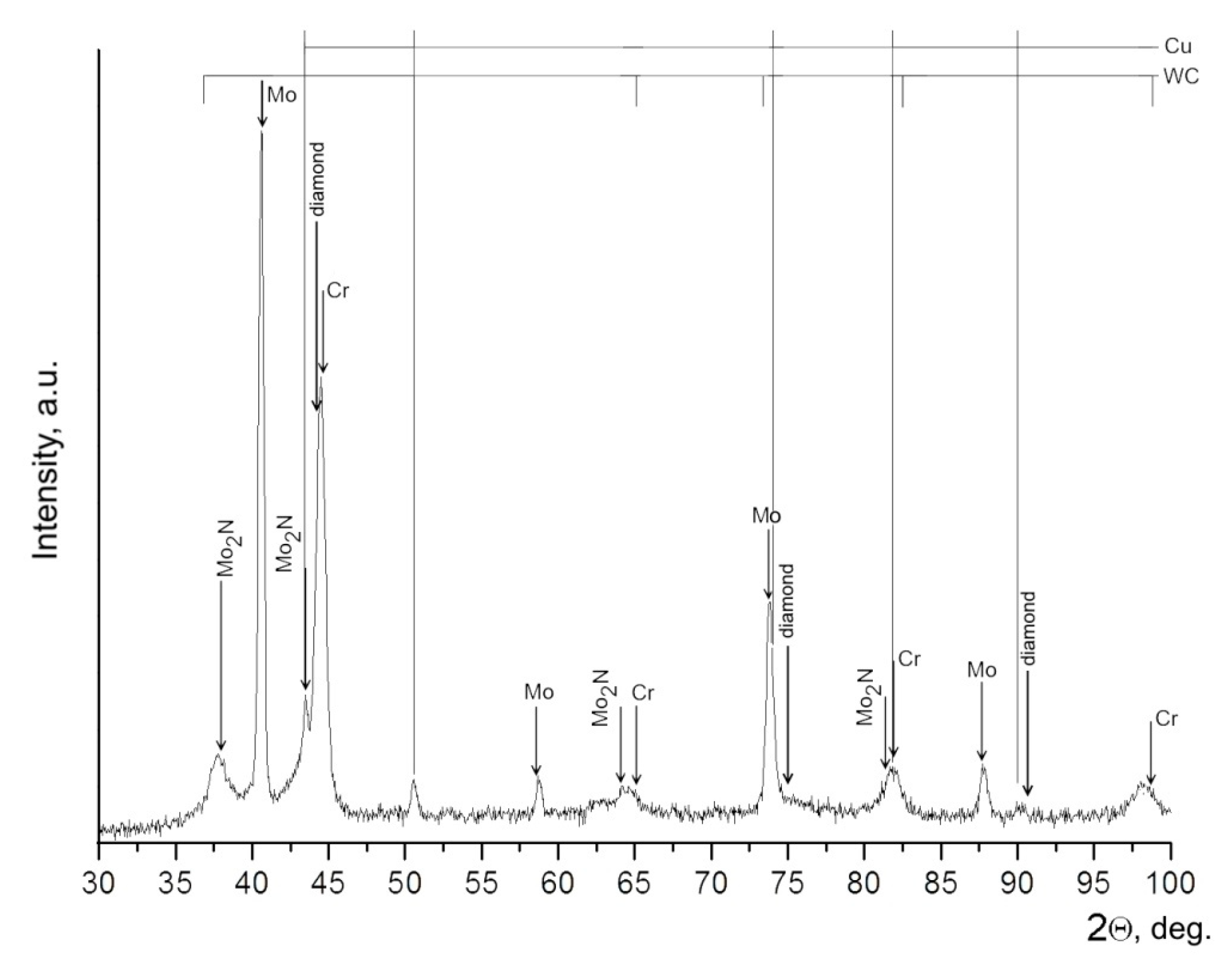
3.3. Phase Analysis
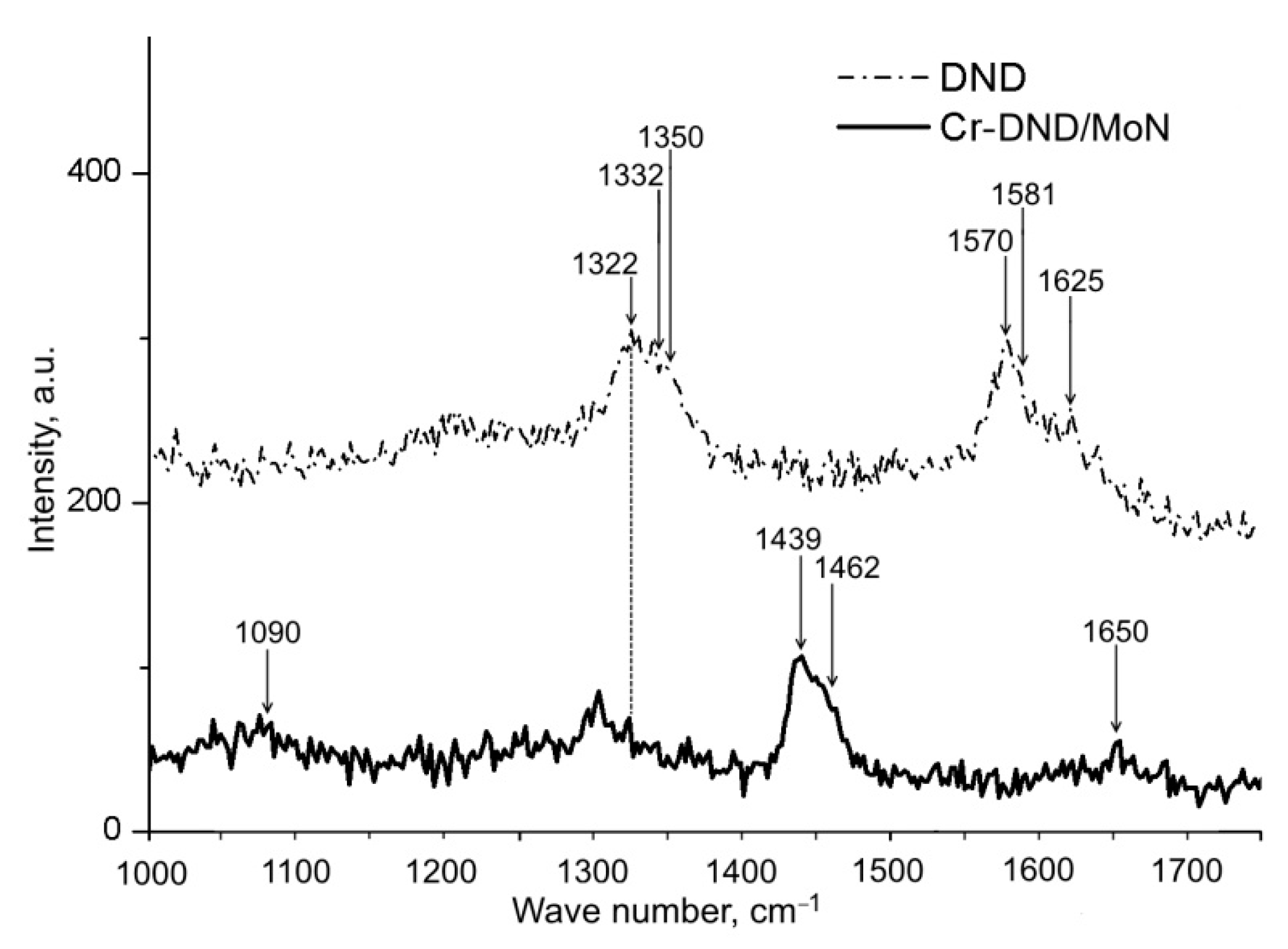
3.4. Raman Spectra
3.5. Microindentation
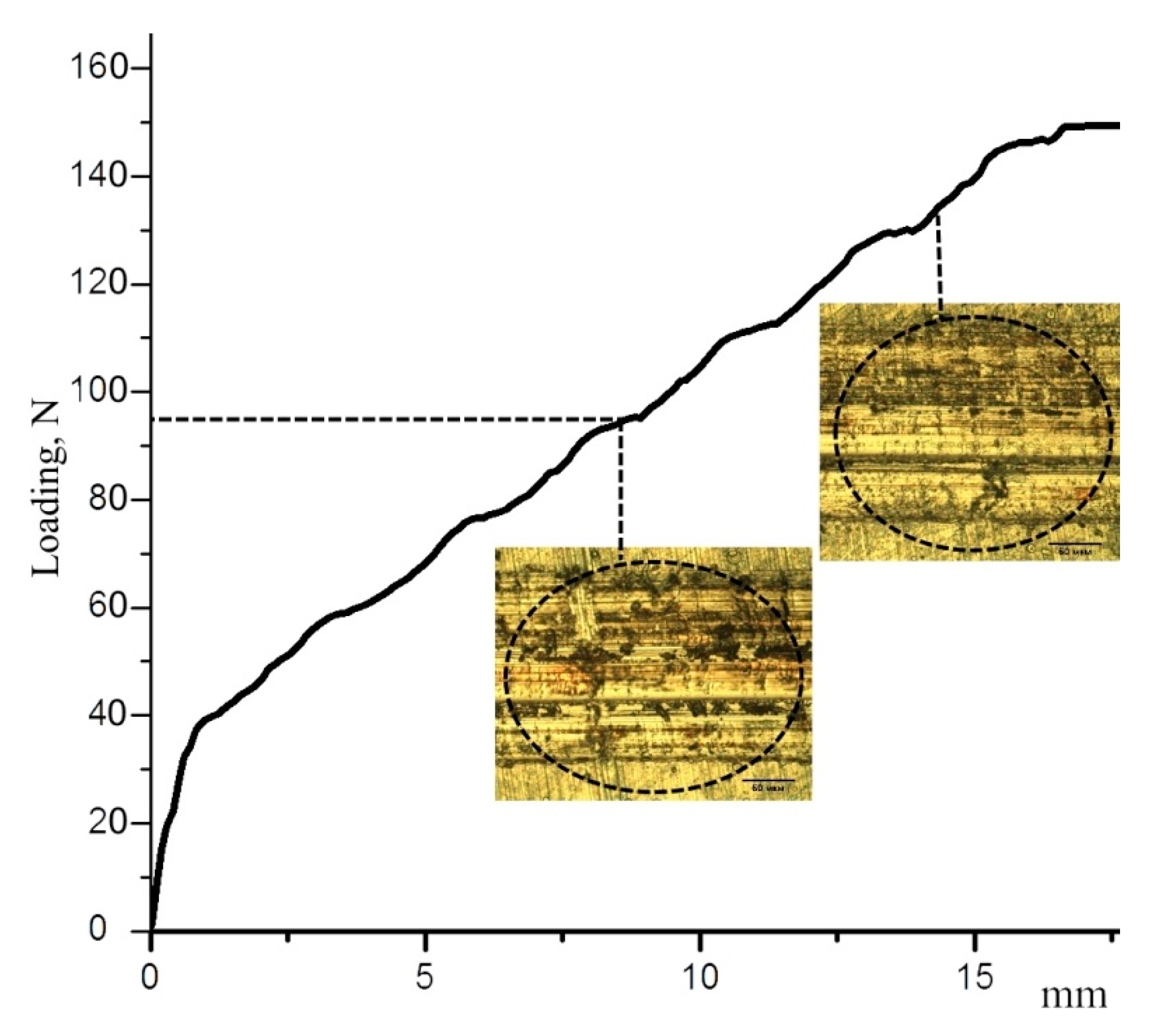
3.6. Scratch Test Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Catalogue Kanefusa Woodworking. Available online: https://kanefusa-shop.ru/manuals/ (accessed on 1 October 2015).
- LEKSIKON Leitz. Leitz Co. Catalog, on CD-ROM; Leitts Instrumenty: Moscow, Russia, 2011. (In Russian) [Google Scholar]
- Catalogues Sandvik Coromant. Available online: http://sandvik-coromant.ru/catalogues/ (accessed on 3 May 2016).
- Catalogs ISCAR Ltd. Manufacturer of Metalworking Tools. Available online: https://www.iscar.com/newarticles.aspx/countryid/1/newarticleid/2393/ (accessed on 13 June 2018).
- Egashira, K.; Hosono, S.; Takemoto, S.; Masao, Y. Fabrication and cutting performance of cemented tungsten carbide micro-cutting tools. Precis. Eng. 2011, 35, 547–553. [Google Scholar] [CrossRef]
- García, J.; Ciprés, V.; Blomqvist, A.; Kaplan, B. Cemented carbide microstructures: A review. Int. J. Refract. Met. Hard Mater. 2019, 80, 40–68. [Google Scholar] [CrossRef]
- Guo, X.; Ekevad, M.; Grönlund, A.; Marklund, B.; Cao, P. Tool Wear and Machined Surface Roughness during Wood Flour/Polyethylene Composite Peripheral Up-milling using Cemented Tungsten Carbide Tools. BioResources 2014, 9, 3779–3791. [Google Scholar] [CrossRef]
- Abrazumov, V.V. Wear Resistance of Cutting Tools during Machining of Wooden Composite Materials. Doctoral Thesis, State Forest University, Moscow, Russia, 2009. (In Russian). [Google Scholar]
- Darmawan, W.; Rahayu, I.; Nandika, D.; Marchal, R. The importance of extractives and abrasives in wood materials on the wearing of cutting tools. BioResources 2012, 7, 4715–4729. [Google Scholar] [CrossRef] [Green Version]
- Sommer, F.; Kern, F.; Gadow, R. Injection molding of ceramic cutting tools for wood-based materials. J. Eur. Ceram. Soc. 2013, 33, 3115–3122. [Google Scholar] [CrossRef]
- Zhu, Z.; Guo, X.; Ekevad, M.; Cao, P.; Na, B.; Zhu, N. The effects of cutting parameters and tool geometry on cutting forces and tool wear in milling high-density fiberboard with ceramic cutting tools. Int. J. Adv. Manuf. Technol. 2017, 91, 4033–4041. [Google Scholar] [CrossRef]
- Gilewicz, A.; Warcholinski, B.; Myslinski, P.; Szymanski, W. Anti-wear multilayer coatings based on chromium nitride for wood machining tools. Wear 2010, 270, 32–38. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Vereschaka, A.A.; Fyodorov, S.V.; Sitnikov, N.N.; Batako, A.D. Comparative analysis of cutting properties and nature of wear of carbide cutting tools with multi-layered nano-structured and gradient coatings produced by using of various deposition methods. Int. J. Adv. Manuf. Technol. 2017, 90, 3421–3435. [Google Scholar] [CrossRef]
- Kathrein, M.; Michotte, C.; Penoy, M.; Polcik, P.; Mitterer, C. Multifunctional multi-component PVD coatings for cutting tools. Surf. Coat. Technol. 2005, 200, 1867–1871. [Google Scholar] [CrossRef]
- Kuleshov, A.K.; Uglov, V.V.; Rusalsky, D.P.; Grishkevich, A.A.; Chaevski, V.V.; Haranin, V.N. Effect of ZrN and Mo–N Coatings and Sulfacyanization on Wear of Wood-Cutting Knives. J. Frict. Wear 2014, 35, 201–209. [Google Scholar] [CrossRef]
- Pshyk, A.V.; Kravchenko, Y.; Coy, E.; Kempiński, M.; Iatsunskyi, I.; Załęski, K.; Pogrebnjak, A.D.; Jurga, S. Microstructure, phase composition and mechanical properties of novel nanocomposite (TiAlSiY)N and nanoscale (TiAlSiY)N/MoN multifunctional heterostructures. Surf. Coat. Technol. 2018, 350, 376–390. [Google Scholar] [CrossRef]
- Gilewicz, A.; Warcholinski, B.; Szymanski, W.; Grimm, W. CrCN/CrN+ta-C multilayer coating for applications in wood processing. Tribol. Int. 2013, 57, 1–7. [Google Scholar] [CrossRef]
- Wang, M.; Miyake, S. Surface Morphology and Tribological Properties of Nanoscale (Ti, Al, Si, C)N Multilayer Coatings Deposited by Reactive Magnetron Sputtering. In Tribology, Lubricants and Additives; Johnson, D.W., Ed.; IntechOpen Ltd: London, UK, 2018; pp. 77–100. [Google Scholar]
- Zhang, Y.; Yu, L.; Fu, T.; Wang, J.; Shen, F.; Cui, K. Microstructure evolution and growth mechanism of Si-MoSi2 composite coatings on TZM (Mo-0.5Ti-0.1Zr-0.02 C) alloy. J. Alloy Compd. 2022, 894, 162403. [Google Scholar] [CrossRef]
- Zhang, Y.; Yu, L.; Fu, T.; Wang, J.; Shen, F.; Cui, K.; Wang, H. Microstructure and oxidation resistance of Si-MoSi2 ceramic coating on TZM (Mo-0.5Ti-0.1Zr-0.02C) alloy at 1500 °C. Surf. Coat. Technol. 2022, 431, 128037. [Google Scholar] [CrossRef]
- Gilewicz, A.; Warcholinski, B. Deposition and characterisation of Mo2N/CrN multilayer coatings prepared by cathodic arc evaporation. Surf. Coat. Technol. 2015, 279, 126–133. [Google Scholar] [CrossRef]
- Pogrebnyak, A.D.; Bondar, O.V.; Zhollybekov, B.; Konstantinov, S.; Konarski, P.; Beresnev, V.M.; Kupchishin, A.I. Influence of the bilayer thickness of nanostructured multilayer MoN/CrN coating on its microstructure, hardness, and elemental composition. Phys. Solid State 2017, 59, 1798–1802. [Google Scholar] [CrossRef] [Green Version]
- Pogrebnjak, A.D.; Beresnev, V.M.; Bondar, O.V.; Postolnyi, B.O.; Zaleski, K.; Coy, E.; Jurga, S.; Lisovenko, M.O.; Konarski, P.; Rebouta, L.; et al. Superhard CrN/MoN coatings with multilayer architecture. Mater. Des. 2018, 153, 47–59. [Google Scholar] [CrossRef]
- Tseluikin, V.N. Tribological properties of composite electrochemical nickel-based coatings. J. Frict. Wear 2010, 31, 356–358. [Google Scholar] [CrossRef]
- Gomez, H.; Durham, D.; Xiao, X.; Lukitsch, M.; Lu, P.; Chou, K.; Sachdev, A.; Kumar, A. Adhesion analysis and dry machining performance of CVD diamond coatings deposited on surface modified WC–Co turning inserts. J. Mater. Process. Technol. 2012, 212, 523–533. [Google Scholar] [CrossRef]
- Shen, X.; Wang, X.; Sun, F.; Ding, C. Sandblasting pretreatment for deposition of diamond films on WC-Co hard metal substrates. Diam. Relat. Mater. 2017, 73, 7–14. [Google Scholar] [CrossRef]
- Burkat, G.K.; Dolmatov, V.Y. Application of ultrafine-dispersed diamonds in electroplating. Phys. Solid State 2004, 46, 703–710. [Google Scholar] [CrossRef]
- Boudou, J.P.; Curmi, P.A.; Jelezko, F.; Wrachtrup, J.; Aubert, P.; Sennour, M.; Balasubramanian, G.; Reuter, R.; Thoreland, A.; Gaffet, E. High yield fabrication of fluorescent nanodiamonds. Nanotechnology 2009, 20, 235–602. [Google Scholar] [CrossRef]
- Yang, G.W.; Wang, J.B.; Liu, O.X. Preparation of nano-crystalline diamonds using pulsed laser induced reactive quenching. J. Phys. Condens. Matter 1998, 10, 7923–7927. [Google Scholar] [CrossRef]
- Dolmatov, V.Y. Detonation synthesis ultradispersed diamonds: Properties and applications. Rus. Chem. Rev. 2001, 70, 607–626. [Google Scholar] [CrossRef]
- Dolmatov, V.Y. Detonation Nanodiamonds. In Preparation, Properties, and Applications; SPO ″Professional”: St. Petersburg, Russia, 2011. (In Russian) [Google Scholar]
- Kononov, A.G.; Sachivko, Y.S.; Korzhenevskiy, A.P.; Shtemplyuk, R.G. Thermal stability of chromium coatings modified with nano-sized oxygen-containing additives. Mech. Mach. Mech. Mater. 2015, 4, 353–357. [Google Scholar]
- Kubrak, P.B.; Drozdovich, V.B.; Zharski, I.M.; Chaevskiy, V.V. Electrodeposition of Composite Coatings Containing Carbon-based Nanomaterials and Properties of Coatings Obtained. Electroplat. Surf. Treat. 2012, XX, 43–49. [Google Scholar]
- Shenderova, O.; Gruen, D. Ultrananocrystalline Diamond, Synthesis, Properties, and Application of UNCD, 2nd ed.; William Andrew Pub.: Kidlington, UK, 2006. [Google Scholar]
- Vityaz, P.A.; Zhornik, V.I.; Ilyushchenko, A.F.; Senyut, V.T.; Komarov, A.I.; Korzhenevskiy, A.P.; Ivakhnik, A.V. Nanodiamonds of Detonation Synthesis: Preparation and Application; Belaruskaya Navuka: Minsk, Belarus, 2013. (In Russian) [Google Scholar]
- Chang, M.K.; Chen, C.H.; Chen, B.H. Fabrication of magnetic nickel-tungsten-phosphorus particles by electroless deposition. J. Magn. Magn. Mater. 2006, 305, 342–347. [Google Scholar] [CrossRef]
- Yan, M.; Ying, H.G.; Ma, T.Y. Improved microhardness and wear resistance of the as-deposited electroless Ni–P coating. Appl. Surf. Sci. 2008, 202, 5909–5913. [Google Scholar] [CrossRef]
- Nenashev, M.V.; Ibatullin, I.D.; Ganigin, S.J.; Galljamov, A.R.; Neyaglova, R.R. Advanced technologies, properties and application of electrochemical nanostructured coverings. VESTNIK Samara Univ. Aerosp. Mech. Eng. 2011, 3-1, 189–196. (In Russian) [Google Scholar]
- Polushin, N.I.; Kudinov, A.V.; Zhuravlev, V.V.; Stepareva, N.N.; Maslov, A.L. Dispersed strengthening of a diamond composite electrochemical coating with nanoparticles. Russ. J. Non-Ferr. Met. 2013, 54, 412–416. [Google Scholar] [CrossRef]
- Chayeuski, V.; Zhylinskiy, V.; Grishkevich, A.; Rudak, P.; Barcik, Š. Influence of high energy treatment on wear of edges knives of wood-cutting tool. MM Sci. J. 2016, 6, 1519–1523. [Google Scholar] [CrossRef] [Green Version]
- Chayeuski, V.; Zhylinski, V.; Cernashejus, O.; Visniakov, N.; Mikalauskas, G. Structural and Mechanical Properties of the ZrC/Ni-Nanodiamond Coating Synthesized by the PVD and Electroplating Processes for the Cutting Knifes. J. Mat. Eng. Perf. 2019, 28, 1278–1285. [Google Scholar] [CrossRef]
- Chayeuski, V.; Zhylinski, V.; Kuleshov, A.; Rudak, P.; Barcík, Š. Wear of the ZrC and ZrC/Ni-ultradisperse diamonds coated edges knives of wood-cutting tool. In Chip and Chipless Woodworking Processes, Proceedings of 11th International Science Conference, Zvolen, the Slovak Republic, 13–15 September 2018; The Technical University in Zvolen: Zvolen, Slovakia, 2018; pp. 59–64. [Google Scholar]
- Warcholinski, B.; Gilewicz, A.; Kuprin, A.S.; Tolmachova, G.N.; Ovcharenko, V.D.; Kuznetsova, T.A.; Zubar, T.I.; Khudoley, A.L.; Chizhik, S.A. Mechanical properties of Cr-O-N coatings deposited by cathodic arc evaporation. Vacuum 2018, 156, 97–107. [Google Scholar] [CrossRef]
- Sampath Kumar, T.; Balasivanandha Prabu, S.; Manivasagam, G. Metallurgical Characteristics of TiAlN/AlCrN Coating Synthesized by the PVD Process on a Cutting Insert. J. Mat. Eng. Perf. 2014, 23, 2877–2884. [Google Scholar] [CrossRef]
- Malatji, N.; Popoola, P.A.I. Tribological and Corrosion Performance of Electrodeposited Nickel Composite Coatings. In Electrodeposition of Composite Materials; Mohamed, A.M.A., Golden, T.D., Eds.; IntechOpen Limited: London, UK, 2016; pp. 205–230. [Google Scholar]
- Katzensteiner, A.; Rosalie, J.M.; Pippan, R.; Bachmaier, A. Synthesis of nanodiamond reinforced silver matrix nanocomposites: Microstructure and mechanical properties. MSEA 2020, 782, 139–254. [Google Scholar] [CrossRef] [Green Version]
- Chayeuski, V.V.; Zhylinski, V.V.; Rudak, P.V.; Rusalsky, D.P.; Višniakov, N.; Cernašejus, O. Characteristics of ZrC/Ni-UDD coatings for a tungsten carbide cutting tool. Appl. Surf. Sci. 2018, 446, 18–26. [Google Scholar] [CrossRef]
- Danilov, F.I.; Protsenko, V.S.; Butyrina, T.E.; Krasinskii, V.A.; Baskevich, A.S.; Kwon, S.C.; Lee, J.Y. Electrodeposition of nanocrystalline chromium coatings from Cr(III)-based electrolyte using pulsed current. Prot. Met. Phys. Chem. Surf. 2011, 47, 598–605. [Google Scholar] [CrossRef]
- Alifanov, A.V.; Grishkevich, A.A.; Chayevskii, V.V.; Garanin, V.N. Influence of TiN-coatings hard alloy knives on exploitation of wood-cutting milling tool when processing laminated chipboard. Proc. BSTU 2012, 2, 146–149. [Google Scholar]
- Paiva, J.M.; Fox-Rabinovich, G.; Junior, E.L.; Stolf, P.; Ahmed, Y.S.; Martins, M.M.; Bork, C.; Veldhuis, S. Tribological and Wear Performance of Nanocomposite PVD Hard Coatings Deposited on Aluminum Die Casting Tool. Materials 2018, 11, 358. [Google Scholar] [CrossRef] [Green Version]
- Tseluikin, V.N. On the Structure and Properties of Composite Electrochemical Coatings. A Review. Prot. Met. Phys. Chem. Surf. 2016, 52, 254–266. [Google Scholar] [CrossRef]
- Vinokurov, E.G.; Arsenkin, A.M.; Grigorovich, K.V.; Bondar, V.V. The Structure of the Chromium Coatings Modified by the Dispersed Particles. Prot. Met. 2006, 42, 204–207. [Google Scholar] [CrossRef]
- Kazmanli, M.K.; Ürgen, M.; Cakir, A.F. Effect of nitrogen pressure, bias voltage and substrate temperature on the phase structure of Mo-N coatings produced by cathodic arc PVD. Surf. Coat. Technol. 2003, 167, 77–82. [Google Scholar] [CrossRef]
- Postolnyi, B.O.; Beresnev, V.M.; Abadias, G.; Bondar, O.V.; Rebouta, L.; Araujo, J.P.; Pogrebnjak, A.D. Multilayer design of CrN/MoN protective coatings for enhanced hardness and toughness. J. Alloy Compd. 2017, 725, 1188–1198. [Google Scholar] [CrossRef] [Green Version]
- Beresnev, V.M.; Klimenko, S.A.; Sobol’, O.V.; Grankin, S.S.; Stolbovoi, V.A.; Turbin, P.V.; Novikov, V.Y.; Meilekhov, A.A.; Litovchenko, S.V.; Malikova, L.V. Effect of the Deposition Parameters on the Phase-Structure State, Hardness, and Tribological Characteristics of Mo2N/CrN Vacuum-Arc Multilayer Coatings. J. Superhard Mater. 2016, 38, 114–122. [Google Scholar] [CrossRef]
- Dolmatov, V.Y.; Lapchuk, N.M.; Lapchuk, T.M.; Nguyen, B.T.T.; Myllymäki, V.; Vehanen, A.; Yakovlev, R.Y. A Study of Defects and Impurities in Doped Detonation Nanodiamonds by EPR, Raman Scattering, and XRD Methods. J. Superhard Mater. 2016, 38, 219–229. [Google Scholar] [CrossRef]
- Druz, B.; Zaritskiy, I.; Yevtukhov, Y.; Konchits, A.; Valakh, M.; Shanina, B.; Kolesnik, S.; Yanchuk, I.; Gromovoy, Y. Diamond-like carbon films: Electron spin resonance (EPR) and Raman spectroscopy. Diam. Relat. Mater. 2004, 13, 1592–1602. [Google Scholar] [CrossRef]
- Wu, K.; Wu, B.; Li, C.; Hu, X. Gradation, Dispersion, and Tribological Behaviors of Nanometric Diamond Particles in Lubricating Oils. In Introduction to Mechanical Engineering; Paulo Davim, J., Ed.; Springer International Publishing AG, part of Springer Nature: Cham, Switzerland, 2018; pp. 120–128. [Google Scholar]
- Sun, K.W.; Wang, C.Y. Optical properties of a single free standing nanodiamond. J. Phys. Conf. Ser. 2007, 92, 012031. [Google Scholar] [CrossRef] [Green Version]
- Othman, M.F.; Bushroa, A.R.; Abdullah, W.N.R. Evaluation techniques and improvements of adhesion strength for TiN coating in tool applications: A review. J. Adhes. Sci. Technol. 2015, 29, 569–591. [Google Scholar] [CrossRef]
- Komiyama, S.; Sutou, Y.; Oikawa, K.; Koike, J.; Wang, M.; Sakurai, M. Wear and oxidation behavior of reactive sputtered δ-(Ti,Mo)N films deposited at different nitrogen gas flow rates. Tribol. Int. 2015, 87, 32–39. [Google Scholar] [CrossRef]
- Matei, A.A.; Pencea, I.; Stanciu, S.G.; Hristu, R.; Antoniac, I.; Ciovica, E.; Sfat, C.E.; Stanciu, G.A. Structural characterization and adhesion appraisal of TiN and TiCN coatings deposited by CAE-PVD technique on a new carbide composite cutting tool. J. Adhes. Sci. Technol. 2015, 29, 2576–2589. [Google Scholar] [CrossRef]
- Kim, H.K.; La, J.H.; Kim, K.S.; Lee, S.Y. The effects of the H/E ratio of various Cr–N interlayers on the adhesion strength of CrZrN coatings on tungsten carbide substrates. Surf. Coat. Technol. 2015, 284, 230–234. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | C | Cu |
|---|---|---|---|
| Concentration, wt.% | 97.6 ± 3.5 | 1.3 ± 0.2 | 1.1 ± 0.2 |
| Concentration, at.% | 93.73 ± 2.53 | 5.39 ± 0.81 | 0.87 ± 0.09 |
| Element | Cr | C | Mo | O | N | Cu | W |
|---|---|---|---|---|---|---|---|
| Concentration, wt.% | 39.9 ± 1.6 | 5.2 ± 0.7 | 38.8 ± 1.5 | 5.9 ± 0.8 | 2.5 ± 0.4 | 7.6 ± 1.0 | 0.1 ± 0.0 |
| Concentration, at.% | 33.85 ± 0.91 | 19.08 ± 2.86 | 17.80 ± 0.23 | 16.29 ± 2.40 | 7.64 ± 1.13 | 5.30 ± 0.53 | 0.02 ± 0.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chayeuski, V.; Taleb, A.; Zhylinski, V.; Kuleshov, A.; Shtempliuk, R. Preparation and Characterization of the Cr-Nanodiamonds/MoN Coatings with Performant Mechanical Properties. Coatings 2022, 12, 1012. https://doi.org/10.3390/coatings12071012
Chayeuski V, Taleb A, Zhylinski V, Kuleshov A, Shtempliuk R. Preparation and Characterization of the Cr-Nanodiamonds/MoN Coatings with Performant Mechanical Properties. Coatings. 2022; 12(7):1012. https://doi.org/10.3390/coatings12071012
Chicago/Turabian StyleChayeuski, Vadzim, Abdelhafed Taleb, Valery Zhylinski, Andrei Kuleshov, and Roman Shtempliuk. 2022. "Preparation and Characterization of the Cr-Nanodiamonds/MoN Coatings with Performant Mechanical Properties" Coatings 12, no. 7: 1012. https://doi.org/10.3390/coatings12071012