1. Introduction
In order to implement the circular economy promotion law, the central government issued opinions on promoting the development of the remanufacturing industry in May 2010. Remanufacturing, as a new type of industry, uses surface engineering technology and other processing technologies to repair the shape, size, and performance of parts. It prolongs the service life of parts so as to reduce the environmental pollution and waste caused by parts’ damage. This is of great significance to economic and social development [
1,
2,
3]. Plasma arc cladding technology is a surface modification technology which uses plasma arc as the heat source to melt powder or wire on the surface of the substrate, achieving a metallurgical combination between the cladding layer and substrate. Plasma arc cladding technology received attention from the remanufacturing industry due to its its low equipment price, high cladding efficiency, etc. In particular, Ni-based tungsten carbide surfacing layers prepared by the plasma arc cladding technology are widely used in deep-sea mining and other fields due to their high hardness and wear resistance [
4,
5].
During the Ni-based tungsten carbide surfacing layer prepared by plasma arc cladding technology, the WC carbide is easily decomposed to form C and W elements, which combine with other elements to create new carbides. These new carbides are usually irregular, relatively coarse, brittle, and hard, which can become the crack source of the surfacing layer, resulting in cracks or even cracking [
6,
7]. Some works in the available literature have involved carrying out extensive research on how to solve the problem of coarse grains in the microstructure. Pu et al. [
8] used FAB submerged arc welding to joint EH36 high-strength steel. Pu found that the microstructure of welded seam was refined and the mechanical properties of the welded joint was improved through adding CeO
2 powder into the groove (since the formed Ce-containing inclusions increased the proportion of acicular ferrite in the welded seam). Pu et al. [
9] studied the flame brazing of red copper by adding CeO
2 directly into the powder of flux-cored silver filler metal. The result showed that CeO
2 was used as an interfacial activator to remove the oxide film on the surface of red copper and as a nucleation particle to refine the microstructure of the brazing seam. When the addition of CeO
2 was 0.3 wt.%, the refining effect reached an optimum value. Therefore, an appropriate amount of CeO
2 can refine the microstructure of the molten welded seam and brazed seam. In addition, some works in the available literature has have studied the effect of rare earth oxides on the properties of iron-based cladding layers or nickel-based cladding layers [
10,
11,
12,
13,
14,
15]. Li Diankai et al. [
13] found that CeO
2 can be used as a heterogeneous nucleation core to refine the microstructure of iron-based cladding layer and improve its hardness and wear resistance. Zhang Guangyao et al. [
14] studied the effects of various rare earth oxides on the hardness and wear resistance of Ni-based alloy laser cladding layer. It was found that the wear resistance of the cladding layer containing La
2O
3 and CeO
2 reached optimum values, and its hardness could be increased by 100~300 HV
10. Zhou Y F et al. [
15] showed that by adding 2.0 wt.% CeO
2 into Fe-Cr-C alloy powder, the wear resistance of Fe-based cladding layer reached a maximum value. However, there is no research on adding CeO
2 into Ni-based alloy powder to prepare surfacing layers by plasma arc cladding technology.
Based on the above research, CeO2 powder was added into Ni-based tungsten carbide powder and Ni-based tungsten carbide coatings were prepared on the surface of Q235 steel plate by plasma arc cladding technology. We studied the effect of different CeO2 powder contents on the microstructure and properties of the cladding layer, and explored the role mechanism of CeO2 in the Ni-based tungsten carbide cladding layer.
2. Materials and Methods
Ni60WC35 alloy powder with the particle size of 46~150 mesh was selected as the cladding layer powder, and the tungsten carbide particles in the powder were irregular. The CeO
2 powders of 0%, 0.1%, 0.2%, 0.5%, and 1%, respectively, were added into the Ni-based alloy powder to study the effect of CeO
2 on the microstructure and property of cladding layers. The mixed alloy powder was dried at 150 °C for 2 h. Its chemical composition was shown in
Table 1.
The mixed alloy powder was cladded on the surface of Q235 steel plate by using DML-V03AD microbeam plasma-arc equipment (Shanghai Duomu Industry, Shanghai, China). The process parameters were selected as follows: the ion gas flow rate was 1.0 L/min, the shielding gas flow rate was 15 L/min, the powder providing gas flow rate was 4 L/min, the powder feeding speed was 18 cm3/min, the cladding speed was 2 mm/s, the current was 80 A, and the height from nozzle to workpiece was 10 mm. The size of Ni-based tungsten carbide layer obtained by plasma arc cladding technology was 80 mm × 14 mm × 4 mm.
The samples were intercepted by wire cutting along the direction perpendicular to the cladding layer. After grinding and polishing, the metallographic specimen with the size of 10 mm × 10 mm × 10 mm was etched with a mixture of boiling nitric and hydrochloric acids for 15 s. The microstructure of the cladding layer was observed by a ZEISS optical microscope (OM, Jena, Germany) and a JSM-6480 scanning electron microscope (SEM, JEOL, Tokyo, Japan). The chemical composition of characteristic points in microstructure was tested by an energy dispersive spectrometer (EDS, Carl Zeiss, Jena, Germany). The phase composition of cladding layer with the size of 10 mm × 10 mm × 3 mm was analyzed by an XRD-6000 X-ray diffractometer instrument (XRD, Shimadzu, Kyoto, Japan) with Cu-Kα radiation and scanning angles (2θ) between 10° and 90°.
The hardness of the cladding layer was measured by a Vickers hardness tester (KB30s, KB, Munich, Germany). The test load was 100 N. A point was hit every 0.5 µm along the direction perpendicular to the fusion line, and the reported values were an average of five data points in the same horizontal direction.
The pin-disc dry sliding friction and wear test of the sample was carried out with universal friction and wear tester (MMW-1, Jinan Chenda, Jinan, China). GCr15 quenched bearing steel with a hardness of 62 HRC was selected as the grinding disc. The pin size of the cladding layer was φ5 × 15 mm while the size of the grinding disc was φ52 × 7 mm. All of the cladding samples were ground and polished before doing the wear test. The wear test parameters were the load of 100 N, the rotating speed of 100 r/min and the experimental time of 900 s. After the wear test, the wear loss weight of the cladding layer was measured by an electronic analysis balance (BSM-220.4, Shanghai Zhuojing, Shanghai, China) with the precision of 0.01 mg. The mass before wear was recorded as m1, the mass after wear was m2, the wear distance was L, and the wear rate was A = (m1 − m2)/L. The wear morphology of the cladding layer was observed by JSM-6480 scanning electron microscope (SEM, JEOL, Tokyo, Japan) to analyze its wear mechanism.
3. Results and Analysis
3.1. Effect of CeO2 Content on Microstructure of Ni-Based Tungsten Carbide Cladding Layer
3.1.1. Microstructure Analysis of Ni-Based Tungsten Carbide Cladding Layer
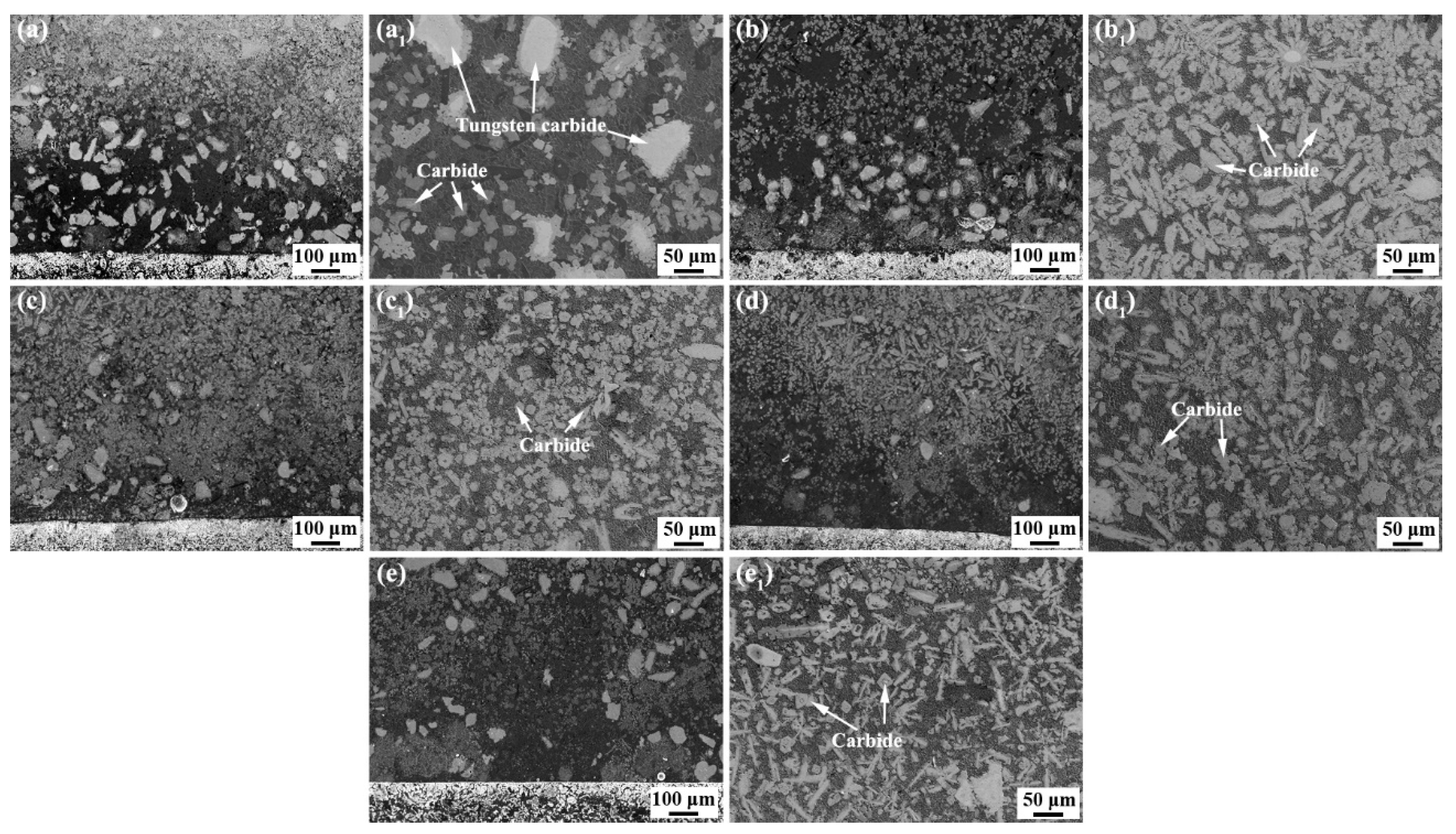
Figure 1a–e shows the microstructure in the cross section of Ni-based tungsten carbide plasma cladding layer under different CeO
2 contents.
Figure 1a
1–e
1 presents the corresponding local enlarged drawing. When the alloy powder was CeO
2-free, the microstructure of the cladding layer was mainly composed of dark grey Ni-based matrix and white tungsten carbide particles. Moreover, the tungsten carbide particles were mainly deposited at the bottom of the cladding layer (see
Figure 1a,a
1). After adding CeO
2 into the alloy powder, the microstructure of the cladding layer was composed of Ni-based matrix, undissolved tungsten carbide particles and secondary precipitated carbides (see
Figure 1b–e
1). If the content of CeO
2 was no more than 0.2 wt.%, the number of tungsten carbide particles decreased gradually while the number of secondary precipitation carbide increased gradually with the increase of CeO
2 content. The shape of the tungsten carbide particles changed from irregular type to spherical type. The secondary precipitation carbide was fine and distributed uniformly in the matrix. This suggested that CeO
2 played the role of refinement and spheroidization. When the CeO
2 content was 0.2 wt.% (see
Figure 1c,c
1), all of the carbides were finest. However, when the CeO
2 content was increased to 0.5 wt.% (see
Figure 1d,d
1) and 1.0 wt.% (see
Figure 1e,e
1), the secondary precipitated carbide changed from spherical type to rods or bars while tungsten carbide particles showed irregular. It indicated that excessive CeO
2 weakened its role in spheroidizing and refining carbides. Therefore, the optimal content of CeO
2 was 0.2 wt.%.
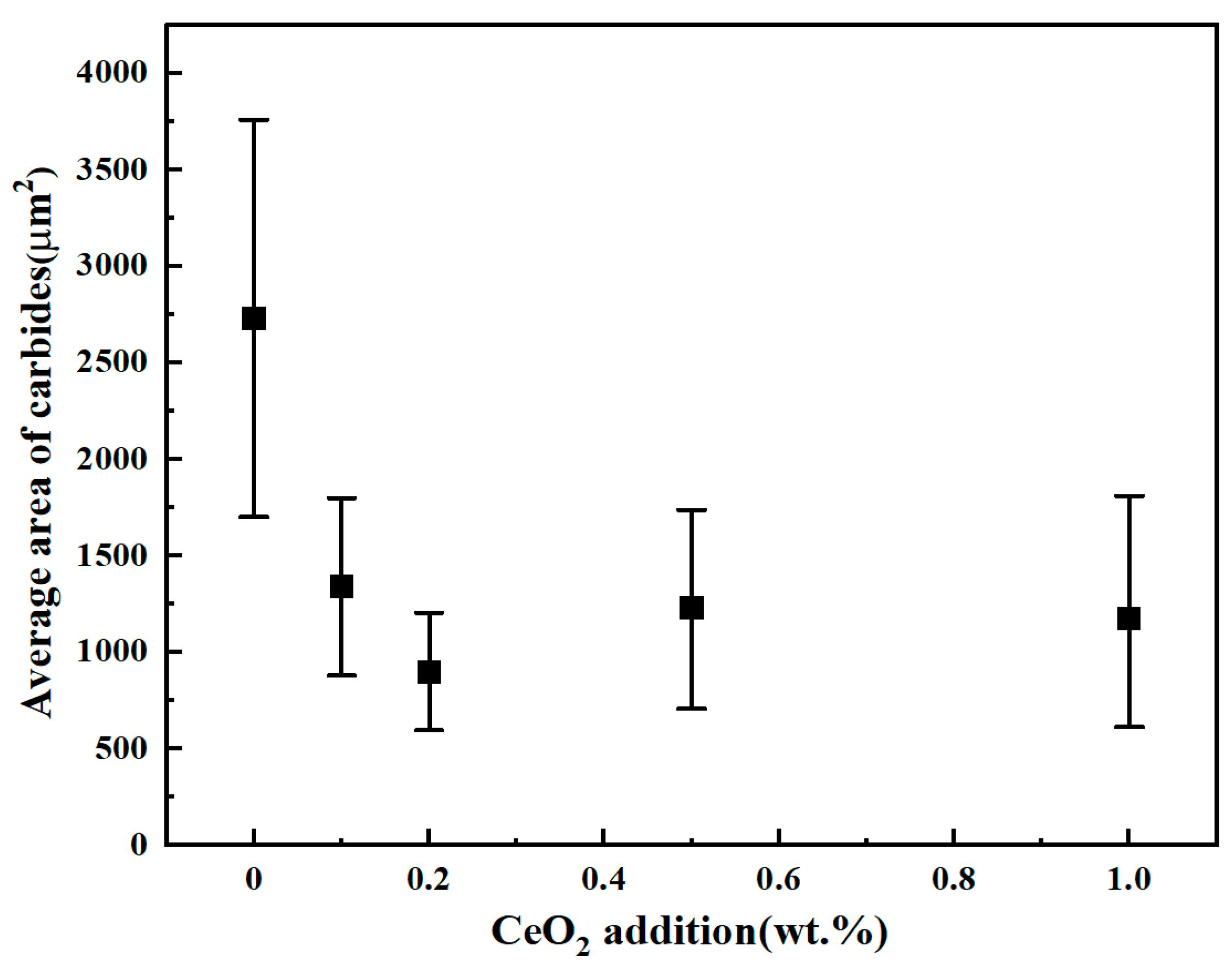
Figure 2 shows the average area of carbides in the cladding layer measured by the quantitative metallography analysis system. When the powder did not contain CeO
2, the average area of carbides in the cladding layer was 2732 ± 35 μm
2, and the standard deviation was 1034. With the increase of CeO
2 addition in the powder, the average area of carbides decreased first and then increased slightly. As the CeO
2 content was 0.2 wt.%, the average area and standard deviation of carbides reached the minimum, which was 892 ± 35 μm
2 and 301, respectively. When the CeO
2 content was 1.0 wt.%, the average area of carbides was 1237 ± 35 μm
2 and the standard deviation was 594. The results show that adding 0.2 wt.% CeO
2 into the powder can refine the carbide and improve its uniformity in the cladding layer, which confirmed the result in
Figure 1.
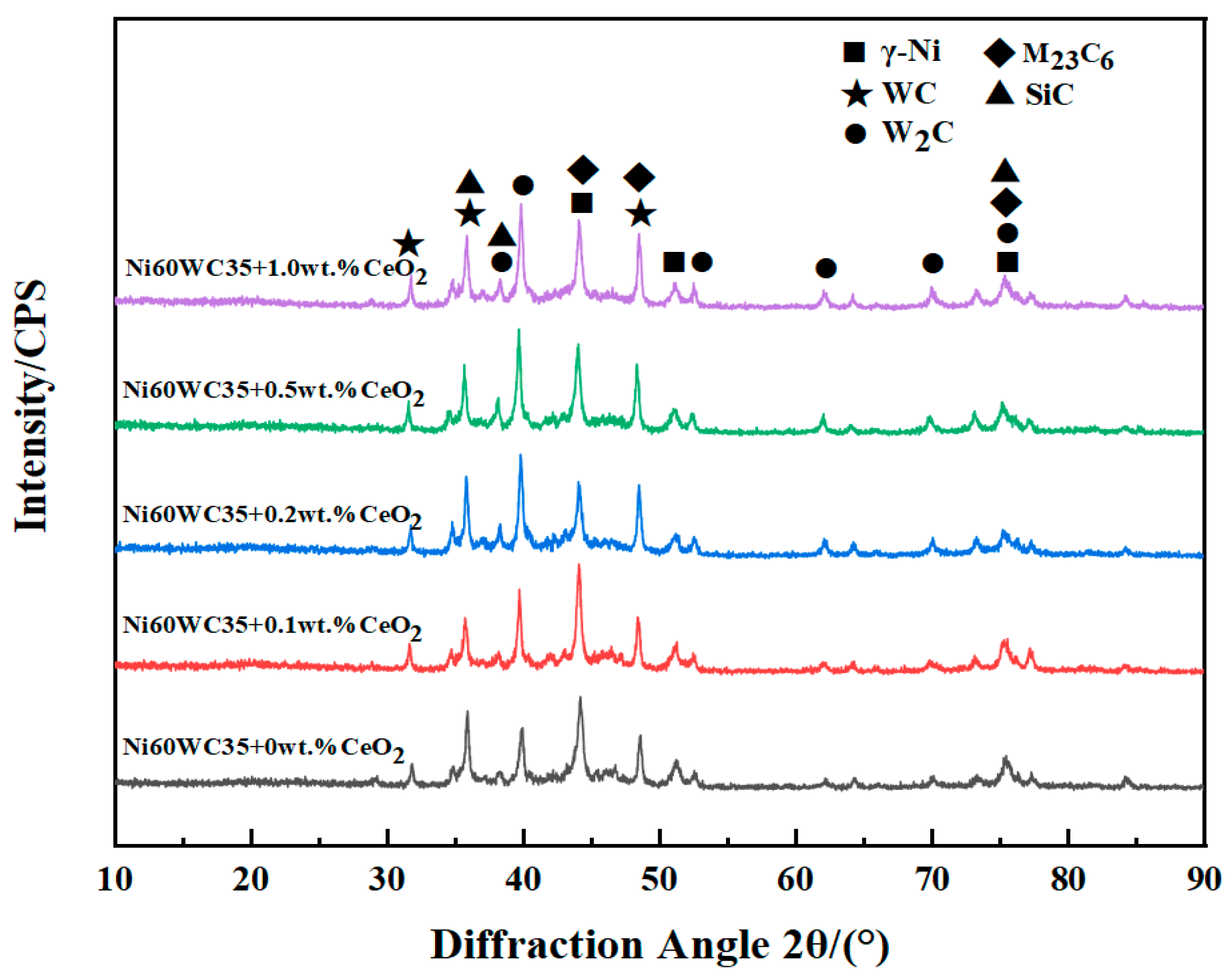
In order to determine the phase composition of the cladding layer, the sample was analyzed by XRD diffraction (as shown in
Figure 3). Whether CeO
2 was added to the powder or not, the cladding layer was mainly composed of γ-Ni solid solution, M
23C
6 (M = Cr, Fe, Ni, W). The addition of CeO
2 mainly affected the diffraction peak intensity of M
23C
6 carbides. After adding CeO
2 into the powder, the high melting point Ce-containing compounds can act as the heterogeneous nucleation core to promote the formation of carbides.
3.1.2. Action Mechanism of CeO2 in Ni-Based Tungsten Carbide Cladding Layer
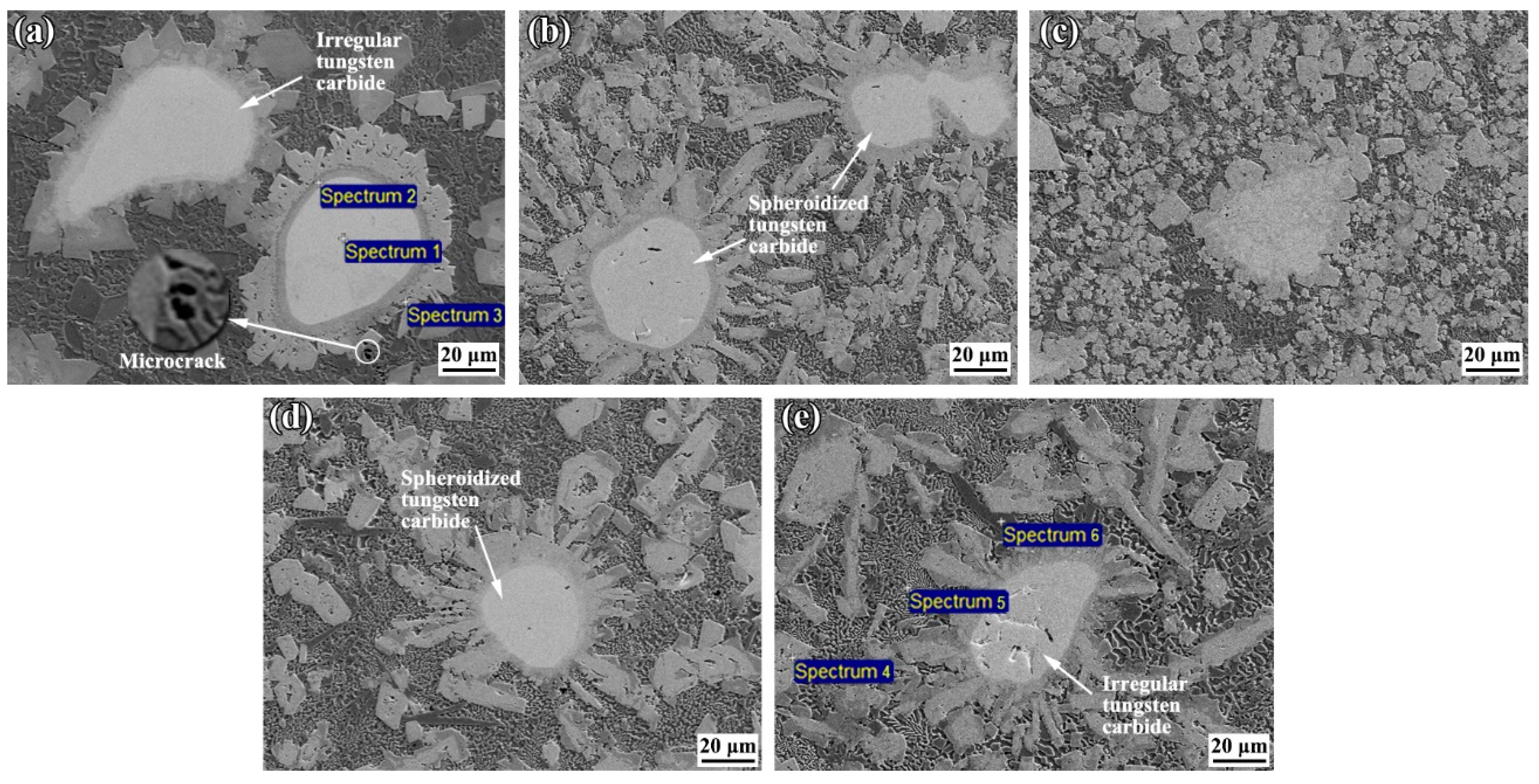
Figure 4 shows the morphology of the tungsten carbide and its surrounding structures in the cladding layer under different CeO
2 contents. When the powder did not contain CeO
2, the shape of the tungsten carbide was irregular, the edge of tungsten carbide produced microcracks, and the tungsten carbide particles were locally dissolved (as shown in
Figure 4a). After adding 0.1 wt.% CeO
2 into the powder, the size of tungsten carbide decreased and its shape became spherical, while the tungsten carbide particles started to dissolve (see
Figure 4b). When the CeO
2 content in the powder was 0.2 wt.%, the number of secondary precipitated carbides that surrounded tungsten carbide particles increased and they distributed uniformly in the cladding layer (see
Figure 4c). As the CeO
2 content was raised to 0.5 wt.% and 1.0 wt.%, the carbides that surrounding tungsten carbide particles started to grow slightly (see
Figure 4d,e), and the tungsten carbide gradually became irregular again (see
Figure 4e). In order to clarify the action mechanism of CeO
2 on tungsten carbide and carbides in the cladding layer, EDS analysis was performed. The EDS results of spectrum 1, 2, 3 in
Figure 4a and spectrum 4, 5, 6 in
Figure 4e listed in
Table 2.
As can be seen from the results in
Table 2, in the spectrum 1 area, the content of the C element was 16.67 wt.%, the content of W was 82.61 wt.%, and there was a small amount of Ni, indicating tungsten carbide particles. In the edge zone spectrum 2, it contained the C of 13.71 wt.%, W of 61.98 wt.%, Ni of 16.57 wt.%, Cr of 6.88 wt.%, and a little of Si and Fe, which showed the secondary precipitated carbides. The spectrum 3 area around a tungsten carbide particle contained 9.75 wt.% C and a small amount of Fe, while was rich in W, Ni and Cr. It indicated M
23C
6 carbides formed. After adding CeO
2 into the powder, the spectrum 4 area represented tungsten carbide particles or the secondary precipitated carbides (SiC and WC, W
2C carbides). In the spectrum 5 area, it contained 74.83 wt.% Ni element, and a small amount of Cr, B, Si, Fe, W, and Ce. This region represented a Ni-based solid solution. In the spectrum 6 area, Ce element was detected.
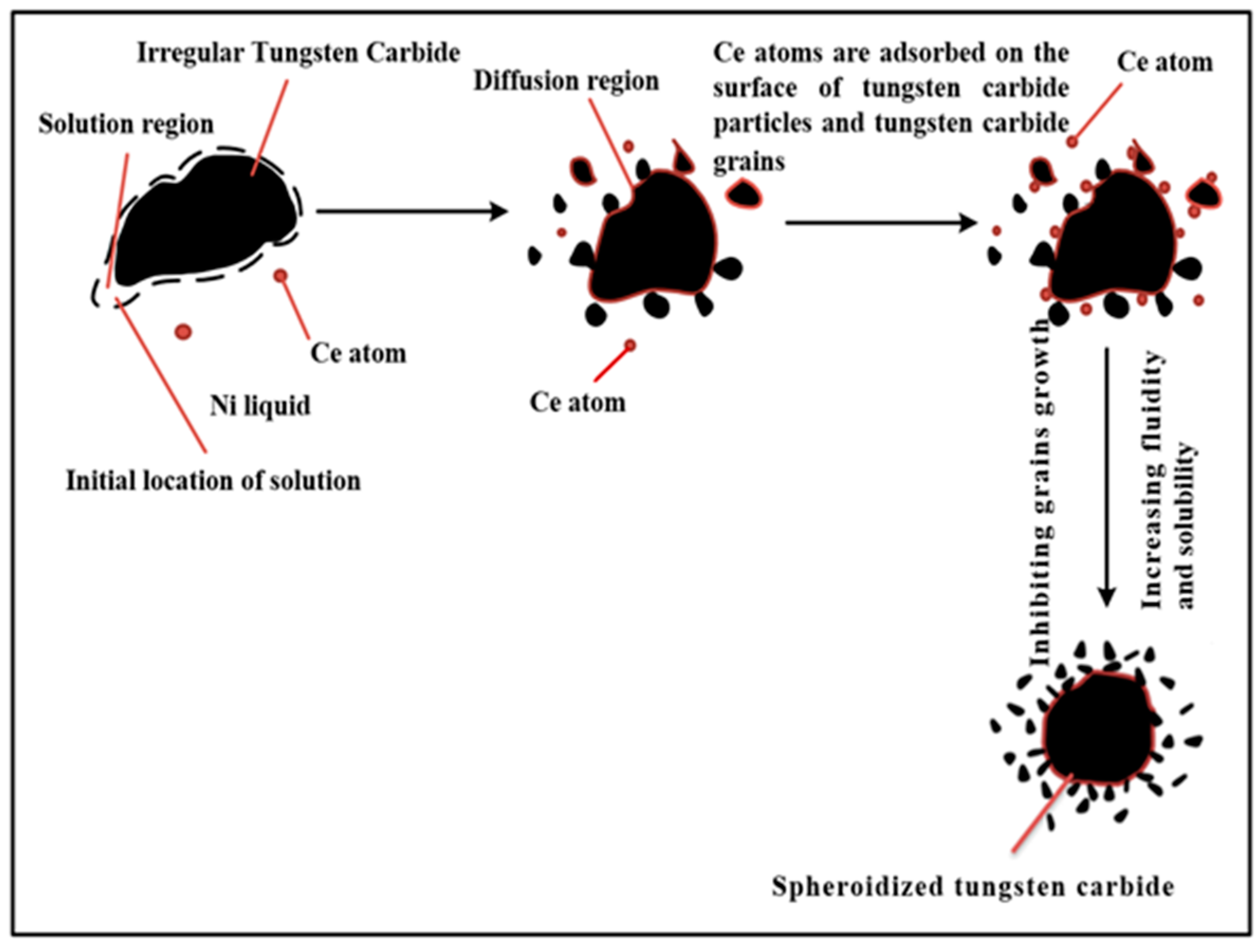
Therefore, the addition of CeO
2 into the powder plays a critical role in the dissolution of tungsten carbide particles and the formation of secondary carbides in the cladding layer. On the one hand, an appropriate amount of CeO
2 can promote the dissolution of tungsten carbide and spheroidize tungsten carbide particles. Under the action of high-temperature plasma arc, CeO
2 in the powder is decomposed into Ce and O atom, meanwhile the tungsten carbide particles also begin to dissolve partially. Ce as a surface-active element, is easily adsorbed on the surface of tungsten carbide. However, owing to the large atomic radius of Ce, it is difficult to act with Fe, Ni, Cr, and other elements to form a solid solution (while it is easy to segregate at the grain boundary of tungsten carbide, which promotes the dissolution and spheroidization of tungsten carbide). On the other hand, Ce compounds can be used as heterogeneous nuclei to induce the formation of carbides, which spheroidize and refine carbides. According to the previous thermodynamic calculation on the system of Ce-O-S [
8], Ce
2O
3 precipitates preferentially. It is used as the heterogeneous nucleation core to induce the formation of M
23C
6 (M = Cr, Fe, Ni, W) carbides, secondary precipitates phases (SiC and WC, W
2C). Meanwhile, the active Ce is adsorbed at the grain boundaries of these carbides, which reduces the Gibbs free energy of the whole system and the driving force of carbides growth [
16], thereby inhibiting the growth of carbides. With the increase of Ce content in the powder, the dissolved amount of tungsten carbide and the number of M
23C
6 carbides and secondary precipitate carbides increased. When the CeO
2 content was 0.2 wt.%, the tungsten carbide particles and carbides became spherical and were uniformly and finely dispersed in the cladding layer. When the CeO
2 content was increased further, excessive CeO
2, which has a high melting point, increased the viscosity of the solution to reduce the dissolution rate of tungsten carbide particles. Gradually, the spheroidization and refinement effect of CeO
2 on the microstructure in the cladding layer was weakened, and the carbides formed in microstructure shows bar-like or rod-like shapes. The action mechanism model of CeO
2 in the Ni-based tungsten carbide cladding layer is shown in
Figure 5.
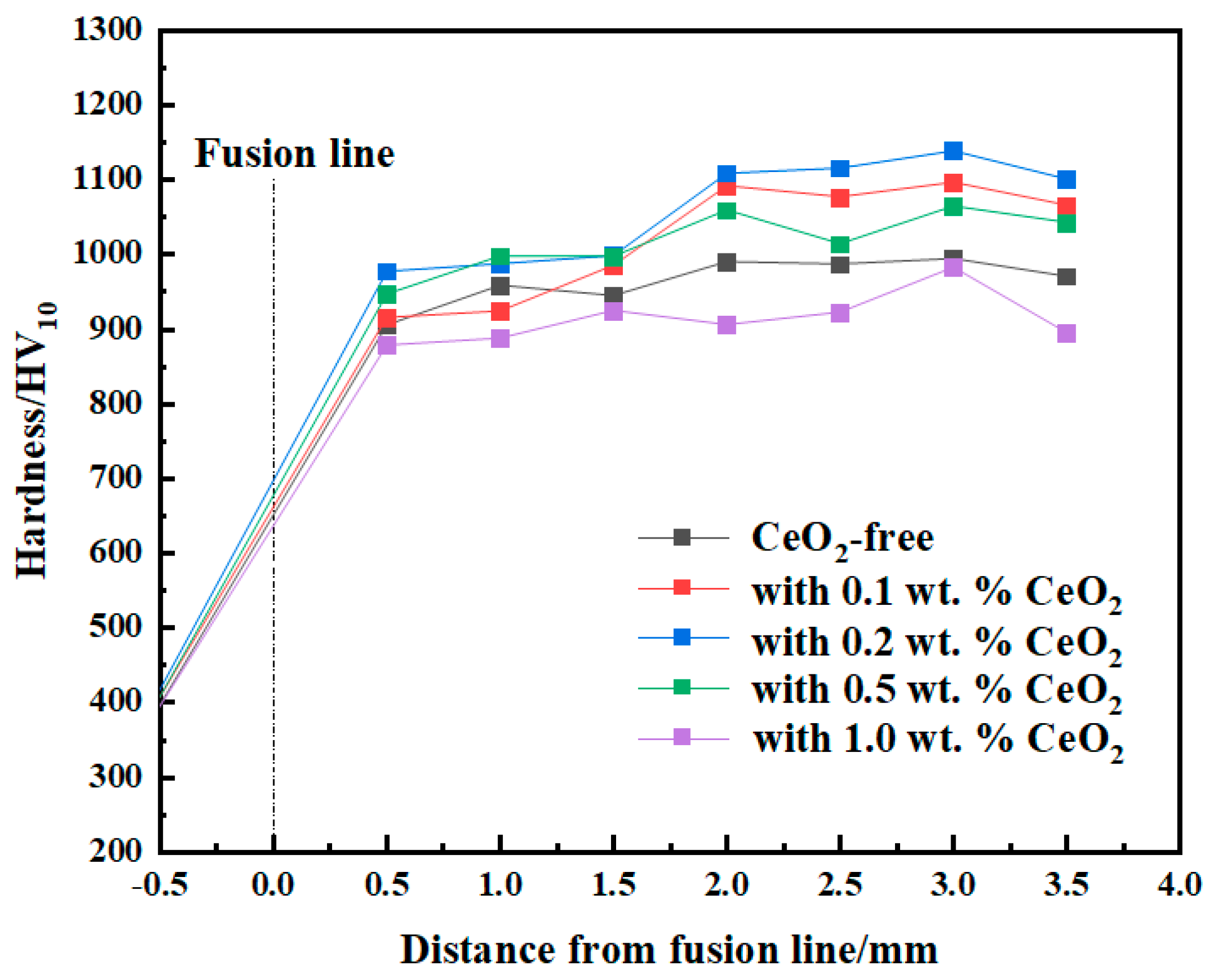
3.2. Effect of CeO2 Content on Hardness of Ni-Based Tungsten Carbide Cladding Layer
Figure 6 shows the hardness of Ni-based tungsten carbide cladding layers under different CeO
2 contents. The average hardness of the cladding layer was 965 HV
10 without CeO
2 in the powders. After adding CeO
2 into the powder, the hardness of the cladding layer increased first and then decreased with the increase of CeO
2 content. When the CeO
2 content was 0.2 wt.%, the average hardness value of the cladding layer reached the maximum of 1062 HV
10, which was 10% higher than that of the cladding layer without CeO
2 content. When the CeO
2 content was more than 0.2 wt.%, the hardness of the cladding layer decreased slightly. The average hardness value of the cladding layer was 915 HV
10 with the CeO
2 content of 1.0 wt.%.
Under the action of the plasma arc, firstly, the undissolved tungsten carbide plays a dispersion strengthening role in the cladding layer. Secondly, elements such as Cr, Si, Fe, and W are dissolved in the matrix to form Ni-based solid solution, which plays a solid solution strengthening role in the cladding layer. Thirdly, elements Ni, Cr, Si, Fe, W, B, and C form carbides and boride, and these hard phases play a precipitation strengthening role in the cladding layer [
17]. The above strengthening effects lead to the high hardness of Ni-based tungsten carbide cladding layer. After adding CeO
2 into the powder, the number of Ce-containing compounds as nucleation particles increases with the increase of CeO
2 content, promoting the dispersion of carbides in the cladding layer. Moreover, the carbides in the cladding layer are spheroidized. When the CeO
2 content was 0.2 wt.%, the refinement and spheroidization effect of CeO
2 reached the optimum, resulting in the highest hardness of the cladding layer. However, if the CeO
2 content was 0.5 wt.% and 1.0 wt.%, Ce-containing compounds as nucleation particles grew and most of them were removed as a molten slag, and the viscosity of the solution was increased, so the refinement and spheroidization effect of CeO
2 was weakened, leading to the decrease of the hardness of the cladding layer.
It also indicated that whether the powder contained CeO
2 or not, the hardness maximum of the cladding layer was located at a distance of 3.0 mm away from the substrate. Works in the literature [
18] have studied the effect of different tungsten carbide contents on the hardness of Ni-based tungsten carbide cladding layer obtained by plasma arc cladding technology. The results showed that when the tungsten carbide content in the powder was 35%, the number of tungsten carbide particles in the cladding layer increased significantly and became distributed mainly at a distance of 2.5–3.5 mm from the substrate, resulting in the highest hardness of cladding layer. Our conclusions confirmed the above research result.
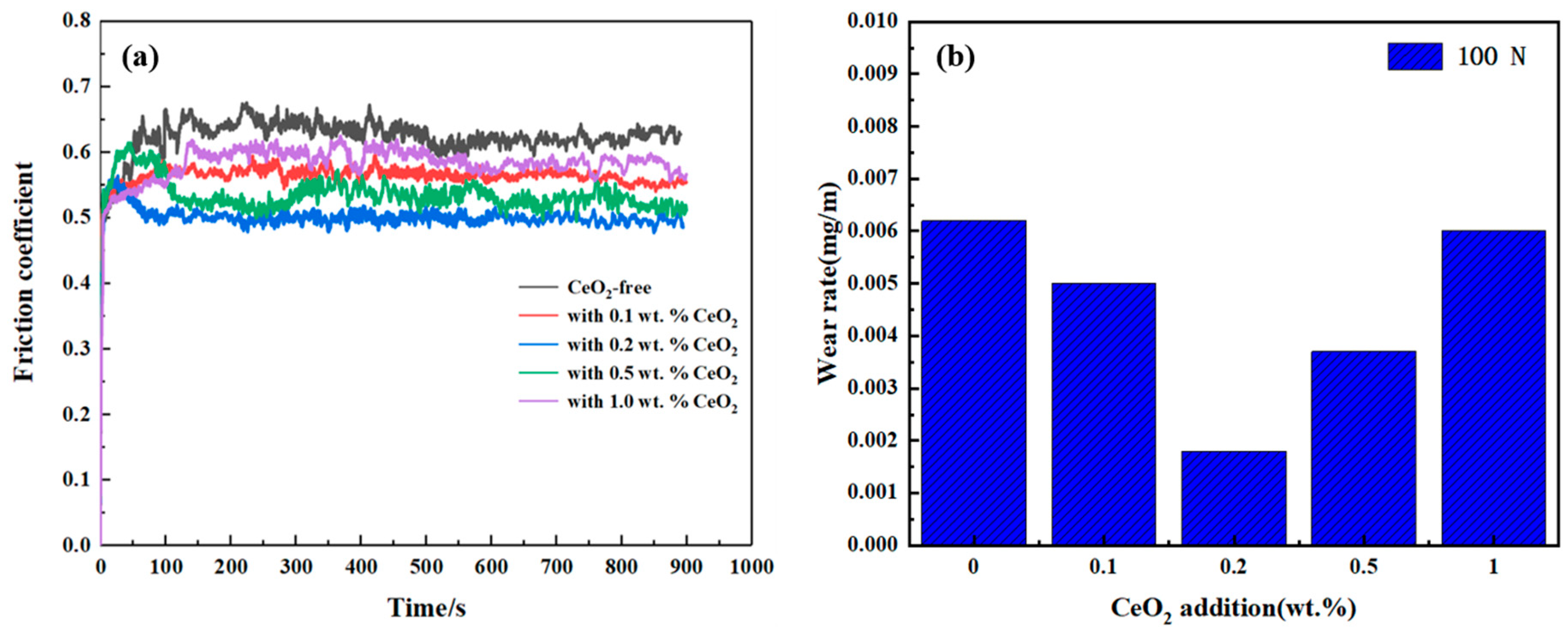
3.3. Effect of CeO2 on Wear Resistance of Ni-Based Carbide Cladding Layer
The friction coefficient and the wear rate of the cladding layer are two important indicators for evaluating the wear resistance of the cladding layer.
Figure 7a,b show the variation curve of friction coefficient with time and wear rate of cladding layer under different CeO
2 contents, respectively. When the powder did not contain CeO
2, the average friction coefficient of the cladding layer was 0.622 and its wear rate was 0.0062 mg/m. When adding 0.2 wt.% CeO
2 into the powder, the average friction coefficient of the cladding layer decreased significantly and reached the minimum of 0.502, similarly, the corresponding wear rate was 0.0018 mg/m, which decreased by 71% compared with the sample without CeO
2. When the CeO
2 content was increased to 1.0 wt.%, the average friction coefficient of the cladding layer was raised to 0.582, while its wear rate was increased to 0.0060 mg/m. The change trend of wear resistance is consistent with hardness for the cladding layer. Based on Holm-Archard wear theory [
19], the hardness of the material has a linear relationship with wear loss. The higher the hardness of the material, the smaller the wear rate. The theory confirms the above result. Meanwhile, it indicated that adding 0.2 wt.% CeO
2 into the powder, can refine the microstructure of the cladding layer, so that the corresponding wear resistance reaches an optimum value.
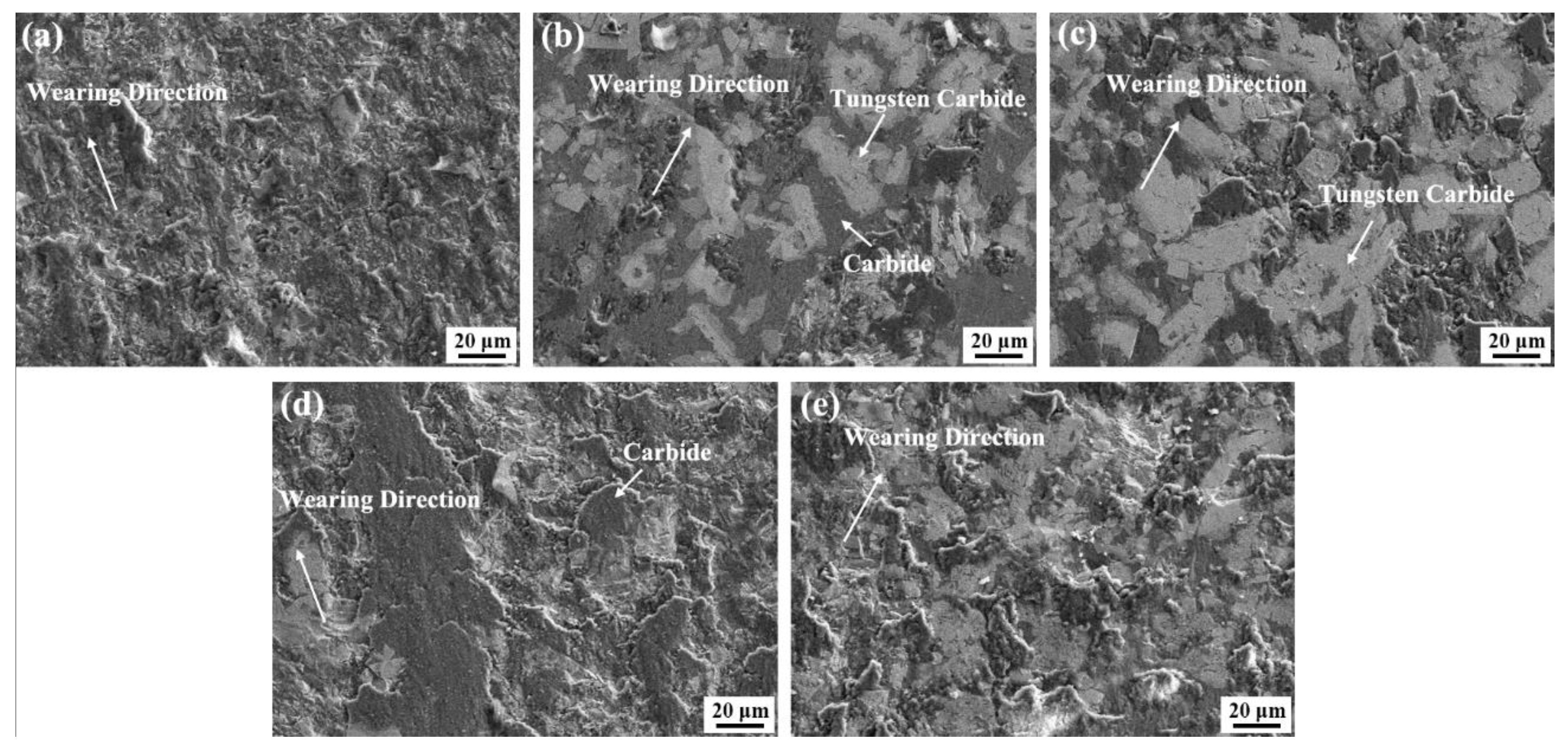
Figure 8 shows morphologies of Ni-based tungsten carbide cladding layer with different CeO
2 contents after wear. If the powder did not contain CeO
2, the cladding layer presented noticeable furrow-like wear marks, and its surface contained some adhesions. When the CeO
2 content in the powder did not exceed 0.2 wt.% (see
Figure 8b,c), the furrow-like wear marks on the surface of the cladding layer basically disappeared while tungsten carbide particles and carbides were exposed at the location of wear marks. When the CeO
2 content in the powder was increased to 0.5 wt.% and 1.0 wt.%, furrow-like wear marks and adhesives appeared again in the cladding layer (see
Figure 8d,e).
During the friction and wear test, the hardness and wear resistance of the Ni-based solid solution are much lower than those of the tungsten carbide particles and carbides in the cladding layer. Therefore, Ni-based alloy preferentially produces wear loss and concave under the friction of hard abrasive materials, then the tungsten carbide particles and carbide particles expose gradually. Finally, these carbide particles act as a skeleton during wear, which reduces the loss of Ni-based alloy. Actually, an Ni-based alloy can support tungsten carbides and carbides due to its high toughness and prevent tungsten carbides and carbides from falling off. The cladding layer presents good wear resistance. When adding the appropriate amount of CeO
2 into the powder, the number of carbide particles increased, and it distributed dispersively. The cladding layer had the best wear resistance. Some works in the available literature also agree with this view [
20,
21].
4. Conclusions
In this study, Ni-based tungsten carbide surfacing layer was prepared on the surface of Q345 steel by plasma arc cladding technology. The effect of CeO2 content on the microstructure and properties of the cladding layer was studied. The main conclusions are as follows:
(1) Whether CeO2 was added into the powder or not, the microstructure was mainly composed of γ-Ni solid solution, tungsten carbide particles and carbides. After adding CeO2 into the powder, the tungsten carbide which was partially dissolved, shaped from irregular into spherical and became fine, while the number of secondary precipitation carbides increased and it distributed uniform in the cladding layer. When the CeO2 content was 0.2 wt.%, the spheroidization and refinement effect were optimum. As the CeO2 content exceeded 0.2 wt.%, the shape of the tungsten carbide reverted to an irregular shape and the secondary precipitation carbide became bar-like or rod-like shapes.
(2) After adding an appropriate amount of CeO2 into the powder, on the one hand, the Ce atoms were adsorbed on the surface of the tungsten carbide, which was dissolved and spheroidized. On the other hand, the preferentially formed Ce-containing alloy induced the formation of secondary precipitation carbides, resulting in the refinement of the microstructure. However, as the CeO2 addition was excessive, the viscosity of the solution increased, leading to the composition segregation. Thus, the spheroidization and refinement of CeO2 on the cladding layer were weakened.
(3) With the increase of CeO2 content, the hardness and wear resistance of the cladding layer increased first and then decreased. When the CeO2 content was 0.2 wt.%, the average hardness value of the cladding layer reached the maximum of 1062 HV10, and the corresponding wear resistance of the cladding layer reach an optimum value.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}