
Effect of Mo and C Additions on Eta Phase Evolution of WC-13Co Cemented Carbides
Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
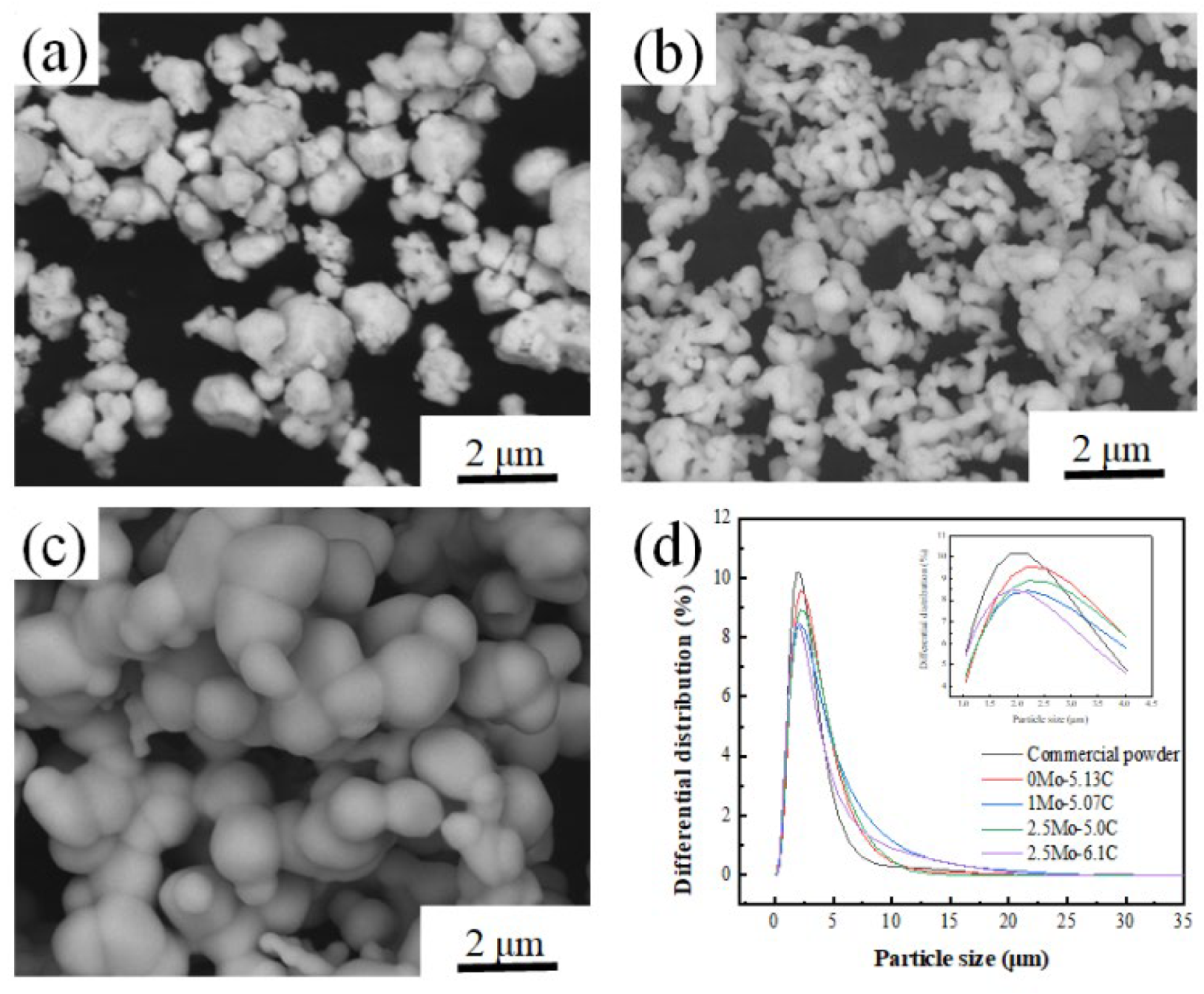
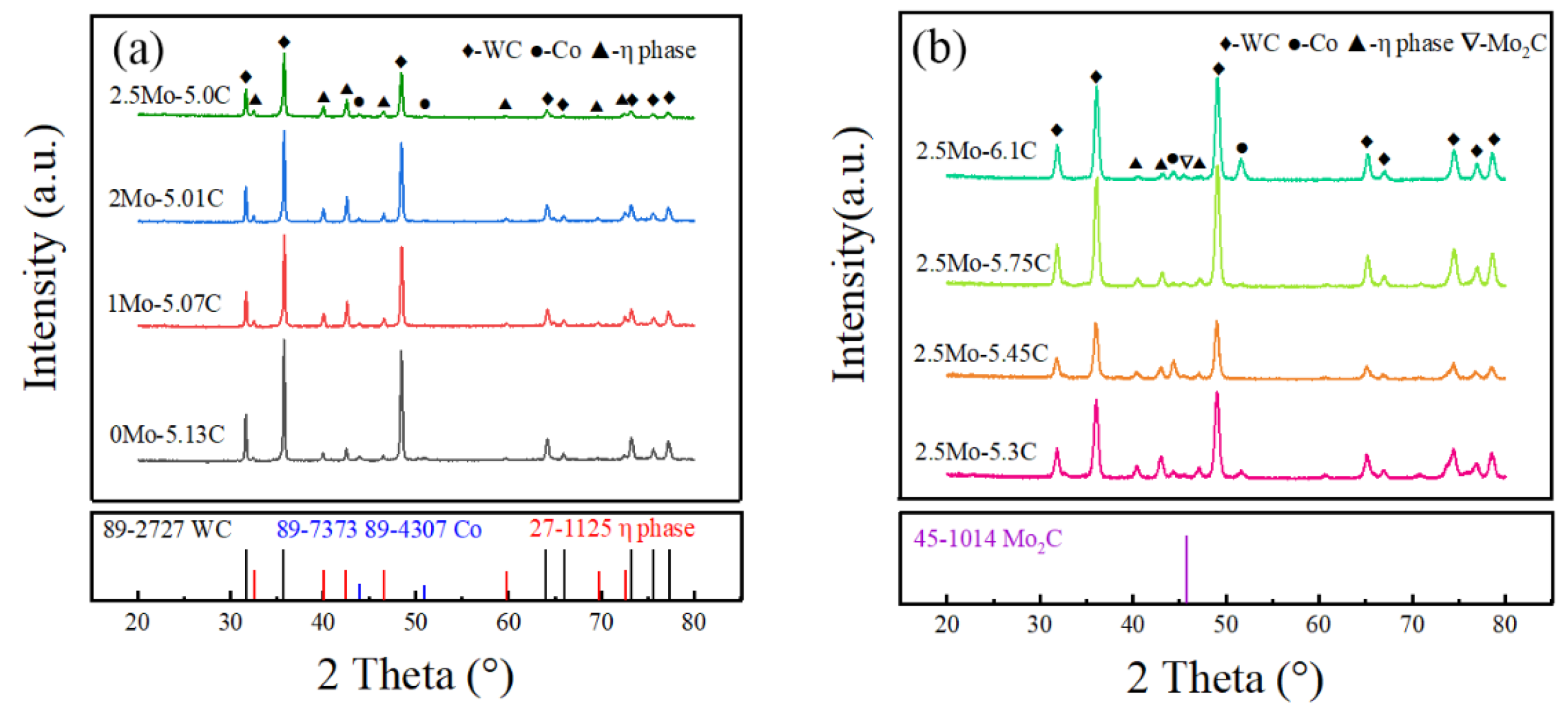
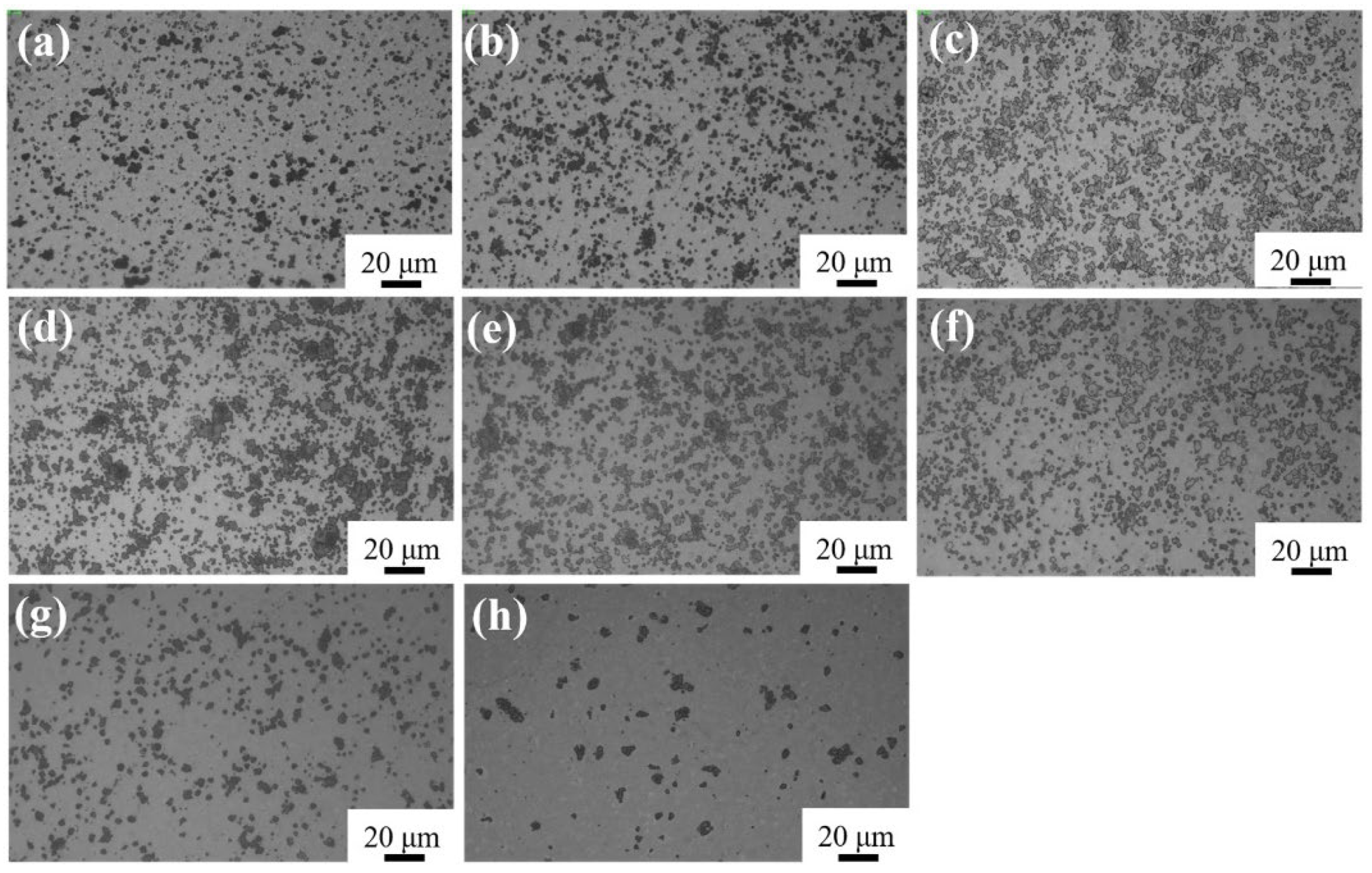
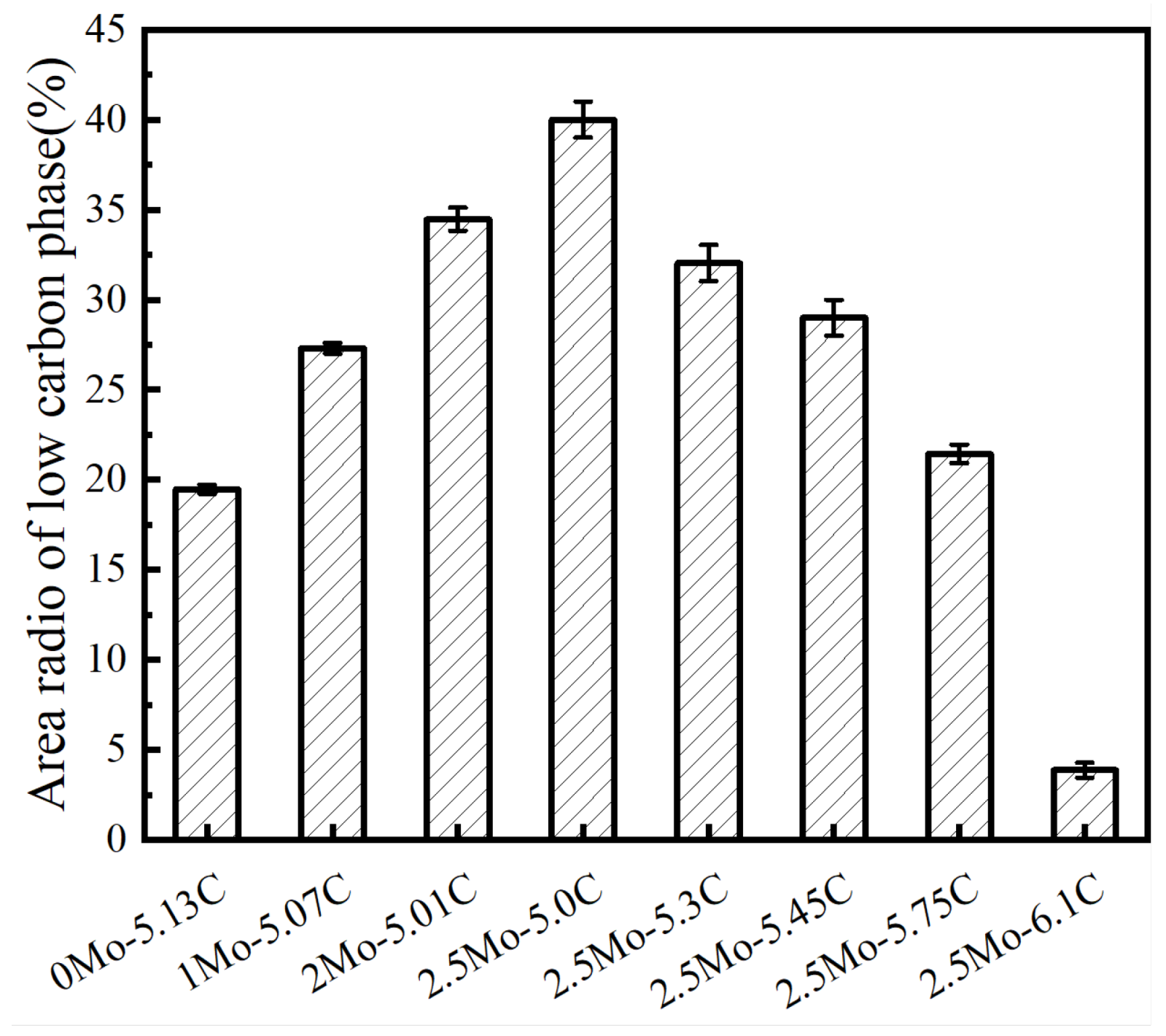
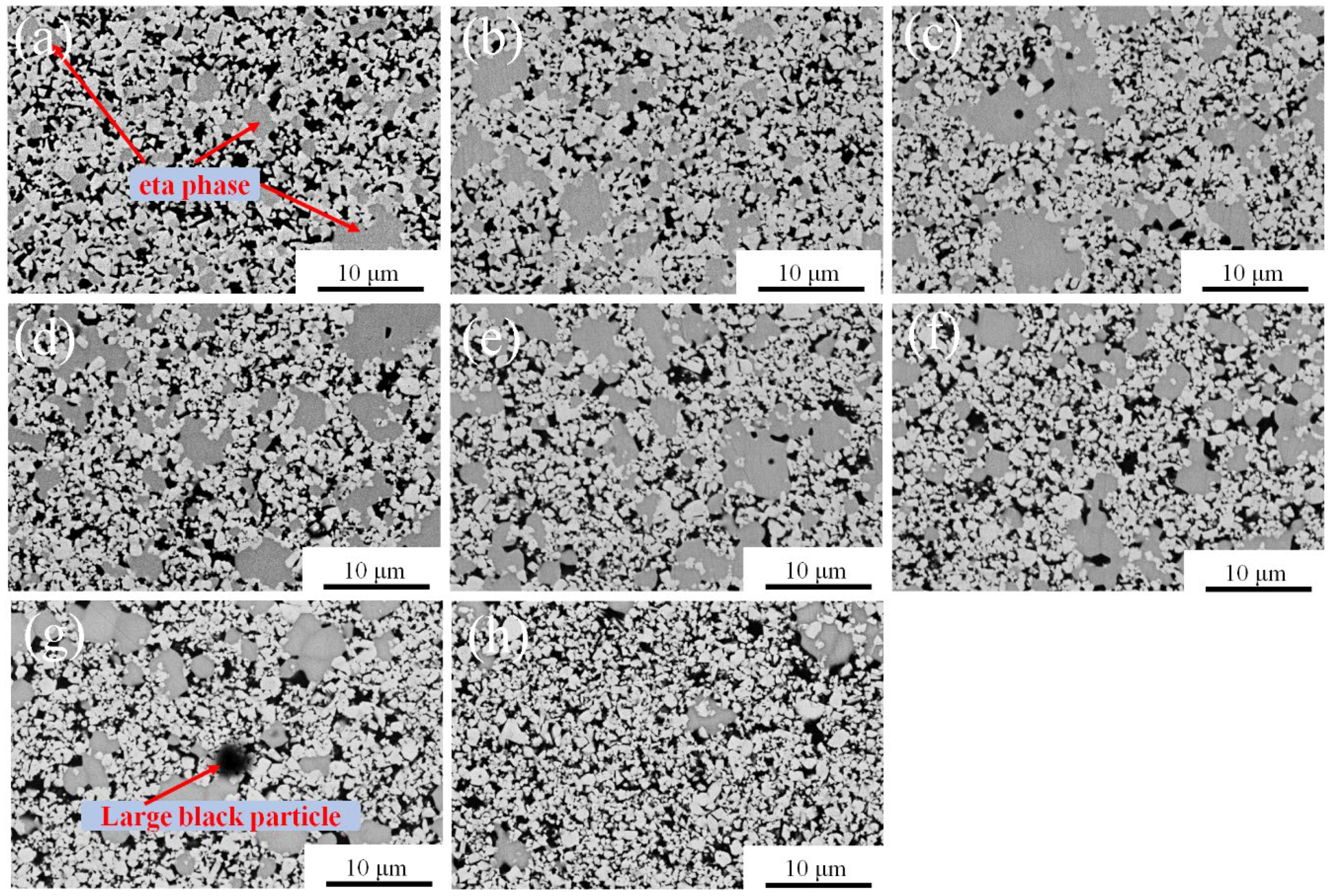
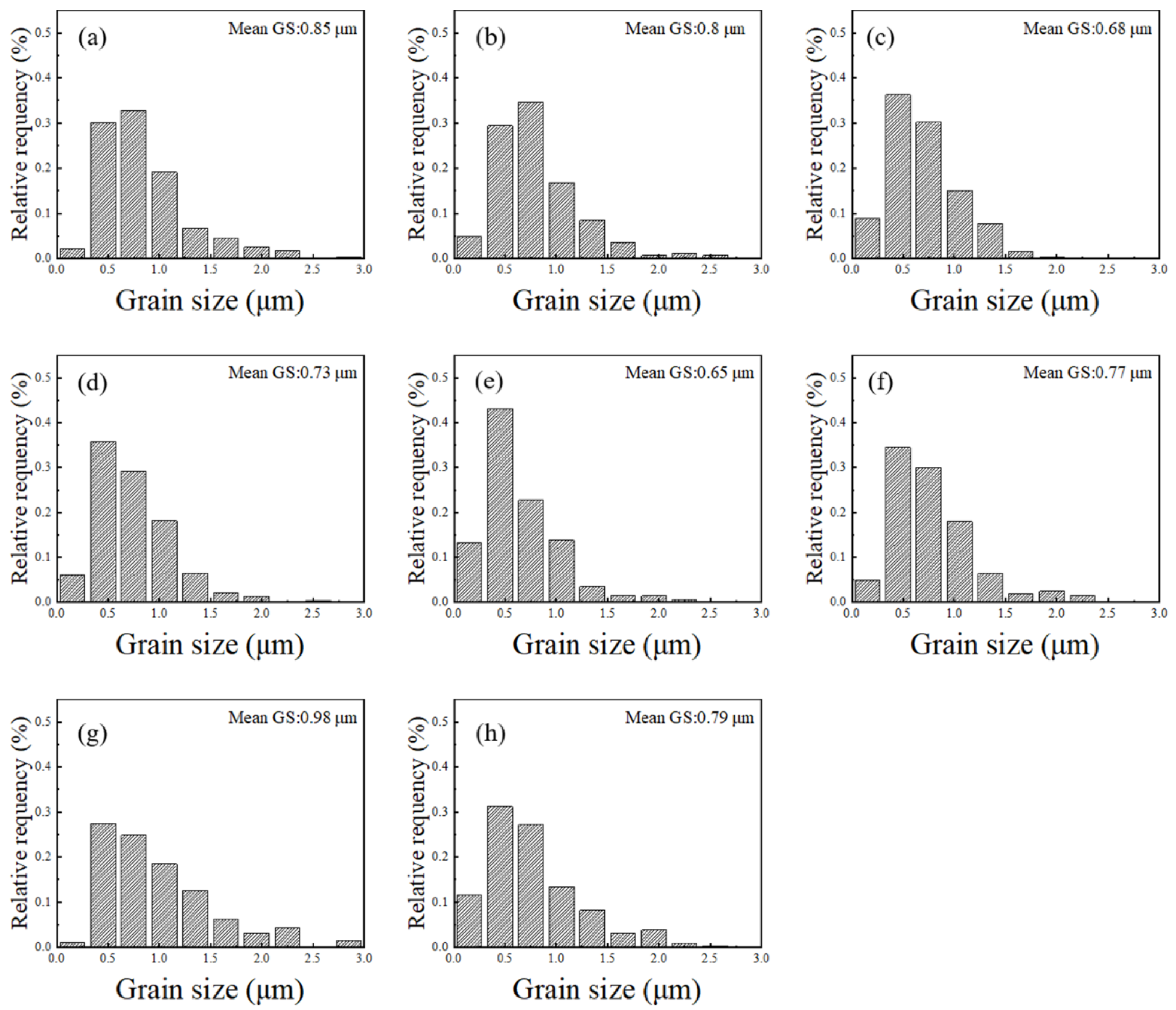
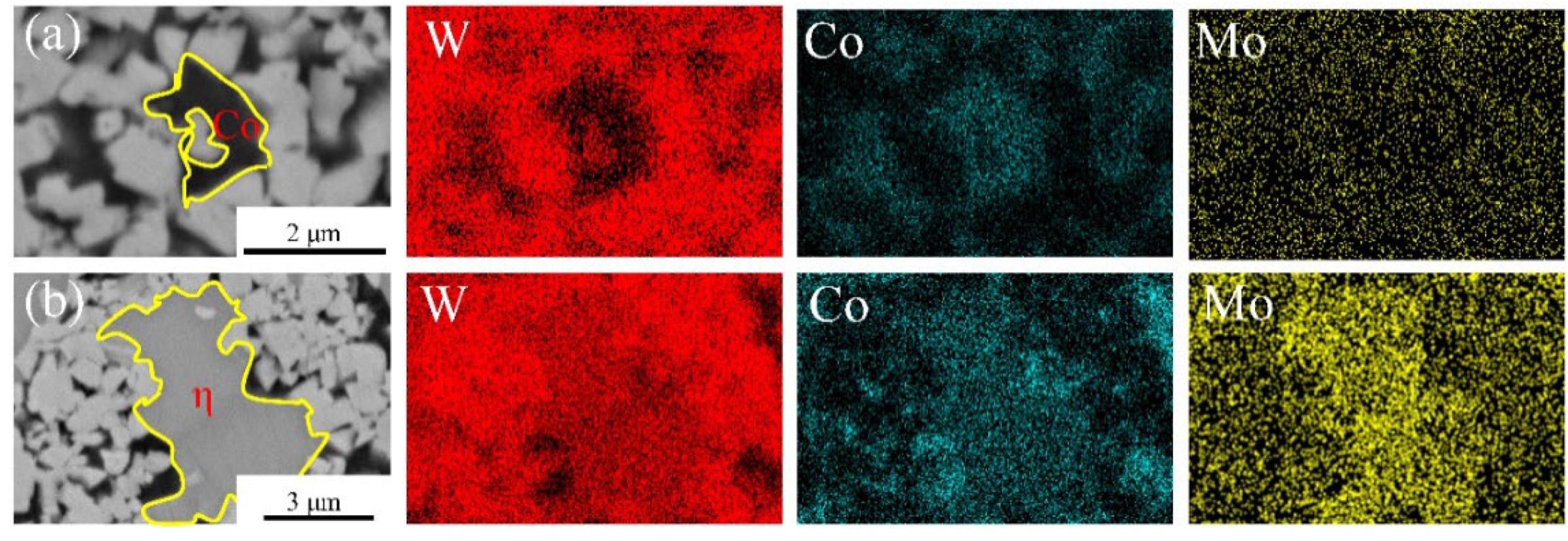
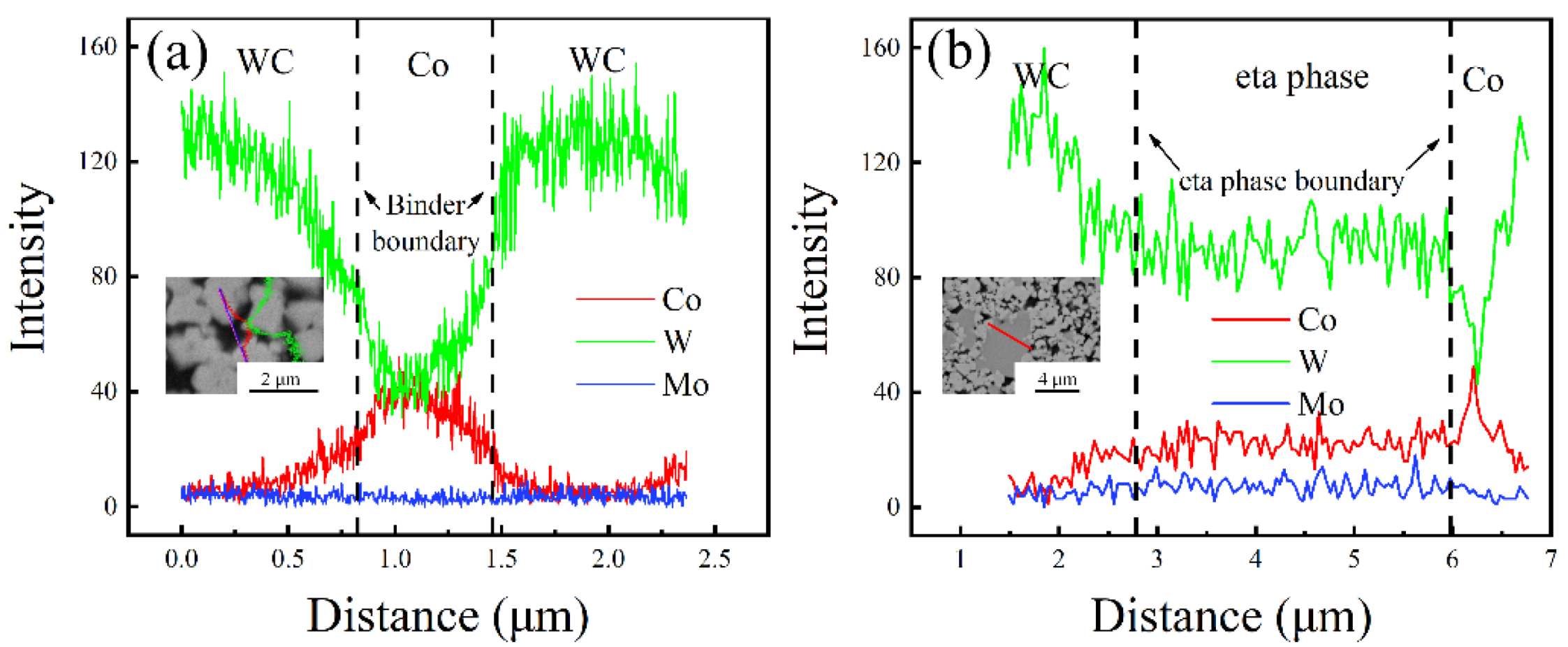
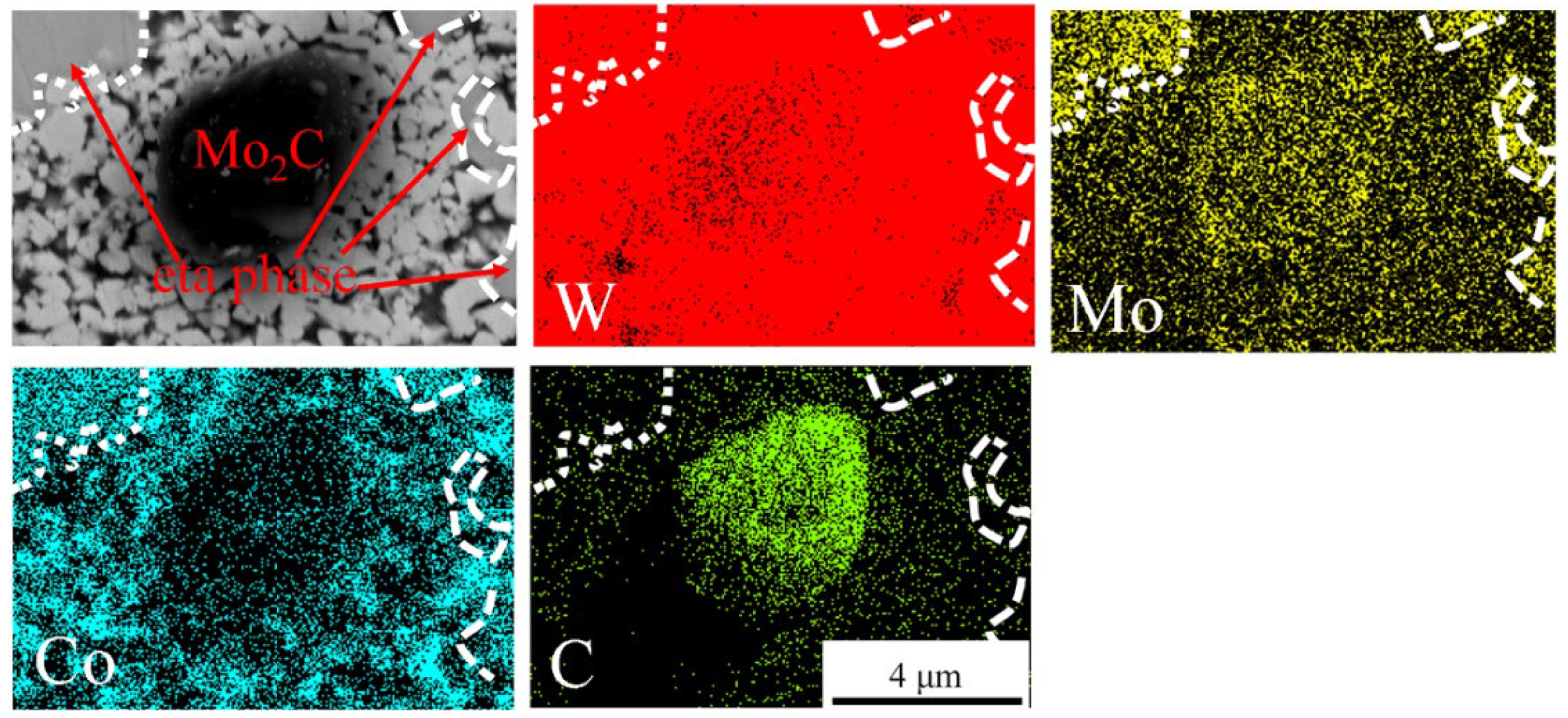
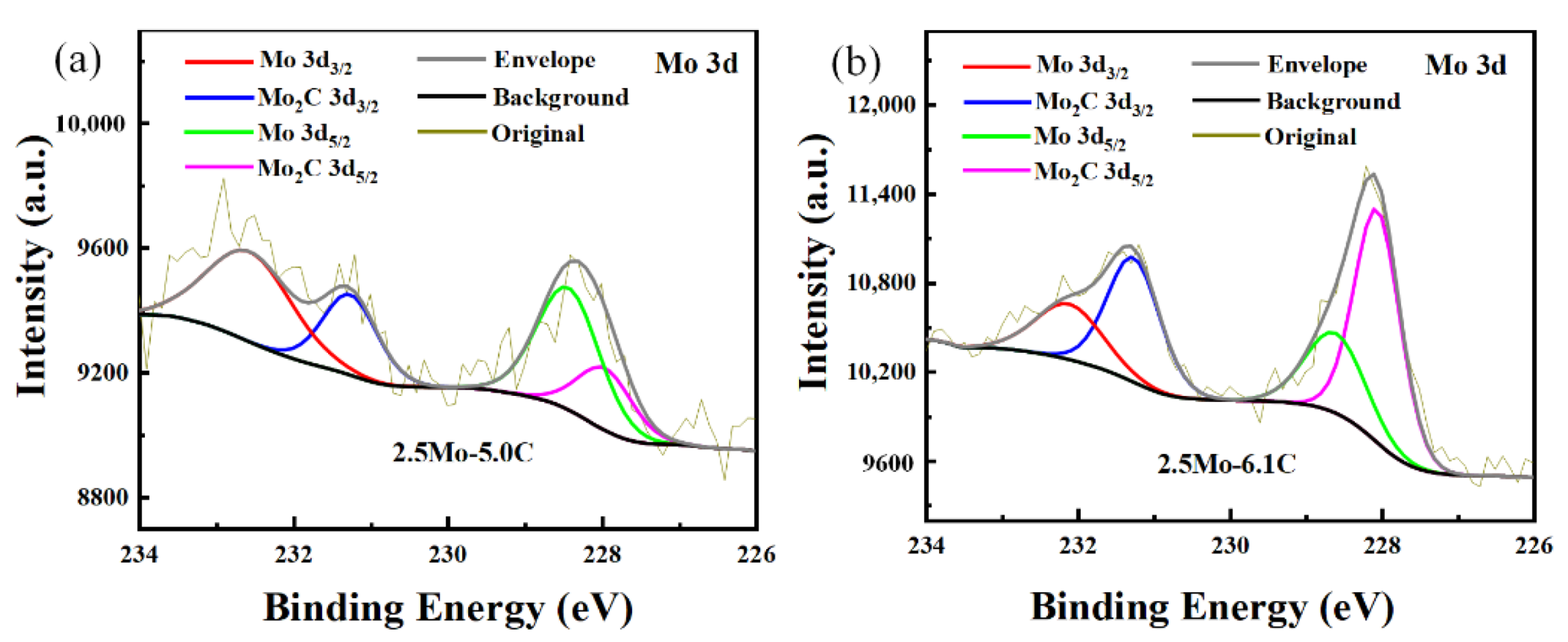
3.1. Microstructure and Composition
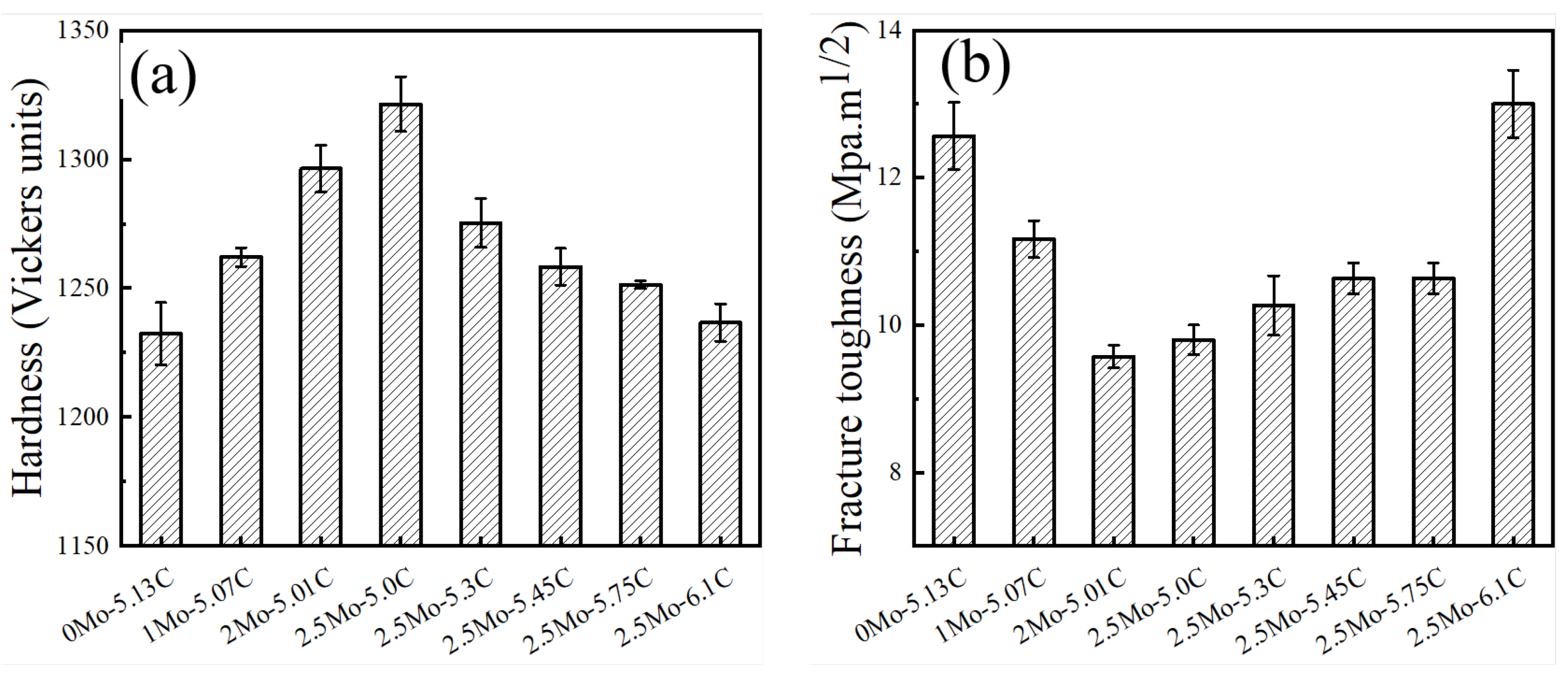
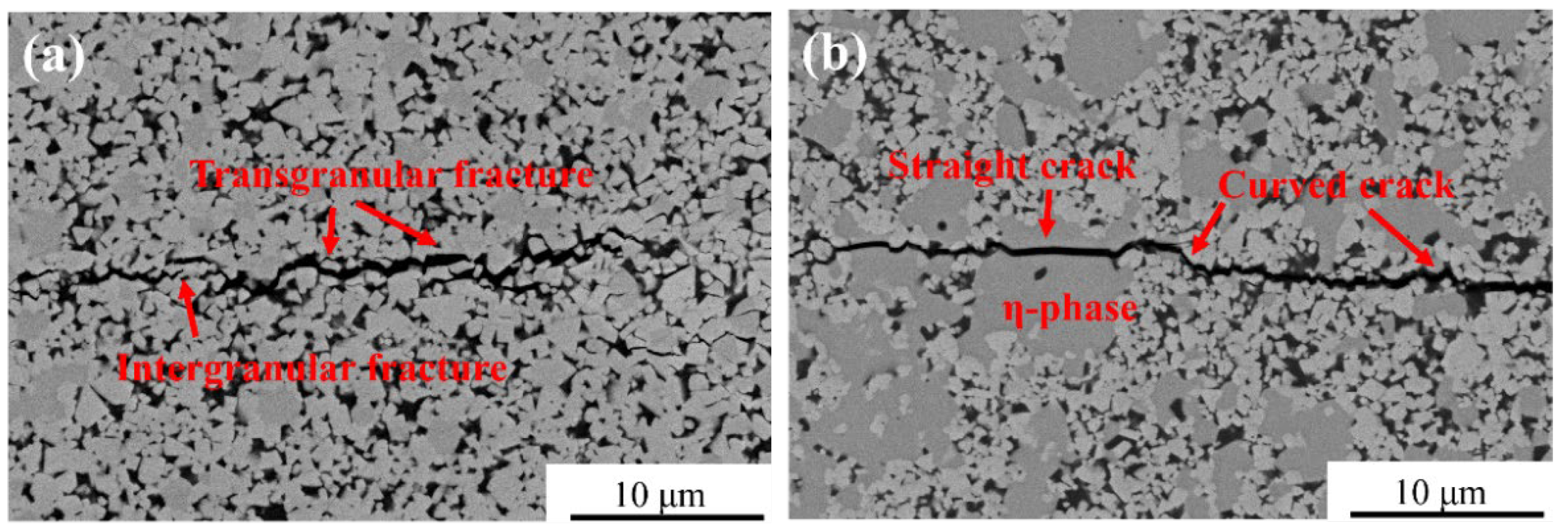
3.2. Mechanical Properties
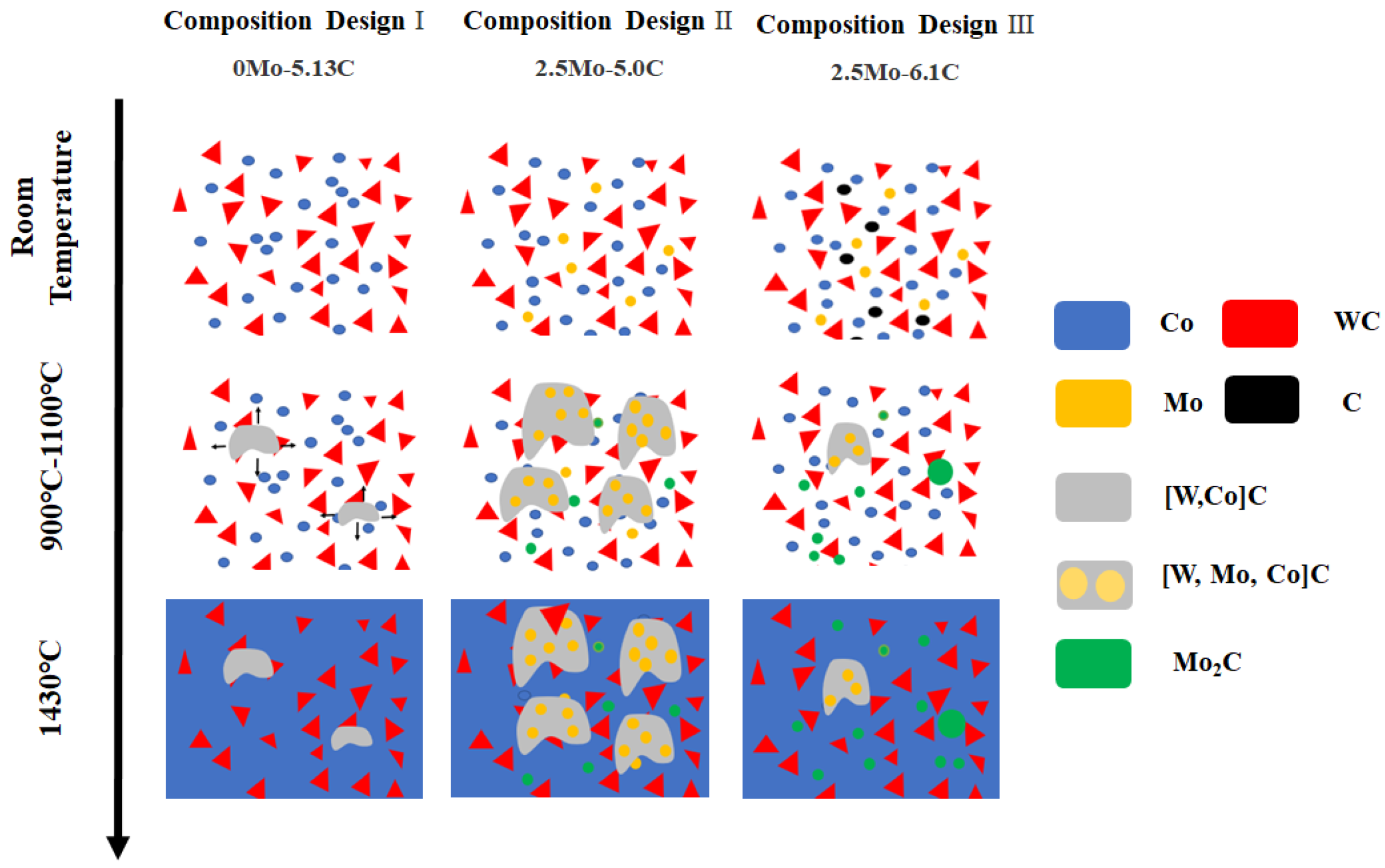
3.3. Influence Mechanism of the Addition of Mo
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lu, Z.; Du, J.; Sun, Y.; Su, G.; Zhang, C.; Kong, X. Effect of ultrafine WC contents on the microstructures, mechanical properties and wear resistances of regenerated coarse grained WC-10Co cemented carbides. Int. J. Refract. Met. Hard Mater. 2021, 97, 105516. [Google Scholar] [CrossRef]
- Rayón, E.; Bonache, V.; Salvador, M.D.; Roa, J.J.; Sánchez, E. Hardness and Young’s modulus distributions in atmospheric plasma sprayed WC–Co coatings using nanoindentation. Surf. Coat. Technol. 2011, 205, 4192–4197. [Google Scholar] [CrossRef]
- Li, J.; Cheng, J.; Chen, P.; Chen, W.; Wei, B.; Liu, J. Effects of partial substitution of copper for cobalt on the microstructure and properties of ultrafine-grained WC-Co cemented carbides. J. Alloys Compd. 2018, 735, 43–50. [Google Scholar] [CrossRef]
- Fazili, A.; Derakhshandeh, M.R.; Nejadshamsi, S.; Nikzad, L.; Razavi, M.; Ghasali, E. Improved electrochemical and mechanical performance of WC-Co cemented carbide by replacing a part of Co with Al2O3. J. Alloys Compd. 2020, 823, 153857. [Google Scholar] [CrossRef]
- Yu, B.; Li, Y.; Lei, Q.; Nie, Y. Microstructures and mechanical properties of WC-Co-xCr-Mo cement carbides. J. Alloys Compd. 2019, 771, 636–642. [Google Scholar] [CrossRef]
- Lin, N.; Wu, C.H.; He, Y.H.; Zhang, D.F. Effect of Mo and Co additions on the microstructure and properties of WC-TiC-Ni cemented carbides. Int. J. Refract. Met. Hard Mater. 2012, 30, 107–113. [Google Scholar] [CrossRef]
- Guo, Z.; Xiong, J.; Yang, M.; Song, X.; Jiang, C. Effect of Mo2C on the microstructure and properties of WC–TiC–Ni alloy. Int. J. Refract. Met. Hard Mater. 2008, 26, 601–605. [Google Scholar] [CrossRef]
- Genga, R.M.; Cornish, L.A.; Akdogan, G. Effect of Mo2C additions on the properties of SPS manufactured WC–TiC–Ni alloys. Int. J. Refract. Met. Hard Mater. 2013, 41, 12–21. [Google Scholar] [CrossRef]
- Lin, Z.; Xiong, J.; Guo, Z.; Zhou, W.; Wan, W.; Yang, L. Effect of Mo2C addition on the microstructure and fracture behavior of (W, Ti) C-based alloys. Ceram. Int. 2014, 40, 16421–16428. [Google Scholar] [CrossRef]
- Guo, S.; Bao, R.; Yang, J.; Chen, H.; Yi, J. Effect of Mo and Y2O3 additions on the microstructure and properties of fine WC-Co cemented carbides fabricated by spark plasma sintering. Int. J. Refract. Met. Hard Mater. 2017, 69, 1–10. [Google Scholar] [CrossRef]
- Ban, Z.G.; Shaw, L.L. On the reaction sequence of WC–Co formation using an integrated mechanical and thermal activation process. Acta Mater. 2001, 49, 2933–2939. [Google Scholar] [CrossRef]
- Guillermet, A.F. Thermodynamic properties of the Co-W-C system. Metall. Trans. A 1989, 20, 935–956. [Google Scholar] [CrossRef]
- Markström, A.; Frisk, K.; Sundman, B. A revised thermodynamic description of the Co-W-C system. J. Phase Equilib. Diffus. 2005, 26, 152–160. [Google Scholar] [CrossRef]
- Janusz, L. Positions of the carbon atoms in Fe6W6C. J. Less Common Met. 1964, 7, 318–320. [Google Scholar]
- Janisch, D.S.; Garel, M.; Eder, A.; Lengauer, W.; Dreyer, K.; van den Berg, H. Sintering, characterization, and analysis of functional gradient hardmetals. Int. J. Refract. Met. Hard Mater. 2008, 26, 179–189. [Google Scholar] [CrossRef]
- Liu, N.; Xu, Y.; Li, Z.; Chen, M.; Li, G.; Zhang, L. Influence of molybdenum addition on the microstructure and mechanical properties of TiC-based cermets with nano-TiN modification. Ceram. Int. 2003, 29, 915–925. [Google Scholar] [CrossRef]
- Zhou, Y.; Lin, Y.; Zhang, F.; Jiang, Y.; Wei, S.; Xu, L.; Chong, X.; Li, Z.; Feng, J. Lattice stability, mechanical and thermal properties of a new class of multicomponent (Fe, Mo, W)6C η carbides with different atomic site configurations. Ceram. Int. 2022, 48, 5107–5118. [Google Scholar] [CrossRef]
- Rabouhi, H.; Khelfaoui, Y.; Khireddine, A. Comparative study by image analysis of WC-Co alloys elaborated by liquid phase sintering and hot isostatic pressing. Int. Inform. Eng. Technol. Assoc. 2020, 44, 263–269. [Google Scholar] [CrossRef]
- Tang, Y.; Wang, S.; Xu, F.; Hong, Y.; Luo, X.; He, S.; Chen, L.; Zhong, Z.; Chen, H.; Xu, G.; et al. Effect of carbon content on the properties of inhomogeneous cemented carbides with fine-grained structures produced via one-step transformation. J. Alloys Compd. 2021, 882, 160638. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, W.; Zhong, C.; Wu, J.; Ye, Y. Effects of partial substitution of Cu for Co on the microstructure and properties of WC-Co-Mo cemented carbides. Ceram. Int. 2021, 47, 13519–13527. [Google Scholar] [CrossRef]
- Konyashin, I.; Hlawatschek, S.; Ries, B.; Lachmann, F.; Dorn, F.; Sologubenko, A.; Weirich, T. On the mechanism of WC coarsening in WC–Co hard metals with various carbon contents. Int. J. Refract. Met. Hard Mater. 2009, 27, 234–243. [Google Scholar] [CrossRef]
- Wei, C.; Song, X.; Fu, J.; Lv, X.; Wang, H.; Gao, Y.; Zhao, S.; Liu, X. Effect of Carbon Addition on Microstructure and Properties of WC–Co Cemented Carbides. J. Mater. Sci. Technol. 2012, 28, 837–843. [Google Scholar] [CrossRef]
- Perret, N.; Wang, X.; Delannoy, L.; Potvin, C.; Louis, C.; Keane, M.A. Enhanced selective nitroarene hydrogenation over Au supported on β-Mo2C and β-Mo2C/Al2O3. J. Catal. 2012, 286, 172–183. [Google Scholar] [CrossRef]
- Weigert, E.C.; Esposito, D.V.; Chen, J.G. Cyclic voltammetry and X-ray photoelectron spectroscopy studies of electrochemical stability of clean and Pt-modified tungsten and molybdenum carbide (WC and Mo2C) electrocatalysts. J. Power Sources 2009, 193, 501–506. [Google Scholar] [CrossRef]
- Hara, Y.; Minami, N.; Itagaki, H. Synthesis and characterization of high-surface area tungsten carbides and application to electrocatalytic hydrogen oxidation. Appl. Catal. A-Gen. 2007, 323, 86–93. [Google Scholar] [CrossRef]
- Tabrizi, A.T.; Pouzesh, M.; Laleh, F.F.; Aghajani, H. Evaluation of the corrosion resistance of WC-Co coating on AZ91 applied by electro spark deposition. Powder Metall. Prog. 2020, 20, 30–40. [Google Scholar] [CrossRef]
- Da Costa, F.A.; De Medeiros, F.F.P.; Da Silva, A.G.P.; Gomes, U.U.; Filgueira, M.; De Souza, C.P. Structure and hardness of a hard metal alloy prepared with a WC powder synthesized at low temperature. Mater. Sci. Eng. A 2008, 485, 638–642. [Google Scholar] [CrossRef]
- Fang, Z.; Griffo, A.; White, B.; Lockwood, G.; Belnap, D.; Hilmas, G.; Bitler, J. Fracture resistant super hard materials and hardmetals composite with functionally designed microstructure. Int. J. Refract. Met. Hard Mater. 2001, 19, 453–459. [Google Scholar] [CrossRef]
- Chang, S.H.; Chang, M.H.; Huang, K.T. Study on the sintered characteristics and properties of nanostructured WC–15 wt.% (Fe–Ni–Co) and WC–15 wt.% Co hard metal alloys. J. Alloys Compd. 2015, 649, 89–95. [Google Scholar] [CrossRef]
- Pristinskiy, Y.; Peretyagin, N. Comparative studies on mechanical properties of WC-Co composites sintered by SPS and conventional techniques. MATEC Web Conf. 2017, 129, 02028. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | WC | Co | Mo | C | Ctotal |
|---|---|---|---|---|---|
| 0Mo-5.13C | 87 | 13 | 0 | 0 | C5.13 |
| 1Mo-5.07C | 86 | 13 | 1 | 0 | C5.07 |
| 2Mo-5.01C | 85 | 13 | 2 | 0 | C5.01 |
| 2.5Mo-5.0C | 84.5 | 13 | 2.5 | 0 | C5.0 |
| 2.5Mo-5.3C | 84.5 | 13 | 2.5 | 0.3 | C5.3 |
| 2.5Mo-5.45C | 84.5 | 13 | 2.5 | 0.45 | C5.45 |
| 2.5Mo-5.75C | 84.5 | 13 | 2.5 | 0.75 | C5.75 |
| 2.5Mo-6.1C | 84.5 | 13 | 2.5 | 1.1 | C6.1 |
| Component | WC | Eta Phase | |
|---|---|---|---|
| a | b | a = b = c | |
| 0Mo-5.13C | 2.90511 | 2.83594 | 11.06816 |
| 1Mo-5.07C | 2.90568 | 2.83645 | 11.06775 |
| 2Mo-5.01C | 2.90464 | 2.83501 | 11.05768 |
| 2.5Mo-5.0C | 2.90543 | 2.83578 | 11.06578 |
| 2.5Mo-5.3C | 2.90644 | 2.83722 | 11.05969 |
| 2.5Mo-5.45C | 2.90599 | 2.83707 | 11.0609 |
| 2.5Mo-5.75C | 2.90453 | 2.83563 | 11.03769 |
| 2.5Mo-6.1C | 2.90495 | 2.83613 | 11.03866 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Zhang, X.; Zhang, J.; Zhang, Q.; Ji, V.; Liu, J. Effect of Mo and C Additions on Eta Phase Evolution of WC-13Co Cemented Carbides. Coatings 2022, 12, 1993. https://doi.org/10.3390/coatings12121993
Li X, Zhang X, Zhang J, Zhang Q, Ji V, Liu J. Effect of Mo and C Additions on Eta Phase Evolution of WC-13Co Cemented Carbides. Coatings. 2022; 12(12):1993. https://doi.org/10.3390/coatings12121993
Chicago/Turabian StyleLi, Xun, Xianwei Zhang, Junfei Zhang, Qiang Zhang, Vincent Ji, and Jinlong Liu. 2022. "Effect of Mo and C Additions on Eta Phase Evolution of WC-13Co Cemented Carbides" Coatings 12, no. 12: 1993. https://doi.org/10.3390/coatings12121993