
Effects of Copper Content on the Microstructural, Mechanical and Tribological Properties of TiAlSiN–Cu Superhard Nanocomposite Coatings
 , ,
, ,
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Coating Deposition
2.2. Coating Characterisations
3. Results and Discussion
3.1. Chemical Compositions and Microstructure
3.2. Mechanical and Tribological Properties of the Coatings
4. Conclusions
- (1)
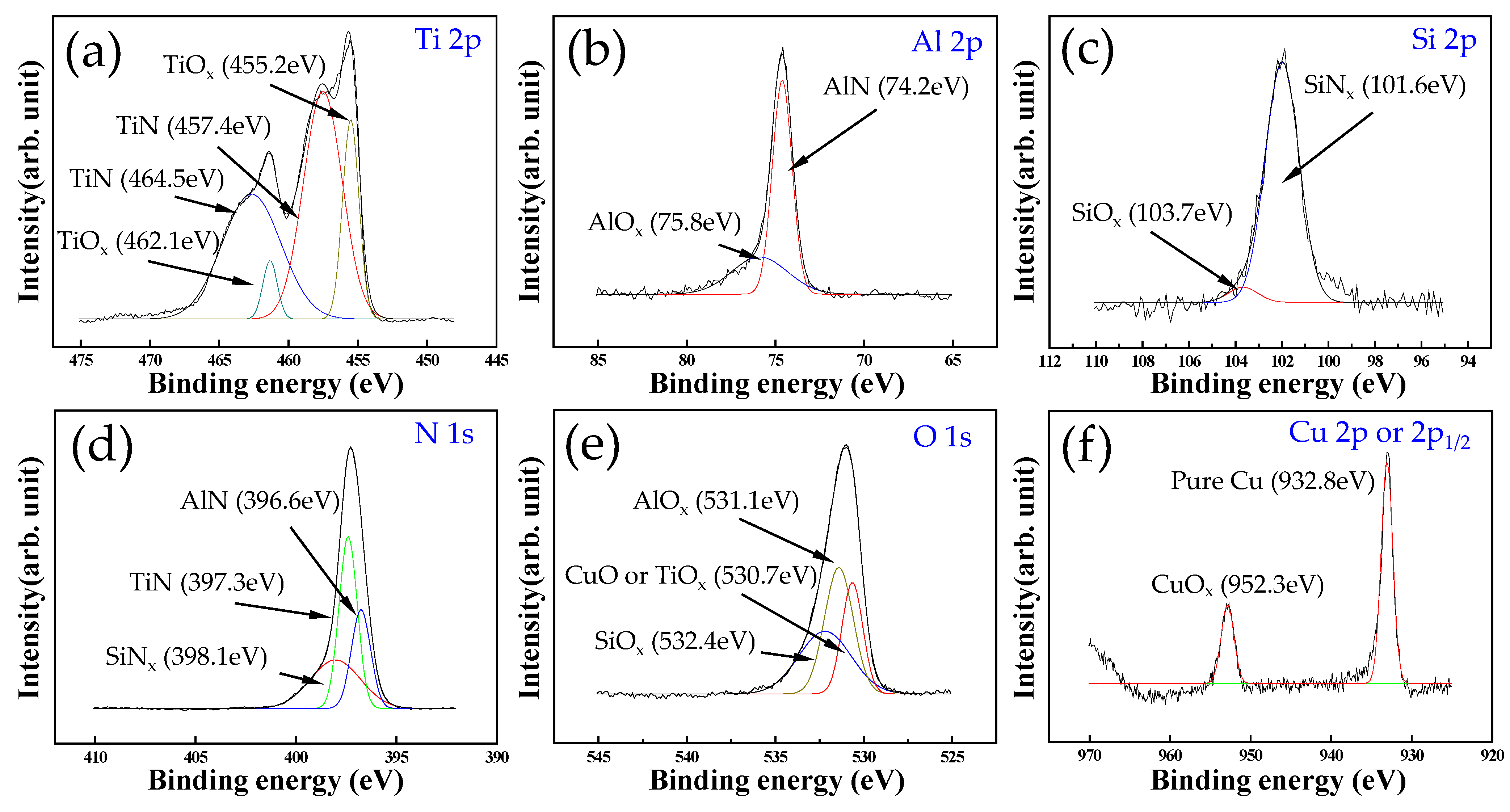
- It was revealed that the TiAlSiN–Cu coatings were a nanocomposite consisting of nano-sized (Ti,Al)N crystallites (~5 to 7 nm in size) embedded in an amorphous matrix, which is a mixture of the TiOx, AlOx, SiOx, SiNx, and CuOx phase. The addition of Cu atoms into the TiAlSiN coatings led to the formation of an amorphous copper oxide (CuOx) phase in the amorphous matrix.
- (2)
- The TiAlSiN–Cu coatings with Cu content up to about 3 at.% presented high hardness (~46 GPa), high H/E* (~0.102) and H3/E*2 (~0.50 GPa) values regarding the coating’s fracture toughness, and excellent adhesion strength (LC2, ~60 N).
- (3)
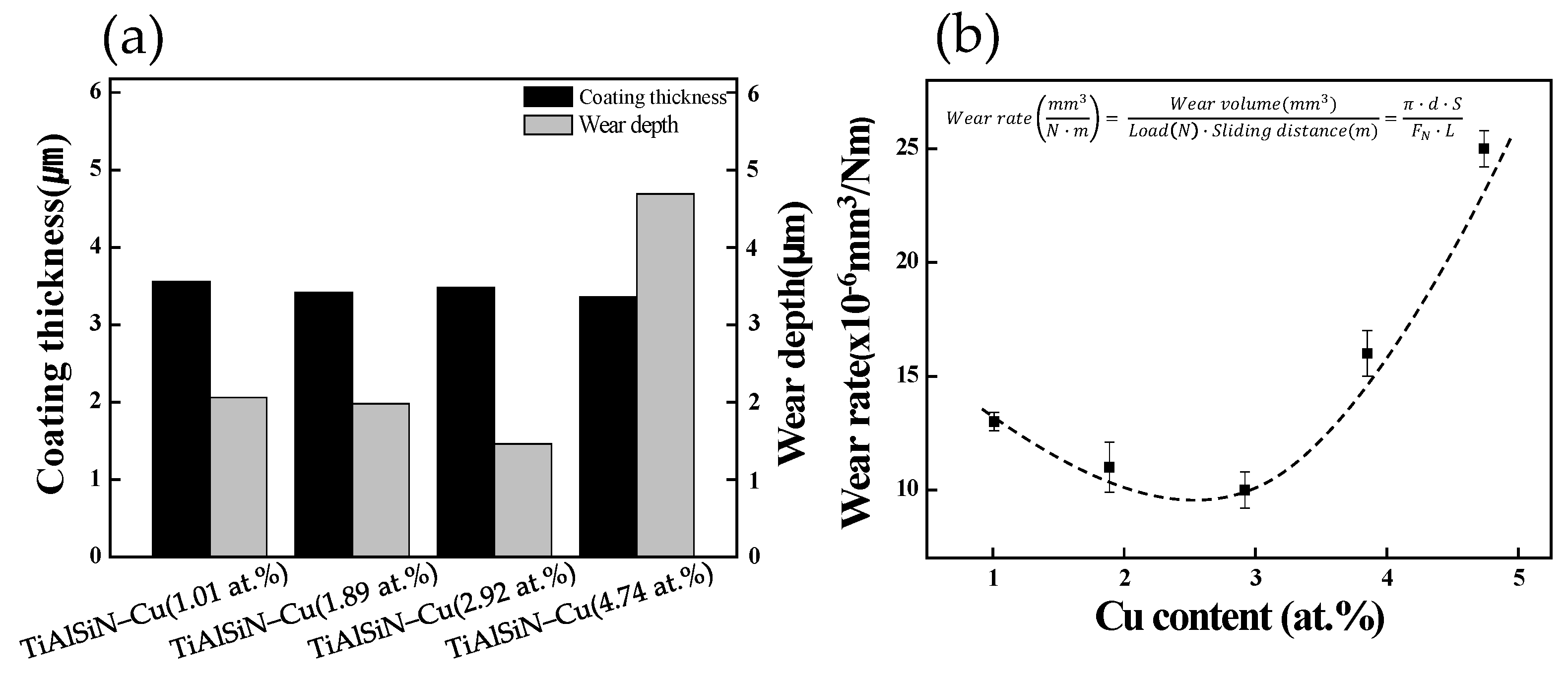
- The addition of Cu atoms also improved the tribological property and wear resistance. The friction coefficient of the TiAlSiN–Cu coatings gradually decreased by increasing the Cu content and showed a minimum value of ~0.46 at a Cu content of 2.92 at.%. The formation of a copper oxide (CuOx) phase during coating growth or a sliding test played a key role as smooth solid-lubricant layers, and reduced the average friction coefficient (~0.46) and wear rate (~10 × 10−6 mm3/N·m).
- (4)
- Such a good combination of mechanical and tribological properties of the TiAlSiN–Cu coatings with Cu content up to about 3 at.% would indicate the considerable potential of the coatings for applications in mechanical components. However, further studies are necessary to investigate the oxidation properties of these coatings.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Deng, Y.; Chen, W.; Li, B.; Wang, C.; Kuang, T.; Li, Y. Physical vapor deposition technology for coated cutting tools: A review. Ceram. Int. 2020, 46, 18373–18390. [Google Scholar] [CrossRef]
- Veprek, S.; Veprek-Heijman, M.G.J.; Karvankova, P.; Prochazka, J. Different approaches to superhard coatings and nanocomposite. Thin Solid Films 2005, 476, 1–29. [Google Scholar] [CrossRef]
- Kutschej, K.; Mayrhofer, P.H.; Kathrein, M.; Polcik, P.; Mitterer, C. A new low friction concept for Ti1–xAlxN based coatings in high-temperature applications. Surf. Coat. Technol. 2004, 188, 358–363. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, S.; Chen, Z.; Li, J.; Li, M. Influence of deposition parameters on hard Cr–Al–N coatings deposited by multi-arc ion plating. Appl. Surf. Sci. 2012, 258, 3629–3636. [Google Scholar] [CrossRef]
- Park, I.-W.; Choi, S.R.; Lee, M.-H.; Kim, K.H. Effects of Si addition on the microstructural evolution and hardness of Ti–Al–Si–N films prepared by the hybrid system of arc ion plating and sputtering techniques. J. Vac. Sci. Technol. A 2003, 21, 895–899. [Google Scholar] [CrossRef]
- Park, I.-W.; Kim, K.H.; Kunrath, A.O.; Zhong, D.; Moore, J.J.; Voevodin, A.A.; Levashov, E.A. Microstructure and mechanical properties of superhard Ti–B–C–N films deposited by dc unbalanced magnetron sputtering. J. Vac. Sci. Technol. B 2005, 23, 588–593. [Google Scholar] [CrossRef]
- Park, I.-W.; Kang, D.S.; Moore, J.J.; Kwon, S.C.; Rha, J.J.; Kim, K.H. Microstructures, mechanical properties, and tribological behaviors of Cr–Al–N, Cr–Si–N, and Cr–Al–Si–N coatings by a hybrid coating system. Surf. Coat. Technol. 2007, 201, 5223–5227. [Google Scholar] [CrossRef]
- Lin, J.; Jang, J.; Park, I.-W.; Wei, R. Structure and properties of CrSiCN coatings deposited by pulsed dc magnetron sputtering for wear and erosion protection. Surf. Coat. Technol. 2016, 287, 44–54. [Google Scholar] [CrossRef]
- Yoon, C.S.; Kim, K.H.; Kwon, S.H.; Park, I.-W. Syntheses and Properties of Cr–Al–Mo–N Coatings Fabricated by Using a Hybrid Coating System. J. Kor. Phys. Soc. 2009, 54, 1237–1241. [Google Scholar] [CrossRef]
- Kim, H.; Heo, S.; Kim, W.R.; Kim, J.-H.; Park, I.-W.; Kim, K.H. Effect of Vanadium Addition on the High-Temperature Friction Behavior in Nanostructured Al–Cr–V–N Films Prepared by UBMS. J. Nanosci. Nanotechnol. 2020, 20, 4271–4275. [Google Scholar] [CrossRef]
- Veprek, S. Recent search for new superhard materials: Go nano! J. Vac. Sci. Technol. A 2013, 31, 050822. [Google Scholar] [CrossRef]
- Holmberg, K.; Matthews, A. Coatings tribology: A concept, critical aspects and future directions. Thin Solid Films 1994, 253, 173–178. [Google Scholar] [CrossRef]
- Musil, J. Hard nanocomposite coatings: Thermal stability, oxidation resistance and toughness. Surf. Coat. Technol. 2012, 207, 50–65. [Google Scholar] [CrossRef]
- Musil, J.; Jirout, M. Toughness of hard nanostructured ceramic thin films. Surf. Coat. Technol. 2007, 201, 5148–5152. [Google Scholar] [CrossRef]
- Jindal, P.C.; Santhanam, A.T.; Schleinkofer, U.; Shuster, A.F. Performance of PVD TiN, TiCN, and TiAlN coated cemented carbide tools in turning. Int. J. Refract. Met. Hard Mater. 1999, 17, 163–170. [Google Scholar] [CrossRef]
- Kutschej, K.; Mayrhofer, P.H.; Kathrein, M.; Polcik, P.; Mitterer, C. Influence of oxide phase formation on the tribological behaviour of Ti–Al–V–N coatings. Surf. Coat. Technol. 2005, 200, 1731–1737. [Google Scholar] [CrossRef]
- Mei, H.; Geng, D.; Wang, R.; Cheng, L.; Ding, J.C.; Luo, Q.; Zhang, T.F.; Wang, Q. Effect of Cu doping on the microstructure and mechanical properties of AlTiVN–Cu nanocomposite coatings. Surf. Coat. Technol. 2020, 402, 126490. [Google Scholar] [CrossRef]
- Gulbinski, W.; Suszko, T.; Sienicki, W.; Warcholinski, B. Tribological properties of silver-and copper–doped transition metal oxide coatings. Wear 2003, 254, 129–135. [Google Scholar] [CrossRef]
- Mei, H.; Wang, R.; Zhong, X.; Dai, W.; Wang, Q. Influence of Nitrogen Partial Pressure on Microstructure and Tribological Properties of Mo-Cu-V-N Composite Coatings with High Cu Content. Coatings 2018, 8, 24. [Google Scholar] [CrossRef] [Green Version]
- Kim, J.N.; Park, S.; Kim, T.; Lee, J.J. Structure and mechanical properties of Mo–N/Cu films produced by inductively coupled plasma reactive sputtering. Thin Solid Film. 2011, 519, 6876–6880. [Google Scholar] [CrossRef]
- Pappacena, K.E.; Singh, D.; Ajayi, O.O.; Routbort, J.L.; Erilymaz, O.L.; Demas, N.G.; Chen, G. Residual stresses, interfacial adhesion and tribological properties of MoN/Cu composite coatings. Wear 2012, 278, 62–70. [Google Scholar] [CrossRef]
- Chen, L.; Pei, Z.; Xiao, J.; Gong, J.; Sun, C. TiAlN/Cu Nanocomposite Coatings Deposited by Filtered Cathodic Arc Ion Plating. J. Mater. Sci. Technol. 2017, 33, 111–116. [Google Scholar] [CrossRef]
- Yi, J.; Chen, K.; Xu, Y. Microstructure, Properties, and Titanium Cutting Performance of AlTiN–Cu and AlTiN–Ni Coatings. Coatings 2019, 9, 818. [Google Scholar] [CrossRef] [Green Version]
- Shi, J.; Kumar, A.; Zhang, L.; Jiang, X.; Pei, Z.L.; Gong, J.; Sun, C. Effect of Cu addition on properties of Ti–Al–Si–N nanocomposite films deposited by cathodic vacuum arc ion plating. Surf. Coat. Technol. 2012, 206, 2947–2953. [Google Scholar] [CrossRef]
- Ovchinnikov, S.; Kuznetsov, V. Structural Peculiarities of Growth and Deformation of Ti–Al–Si–Cu–N Gradient-Laminated Coatings Due to Indentation. Metals 2022, 12, 626. [Google Scholar] [CrossRef]
- Voevodin, A.A.; Walck, S.D.; Zabinski, J.S. Architecture of multilayer nanocomposite coatings with super-hard diamond-like carbon layers for wear protection at high contact loads. Wear 1997, 203, 516–527. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.S.; Yamamoto, K.; Aguirre, M.H.; Cahill, D.G.; Veldhuis, S.C.; Biksa, A.; Dosbaeva, G.; Shuster, L.S. Multi-functional nano-multilayered AlTiN/Cu PVD coating for machining of Inconel 718 superalloy. Surf. Coat. Technol. 2010, 204, 2465–2471. [Google Scholar] [CrossRef]
- Bobzin, K. High-performance coatings for cutting tools. CIRP J. Manuf. Sci. Technol. 2017, 18, 1–9. [Google Scholar] [CrossRef]
- Kim, W.R.; Heo, S.; Kim, J.-H.; Park, I.-W.; Chung, W. Multi-Functional Cr–Al–Ti–Si–N Nanocomposite Films Deposited on WC–Co Substrate for Cutting Tools. J. Nanosci. Nanotechnol. 2020, 20, 4390–4393. [Google Scholar] [CrossRef]
- Mei, H.; Ding, J.; Zhao, J.; Wang, T.; Huang, K.; Guo, Z.; Luo, Q.; Gong, W. Effect of Charge Voltage on the Microstructural, Mechanical, and Tribological Properties of Mo–Cu–V–N Nanocomposite Coatings. Coatings 2021, 11, 1565. [Google Scholar] [CrossRef]
- Belov, D.; Blinkov, I.; Volkhonskii, A.; Kuznetsov, D.; Kiryukhantsev-Korneev, F.; Pustov, Y.A.; Sergevnin, V.; Kuznetsov, D. Thermal stability and chemical resistance of (Ti,Al)N–Cu and (Ti,Al)N–Ni metal-ceramic nanostructured coatings. Appl. Surf. Sci. 2016, 388, 2–12. [Google Scholar] [CrossRef]
- Choi, H.; Jang, J.; Zhang, T.; Kim, J.-H.; Park, I.-W.; Kim, K.H. Effect of Si addition on the microstructure, mechanical properties and tribological properties of Zr–Si–N nanocomposite coatings deposited by a hybrid coating system. Surf. Coat. Technol. 2014, 259, 707–713. [Google Scholar] [CrossRef]
- Shi, J.; Muders, C.M.; Kumar, A.; Jiang, X.; Pei, Z.L.; Gong, J.; Sun, C. Study on nanocomposite Ti–Al–Si–Cu–N films with various Si contents deposited by cathodic vacuum arc ion plating. Appl. Surf. Sci. 2012, 258, 9642–9649. [Google Scholar] [CrossRef]
- Caddell, R.M. Deformation and Fracture of Solids; Prentice-Hall: Hoboken, NJ, USA, 1980; pp. 193–204. [Google Scholar]
- Petch, N.J. Metallurgy at Leeds: Prof. Nature 1956, 178, 347. [Google Scholar]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Stallard, J.; Poulat, S.; Teer, D.G. The study of the adhesion of a TiN coating on steel and titanium alloy substrates using a multi-mode scratch tester. Tribol. Int. 2006, 39, 159–166. [Google Scholar] [CrossRef]
- Ou, Y.X.; Lin, J.; Tong, S.; Che, H.L.; Sproul, W.D.; Lei, M.K. Wear and corrosion resistance of CrN/TiN superlattice coatings deposited by a combined deep oscillation magnetron sputtering and pulsed dc magnetron sputtering. Appl. Surf. Sci. 2015, 351, 332–343. [Google Scholar] [CrossRef]
- Muratore, C.; Voevodin, A.A. Chameleon coatings: Adaptive surfaces to reduce friction and wear in extreme environments. Annual. Rev. Mater. Res. 2009, 39, 297–324. [Google Scholar] [CrossRef] [Green Version]
- Österle, W.; Prietzel, C.; Kloss, H. On the role of copper in brake friction materials. Tribol. Int. 2010, 43, 2317–2326. [Google Scholar] [CrossRef]
- Holmberg, K.; Matthews, A.; Ronkainen, H. Coatings tribology–contact mechanismsand surface design. Tribol. Int. 1998, 31, 107–120. [Google Scholar] [CrossRef]
- Yao, Q.; Jia, J.; Chen, T.; Xin, H.; Shi, Y.; He, N.; Feng, X.; Shi, P.; Lu, C. High temperature tribological behaviors and wear mechanisms of NiAlMoO3/CuO composite coatings. Surf. Coat. Technol. 2020, 395, 125910. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample ID | Target Current (A) | Coating Composition (at.%) by EPMA | Thickness (µm) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| TiAl2 | Ti4Si | Ti4Cu | Ti | Al | Si | N | Cu | 1 O | ||
| TiAlSiN–Cu(4.74 at.%) | 50 | 70 | 100 | 34.16 | 6.01 | 2.12 | 48.08 | 4.74 | 4.89 | 3.45 |
| TiAlSiN–Cu(3.85 at.%) | 50 | 70 | 90 | 31.12 | 8.09 | 2.91 | 49.01 | 3.85 | 5.02 | 3.51 |
| TiAlSiN–Cu(2.92 at.%) | 50 | 70 | 80 | 29.42 | 10.01 | 3.05 | 49.74 | 2.92 | 4.86 | 3.56 |
| TiAlSiN–Cu(1.89 at.%) | 50 | 70 | 70 | 26.62 | 13.56 | 4.09 | 48.91 | 1.89 | 4.94 | 3.62 |
| TiAlSiN–Cu(1.01 at.%) | 50 | 70 | 60 | 24.67 | 15.24 | 5.04 | 49.23 | 1.01 | 4.81 | 3.58 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Heo, S.-B.; Kim, W.R.; Kim, J.-H.; Choe, S.-H.; Kim, D.; Lim, J.-H.; Park, I.-W. Effects of Copper Content on the Microstructural, Mechanical and Tribological Properties of TiAlSiN–Cu Superhard Nanocomposite Coatings. Coatings 2022, 12, 1995. https://doi.org/10.3390/coatings12121995
Heo S-B, Kim WR, Kim J-H, Choe S-H, Kim D, Lim J-H, Park I-W. Effects of Copper Content on the Microstructural, Mechanical and Tribological Properties of TiAlSiN–Cu Superhard Nanocomposite Coatings. Coatings. 2022; 12(12):1995. https://doi.org/10.3390/coatings12121995
Chicago/Turabian StyleHeo, Sung-Bo, Wang Ryeol Kim, Jun-Ho Kim, Su-Hyeon Choe, Daeil Kim, Jae-Hun Lim, and In-Wook Park. 2022. "Effects of Copper Content on the Microstructural, Mechanical and Tribological Properties of TiAlSiN–Cu Superhard Nanocomposite Coatings" Coatings 12, no. 12: 1995. https://doi.org/10.3390/coatings12121995