1. Introduction
With the development of high-temperature, wear-resistant structural materials, the research into intermetallic compounds and their composites has been gradually increasing. TheFe
3Al alloy and its composite materials have good resistance against wear, high temperatures, and oxidation [
1,
2,
3,
4]. Compared with other intermetallic compounds, Fe and Al are relatively cheap, representing a large raw material cost advantage. Thus, alloys comprising Fe and Al have great application potential in ships, automobiles, aviation, and other fields.
Due to the importance of developing a new generation of wear-resistant piston ring materials, Chen et al. [
5] utilized a TiC-reinforced Fe
3Al base composite material for coating via laser cladding onto the stainless steel base material. This type of coating has good wear resistance, and its performance is gradually enhanced due to the increase in the strengthening phase. As the load is increased, the wear type changes from abrasive to adhesive. Zhang et al. [
6] prepared a nano-Fe
3Al/Al
2O
3 gradient coating using the laser-cladding method. Their experimental results showed that the nanocoating had significantly improved wear resistance, hardness, and corrosion resistance, and the microstructure and properties of the gradient material changed significantly at different locations.
Cr
3C
2 has a high thermal hardness, good corrosion resistance, and high oxidation resistance, which are compatible with the thermal expansion coefficient of most alloys. Therefore, the addition of Cr
3C
2 to the matrix as a hard strengthening phase will greatly improve the wear resistance of a material. Zhao et al. [
7] obtained a high-temperature, wear-resistant material coating with excellent comprehensive performance by preparing an Ni
3Al base material composite reinforced with Cr
3C
2 particles. They found that the laser-clad Ni
3Al alloy and Ni
3Al/Cr
3C
2 composite coatings differed in terms of their microstructures, mechanical properties, and friction and wear properties. Chen et al. [
8] prepared wear-resistant cladding materials by laser cladding onto a 304 stainless steel base material, using either pure Ni
3Al or Ni
3Al/Cr
3C
2 mixed powder. By analyzing its structure, the cladding layer that was prepared from mixing powder was found to be mainly composed of an Ni
3Al matrix phase and in situ, self-generated M
7C
3. The wear resistance of the cladding layer was also characterized.
Laser cladding refers to the use of a laser as a heat source to deposit the required material onto a substrate. The dilution rate of laser cladding is very low due to the higher concentration of energy. Due to the rapid heating and cooling in this process, the heat-affected zone of the material is small. In particular, when used to melt different materials, the characteristics of laser cladding are vastly superior to other heating methods [
9]. After cladding, the material has good grain structure and properties similar or even superior to the intrinsic material.
The research on the Fe3Al alloy and Fe3Al matrix composite materials has mainly focused on Fe-Al/Al2O3, Fe-Al/WC, and other composite materials, and in the research on Fe-Al/Cr3C2 composite materials, only thermal spraying coating technology has been largely considered. Systematic investigations on the wear resistance of the Fe3Al/Cr3C2 cladding layer, the influence of Cr3C2 on the properties of the Fe3Al/Cr3C2 composite, and the friction and wear mechanism of the Fe3Al/Cr3C2 composite laser cladding are still lacking. Compared with previous studies, the main novelty of this work is that we studied the effect of Cr3C2 content on the microstructure and wear resistance of Fe3Al/Cr3C2 composites. The influence mechanism of carbide behavior on the wear resistance of Fe3Al/Cr3C2 composites was also investigated.
4. Discussion
Generally, wear resistance and material hardness are linked; when a material is harder, its wear resistance is often higher [
16]. In the wear loss results of our test data, however, this was not the case. Instead, the microstructure characteristics of the cladding layer had a decisive influence on its wear resistance.
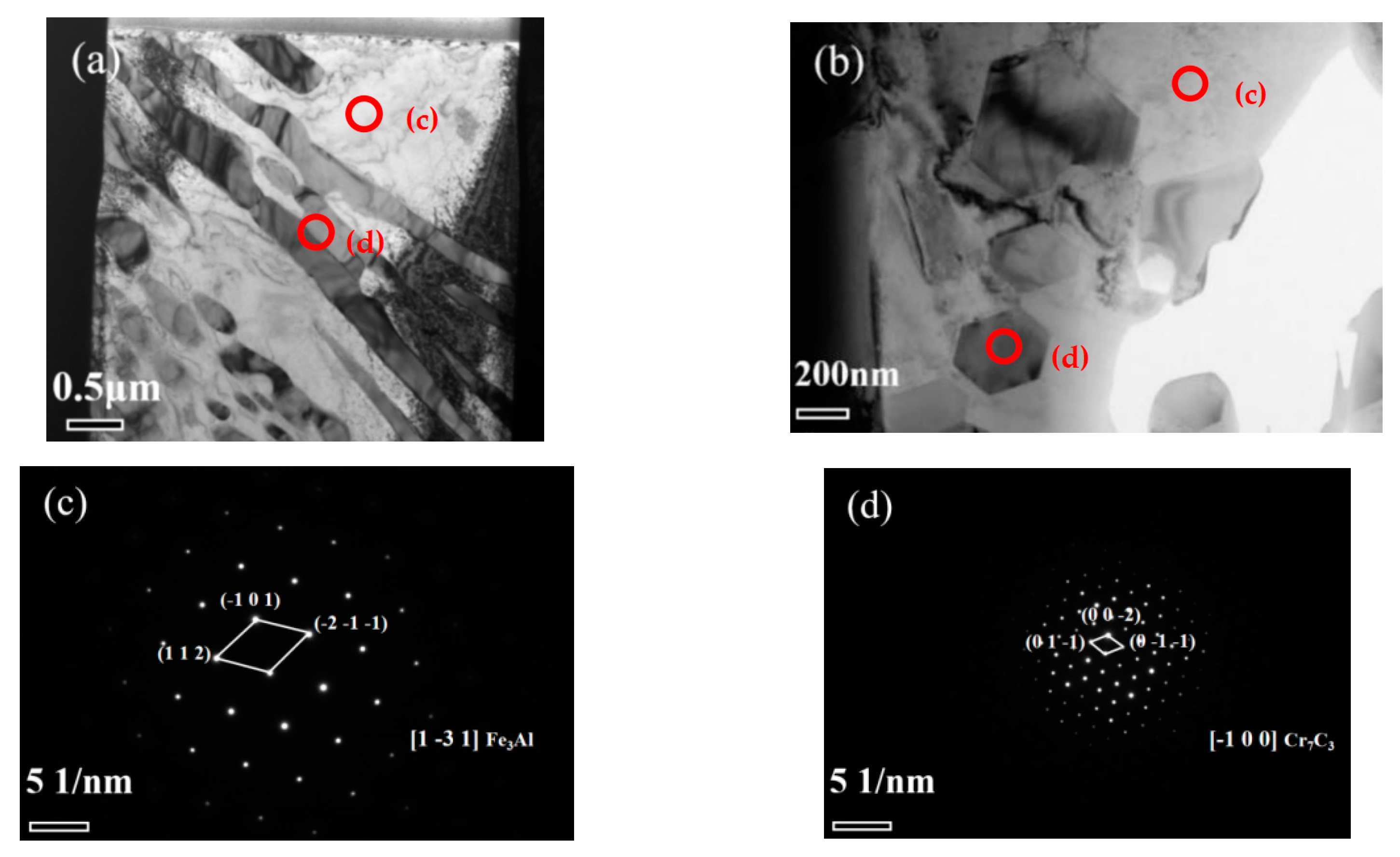
Cr
7C
3, as a type of carbide, has a high hardness and also represents the strengthening phase of composite cladding materials by which antiwear ability is enhanced. There is no doubt that Cr
7C
3 has superior wear resistance to Fe
2AlCr and Fe
3Al. Moreover, the composite cladding material in the friction and wear process can be transformed into the following model: the soft part is the base, and the hard, wear-resistant strengthening phase becomes the particles or stripes embedded in the base. With the progress of friction and wear, the soft Fe
3Al and Fe
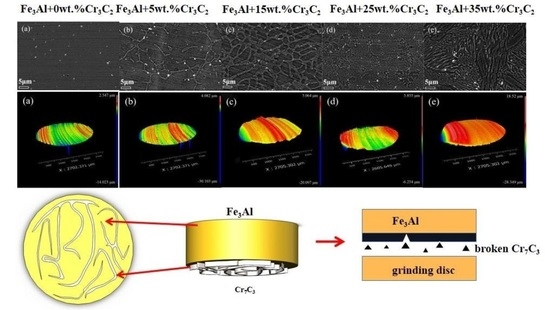
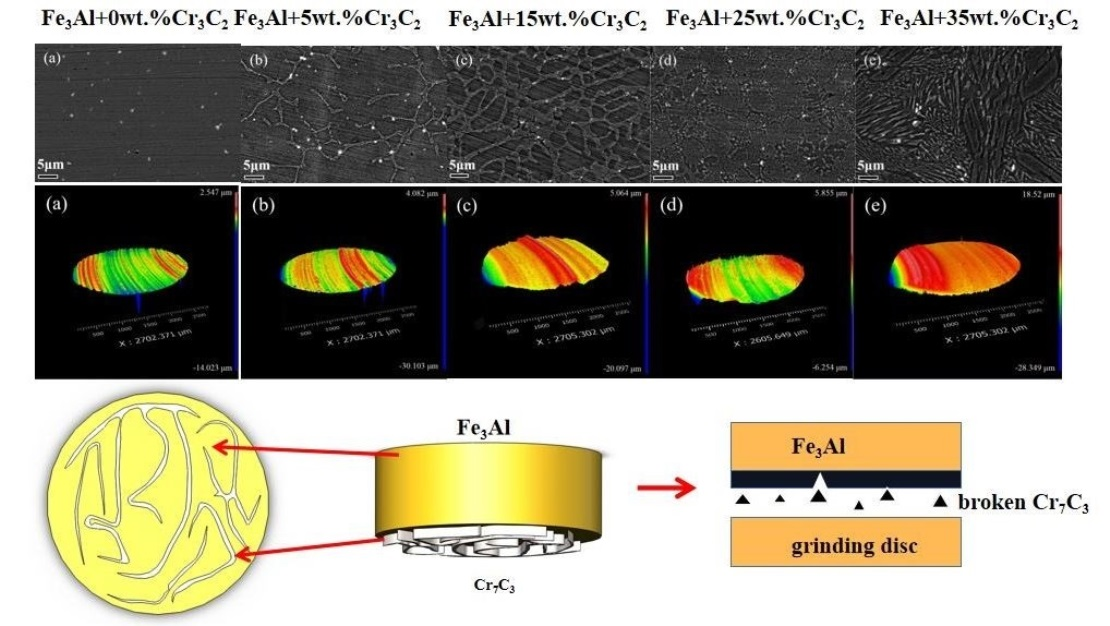
2AlCr phases are gradually worn away and disappear, resulting in the wear-resistant hard phase becoming exposed outside the base material. The exposed hard phase serves as a fulcrum that contacts the friction pair and will be preferentially consumed in the subsequent process until the exposed hard phase is almost worn out. The soft base of the base material will then again come into contact with the friction pair, and the process is repeated. Liu et al. [
17] proposed a similar model for the friction and wear mechanism of Ni
3Al/Cr
3C
2. The strengthening phase of the 35 wt.% Cr
3C
2 cladding layer was found to be block-shaped, whereas in the 5, 15, and 25 wt.% layers, it become reticular. From the wear loss results, we found that, with the exception of the 35 and 5 wt.% Cr
3C
2 groups, the pin wear rate was similar. Based on the above analysis of friction types, we found that the main friction type of these three groups in the friction process is abrasive wear, which is the main reason for the disappearance of the base material. According to the model, some of the abrasive particles come from the grinding disc and some from the grinding pin, and the part from the pin can be subdivided into Cr
7C
3 from the strengthening phase and the softer base material. The hardness of the abrasive particles from the disc and the base material part is low, so in the process of abrasive wear, their contribution to the abrasive wear of the pin is very limited; most of the wear loss caused by abrasive wear can be considered to be due to the strengthening phase. Next, the reason for different wear loss caused by differing Cr
3C
2 content was analyzed.
By comparing the differences between the block-shaped strengthening phase and the reticular strengthening phase, the following two points were found: the size of the block-shaped strengthening phase is much larger than that of the reticular strengthening phase, and from the point of view of carbide content in the whole material, the proportion of the block-shaped strengthening phase is larger than that of the reticular strengthening phase. According to the wear loss data, we found that the wear loss was generally higher for the block-shaped strengthening phase than for the reticular strengthening phase. This indicates that the reticular strengthening phase has advantages in the process of friction and wear because it can also reduce the contact between the grinding surfaces and base material to a certain extent. In addition, the reticular strengthening phase ensures not only higher hardness of the base material, but also a reduced proportion of the hard-phase content and, therefore, generated abrasive particles. From the morphology of the reticular strengthening phase, it is not easy to produce large, hard, abrasive particles.
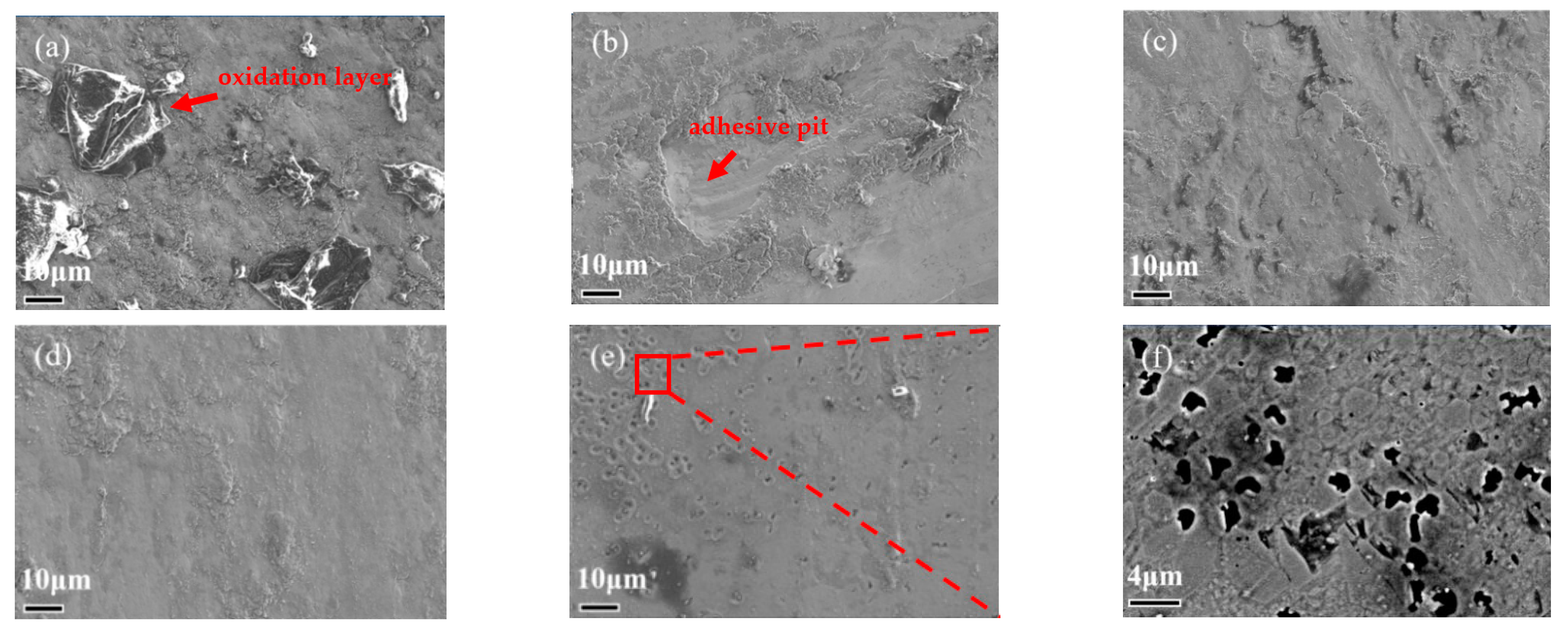
It can be seen from the SEM morphology of the grinding pin with the 35 wt.% Cr
3C
2 content that there were many small block pits on the grinding surface. Combined with the strengthening phase morphology photos taken earlier, we found that the block-shaped strengthening phase broke into small pieces and peeled off from the large strengthening phase in the process of friction and wear due to its brittleness. The exfoliated strengthening phase was converted into large, hard, abrasive particles, which greatly exacerbated abrasive wear between the pin and disc. We found that the wear rate of the 35 wt.% Cr
3C
2 pin was the most serious of all groups. However, the large, hard strengthening phase, which still existed in the pin, could block the wear of abrasive particles in the base material, and high-content strengthening phases also enhanced the strength of the base material, thus representing a double-edged sword [
18,
19]. Although there were more large, hard, abrasive particles in the grinding pair, the wear rate of the pin was still not very large, and the ability to resist the wear of abrasive particles was stronger than in other groups.
Next, the cladding layers with 15 and 25 wt.% Cr
3C
2 content were analyzed. Since the strengthening phase shape was a network of fine strips and dots, in the process of friction and wear, the exfoliated strengthening phase did not produce large particles, only small or slender ones. Compared with the 35 wt.% Cr
3C
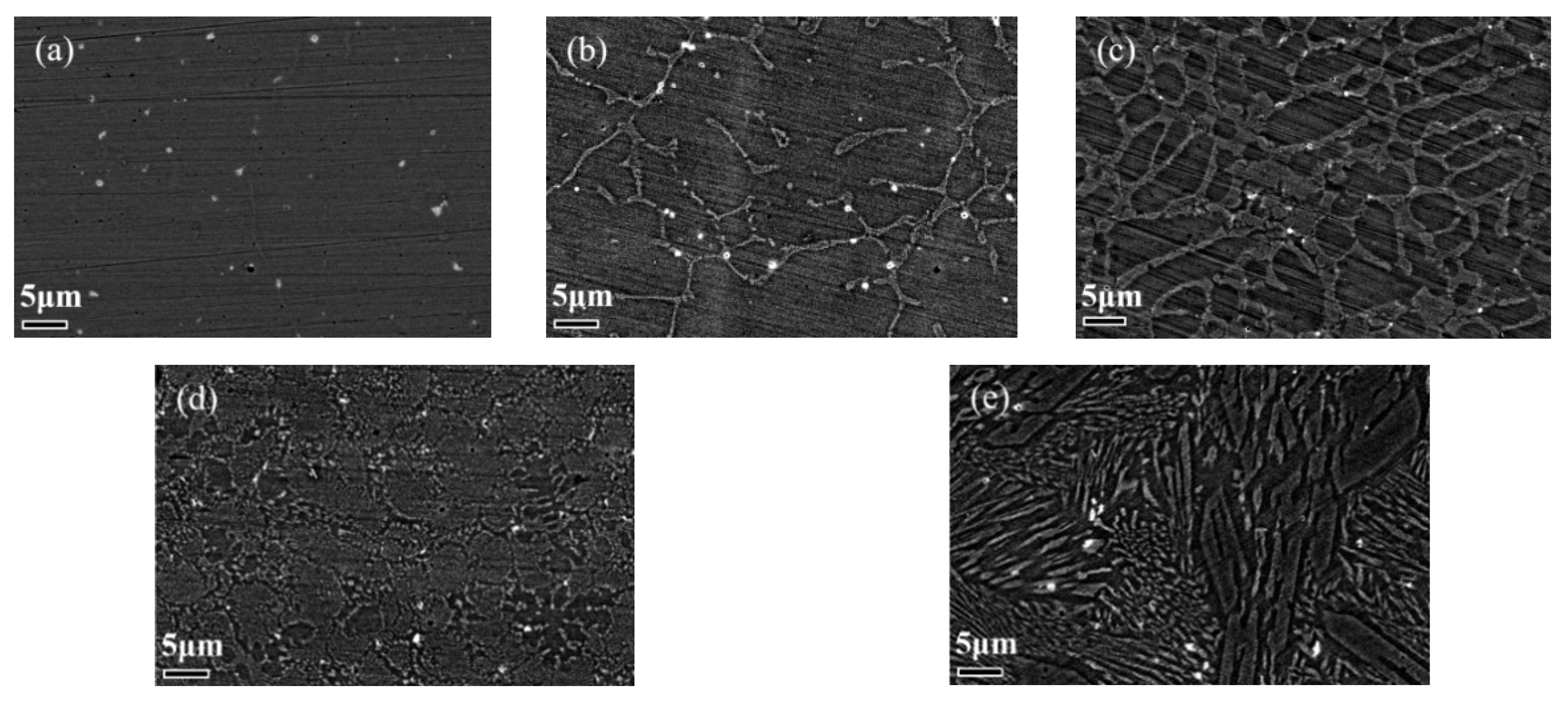
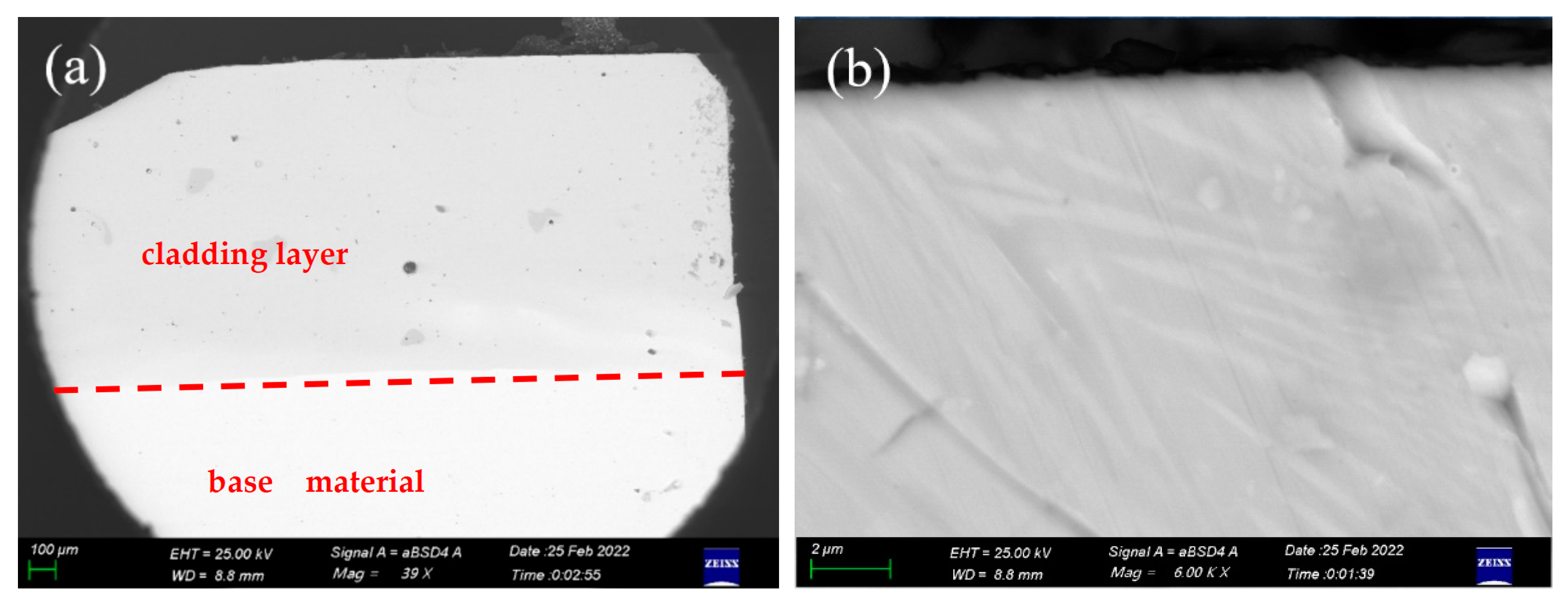
2 cladding layer, there was less hard phase contained in the 15 and 25 wt.% cladding layers when the same volume material was worn away, and the hard-phase content was lower when introduced to the friction pair. As a result, the cladding layer was less prone to serious abrasive wear, and there was less wear loss through abrasive wear on the cladding layer. This further reduced the content of hard, abrasive particles in the grinding pair, forming a virtuous cycle and reducing the wear rate of the cladding layer. From the BSE morphology (
Figure 3), it was found that the cladding layer with 25 wt.% Cr
3C
2 was almost covered with a fine, striated, and dotted strengthening phase. Such a fine, dispersive strengthening phase can cause the matrix to separate from the grinding pair more smoothly, so as to better resist abrasive wear. The 25 wt.% Cr
3C
2 cladding layer also had higher hardness than the 15 wt.% Cr
3C
2 cladding layer, factors that led to its higher wear resistance. The layer produced less hard-phase abrasive particles, reducing the wear loss of the grinding disc.
The wear rate of the 5 wt.% Cr
3C
2 cladding layer was the highest among all Cr
3C
2 content groups. We found that not only abrasive wear, but also adhesive wear occurred. Adhesive wear is more likely to occur in materials with good plasticity than in brittle materials. Although the cladding layers with 15 and 25 wt.% Cr
3C
2 content had better plasticity, there was no obvious adhesive wear because most of the base material was isolated from friction by the carbide strengthening phase exposed after wear. However, in the cladding layer with 5 wt.% Cr
3C
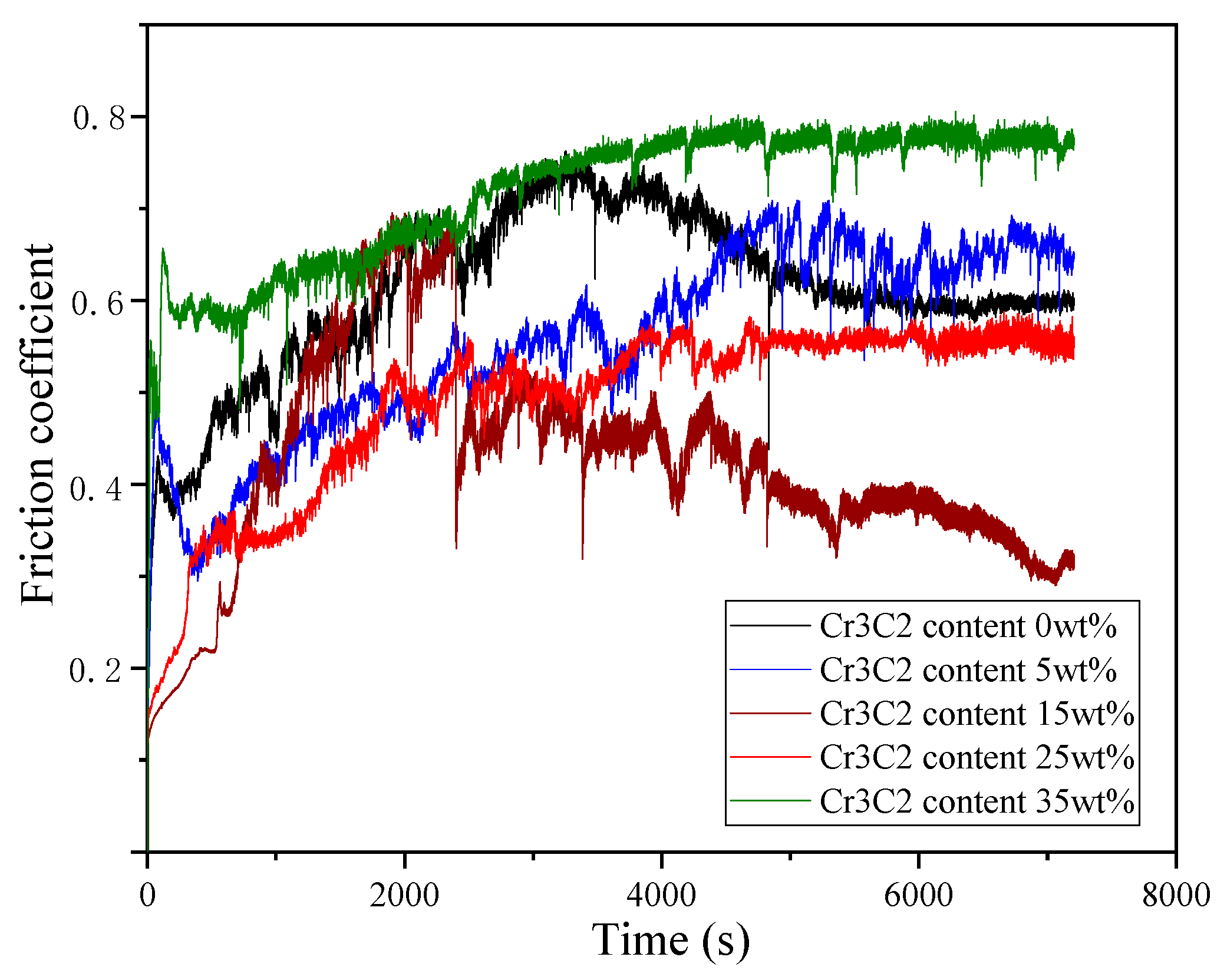
2, the distribution of the strengthening phase was sparse, and the content was small. The base material of the cladding layer could not be well isolated from the grinding disc, and they remained in contact with each other over a large area, resulting in serious adhesive wear. The occurrence of adhesive wear also explains the instability of the friction coefficient in the process of friction and wear (
Figure 7).
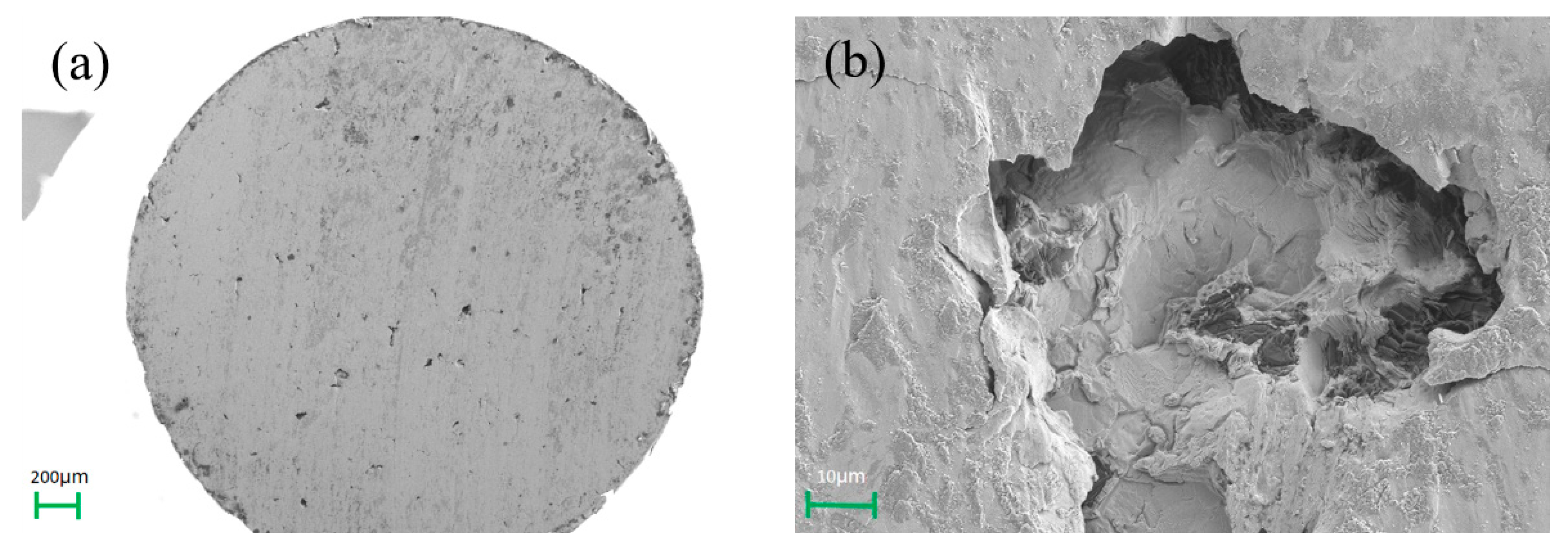
The vermicular cast iron group also showed serious adhesive wear.
Figure 11a,b show the surface morphology after wear, where obvious adhesive pits are observed on the grinding pin surface, and more materials were pulled off, resulting in a significant wear rate of the grinding pin. Compared with the Fe
3Al material, vermicular cast iron has lower hardness and is closer to the grinding disc in composition, resulting in more serious adhesive wear.
The cladding layer with 0 wt.% Cr3C2 content did not contain Cr3C2, so the isolating friction pair mentioned above was not relevant to the wear reduction mechanism. Therefore, a large area of the Fe3Al base material was in direct contact with the grinding disc and was also the reason for the relatively severe oxidative wear on the surface. With the wear of the oxide layer, the oxide layer falls off and adheres to the cladding layer.
5. Conclusions
In this paper, through wear tests, the friction coefficient and wear rate of cladding layers with different Cr3C2 content were obtained. The friction mechanism was further judged by white light interference, SEM, BSE observation, and EDS analysis. The friction and wear mechanisms were obtained by combining the test results with the microstructure. The microstructure and wear resistance of the cladding layers were affected not only by the factor of Cr3C2 content, but also by the cladding process parameters. The influence of process parameters on the microstructure and wear resistance of the cladding layer were subsequently studied and resulted in the following observations and conclusions.
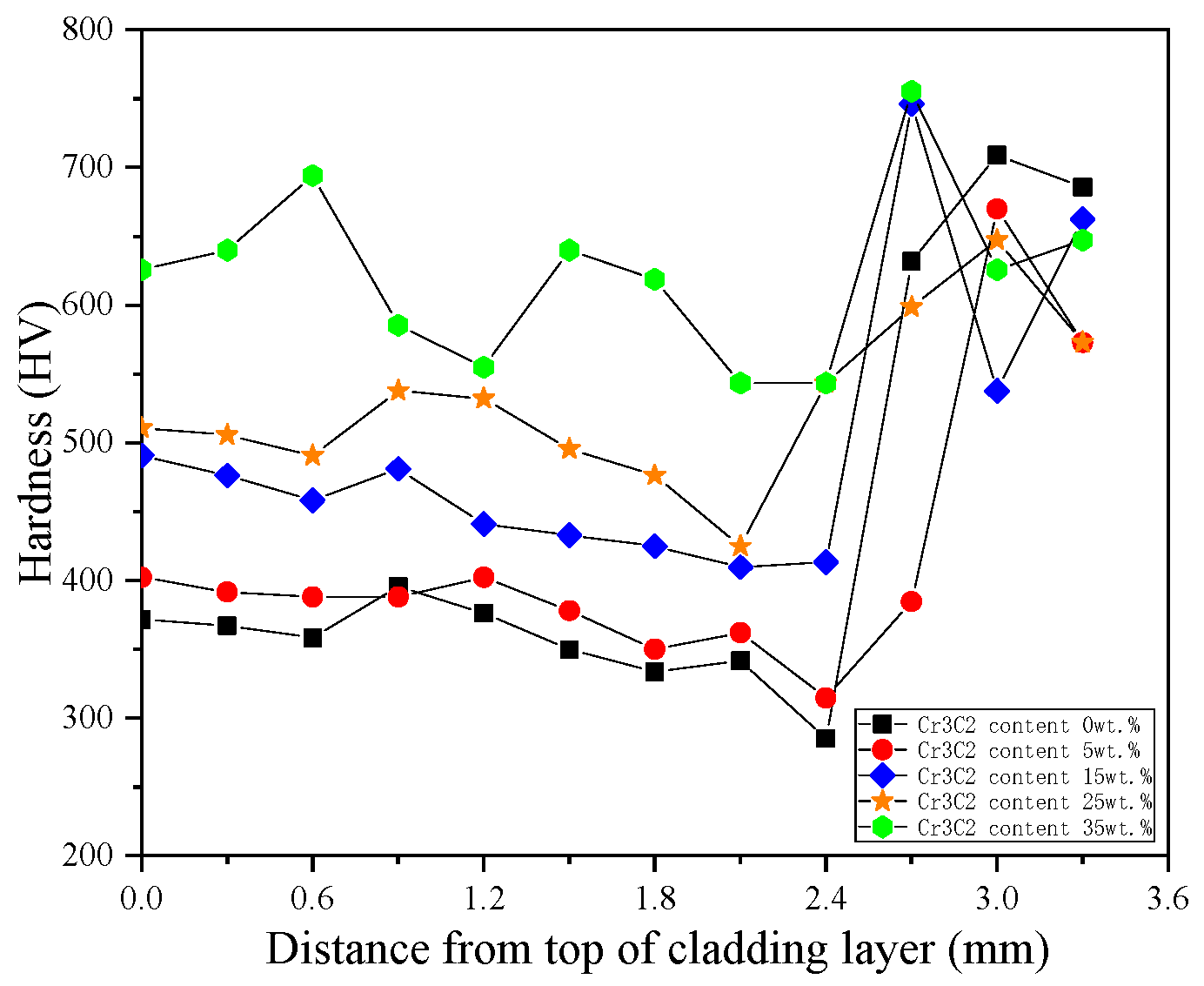
(1) With the increase in Cr3C2 content, the number of cracks in the Fe3Al cladding layer first decreased and then increased, and the 15 and 25 wt.% Cr3C2 cladding layers had the fewest number of cracks. In terms of hardness, it also increased gradually with the increase in Cr3C2 content in the cladding powder and remained relatively stable inside the cladding layer.
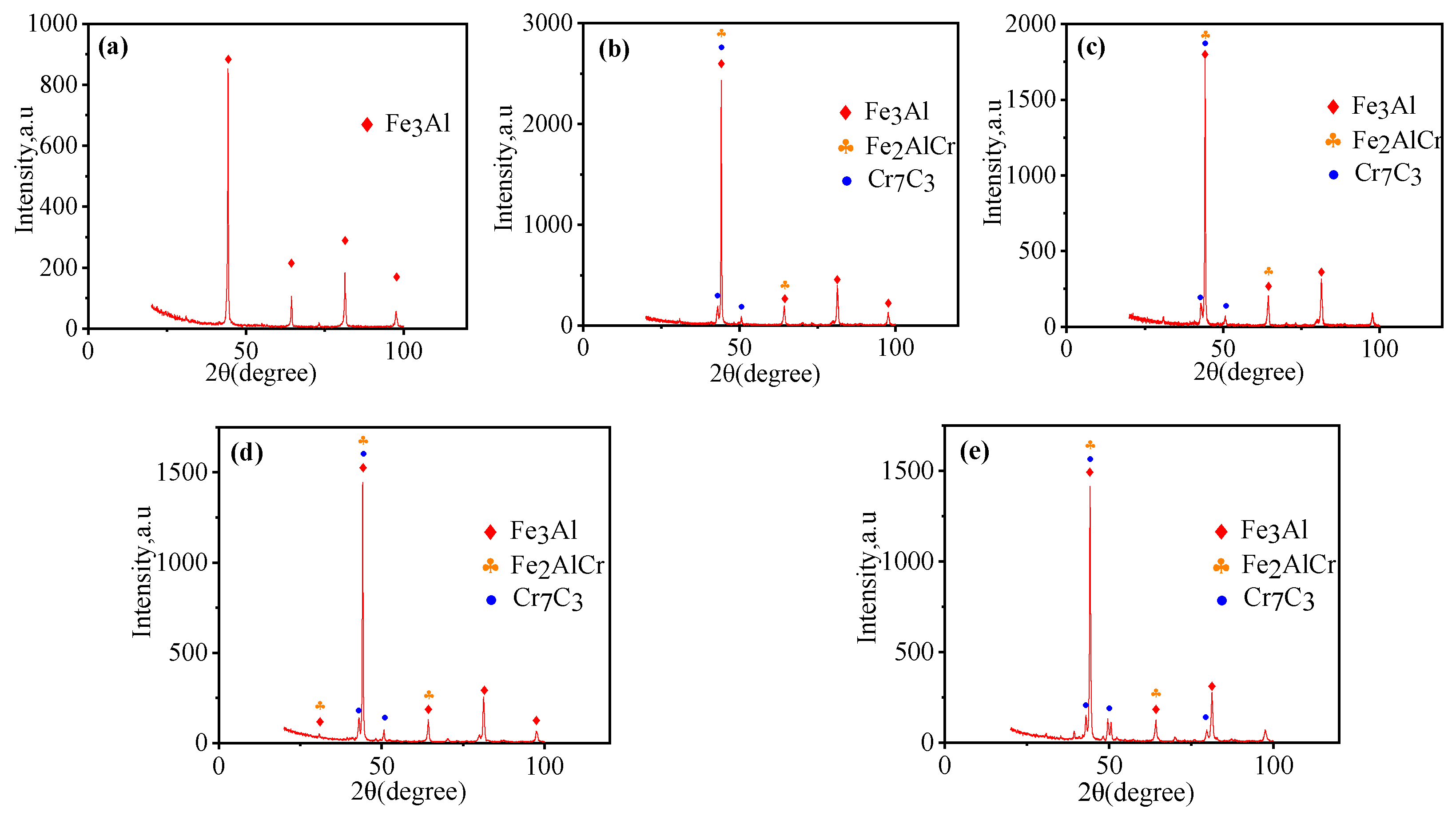
(2) With the increase in Cr3C2 content, the morphology of the strengthening phase in the cladding layer changed from a sparse to a dense reticular structure and, finally, to a large block-shaped structure.
(3) For cladding layers prepared using the same process and different Cr3C2 content, the group with the smallest friction coefficient was found to be the 15 wt.% Cr3C2 cladding layer, with large friction coefficients determined for the remaining groups. In terms of wear rate, the lowest values were found for the 15 and 25 wt.% Cr3C2 cladding layers. Compared with cast iron, the Fe3Al/Cr3C2 cladding layer had obvious advantages in various indices.
(4) Judging by the visible furrows on the pin surface, abrasive and oxidative wear appeared in all groups. Adhesive wear only occurred in the pin with 5 wt.% Cr3C2 content. The occurrence of adhesive wear or more serious abrasive wear will lead to greater wear.
(5) The friction and wear mechanisms were determined to be as follows: The relatively soft Fe3Al base material is first worn away, and the harder carbide supports the grinding surface to reduce friction. Then, the carbide gradually disappears from the pin and is transformed into hard-phase particles. The morphology and distribution of the strengthening phase in the cladding layer play an important role in wear resistance. Compared with the block-shaped strengthening phase, the reticular strengthening phase has more advantages; while ensuring higher base material strength, it reduces the proportion of hard particles and size of the hard phase.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}