1. Introduction
Wear is a process of progressive material loss from the surface of components due to relative movement between the surfaces [
1]. Globally, it dramatically impacts energy consumption, increases costs, and generates CO
2 emissions. It is a perennial problem in several sectors, such as automobiles, agriculture, and mining. Mining, for example, accounts for almost 3% of the world’s CO
2 emissions from wear and tear, contributing to just over 111 million euros annually for replacement, manufacturing spare parts, and maintenance [
2]. The wear caused by soil particles is predominantly abrasive, which results in direct costs, such as higher fuel consumption, lower work rates, and poor quality of soil preparation, contributing to increased energy consumption and greenhouse gas emissions [
3]. Abrasive wear is likely to be most severe in the excavation, earthmoving, mining, and mineral processing industries. In these areas, component deterioration occurs in various equipment such as excavator blades, excavator teeth, rock drills, etc. [
4]. Due to their mechanical properties, these tools are typically made from low-alloy, medium-, or high-carbon steels. However, these tools often do not have sufficient wear resistance properties [
5]. Wear and corrosion of soil tillage tools require thick protective layers to withstand harsh conditions of use. Surface coating is an alternative to increase wear resistance and, in this way, increase the useful life of the components, consequently contributing to the reduction in maintenance and costs.
Hardfacing is the deposition of a hard metallic alloy, through a welding process, onto the surface of a ductile material, often substantially cheaper, to prolong the life of use and restore and/or to protect the surface from wear or corrosion. Such coatings have a strong metallurgical bond to the substrate and do not cause significant loss of ductility or toughness [
6,
7]. It is one of the most common and cost-effective ways to improve the component surface property, durability, and performance [
8,
9].
The welding processes commonly used for hardfacing applications are Flux-Cored Arc Welding (FCAW), Shielded Metal Arc Welding (SMAW), Gas Metal Arc Welding (GMAW), Submerged Arc Welding (SAW) [
10], and Plasma Transferred Arc (PTA). Each process differs in cost, efficiency, and substrate dilution.
The PTA process has the lowest dilution percentage (3% to 6%) and can be considered the best welding process for hardfacings on any type of carbon steel [
11]. Due to its high concentration of energy, it produces coatings with a refined microstructure [
12,
13], which can contribute to improving wear resistance [
14]. Keränen [
15] reports that although PTA produces coatings with low dilution, the effect of dilution on abrasive wear resistance is unclear. The study showed that deposits with dilutions below 10%, when subjected to abrasive wear by a rubber-wheel, lost the same volume of material as coatings with dilution above 15%. This lack of effect is probably because dilution occurs very close to the fusion line between the materials, not interfering, in this case, with the surface of the coatings. Other advantages of the process are a deposition efficiency of more than 85% [
16,
17] and the diversity of metal alloys that can be used.
Abrasion-resistant metal alloys often contain carbide-forming alloying elements, which improve performance, resulting in alloys with greater hardness and strength [
18]. Metal alloys in powder form, based on iron, chromium, and carbon (Fe-Cr-C), deposited by PTA onto stainless steel substrates, have been studied to improve wear resistance [
19] or to investigate microstructural characteristics of the coatings [
20]. The use of low carbon steel as a substrate for coatings made by PTA is around 37%, while almost 60% of the research on this welding process is carried out with stainless steel substrates [
21]. It is believed that most studies are carried out using stainless steel substrates due to its low dilution in the coatings. However, in tools for soil preparation, the substrate is often low-carbon steel, since it is a low-cost and relatively ductile material.
Fe-Cr-C alloys are widely used as they form dispersed carbides in the matrix, contributing to increased abrasion resistance. This increase is due to the type and size of the secondary hard phase formed, which prevents effective cutting action by the abrasive particles [
10,
22]. The addition of vanadium (V) in iron-based coatings can reduce the size of primary carbides and improve abrasion resistance [
23]. Vanadium carbides (VC) have high hardness and thermal stability and can be used to reinforce layers of thick coatings [
24].
Researchers have reported that the process temperature significantly impacts the VC size and formation when using laser cladding to perform vanadium-added Fe-Cr-C coatings (V = 15%) [
25]. Using the modified GMAW [
26] welding process with a hot wire (Fe-CrC-12%V alloy) inserted into the weld pool, it was possible to control the energy input and the amount of deposited material. This technique provided a reduction in substrate dilution and an increase in the number of carbides and grain refinement.
Fe-Cr-C alloys are widely discussed in the literature; however, alloys of this type with a large amount of vanadium (greater than 5%wt.) still need to be investigated further. Tools with a high content of vanadium can replace the high chromium cast iron used in the mining industry, for example, as the high concentration of vanadium increases wear resistance by up to five times [
27].
Some techniques performed in welding processes are common, among them the use of preheating of the substrate [
15]. The main reason for preheating is to avoid cracking the coating due to the difference in the thermal expansion coefficients between the substrate and the coating [
28]. The preheating temperature has a strong effect on substrate dilution. However, in PTA, the dilution depends heavily on other welding parameters, such as welding current, plasma gas flow rate, material deposition rate, bead dimensions, and torch weaving. Thirty-seven variables that affect the PTA welding process have been identified, but finding the best combination of these parameters is highly complex and not trivial [
29], and are outside the scope of the this paper.
Performing post-welding heat treatments is another widely publicized technique. This technique can be used to reduce the brittleness of the coating, to reduce the retained austenite [
30], or to relieve residual stresses [
31]. Retained austenite and martensite formation in iron-based coatings effect abrasive wear resistance. Combining a martensitic matrix with a large fraction of coarse morphology carbides can improve abrasion resistance [
32].
Although the techniques mentioned above are widely used in several studies, using these techniques in soil preparation components can become complex and expensive depending on the dimensions and shapes of the components. It has been reported that not performing heat treatment after the welding process results in a martensitic structure, with a small amount of residual austenite with high values of vanadium and carbon, favoring wear resistance [
33].
In this context, there seems to be a field for studies of Fe-Cr-C coatings with high V content deposited by PTA onto low-carbon steel, without preheating or heat treatments after welding, to evaluate the effect of dilution on the abrasive wear of these coatings. Therefore, this work aims to contribute to the literature by investigating the characterization of V-reinforced Fe-Cr-C coatings (>5%wt.) processed by PTA with potential use in soil tillage tools. Deposition conditions are correlated with cooling rates, microstructure, and wear performance.
2. Materials and Methods
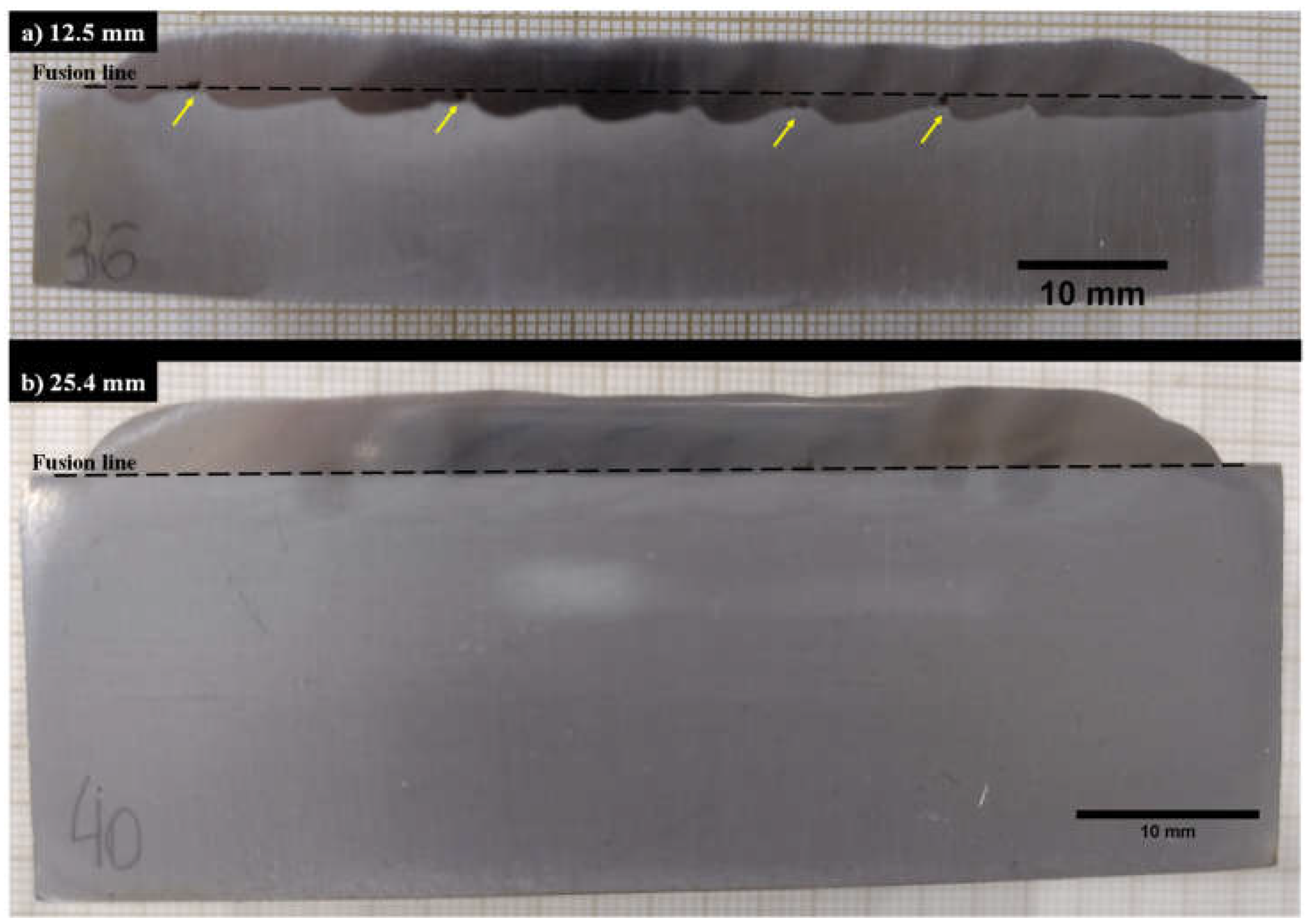
Low-carbon steel plates with dimensions of 200 mm × 150 mm with two thicknesses (12.5 mm and 25.4 mm) were used as substrates. The substrate was chosen because it is a mild steel commonly used as structural steel in the construction of agricultural equipment and machine parts and because it is a low-cost, relatively ductile steel, with low wear resistance [
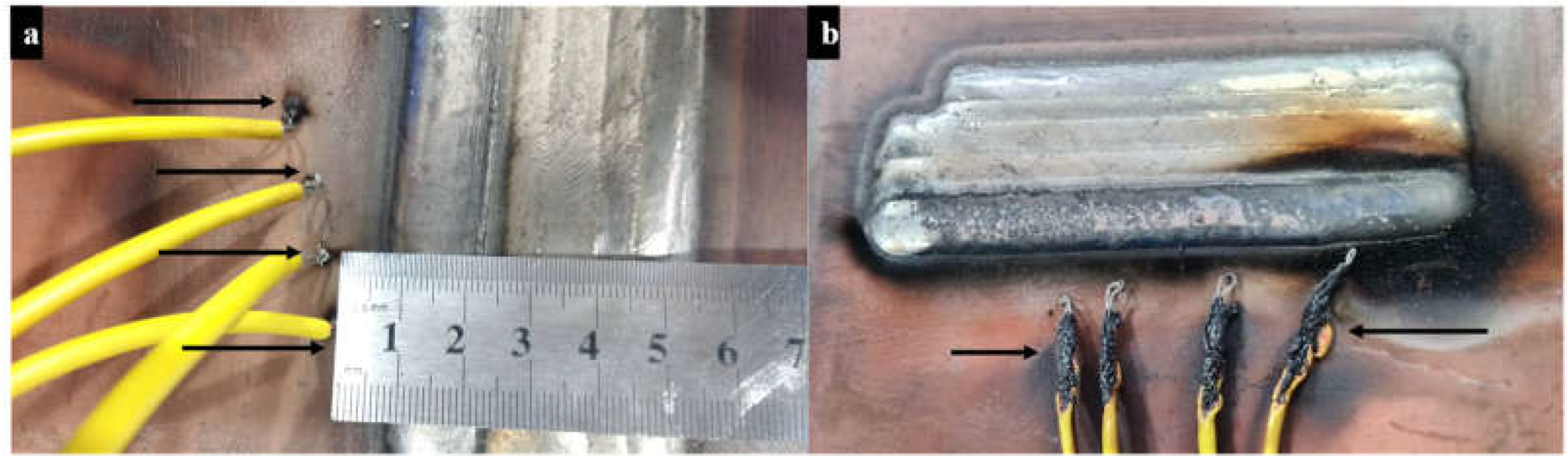
8]. Two substrate thicknesses were used, inferring that the dilution differ for each thickness. During the welding of the coatings, the heating and cooling temperatures were measured by thermocouples inserted close to each bead. The cooling rate was calculated between 800 °C and 500 °C (
CR800-500), as this temperature range is significant for the relevant phase transformation that occur in ferrous alloys [
34]. The welding current used for both coatings was the same, which provided the same heat input (calculated from welding parameters) during welding. The cooling rate was calculated and simplified by Equation (1) [
35].
where
ΔT800-500 was the temperature variation within the selected range of 800 and 500 °C. The cooling time between two given temperatures, commonly between 800 and 500 °C (
Δt800-500), for sheets with three-dimensional heat flow, can be calculated by the following equation [
36].
where
E is welding energy (kJ·cm
−1),
k is material thermal conductivity (W·cm
−1·°C
−1), and
To is the initial temperature of the plate (°C). Welding energy is the energy generated by the heat source per unit length. It can be expressed by the following equation [
37].
where
U is the arc voltage (V),
I is the measured current (A), and
v is the welding speed (mm·s
−1).
An atomized commercial Fe-Cr-C-V powder alloy (A11) with a grain size ranging from 53 to 150 μm was deposited onto the substrate. The chemical composition of the commercial powder used to produce the hardfacings in this work is presented in
Table 1. For comparison purposes, a commercial anti-wear steel commonly used in manufacturing tillage tools (USI AR 450) was used as a reference for the wear tests. Its chemical composition is also shown in
Table 1.
The torch used in the welding process was coupled to a robotic arm with six degrees of freedom, model Motoman HP20D, which allows for the adjustment of the welding speed (
v) weaving (amplitude and frequency), and distance between nozzle and workpiece (
Nd). Once these parameters are set, they remain constant along the weld path.
Table 2 provides the combinations of the variable parameters used in this investigation; their choice was based on the literature [
38,
39]. The parametrization of the welding process for coating deposition is outside the scope of this manuscript. A signal acquisition system with a rate of 5 kHz was used to acquire the welding current signals, and in this way, it was it was possible to obtain the measured welding current.
The coatings were carried out in a single layer. Beads of approximately 150 mm were overlapped by approximately 50%; that is, the center of the bead to be deposited coincided with the edge of the previous bead, controlled via an x-y stage. From the execution of the first bead, its width was measured, and the coordinate table was adjusted to half its width until the area was fully covered by the coating (
Figure 1). The temperature between the beads was controlled (lower than 40 °C) to avoid any influence of the temperature of the previous bead on the cooling rate. Samples for characterization were taken, as shown in
Figure 1 by the dashed yellow lines.
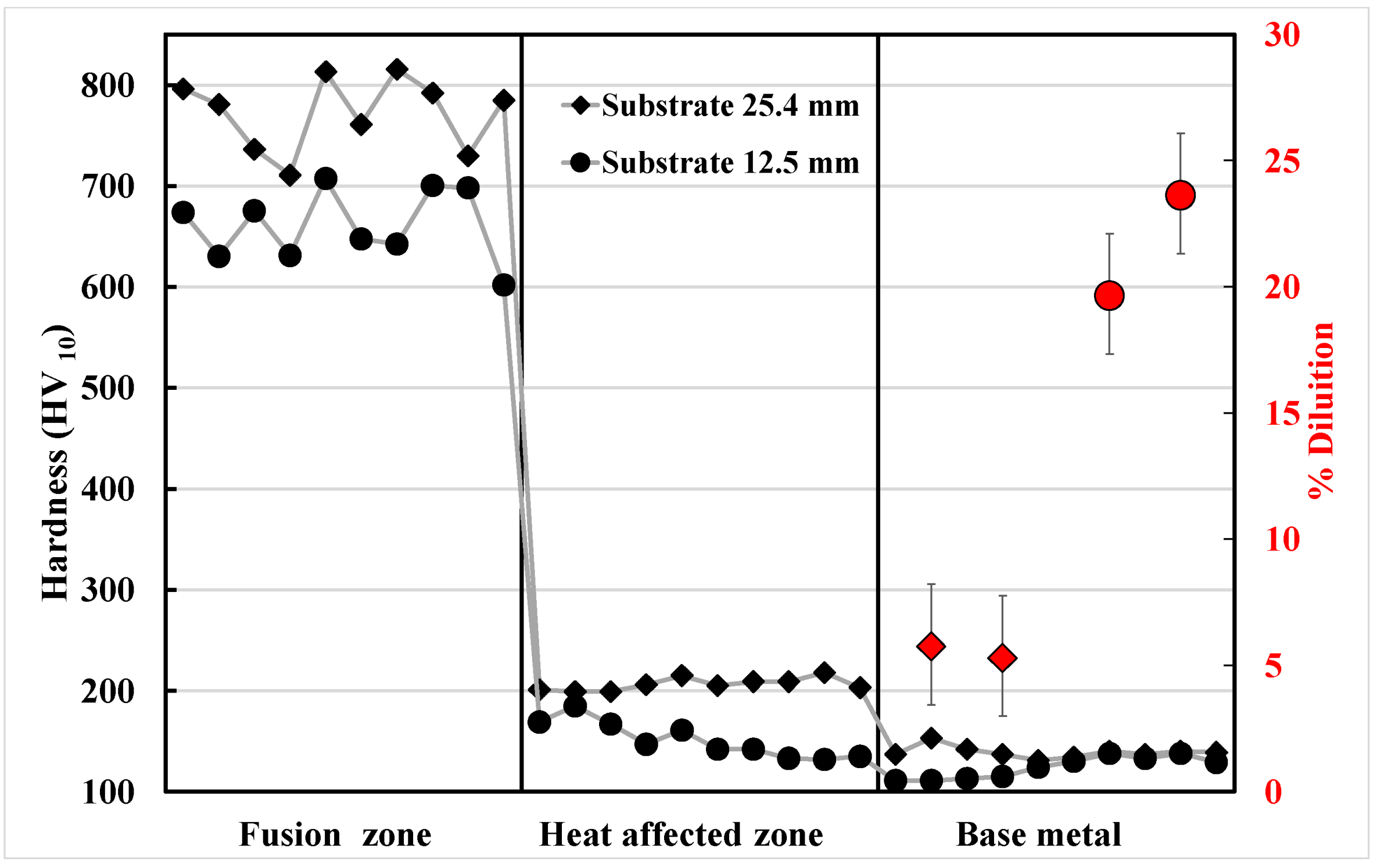
The dilution level (
D) was evaluated by the area ratio between the area of the substrate (
As) and the area of the hardfacing (
Ah) measured in the cross section according to Equation (4).
The samples were prepared by grinding with SiC water abrasive paper (80, 180, 300, and 1200 grit) and then polished with 2 μm diamond paste. The etching solution for the microstructural investigation contained 5 g of FeCl3, 10 mL of HNO3, 3 mL of HCl, and 87 mL of ethanol.
The microstructures were analyzed by scanning electron microscopy (SEM). The images of the microstructures were treated using the Fiji software with the aid of methodologies already reported in the literature [
40,
41] to calculate the carbide volumetric fraction (
Vf) and the mean free path between carbides (
λ).
Vf was calculated as the relationship between the total area of the carbides (
Ac) and the total area of the image (
At). Equation (5) was used to calculate the mean free path between carbides [
42].
where
Nc is the number of carbides that intersect a straight line with a length defined (
Ls).
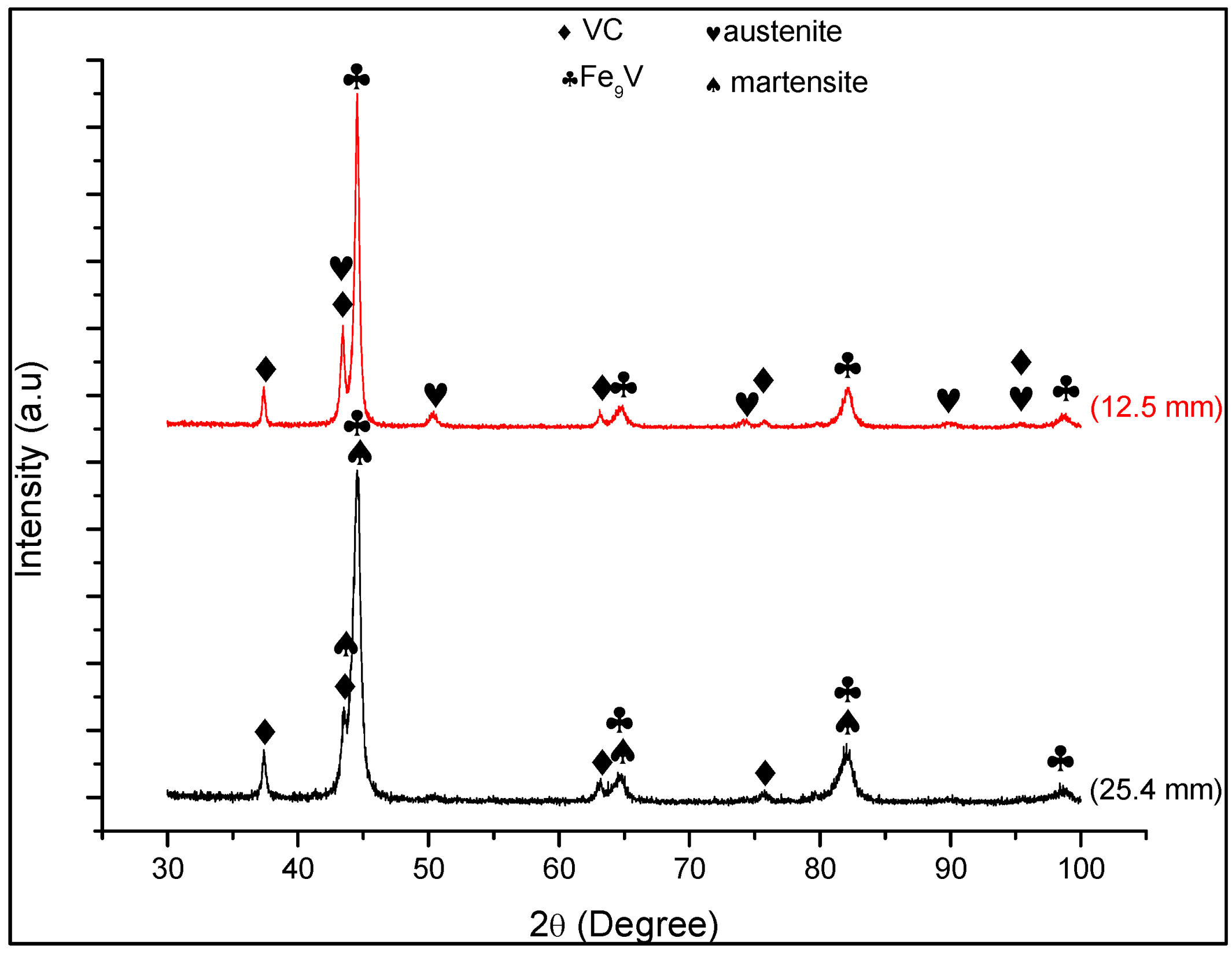
The formed phases in the coating were characterized using X-ray diffraction (XRD) analysis with a high-resolution X-ray diffractometer (Shimadzu, model XRD-7000). The X-ray tube was operated at 30 kV and 30 mA, and the diffractograms were recorded between 30° and 100° (2θ) with a step of 0.02° and a time of 1.2 s. The interpretation of the spectra obtained was performed using the X’Pert HighScore 2.0© software (Version 3.0).
The Vickers hardness measurements of the hardfaces and substrates were carried out using a hardness tester model Zwick/Roell LKV. The load and dwell times for hardness measurement were 10 kgf and 10 s, respectively. Ten measurements were performed along the hardfacing and ten measurements along the substrate, so that hardness profiles could be obtained.
Abrasive wear tests of the hardfacings were performed based on ASTM G-65 standard [
43]. Although this standard describes the parameters for using the test, some changes were made to the test to allow for better reproduction of wear mechanisms found in real applications. The time, the type and granulometry of the abrasive and the loads applied were changed. For each hardfacing, two tests applying a load of 48 N were performed, and two others were applying a load of 160 N. For each applied force, two abrasive sizes were used, thus totaling eight tests for the coatings deposited onto the substrate with thickness of 12.5 mm and another set of eight tests for the thickness of 25.4 mm. The same forces and abrasives were used to test the reference anti-wear USI AR 450 steel. The parameters used in the abrasion tests are summarized in
Table 3.
The tests were carried out on the surface of the Fe-Cr-C-V coatings without any surface preparation, aiming to reproduce the same condition used in the field. For comparison, USI AR 450 steel samples were also tested in the as-received condition. All samples were ultrasonic cleaned with acetone for 10 min before testing. A semi-analytical scale model Bel L 5202, with a precision of 0.01 g, was used to measure the mass loss, and Equation (6) was used to calculate the abrasive wear rate (
W).
where
Q (mm³) is the volume of worn material,
F (N) is the applied load, and
s (m) is the sliding distance. Small samples of the hardfacings were removed from the substrate by milling to determine the relative density of each coating through the pycnometric technique [
44] to allow for the calculation of the worn volume from the mass loss measurements.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}