
Compressibility and Rarefaction Effects on Particle Dynamics and Heat Transfer in Aerosol Deposition Process



Abstract
:1. Introduction
2. Methodology and Numerical Analysis
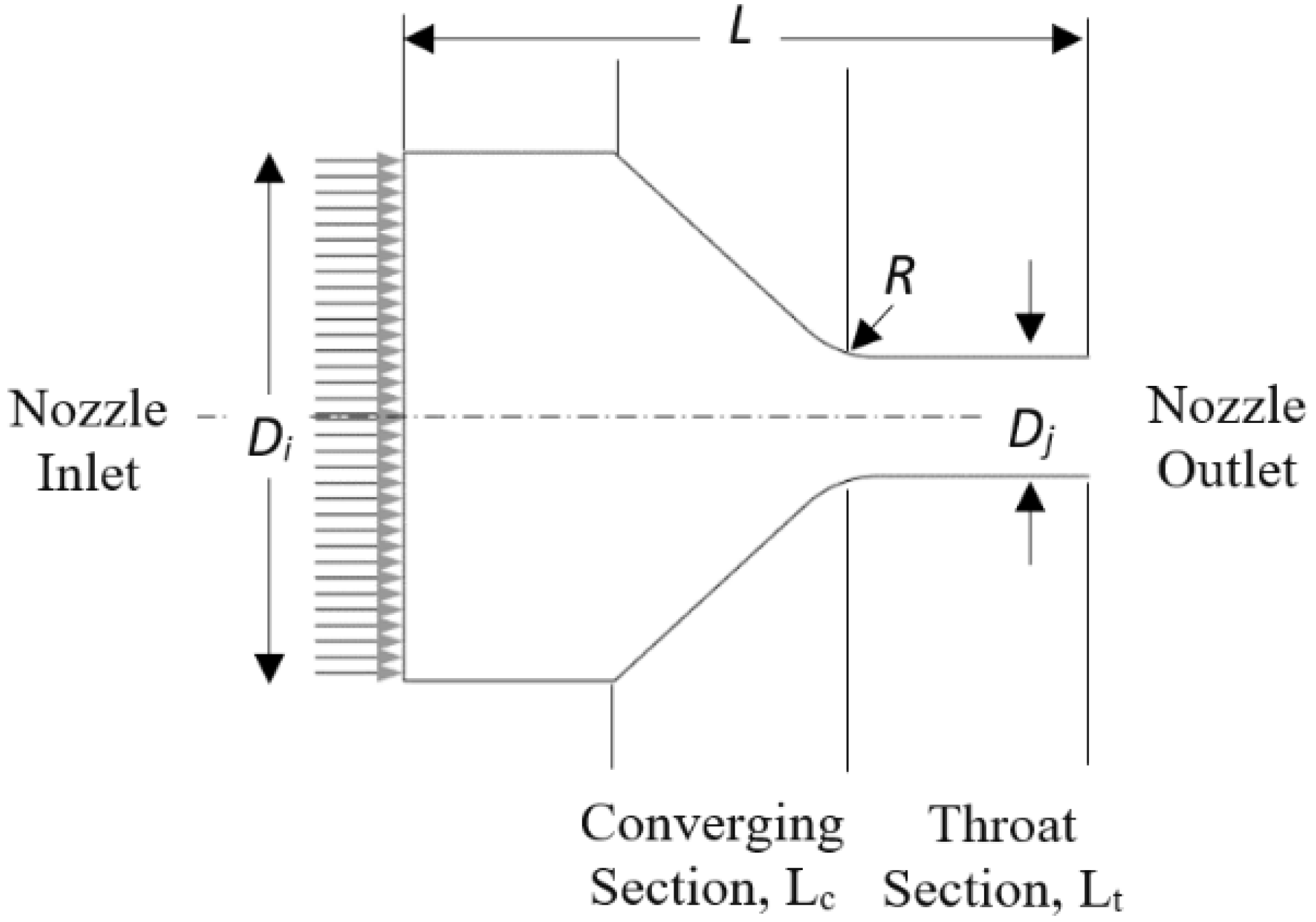
2.1. Geometry and Computational Domain
2.2. Flow Field Simulation
2.3. Particle Transport Model and Governing Equations
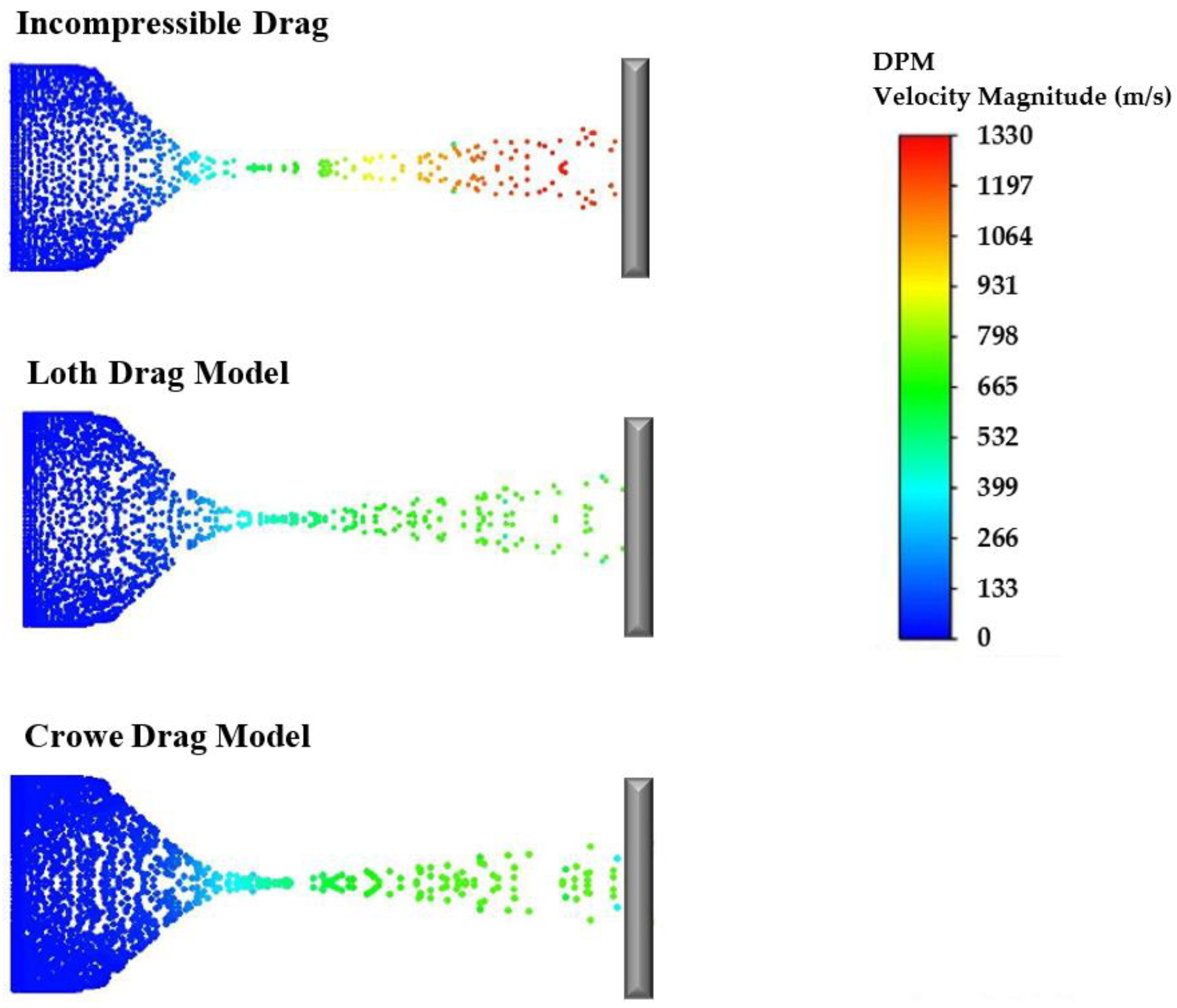
- Spherical or incompressible drag coefficient developed by Morsi and Alexander [49]:where , , and are constants.
- Crowe et al.’s drag coefficient which is a function of , , and [47,50,51]:where is the drag coefficient in an incompressible flow taken from a correlation by Clift et al. [52], is ratio of specific heats, is Mach number, is particle Reynolds number, is particle temperature, and is gas temperature. It should be noted that the above correlation is not valid beyond the critical Reynolds number (~) where the boundary layer becomes turbulent [53].
- Loth’s drag coefficient, which is more recent, considers the effects of compressibility and rarefaction on the particle behavior [33]. For 45 where rarefaction effects are dominant due to small values and for 45 where compressibility effects are leading the particle behavior because of small values, the two separate models are introduced.where and are Schiller–Naumann and free-molecular limit corrections, respectively [33].
2.4. Numerical Validation Setup
3. Results
3.1. Numerical Validation Results
3.2. Mesh Independence Study
3.3. Continuous Phase
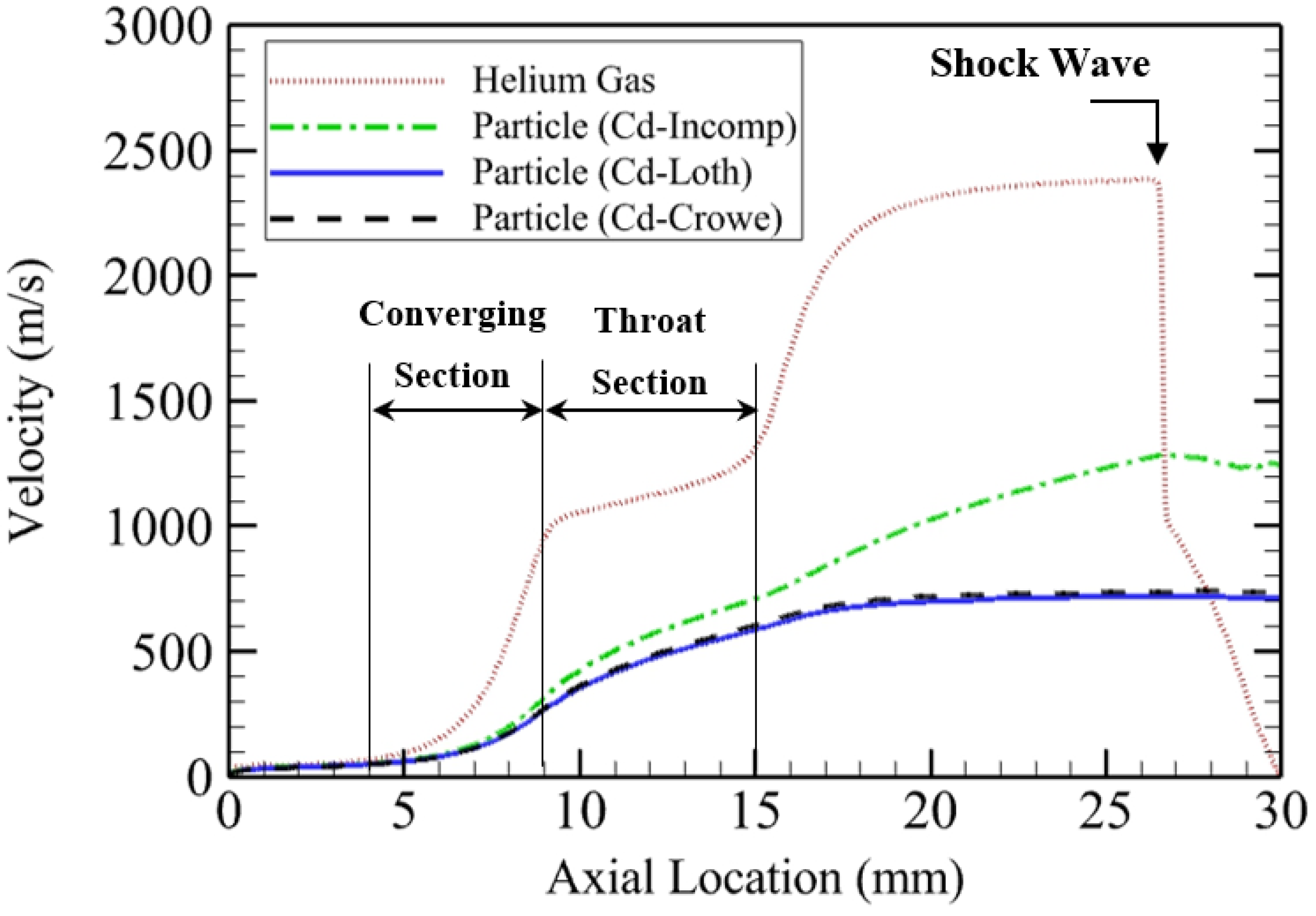
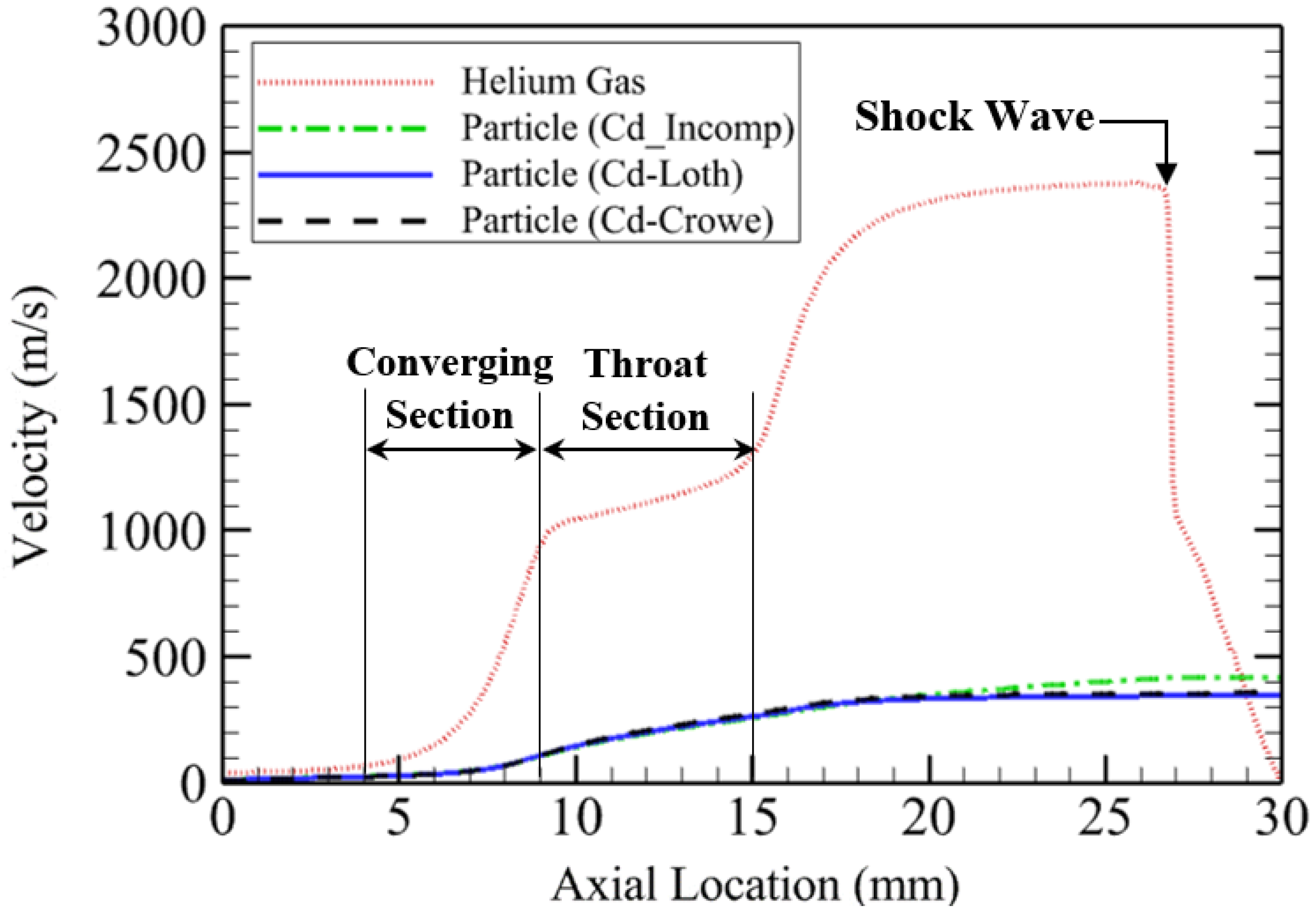
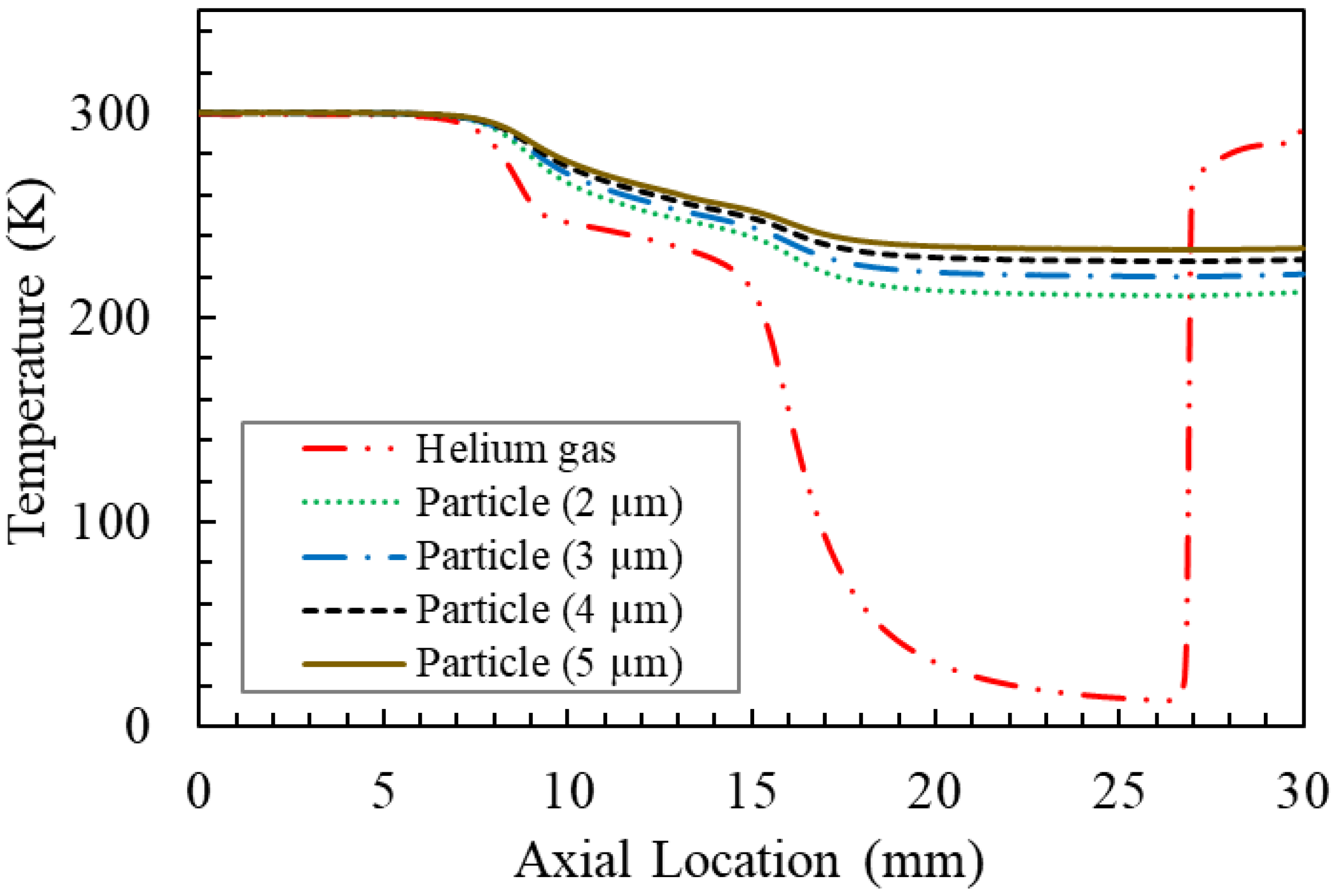
3.4. Effect of Drag Coefficient on Particle Velocity and Temperature
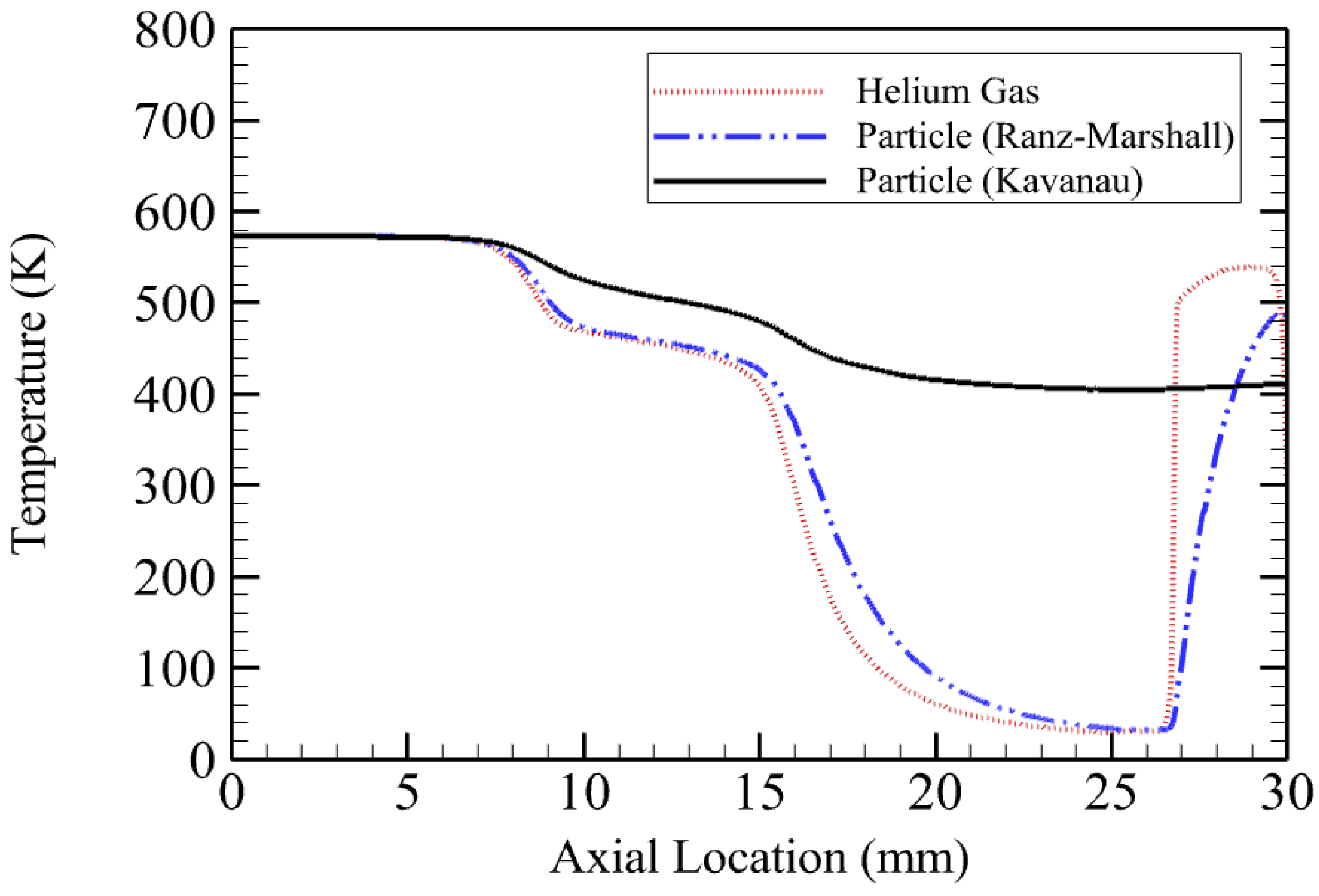
3.5. Effect of Nusselt Number on Particle Temperature
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hanft, D.; Exner, J.; Schubert, M.; Stöcker, T.; Fuierer, P.; Moos, R. An Overview of the Aerosol Deposition Method: Process Fundamentals and New Trends in Materials Applications. J. Ceram. Sci. Technol. 2015, 6, 147–182. [Google Scholar] [CrossRef]
- Park, H.; Kwon, H.; Lee, C. Inflight Particle Behavior in the Vacuum Kinetic Spray Process. J. Therm. Spray Technol. 2017, 26, 1616–1631. [Google Scholar] [CrossRef]
- Erilin, I.S.; Burmistrov, I.N.; Agarkov, D.A.; Agarkova, E.A.; Yalovenko, D.V.; Solovyev, A.A.; Rabotkin, S.V.; Pukha, V.E.; Lyskov, N.V.; Bredikhin, S.I. Aerosol Deposition of Anode Functional Layer for Metal-Supported Solid Oxide Fuel Cells. Mater. Lett. 2022, 306, 130924. [Google Scholar] [CrossRef]
- Huang, R.; Fukanuma, H. Future Trends in Cold Spray Techniques. In Future Development of Thermal Spray Coatings; Woodhead Publishing: Sawston, UK, 2015; pp. 143–162. ISBN 978-0-85709-769-9. [Google Scholar]
- Smith, M.F. Comparing Cold Spray with Thermal Spray Coating Technologies. In The Cold Spray Materials Deposition Process; Elsevier: Amsterdam, The Netherlands, 2007; pp. 43–61. ISBN 978-1-84569-181-3. [Google Scholar]
- Akedo, J. Aerosol Deposition of Ceramic Thick Films at Room Temperature: Densification Mechanism of Ceramic Layers. J. Am. Ceram. Soc. 2006, 89, 1834–1839. [Google Scholar] [CrossRef]
- Akedo, J. Room Temperature Impact Consolidation (RTIC) of Fine Ceramic Powder by Aerosol Deposition Method and Applications to Microdevices. J. Therm. Spray Technol. 2008, 17, 181–198. [Google Scholar] [CrossRef]
- Akedo, J. The AD Method: An Innovative Coating Technology That Defies Conventional Wisdom, AIST Stories: From AIST to the Innovative World. Natl. Inst. Adv. Ind. Sci. Technol. 2014, 2, 2–7. [Google Scholar]
- Vardelle, A.; Moreau, C.; Akedo, J.; Ashrafizadeh, H.; Berndt, C.C.; Berghaus, J.O.; Boulos, M.; Brogan, J.; Bourtsalas, A.C.; Dolatabadi, A.; et al. The 2016 Thermal Spray Roadmap. J. Therm. Spray Technol. 2016, 25, 1376–1440. [Google Scholar] [CrossRef]
- Wang, L.-S.; Li, C.-X.; Ma, K.; Zhsng, S.-L.; Yang, G.-J.; Li, C.-J. Microstructure and Electrochemical Properties of LSGM Thin Film Deposited by Vacuum Cold Spray for Solid Oxide Fuel Cells. Electrochem. Soc. 2017, 78, 405–412. [Google Scholar]
- Katanoda, H.; Fukuhara, M.; Iino, N. Numerical Simulation on Impact Velocity of Ceramic Particles Propelled by Supersonic Nitrogen Gas Flow in Vacuum Chamber. Mater. Trans. 2007, 48, 1463–1468. [Google Scholar] [CrossRef] [Green Version]
- Park, J.-J.; Lee, M.-W.; Yoon, S.S.; Kim, H.-Y.; James, S.C.; Heister, S.D.; Chandra, S.; Yoon, W.-H.; Park, D.-S.; Ryu, J. Supersonic Nozzle Flow Simulations for Particle Coating Applications: Effects of Shockwaves, Nozzle Geometry, Ambient Pressure, and Substrate Location upon Flow Characteristics. J. Therm. Spray Technol. 2011, 20, 514–522. [Google Scholar] [CrossRef]
- Park, H.; Kwon, H.; Kim, Y.; Lee, C. Computational Research on Factors Affecting Particle Velocity in a Vacuum Kinetic Spray Process. J. Therm. Spray Technol. 2019, 28, 1945–1958. [Google Scholar] [CrossRef]
- Park, Y.; Park, D.-S.; Johnson, S.D.; Yoon, W.-H.; Hahn, B.-D.; Choi, J.-J.; Ryu, J.; Kim, J.-W.; Park, C. Effect of Gas Flow Rates and Nozzle Throat Width on Deposition of α-Alumina Films of Granule Spray in Vacuum. J. Eur. Ceram. Soc. 2017, 37, 2667–2672. [Google Scholar] [CrossRef]
- Suzuki, M.; Tsuchiya, T.; Akedo, J. Effect of Starting Powder Morphology on Film Texture for Bismuth Layer-Structured Ferroelectrics Prepared by Aerosol Deposition Method. Jpn. J. Appl. Phys. 2017, 56, 06GH02. [Google Scholar] [CrossRef] [Green Version]
- Kim, I.-S.; Ko, P.-J.; Cho, M.-Y.; Lee, Y.-S.; Sohn, H.; Park, C.; Shin, W.H.; Koo, S.-M.; Lee, D.-W.; Oh, J.-M. Fabrication of High-Quality Alumina Coating through Novel, Dual-Particle Aerosol Deposition. Ceram. Int. 2020, 46, 23686–23694. [Google Scholar] [CrossRef]
- Moore, B.; Asadi, E.; Lewis, G. Deposition Methods for Microstructured and Nanostructured Coatings on Metallic Bone Implants: A Review. Adv. Mater. Sci. Eng. 2017, 2017, 5812907. [Google Scholar] [CrossRef] [Green Version]
- Glosse, P.; Denneler, S.; Stier, O.; Moos, R. Investigation of the Powder Aerosol Deposition Method Using Shadowgraph Imaging. Materials 2021, 14, 2502. [Google Scholar] [CrossRef]
- Ma, K.; Li, C.-J.; Li, C.-X. Narrow and Thin Copper Linear Pattern Deposited by Vacuum Cold Spraying and Deposition Behavior Simulation. J. Therm. Spray Technol. 2021, 30, 571–583. [Google Scholar] [CrossRef]
- Jodoin, B.; Ajdelsztajn, L.; Sansoucy, E.; Zúñiga, A.; Richer, P. Lavernia Effect of Particle Size, Morphology, and Hardness on Cold Gas Dynamic Sprayed Aluminum Alloy Coatings. Surf. Coat. Technol. 2006, 201, 3422–3429. [Google Scholar] [CrossRef]
- Ning, X.-J.; Jang, J.-H.; Kim, H.-J. The Effects of Powder Properties on In-Flight Particle Velocity and Deposition Process during Low Pressure Cold Spray Process. Appl. Surf. Sci. 2007, 253, 7449–7455. [Google Scholar] [CrossRef]
- Özdemir, O.Ç.; Conahan, J.M.; Müftü, S. Particle Velocimetry, CFD, and the Role of Particle Sphericity in Cold Spray. Coatings 2020, 10, 1254. [Google Scholar] [CrossRef]
- Jami, H.; Jabbarzadeh, A. Effect of Particle Shape on Mechanics of Impact in the Deposition of Titanium Nanoparticles on a Titanium Substrate. Surf. Coat. Technol. 2020, 394, 125880. [Google Scholar] [CrossRef]
- Lee, M.W.; Park, J.J.; Kim, D.Y.; Yoon, S.S.; Kim, H.Y.; Kim, D.H.; James, S.C.; Chandra, S.; Coyle, T.; Ryu, J.H.; et al. Optimization of Supersonic Nozzle Flow for Titanium Dioxide Thin-Film Coating by Aerosol Deposition. J. Aerosol Sci. 2011, 42, 771–780. [Google Scholar] [CrossRef]
- Naoe, K.; Nishiki, M.; Yumoto, A. Relationship between Impact Velocity of Al2O3 Particles and Deposition Efficiency in Aerosol Deposition Method. J. Therm. Spray Technol. 2013, 22, 1267–1274. [Google Scholar] [CrossRef]
- Fukumoto, M.; Wada, H.; Tanabe, K.; Yamada, M.; Yamaguchi, E.; Niwa, A.; Sugimoto, M.; Izawa, M. Effect of Substrate Temperature on Deposition Behavior of Copper Particles on Substrate Surfaces in the Cold Spray Process. J. Therm. Spray Technol. 2007, 16, 643–650. [Google Scholar] [CrossRef]
- Shahien, M.; Suzuki, M.; Shinoda, K.; Akedo, J. Ceramic Coatings Deposited from Fine Particles by Different Spraying Processes. J. Therm. Spray Technol. 2020, 29, 2033–2047. [Google Scholar] [CrossRef]
- Chun, D.-M.; Choi, J.-O.; Lee, C.S.; Ahn, S.-H. Effect of Stand-off Distance for Cold Gas Spraying of Fine Ceramic Particles (<5 μm) under Low Vacuum and Room Temperature Using Nano-Particle Deposition System (NPDS). Surf. Coat. Technol. 2012, 206, 2125–2132. [Google Scholar] [CrossRef]
- Faizan-Ur-Rab, M.; Zahiri, S.H.; Masood, S.H.; Phan, T.D.; Jahedi, M.; Nagarajah, R. Application of a Holistic 3D Model to Estimate State of Cold Spray Titanium Particles. Mater. Des. 2016, 89, 1227–1241. [Google Scholar] [CrossRef]
- Zabihi Yeganeh, A.; Jadidi, M.; Moreau, C.; Dolatabadi, A. Numerical Modeling of Aerosol Deposition Process. Surf. Coat. Technol. 2019, 370, 269–287. [Google Scholar] [CrossRef]
- Jadidi, M.; Moghtadernejad, S.; Dolatabadi, S. Numerical Modeling of Suspension HVOF Spray. J. Therm. Spray Technol. 2016, 25, 451–464. [Google Scholar] [CrossRef]
- Chadha, S.; Jefferson-Loveday, R.; Hussain, T. Modelling Knudsen Number Effects in Suspension High Velocity Oxy Fuel Thermal Spray. Int. J. Heat Mass Transf. 2020, 152, 119454. [Google Scholar] [CrossRef]
- Loth, E. Compressibility and Rarefaction Effects on Drag of a Spherical Particle. AIAA J. 2008, 46, 2219–2228. [Google Scholar] [CrossRef]
- Daneshian, B.; Gaertner, F.; Assadi, H.; Hoeche, D.; Weber, W.; Klassen, T. Size Effects of Brittle Particles in Aerosol Deposition—Molecular Dynamics Simulation. J. Therm. Spray Technol. 2021, 30, 503–522. [Google Scholar] [CrossRef]
- Kwon, H.; Kim, Y.; Park, H.; Lee, C. Impact Behavior for Successful Particle–Particle Bonding in Vacuum Kinetic Spraying. J. Therm. Spray Technol. 2021, 30, 542–557. [Google Scholar] [CrossRef]
- Park, H.; Kwon, H.; Kim, J.; Lee, C. Shock Absorption Effect on Particle Fragmentation and Microstructural Features of Vacuum-Kinetic-Sprayed Al2O3 Film on Polycarbonate Substrate. J. Therm. Spray Technol. 2021, 30, 558–570. [Google Scholar] [CrossRef]
- Park, H.; Kwon, J.; Lee, I.; Lee, C. Shock-Induced Plasticity and Fragmentation Phenomena during Alumina Deposition in the Vacuum Kinetic Spraying Process. Scr. Mater. 2015, 100, 44–47. [Google Scholar] [CrossRef]
- Lee, D.-W.; Cho, M.-Y.; Kim, I.-S.; Kim, Y.-N.; Lee, D.; Koo, S.-M.; Park, C.; Oh, J.-M. Experimental and Numerical Study for Cu Metal Coatings at Room Temperature via Powder Spray Process. Surf. Coat. Technol. 2018, 353, 66–74. [Google Scholar] [CrossRef]
- Gilmore, D.L.; Dykhuizen, R.C.; Neiser, R.A.; Roemer, T.J.; Smith, M.F. Particle Velocity and Deposition Efficiency in the Cold Spray Process. J. Therm. Spray Technol. 1999, 8, 576–582. [Google Scholar] [CrossRef]
- Mishra, T.P.; Singh, R.; Mücke, R.; Malzbender, J.; Bram, M.; Guillon, O.; Vaßen, R. Influence of Process Parameters on the Aerosol Deposition (AD) of Yttria-Stabilized Zirconia Particles. J. Therm. Spray Technol. 2021, 30, 488–502. [Google Scholar] [CrossRef]
- Jadidi, M.; Moghtadernejad, S.; Dolatabadi, A. A Comprehensive Review on Fluid Dynamics and Transport of Suspension/Liquid Droplets and Particles in High-Velocity Oxygen-Fuel (HVOF) Thermal Spray. Coatings 2015, 5, 576–645. [Google Scholar] [CrossRef] [Green Version]
- ANSYS Fluent Theory Guide; ANSYS Inc.: Canonsburg, PA, USA, 2013.
- Versteeg, H.; Malalasekera, W. An Introduction to Computational Fluid Dynamics: The Finite Volume Method, 2nd ed.; Pearson Education Limited: Edinburgh, UK, 2007. [Google Scholar]
- Pope, S. Turbulent Flows; Cambridge University Press: New York, NY, USA, 2000; ISBN 978-0-521-59886-6. [Google Scholar]
- Lilley, G.M. Turbulence Modelling for CFD; D.C. Wilcox DCW Industries: La Canada, CA, USA, 1993. [Google Scholar]
- Bradshaw, P. An Introduction to Turbulence and Its Measurement; Elsevier Science & Technology: Amsterdam, The Netherlands, 1971. [Google Scholar]
- Crowe, C.T. Drag Coefficient of Particles in a Rocket Nozzle. AIAA J. 1967, 5, 1021–1022. [Google Scholar] [CrossRef]
- O’Rourke, P.J. Collective Drop Effects on Vaporizing Liquid Sprays. Ph.D. Thesis, Princeton University, Princeton, NJ, USA, 1981. [Google Scholar]
- Morsi, S.A.; Alexander, A.J. An Investigation of Particle Trajectories in Two-Phase Flow Systems. J. Fluid Mech. 1972, 55, 193–208. [Google Scholar] [CrossRef]
- Crowe, C.T.; Babcock, W.R.; Willoughby, P.G. Drag Coefficient for Particles in Rarefied, Low Mach–Number Flows. Proc. Int. Symp. Two-Phase Syst. 1972, 6, 419–431. [Google Scholar] [CrossRef]
- Hermsen, R.W. Review of Particle Drag Models. In Proceedings of the JANAF Performance Standartization Subcommittee 12th Meeting Minutes, Chemical Propulsion Information Agency, Columbia, MD, USA; 1979; p. 113. [Google Scholar]
- Clift, R.; Grace, J.R.; Weber, M.E. Bubbles, Drops, and Particles; Academic Press: New York, NY, USA, 1978; ISBN 978-0-486-31774-8. [Google Scholar]
- Crowe, C.T.; Schwarzkopf, J.D.; Sommerfeld, M.; Tsuji, Y. Multiphase Flows with Droplets and Particles, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Ranz, W.E.; Marshall, W.R. Evaporation from Drops, Part I. In Chemical Engineering Progress; American Institute of Chemical Engineers: New York, NY, USA, 1952; Volume 48, pp. 141–146. [Google Scholar]
- Ranz, W.E.; Marshall, W.R. Evaporation from Drops, Part II. In Chemical Engineering Progress; American Institute of Chemical Engineers: New York, NY, USA, 1952; Volume 48, pp. 173–180. [Google Scholar]
- Kavanau, L.L. Heat Transfer from Spheres to a Rarefied Gas in Subsonic Flow. Trans. Am. Soc. Mech. Eng. 1955, 77, 617–623. [Google Scholar] [CrossRef]
- Crist, S.; Glass, D.R.; Sherman, P.M. Study of the Highly Underexpanded Sonic Jet. AIAA J. 1966, 4, 68–71. [Google Scholar] [CrossRef]
- Hatanaka, K.; Saito, T. Influence of Nozzle Geometry on Underexpanded Axisymmetric Free Jet Characteristics. Shock Waves 2012, 22, 427–434. [Google Scholar] [CrossRef]
- Addy, A.L. Effects of Axisymmetric Sonic Nozzle Geometry on Mach Disk Characteristics. AIAA J. 1981, 19, 121–122. [Google Scholar] [CrossRef]
- Young, W.S. Derivation of the Free-jet Mach-disk Location Using the Entropy-balance Principle. Phys. Fluids 1975, 18, 1421–1425. [Google Scholar] [CrossRef]
- Saunders, R.; Johnson, S.D.; Schwer, D.; Patterson, E.A.; Ryou, H.; Gorzkowski, E.P. A Self-Consistent Scheme for Understanding Particle Impact and Adhesion in the Aerosol Deposition Process. J. Therm. Spray Technol. 2021, 30, 523–541. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Configuration | Dimension, mm |
|---|---|
| ) | 10 |
| ) | 2.25 |
| ) | 5 |
| ) | 6 |
| ) | 15 |
| Parameter | Value (Unit) |
|---|---|
| Deposition chamber pressure | 1.22 (kPa) |
| Aerosol chamber pressure | 360 (kPa) |
| Helium Gas temperature | 300 and 573 (K) |
| Maintained substrate temperature | 300 (K) |
| Run | No. of Nodes | Vmax, m/s | Machmax | Dm, mm | Lm, mm |
|---|---|---|---|---|---|
| a. Coarse Mesh | 396,650 | 1053.0 | 8.63 | 13.96 | 25.6 |
| b. Fine Mesh | 505,426 | 1052.9 | 8.56 | 13.69 | 25.7 |
| c. Ultrafine Mesh | 719,362 | 1052.8 | 8.49 | 13.63 | 25.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Farahani, B.; Jadidi, M.; Moghtadernejad, S. Compressibility and Rarefaction Effects on Particle Dynamics and Heat Transfer in Aerosol Deposition Process. Coatings 2022, 12, 1578. https://doi.org/10.3390/coatings12101578
Farahani B, Jadidi M, Moghtadernejad S. Compressibility and Rarefaction Effects on Particle Dynamics and Heat Transfer in Aerosol Deposition Process. Coatings. 2022; 12(10):1578. https://doi.org/10.3390/coatings12101578
Chicago/Turabian StyleFarahani, Bahareh, Mehdi Jadidi, and Sara Moghtadernejad. 2022. "Compressibility and Rarefaction Effects on Particle Dynamics and Heat Transfer in Aerosol Deposition Process" Coatings 12, no. 10: 1578. https://doi.org/10.3390/coatings12101578