
Effect of Working Pressure on Tribological Properties of Ce-Ti/MoS2 Coatings Using Magnetron Sputter

Abstract
:1. Introduction
2. Materials and Methods
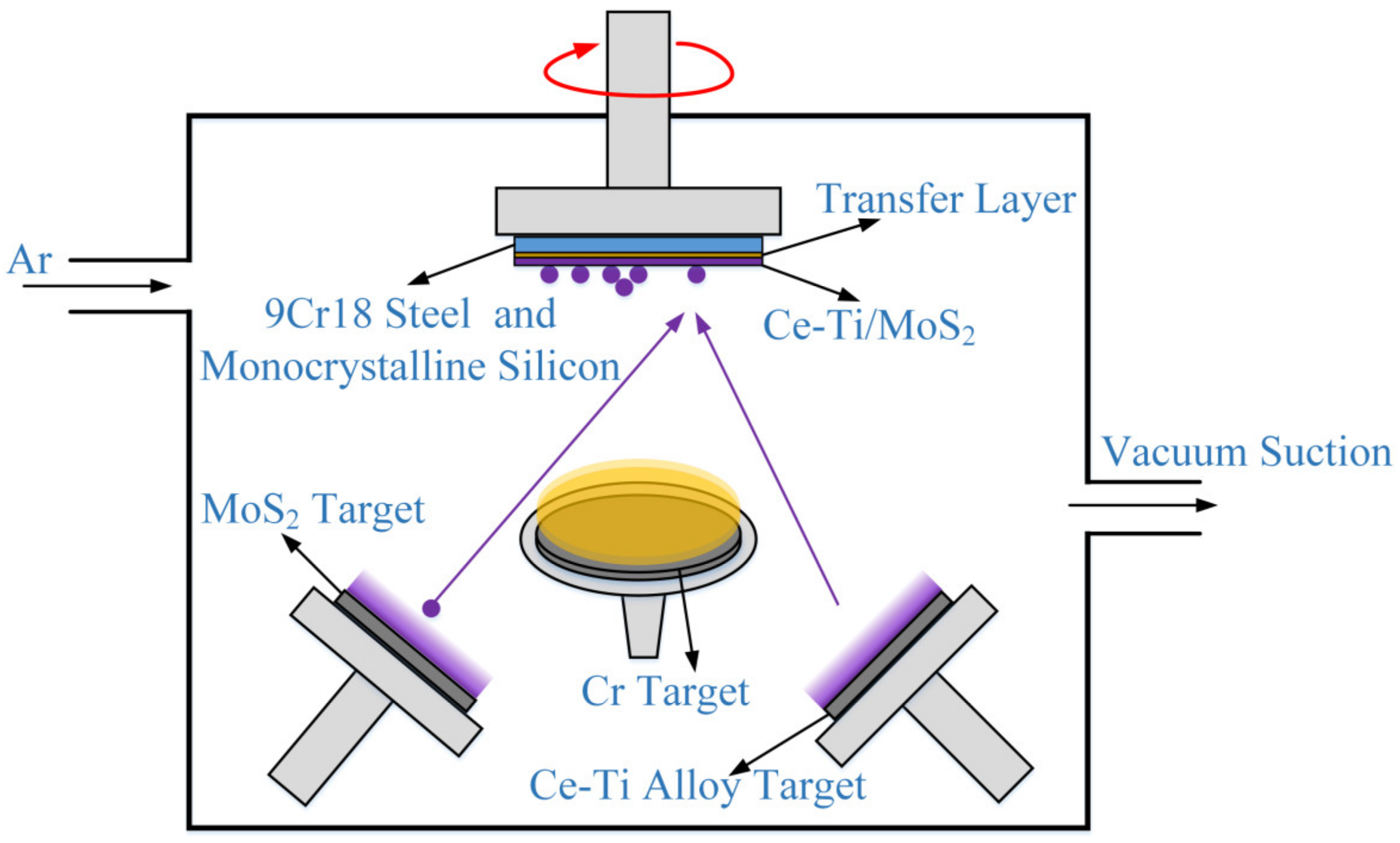
2.1. Preparation of Coatings
2.2. Morphology and Performance Characterization
3. Results and Discussion
3.1. Coating Structure Characterization
3.2. Characterization of Mechanical Properties
3.3. Tribological Performance Analysis
4. Discussion
5. Conclusions
- In terms of structure, at 0.6~0.9 Pa, the grains are fine and grow in an approximate amorphous structure. MoS2 is easy to grow along the (002) parallel to the substrate direction, which is beneficial to improve the friction and wear properties. The coating has the highest sputtering film formation efficiency at 0.9 Pa; when the pressure is greater than 1.2 Pa, the coarse grains grow in the columnar structure, and the bearing capacity of the coatings decreases.
- In terms of mechanical properties, the composite coating with 0.6 Pa working pressure has the highest hardness of 9.02 Gpa and deformation resistance. As the working pressure increases, the hardness gradually decreases to 4.72 GPa at 1.8 Pa.
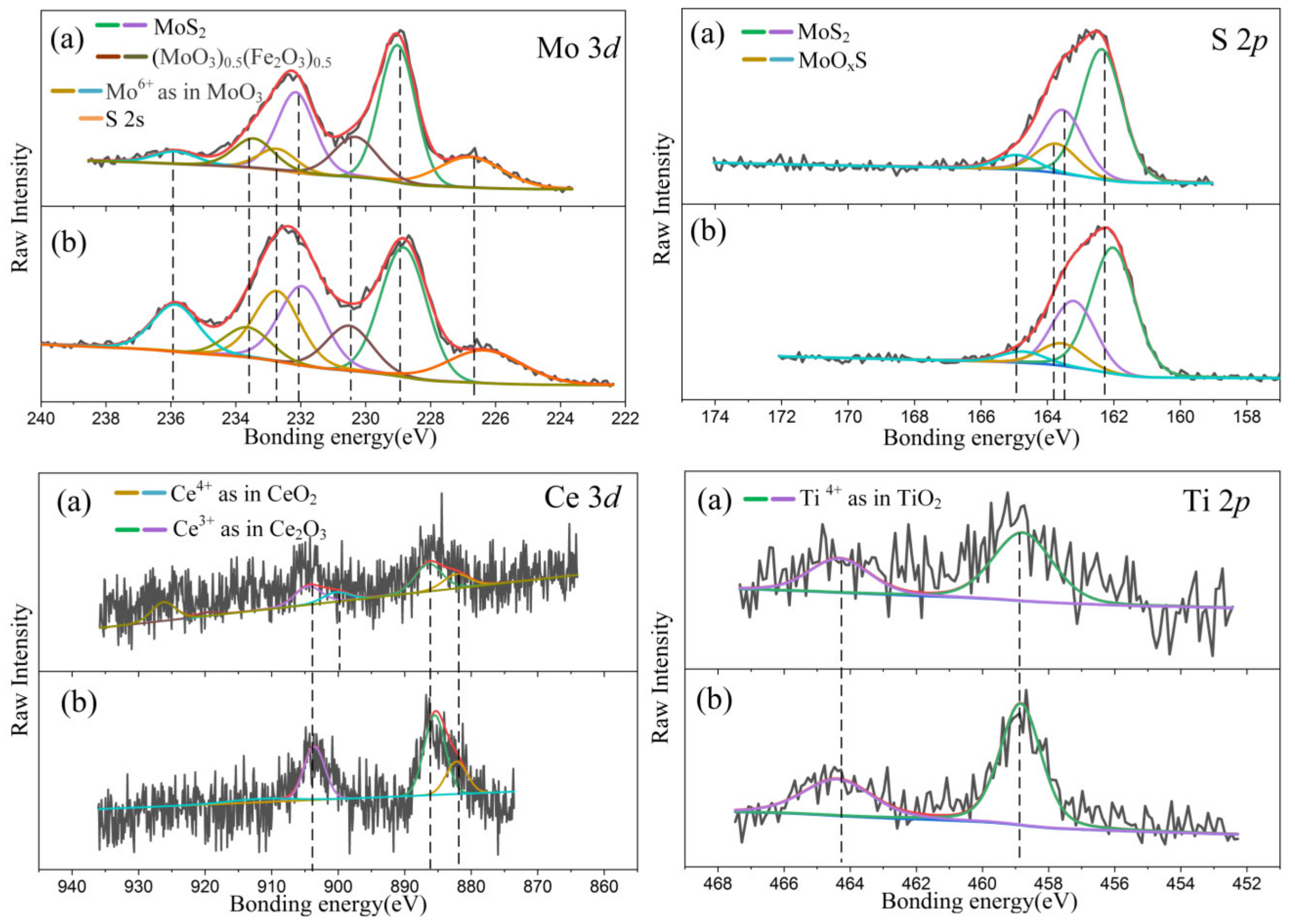
- In the coatings composition, in addition to the main existing MoS2, MoO3 was also found to affect the tribological properties. In addition, the doping elements are in the form of TiO2, CeO2, and Ce2O3 in the coatings. The coatings at 0.6~0.9 Pa perform better oxidation resistance. With the increase of pressure, the oxidation degree of the coating is more serious, and the content of rare earth oxide CeO2 is more at 0.6 Pa, while the content of Ce2O3 is higher at 1.8 Pa.
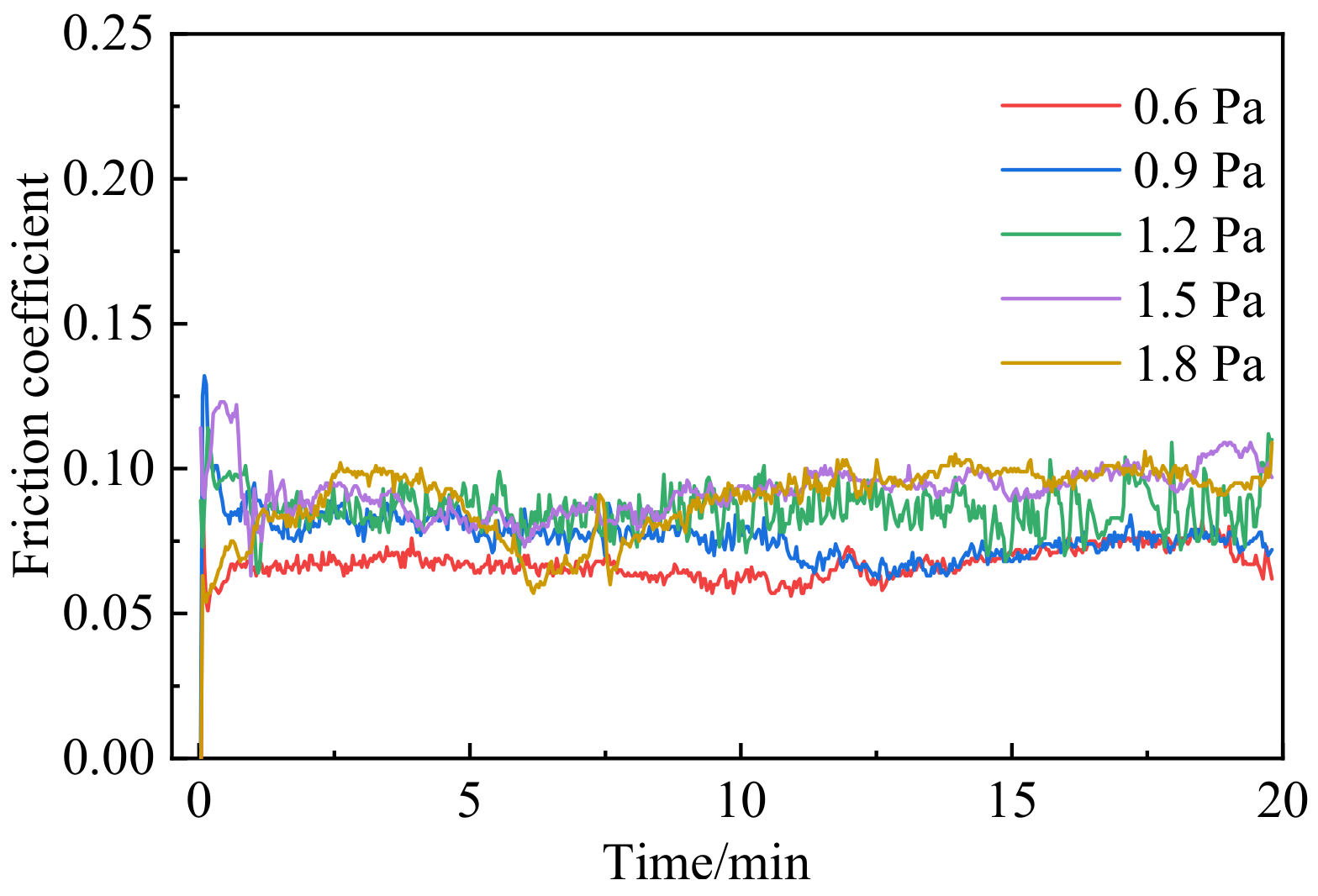
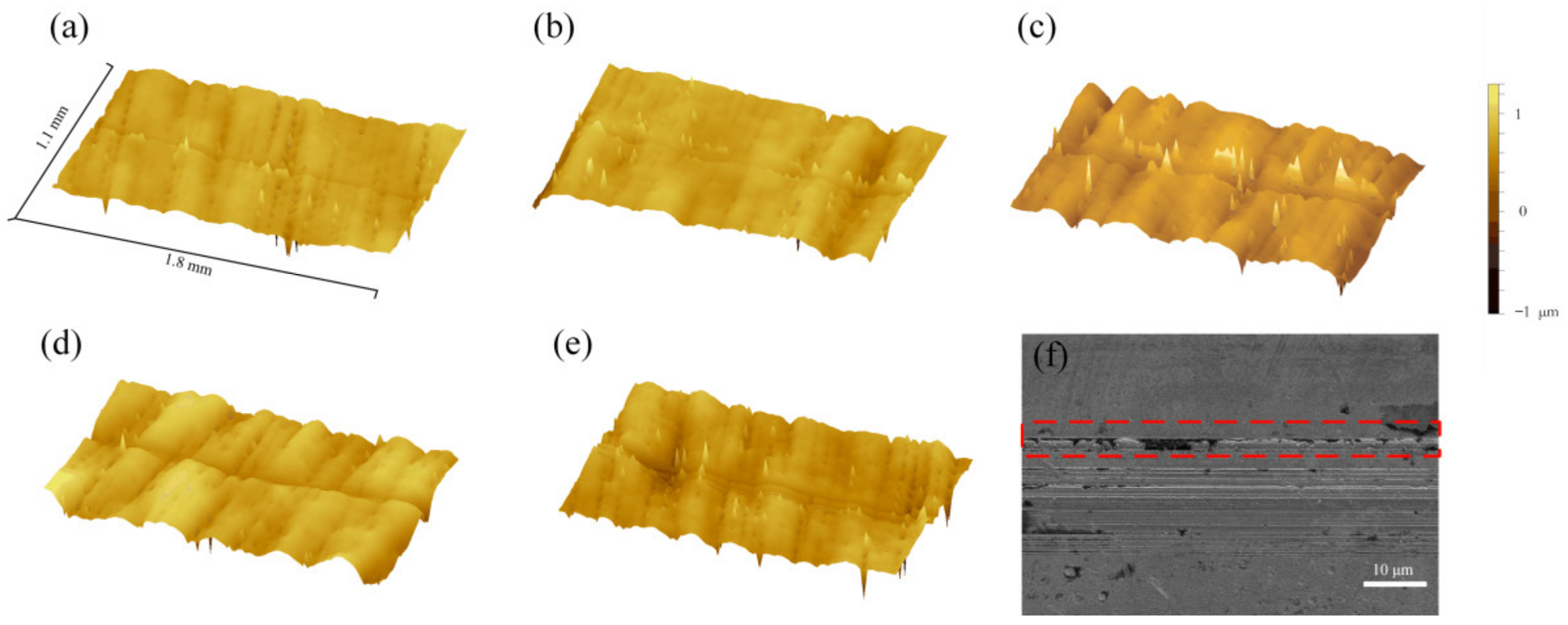
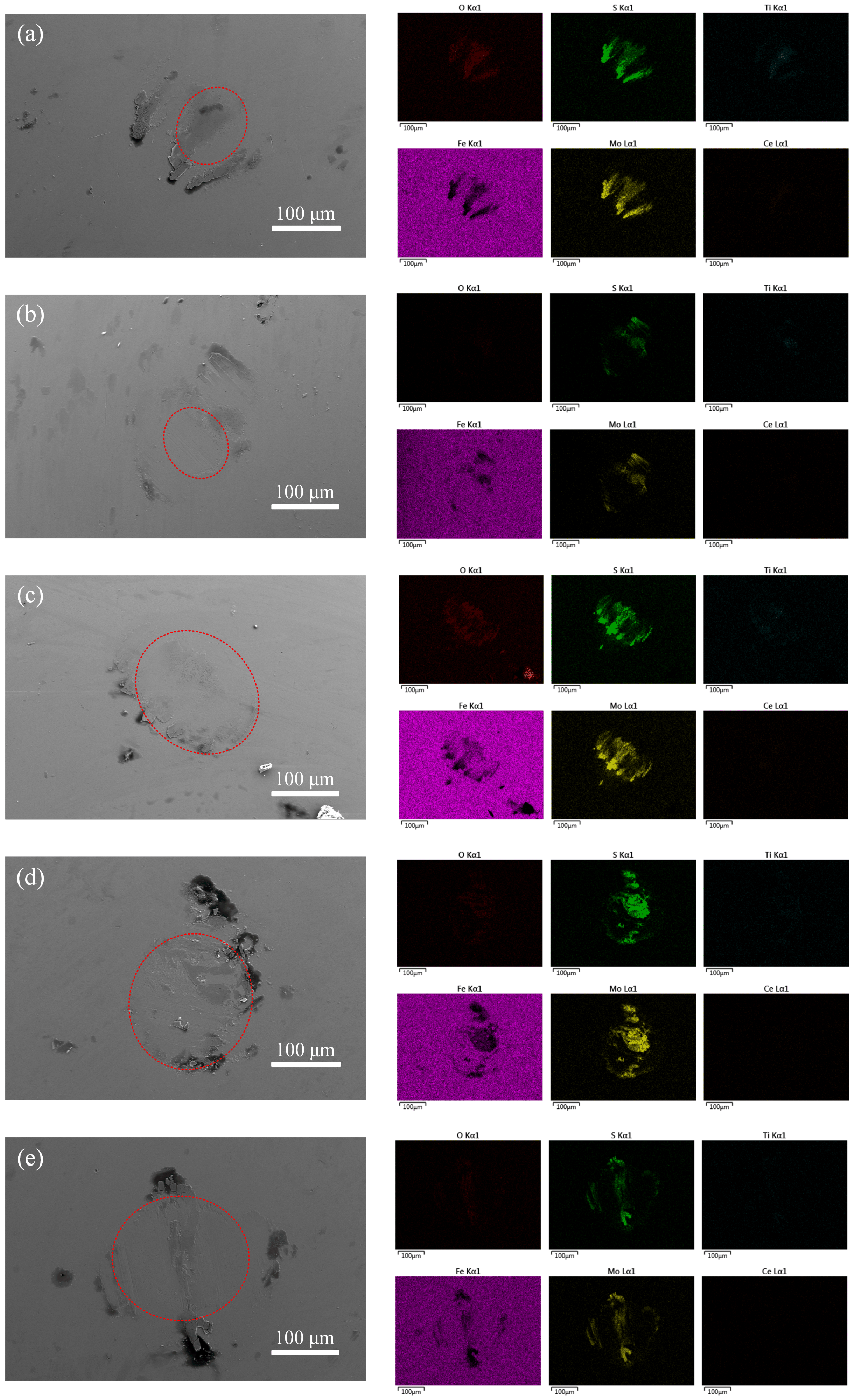
- The coatings exhibit excellent tribological properties under low pressure: the minimum friction coefficient is about 0.065 at 0.6 Pa, and the minimum wear rate is at a pressure of 0.9 Pa. The friction coefficient and wear rate increase with the increase of pressure. The coating even produces block shedding under the friction and extrusion of steel balls at 1.8 Pa. Ce-Ti/MoS2 easily forms a transfer film on the surface of the dual steel ball during friction. The wear scar area of the coating at 0.6~0.9 Pa is the smallest. As the pressure increases, the wear scar area gradually increases, which shows that the wear scar of the coating becomes wider, and the wear rate increases. Considering the excellent wear resistance of the coating, Ce-Ti/MoS2 coating can be used in the vacuum and space fields, with applications for spacecraft motion components and rolling bearings.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhao, X.; Lu, Z.; Zhang, G.; Wang, L.; Xue, Q. Self-adaptive MoS2-Pb-Ti film for vacuum and humid air. Surf. Coat. Technol. 2018, 345, 152–166. [Google Scholar] [CrossRef]
- Rabeel, M.; Javed, S.; Khan, R.; Akram, M.A.; Rehman, S.; Kim, D.; Khan, M.F. Controlling the Wettability of ZnO Thin Films by Spray Pyrolysis for Photocatalytic Applications. Materials 2022, 15, 3364. [Google Scholar] [CrossRef] [PubMed]
- Sun, S.; Chen, J.; Wang, Y.; Wang, L.; Sun, Z. Structural sensitivity of MoS2-based films in solid space lubrication. Surf. Eng. 2020, 36, 106–113. [Google Scholar] [CrossRef]
- Hou, K.; Han, M.; Liu, X.; Wang, J.; He, Y.; Yang, S. In situ formation of spherical MoS2 nanoparticles for ultra-low friction. Nanoscale 2018, 10, 19979–19986. [Google Scholar] [CrossRef]
- Vazirisereshk, M.R.; Martini, A.; Strubbe, D.A.; Baykara, M.Z. Solid Lubrication with MoS2: A Review. Lubricants 2019, 7, 57. [Google Scholar] [CrossRef] [Green Version]
- Qian, G.; Feng, Y.; Li, B.; Huang, S.; Liu, H.; Ding, K. Effect of Electrical Current on the Tribologkal Behavior of the Cu-WS2-G Composites in Air and Vacuum. Chin. J. Mech. Eng. 2013, 26, 384–392. [Google Scholar] [CrossRef]
- Deepthi, B.; Srinivas, G.; Kumar, P.; Rao, D.V.S.; Barshilia, H.C. Sputter Deposited Nanostructured Au-WS2 Solid Lubricant Coatings. Nanosci. Nanotechnol. Lett. 2012, 4, 53–60. [Google Scholar] [CrossRef]
- Efeoglu, I.; Baran, O.; Yetim, F.; Altintas, S. Tribological characteristics of MoS2-Nb solid lubricant film in different tribo-test conditions. Surf. Coat. Technol. 2008, 203, 766–770. [Google Scholar] [CrossRef]
- Yang, J.; Wang, D.; Fu, Y.; Wang, Q.; Hu, M.; Jiang, D.; Gao, X.; Sun, J.; Weng, L. Improving the tribological and anti-corrosion property of the WS2 film through Ta doping. Vacuum 2021, 192, 110485. [Google Scholar] [CrossRef]
- Jing, Y.; Luo, H.B.; Pang, S.Q. Effect of Ti or TiN codeposition on the performance of MoS2-based composite coatings. Thin Solid Film 2004, 461, 288–293. [Google Scholar] [CrossRef]
- Carrera, S.; Salas, O.; Moore, J.J.; Woolverton, A.; Sutter, E. Performance of CrN/MOS2 (Ti) coatings for high wear low friction applications. Surf. Coat. Technol. 2003, 167, 25–32. [Google Scholar] [CrossRef]
- Zhu, L.; Cao, X.; Gong, C.; Jiang, A.; Cheng, Y.; Xiao, J. Preparation of Cu3N/MoS2 Heterojunction through Magnetron Sputtering and Investigation of Its Structure and Optical Performance. Materials 2020, 13, 1873. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zinkiewicz, M.; Wozniak, T.; Kazimierczuk, T.; Kapuscinski, P.; Oreszczuk, K.; Grzeszczyk, M.; Bartos, M.; Nogajewski, K.; Watanabe, K.; Taniguchi, T.; et al. Excitonic Complexes in n-Doped WS2 Monolayer. Nano Lett. 2021, 21, 2519–2525. [Google Scholar] [CrossRef] [PubMed]
- Jiang, A.; Cao, X.; Wang, Z.; Ma, J.; Xiao, J.; Ma, S. Friction performance and corrosion resistance of MoS2/DLC composite films deposited by magnetron sputtering. Results Phys. 2021, 25, 104278. [Google Scholar] [CrossRef]
- Boskovic, C. Rare Earth Polyoxometalates. Acc. Chem. Res. 2017, 50, 2205–2214. [Google Scholar] [CrossRef]
- El-Bahy, Z.M.; Ismail, A.A.; Mohamed, R.M. Enhancement of titania by doping rare earth for photodegradation of organic dye (Direct Blue). J. Hazard. Mater. 2009, 166, 138–143. [Google Scholar] [CrossRef]
- Chesnaud, A.; Braida, M.D.; Estrade, S.; Peiro, F.; Tarancon, A.; Morata, A.; Dezanneau, G. High-temperature anion and proton conduction in RE3NbO7 (RE = La, Gd, Y, Yb, Lu) compounds. J. Eur. Ceram Soc. 2015, 35, 3051–3061. [Google Scholar] [CrossRef]
- Loh, L.; Chen, Y.; Wang, J.; Yin, X.; Tang, C.S.; Zhang, Q.; Watanabe, K.; Taniguchi, T.; Wee, A.T.; Bosman, M.; et al. Impurity-Induced Emission in Re-Doped WS2 Monolayers. Nano Lett. 2021, 21, 5293–5300. [Google Scholar] [CrossRef]
- Wang, J.; Chong, X.; Zhou, R.; Feng, J. Microstructure and thermal properties of RETaO4 (RE = Nd, Eu, Gd, Dy, Er, Yb, Lu) as promising thermal barrier coating materials. Scr. Mater. 2017, 126, 24–28. [Google Scholar] [CrossRef]
- Al-Hamdi, A.M.; Sillanpaa, M.; Dutta, J. Photocatalytic degradation of phenol in aqueous solution by rare earth-doped SnO2 nanoparticles. J. Mater. Sci. 2014, 49, 5151–5159. [Google Scholar] [CrossRef]
- Yang, Y.; Pu, H.; Di, J.; Zang, Y.; Zhang, S.; Chen, C. Synthesis and characterization of monolayer Er-doped MoS2 films by chemical vapor deposition. Scr. Mater. 2018, 152, 64–68. [Google Scholar] [CrossRef]
- Song, W.; Sun, K.; Zhao, G.; Zhu, L.; Wang, S.; Li, T. Performance of MoS2/Zr Composite Coatings at Different Deposition Temperatures. Materials 2021, 14, 5100. [Google Scholar] [CrossRef] [PubMed]
- Park, J.; Kang, Y. Effect of Radio Frequency Power on the Physicochemical Properties of MoS2 Films Obtained by rf Magnetron Sputtering. B Korean Chem. Soc. 2016, 37, 1326–1330. [Google Scholar] [CrossRef]
- Bulbul, F.; Efeoglu, I. Synergistic effect of bias and target currents for magnetron sputtered MoS2-Ti composite films. Mater. Test. 2016, 58, 471–474. [Google Scholar] [CrossRef]
- Prozhega, M.V.; Kharkov, M.M.; Reschikov, E.O.; Rykunov, G.I.; Kaziev, A.V.; Kukushkina, M.S.; Kolodko, D.V.; Stepanova, T.V. Estimation of MoS2 Coating Performance on Bronze and Steel in Vacuum at High Temperatures. Coatings 2022, 12, 125. [Google Scholar] [CrossRef]
- Wang, L.; Zhu, D.; Wei, Z.; Huang, L.; Song, W.; Chen, Y. The Refinement Effect of Al-Ti-C-RE Master Alloy Prepared by Adding Ce2O3 on Pure Al. Adv. Mater. Res. 2010, 139–141, 227–234. [Google Scholar]
- Li, Y.Z.; Shi, Y. Microhardness, wear resistance, and corrosion resistance of AlxCrFeCoNiCu high-entropy alloy coatings on aluminum by laser cladding. Opt. Laser Technol. 2021, 134, 106632. [Google Scholar] [CrossRef]
- Kaindl, R.; Bayer, B.C.; Resel, R.; Mueller, T.; Skakalova, V.; Habler, G.; Abart, R.; Cherevan, A.S.; Eder, D.; Blatter, M.; et al. Growth, structure and stability of sputter-deposited MoS2 thin films. Beilstein J. Nanotech. 2017, 8, 1115–1126. [Google Scholar] [CrossRef] [Green Version]
- Seynstahl, A.; Krauss, S.; Bitzek, E.; Meyer, B.; Merle, B.; Tremmel, S. Microstructure, Mechanical Properties and Tribological Behavior of Magnetron-Sputtered MoS2 Solid Lubricant Coatings Deposited under Industrial Conditions. Coatings 2021, 11, 455. [Google Scholar] [CrossRef]
- Serpini, E.; Rota, A.; Ballestrazzi, A.; Marchetto, D.; Gualtieri, E.; Valeri, S. The role of humidity and oxygen on MoS2 thin films deposited by RF PVD magnetron sputtering. Surf. Coat. Technol. 2017, 319, 345–352. [Google Scholar] [CrossRef]
- Zhang, C.; Yang, B.; Wang, J.; Wang, H.; Liu, G.; Zhang, B.; Liu, L.; Feng, K.; Li, Z. Microstructure and friction behavior of LaF3 doped Ti-MoS2 composite thin films deposited by unbalanced magnetron sputtering. Surf. Coat. Technol. 2019, 359, 334–341. [Google Scholar] [CrossRef]
- Fleischauer, P.D. Effects of Crystallite Orientation on Environmental Stability and Lubrication Properties of Sputtered MoS2 Thin Films. Asle Trans. 1984, 27, 82–88. [Google Scholar] [CrossRef]
- Wang, T.; Xue, C.; Yu, S.; Chen, W.; Zhang, G. The effect of S/Mo ratio on structure and properties of MoSx-Ti composite coatings deposited by magnetron sputtering. Mater. Res. Express 2020, 7, 106401. [Google Scholar] [CrossRef]
- Cao, M.; Zhao, L.; Wu, L.; Wang, W. Tribological Properties of New Cu-Al/MoS2 Solid Lubricant Coatings Using Magnetron Sputter Deposition. Coatings 2018, 8, 134. [Google Scholar] [CrossRef] [Green Version]
- Depla, D. On the effective sputter yield during magnetron sputter deposition. Nucl. Instrum. Methods Phys. Res. Sect. B 2014, 328, 65–69. [Google Scholar] [CrossRef]
- Xu, Y.; Xie, M.; Li, Y.; Zhang, G.; Xu, X.; Fan, X.; Sun, Q.; Li, H.; Zhu, M. The effect of Si content on the structure and tribological performance of MoS2/Si coatings. Surf. Coat. Technol. 2020, 403, 126362. [Google Scholar] [CrossRef]
- Chen, W.; Lin, Y.; Zheng, J.; Zhang, S.; Liu, S.; Kwon, S.C. Preparation and characterization of CrAlN/TiAlSiN nano-multilayers by cathodic vacuum arc (vol 265, pg 205, 2015). Surf. Coat. Technol. 2018, 340, 151. [Google Scholar] [CrossRef]
- Musil, J.; Jirout, M. Toughness of hard nanostructured ceramic thin films. Surf. Coat. Technol. 2007, 201, 5148–5152. [Google Scholar] [CrossRef]
- Qi, Z.B.; Sun, P.; Zhu, F.P.; Wang, Z.C.; Peng, D.L.; Wu, C.H. The inverse Hall–Petch effect in nanocrystalline ZrN coatings. Surf. Coat. Technol. 2011, 205, 3692–3697. [Google Scholar] [CrossRef]
- Cho, M.H.; Cho, K.H.; Kim, S.J.; Kim, D.H.; Jang, H. The Role of Transfer Layers on Friction Characteristics in the Sliding Interface between Friction Materials against Gray Iron Brake Disks. Tribol. Lett. 2005, 20, 101–108. [Google Scholar] [CrossRef]
- Jian, S.; Tao, L.; Shi, H.; Yan, S.; Peng, Z. Time-frequency analysis of the tribological behaviors of Ti6Al4V alloy under a dry sliding condition. J. Alloy Compd. 2017, 724, 752–762. [Google Scholar]
- Spalvins, T. A review of recent advances in solid film lubrication. J. Vac. Sci. Technol. 1987, 5, 212–219. [Google Scholar] [CrossRef]
- Zhou, H.; Zheng, J.; Wen, Q.; Wan, Z.; Sang, R. The effect of Ti content on the structural and mechanical properties of MoS2-Ti composite coatings deposited by unbalanced magnetron sputtering system. Phys. Procedia 2011, 18, 234–239. [Google Scholar]
- Qin, X.; Ke, P.; Wang, A.; Kim, K.H. Microstructure, mechanical and tribological behaviors of MoS2-Ti composite coatings deposited by a hybrid HIPIMS method. Surf. Coat. Technol. 2013, 228, 275–281. [Google Scholar] [CrossRef]
- Li, H.; Zhang, G.; Wang, L. The role of tribo-pairs in modifying the tribological behavior of the MoS2/Ti composite coating. J. Phys. D Appl. Phys. 2016, 49, 95501. [Google Scholar] [CrossRef]
- Han, C.; Li, G.; Ma, G.; Shi, J.; Liu, Y.; Li, Z.; Wang, H. Preparation and tribological properties of Mo/MoS2-Pb-PbS composite films. Surf. Coat. Technol. 2021, 405, 126625. [Google Scholar] [CrossRef]
- Seitzman, L.E.; Bolster, R.N.; Singer, I.L. X-ray diffraction of MoS2 coatings prepared by ion-beam-assisted deposition. Surf. Coat. Technol. 1992, 52, 93–98. [Google Scholar] [CrossRef]
- Muijsers, J.C.; Weber, T.; Vanhardeveld, R.M.; Zandbergen, H.W.; Niemantsverdriet, J.W. Sulfidation Study of Molybdenum Oxide Using MoO3/SiO2/Si(100) Model Catalysts and Mo-IV3-Sulfur Cluster Compounds. J. Catal. 1995, 157, 698–705. [Google Scholar] [CrossRef] [Green Version]
- Al-Shihry, S.S.; Halawy, S.A. Unsupported MoO3·Fe2O3 catalysts: Characterization and activity during 2-propanol decomposition. J. Mol. Catal. A Chem. 1996, 113, 479–487. [Google Scholar] [CrossRef]
- Anwar, M.; Hogarth, C.A.; Bulpett, R. An XPS study of amorphous MoO3/SiO films deposited by co-evaporation. J. Mater. Sci. 1990, 25, 1784–1788. [Google Scholar] [CrossRef]
- Paparazzo, E.; Ingo, G.M.; Zacchetti, N. X-ray induced reduction effects at CeO2 surfaces: An X-ray photoelectron spectroscopy study. J. Vac. Sci. Technol. A Vac. Surf. Film. 1991, 9, 1416–1420. [Google Scholar] [CrossRef]
- Praline, G.; Koel, B.E.; Hance, R.L.; Lee, H.I.; White, J.M. X-Ray photoelectron study of the reaction of oxygen with cerium. J. Electron. Spectrosc. Relat. Phenom. 1980, 21, 17–30. [Google Scholar] [CrossRef]
- Ong, J.L.; Lucas, L.C.; Raikar, G.N.; Gregory, J.C. Electrochemical corrosion analyses and characterization of surface-modified titanium. Appl. Surf. Sci. 1993, 72, 7–13. [Google Scholar] [CrossRef]
- Yin, B.; Kuang, X.; Xu, B.; Jia, H.; Hua, X. Experimental study on the tribological behaviour of CeO2-diesel blends on the injector body. Lubr. Sci. 2020, 32, 283–291. [Google Scholar] [CrossRef]
- Xie, L.; Cheng, J.; Wang, T.; Lu, X. Mechanical wear behavior between CeO2(100), CeO2(110), CeO2(111), and silicon studied through atomic force microscopy. Tribol. Int. 2021, 153, 106616. [Google Scholar] [CrossRef]
- Xue, Y.J.; Jia, X.Z.; Zhou, Y.W.; Ma, W.; Li, J.S. Tribological performance of Ni-CeO2 composite coatings by electrodeposition. Surf. Coat. Technol. 2006, 200, 5677–5681. [Google Scholar] [CrossRef]
- Sun, J.; Liu, C.; Jiang, M. Influence Mechanism of Ce2O3 on Dephosphorization Process using CaO-Al2O3-SiO2-MnO Based Slag. ISIJ Int. 2022, 62, 515–523. [Google Scholar] [CrossRef]
- Min, C.; He, Z.; Liu, D.; Jia, W.; Qian, J.; Jin, Y.; Li, S. Ceria/reduced Graphene Oxide Nanocomposite: Synthesis, Characterization, and Its Lubrication Application. Chemistryselect 2019, 4, 4615–4623. [Google Scholar] [CrossRef]
- Xu, Y.; Zhang, B.S.; Xu, B.S.; Gao, F.; Shi, P.J.; Zhang, B. Thermodynamic characteristics and tribological properties of lanthanum/serpentine composite lubricating material. Fenmo Yejin Cailiao Kexue Yu Gongcheng/Mater. Sci. Eng. Powder Metall. 2011, 16, 349–354. [Google Scholar]
- Du, P.; Chen, G.; Song, S.; Chen, H.; Li, J.; Shao, Y. Tribological Properties of Muscovite, CeO2 and Their Composite Particles as Lubricant Additives. Tribol. Lett. 2016, 62, 29. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Conditions |
|---|---|
| Background vacuum/Pa | 5 × 10−4 |
| Deposition pressure/Pa | 0.6, 0.9, 1.2, 1.5,1.8 |
| Argon flow rate/Sccm | 50 |
| Deposition temperature/°C | 200 |
| MoS2 Targetpower/W | 250 |
| Ce-Ti Targetpower/W | 70 |
| Cr Targetpower/W | 100 |
| Deposition time of transitionlayer/min | 10 |
| Deposition time of compositefilm/min | 60 |
| Parameters | Conditions |
|---|---|
| Loading force (N) | 2.4 |
| Rotating speed(r/min) | 1000 |
| Friction radius(mm) | 10 |
| Time(min) | 20 |
| Temperature (°C) | 15–20 |
| Humidity (%, RH) | 50 |
| Ball diameter (mm) | 6 |
| Deposition Pressure (Pa) | S (at.%) | Mo (at.%) | Ce (at.%) | Ti (at.%) | S/Mo Ratio | O (at.%) | Thickness (μm) |
|---|---|---|---|---|---|---|---|
| 0.6 | 40.29 | 40.52 | 2.47 | 8.58 | 0.99 | 3.14 | 1.25 |
| 0.9 | 40.32 | 44.08 | 2.13 | 7.97 | 0.94 | 5.5 | 2.80 |
| 1.2 | 35.91 | 42.89 | 2.32 | 7.21 | 0.84 | 11.67 | 2.42 |
| 1.5 | 31.40 | 41.32 | 1.31 | 4.89 | 0.76 | 21.09 | 2.09 |
| 1.8 | 30.99 | 41.33 | 1.28 | 5.02 | 0.75 | 21.23 | 2.07 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, C.; Cai, H.; Xue, Y. Effect of Working Pressure on Tribological Properties of Ce-Ti/MoS2 Coatings Using Magnetron Sputter. Coatings 2022, 12, 1576. https://doi.org/10.3390/coatings12101576
Tian C, Cai H, Xue Y. Effect of Working Pressure on Tribological Properties of Ce-Ti/MoS2 Coatings Using Magnetron Sputter. Coatings. 2022; 12(10):1576. https://doi.org/10.3390/coatings12101576
Chicago/Turabian StyleTian, Changling, Haichao Cai, and Yujun Xue. 2022. "Effect of Working Pressure on Tribological Properties of Ce-Ti/MoS2 Coatings Using Magnetron Sputter" Coatings 12, no. 10: 1576. https://doi.org/10.3390/coatings12101576