
Highly Conductive Mn-Co Spinel Powder Prepared by Cu-Doping Used for Interconnect Protection of SOFC

 , and
, and
Abstract
:1. Introduction
2. Experiment
2.1. Powder Preparation and Characterization
2.2. Coating Preparation
2.3. Coating Characterization
3. Results and Discussion
3.1. Phases and Structures
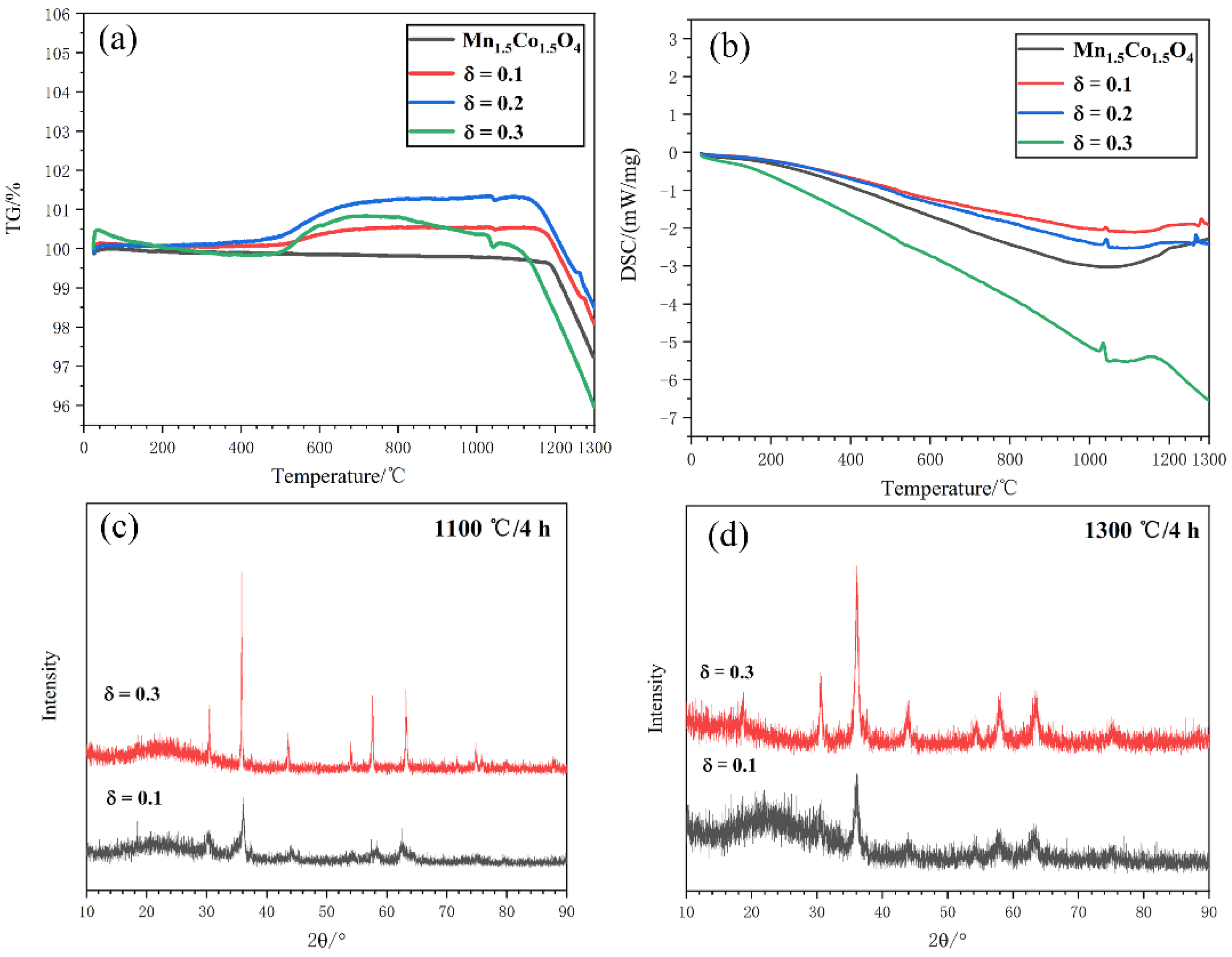
3.2. Solid Phase Reactions
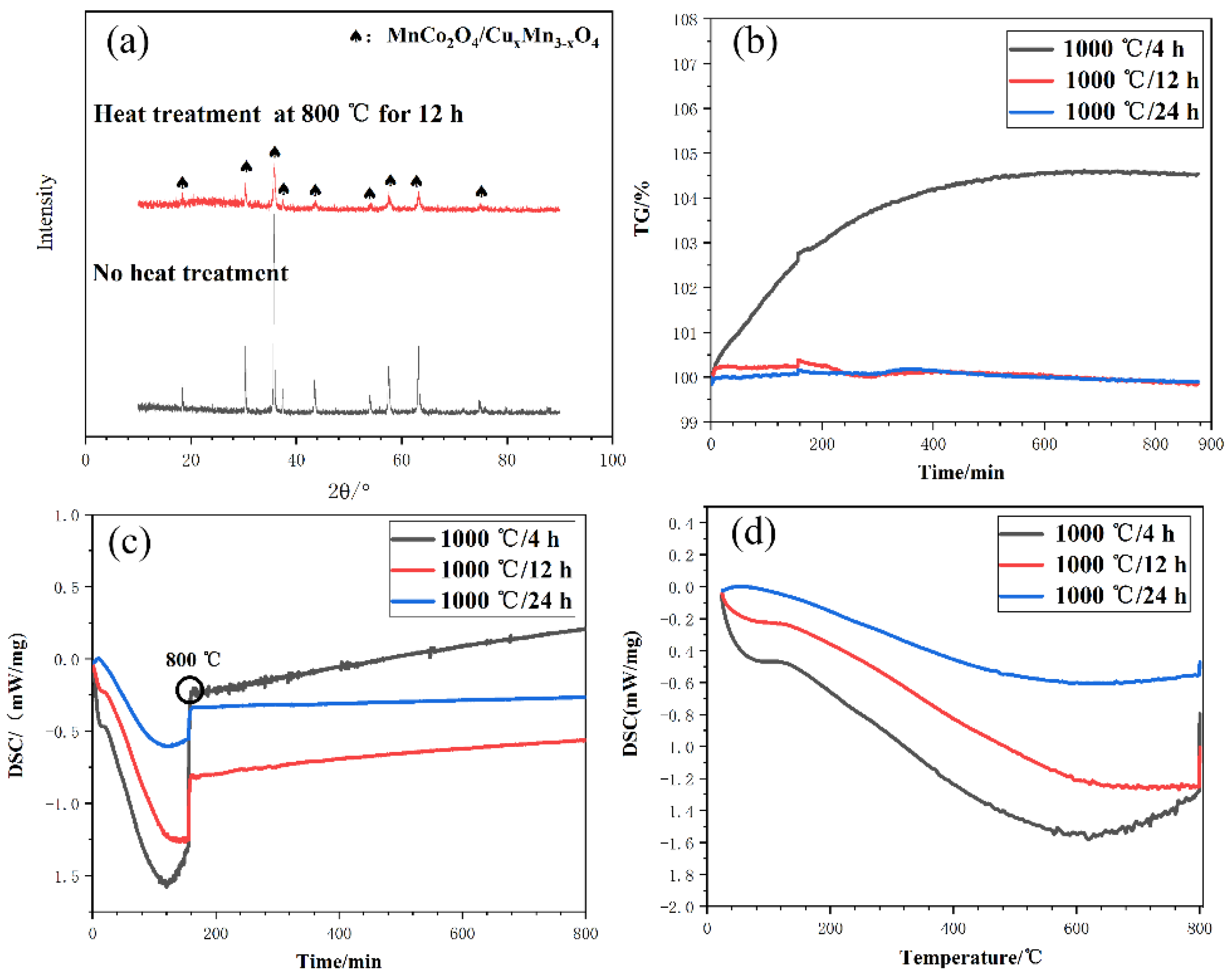
3.3. Sintering Conditions
3.4. Stability of Doped Powders
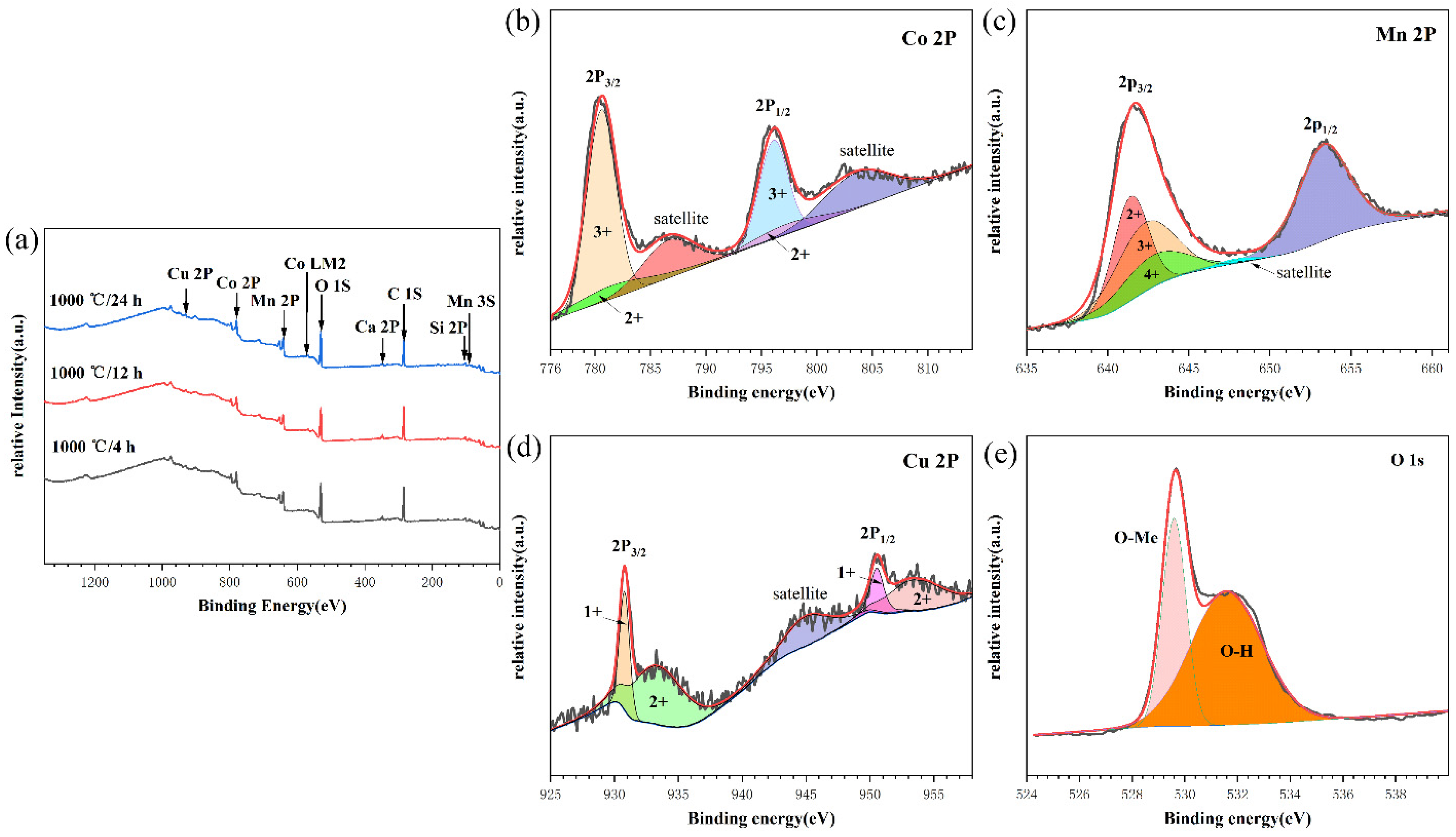
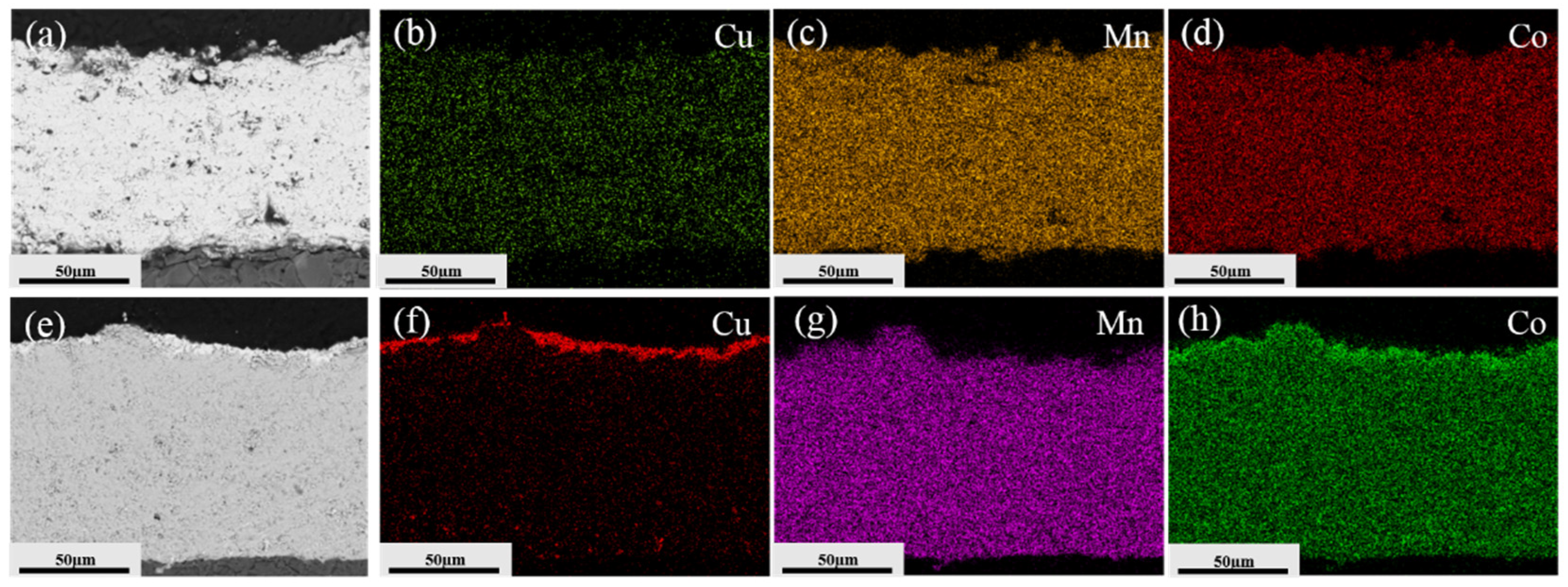
3.5. Elemental Composition
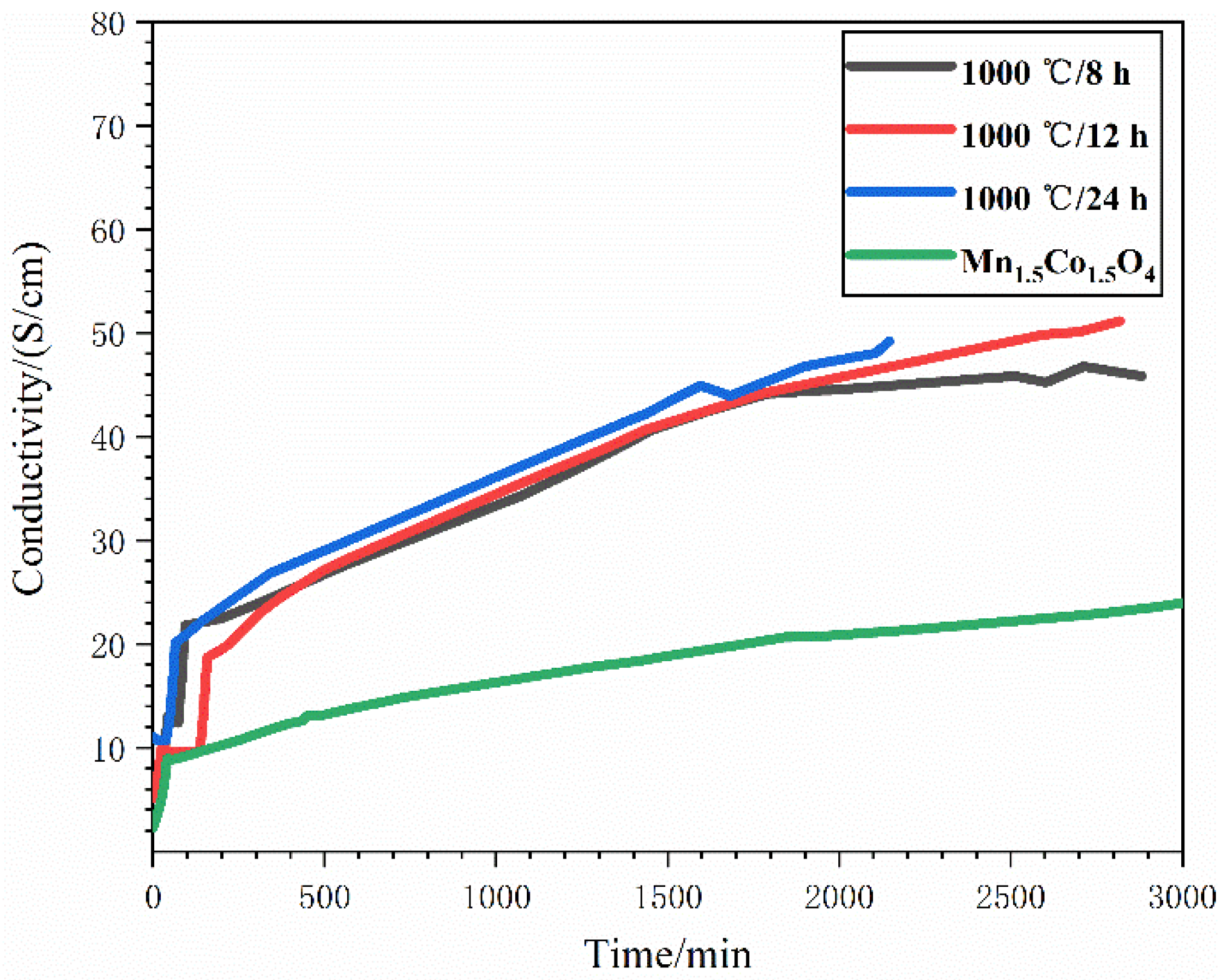
3.6. Coatings Conductivity
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shong, W.J.; Liu, C.K.; Chen, C.Y.; Peng, C.C.; Tu, H.J.; Fey, G.T.K.; Lee, R.Y.; Kao, H.M. Effects of lanthanum-based perovskite coatings on the formation of oxide scale for ferritic SOFC interconnect. Mater. Chem. Phys. 2011, 127, 45–50. [Google Scholar] [CrossRef]
- Stanislowski, M.; Froitzheim, J.; Niewolak, L.; Quadakkers, W.J.; Hilpert, K.; Markus, T.; Singheiser, L. Reduction of chromium vaporization from SOFC interconnectors by highly effective coatings. J. Power Sources 2007, 164, 578–589. [Google Scholar] [CrossRef]
- Zou, J.; Song, C.; Wen, K.; Liu, T.; Deng, C.; Liu, M.; Yang, C. The Microstructure and Conductivity Evolution of Plasma-Sprayed (Mn, Co)3O4 Spinel Coatings during Conductivity Measurements at Elevated Temperature. Coatings 2021, 11, 533. [Google Scholar] [CrossRef]
- Grünwald, N.; Sohn, Y.J.; Yin, X.; Menzler, N.H.; Guillon, O.; Vaßen, R. Microstructure and phase evolution of atmospheric plasma sprayed Mn-Co-Fe oxide protection layers for solid oxide fuel cells. J. Eur. Ceram. Soc. 2019, 39, 449–460. [Google Scholar] [CrossRef]
- Xin, X.; Zhu, Q.; Liu, Y. Conductive protective coating with heat oxygen-resistance for solid oxide fuel cell (SOFC) alloy interconnect. Surf. Technol. 2019, 48, 22–29. [Google Scholar] [CrossRef]
- Jiang, S.P. Development of lanthanum strontium cobalt ferrite perovskite electrodes of solid oxide fuel cells-A review. Int. J. Hydrogen Energy. 2019, 44, 7448–7493. [Google Scholar] [CrossRef]
- Tan, K.H.; Rahman, H.A.; Taib, H. Coating layer and influence of transition metal for ferritic stainless steel interconnector solid oxide fuel cell: A review. Int. J. Hydrogen Energy 2019, 44, 30591–30605. [Google Scholar] [CrossRef]
- Mah, J.C.W.; Muchtar, A.; Somalu, M.R.; Ghazali, M.J. Metallic interconnects for solid oxide fuel cell: A review on protective coating and deposition techniques. Int. J. Hydrogen Energy 2017, 42, 9219–9229. [Google Scholar] [CrossRef]
- Waluyo, N.S.; Park, S.S.; Song, R.H.; Lee, S.-B.; Lim, T.-H.; Hong, J.-E.; Ryu, K.H.; Bin Im, W.; Lee, J.-W. Protective coating based on manganese–copper oxide for solid oxide fuel cell interconnects: Plasma spray coating and performance evaluation. Ceram. Int. 2018, 44, 11576–11581. [Google Scholar] [CrossRef]
- Talic, B.; Hendriksen, P.V.; Wiik, K.; Lein, H.L. Thermal expansion and electrical conductivity of Fe and Cu doped MnCo2O4 spinel. Solid State Ion. 2018, 326, 90–99. [Google Scholar] [CrossRef]
- Talic, B.; Hendriksen, P.V.; Wiik, K.; Lein, H.L. Diffusion couple study of the interaction between Cr2O3 and MnCo2O4 doped with Fe and Cu. Solid State Ion. 2019, 332, 16–24. [Google Scholar] [CrossRef]
- Puranen, J.; Pihlatie, M.; Lagerbom, J.; Bolelli, G.; Laakso, J.; Hyvärinen, L.; Kylmälahti, M.; Himanen, O.; Kiviaho, J.; Lusvarghi, L.; et al. Post-mortem evaluation of oxidized atmospheric plasma sprayed Mn–Co–Fe oxide spinel coatings on SOFC interconnectors. Int. J. Hydrogen Energy 2014, 39, 17284–17294. [Google Scholar] [CrossRef]
- Liu, Y.; Fergus, J.W.; Wang, K.; Cruz, C.D. Crystal Structure, Chemical Stabilities and Electrical Conductivity of Fe-Doped Manganese Cobalt Spinel Oxides for SOFC Interconnect Coatings. J. Electrochem. Soc. 2013, 160, F1316–F1321. [Google Scholar] [CrossRef]
- Zhu, J.H.; Lewis, M.J.; Du, S.W.; Li, Y. CeO2-doped (Co,Mn)3O4 coatings for protecting solid oxide fuel cell interconnect alloys. Thin Solid Films 2015, 596, 179–184. [Google Scholar] [CrossRef] [Green Version]
- Tseng, H.P.; Yung, T.Y.; Liu, C.K.; Cheng, Y.-N.; Lee, R.-Y. Oxidation characteristics and electrical properties of La- or Ce-doped MnCo2O4 as protective layer on SUS441 for metallic interconnects in solid oxide fuel cells. Int. J. Hydrogen Energy 2020, 45, 12555–12564. [Google Scholar] [CrossRef]
- Gavrilov, N.V.; Ivanov, V.V.; Kamenetskikh, A.S.; Nikonov, A. Investigations of Mn–Co–O and Mn–Co–Y–O coatings deposited by the magnetron sputtering on ferritic stainless steels. Surf. Coat. Technol. 2011, 206, 1252–1258. [Google Scholar] [CrossRef]
- Brylewski, T.; Kruk, A.; Bobruk, M.; Adamczyk, A.; Partyka, J.; Rutkowski, P. Structure and electrical properties of Cu-doped Mn-Co-O spinel prepared via soft chemistry and its application in intermediate-temperature solid oxide fuel cell interconnects. J. Power Sources 2016, 333, 145–155. [Google Scholar] [CrossRef]
- Xu, Y.; Wen, Z.; Wang, S.; Wen, T. Cu doped Mn–Co spinel protective coating on ferritic stainless steels for SOFC interconnect applications. Solid State Ion. 2011, 192, 561–564. [Google Scholar] [CrossRef]
- Sabato, A.G.; Molin, S.; Javed, H.; Zanchi, E.; Boccaccini, A.R.; Smeacetto, F. In-situ Cu-doped MnCo-spinel coatings for solid oxide cell interconnects processed by electrophoretic deposition. Ceram. Int. 2019, 45, 19148–19157. [Google Scholar] [CrossRef]
- Wei, P.; Bieringer, M.; Cranswick, L.M.D.; Petric, A. In situ high-temperature X-ray and neutron diffraction of Cu–Mn oxide phases. J. Mater. Sci. 2010, 45, 1056–1064. [Google Scholar] [CrossRef] [Green Version]
- Masi, A.; Bellusci, M.; McPhail, S.J.; Padella, F.; Reale, P.; Hong, J.-E.; Steinberger-Wilckens, R.; Carlini, M. Cu-Mn-Co oxides as protective materials in SOFC technology: The effect of chemical composition on mechanochemical synthesis, sintering behaviour, thermal expansion and electrical conductivity. J. Eur. Ceram. Soc. 2017, 37, 661–669. [Google Scholar] [CrossRef]
- Waskowska, A.; Gerward, L.; Olsen, J.S.; Steenstrup, S.; Talik, E. CuMn2O4: Properties and the high-pressure induced Jahn-Teller phase transition. J. Phys. Condens. Matter 2001, 13, 2549–2562. [Google Scholar] [CrossRef]
- Hu, Y.Z.; Su, Y.T.; Li, C.X.; Li, C.-J.; Yang, G.-J. Dense Mn1.5Co1.5O4 coatings with excellent long-term stability and electrical performance under the SOFC cathode environment. Appl. Surf. Sci. 2020, 499, 143726. [Google Scholar] [CrossRef]
- Fan, L.Q.; Huang, J.L.; Wang, Y.L.; Geng, C.-L.; Sun, S.-J.; Huang, Y.-F.; Lin, J.-M.; Wu, J.-H. TiO2 nanotubes supported ultrafine MnCo2O4 nanoparticles as a superior-performance anode for lithium-ion capacitors. Int. J. Hydrogen Energy 2021, 46, 35330–35341. [Google Scholar] [CrossRef]
- Li, J.; Xiong, S.; Li, X.; Qian, Y. A facile route to synthesize multiporous MnCo2O4 and CoMn2O4 spinel quasi-hollow spheres with improved lithium storage properties. Nanoscale 2013, 5, 2045–2054. [Google Scholar] [CrossRef]
- Umezawa, Y.; Reilley, C.N. Effect of argon ion bombardment on metal complexes and oxides studied by x-ray photoelectron spectroscopy. Anal. Chem. 1978, 50, 1290–1295. [Google Scholar] [CrossRef]
- Vepřek, S.; Cocke, D.L.; Kehl, S.; Oswald, H.R. Mechanism of the deactivation of Hopcalite catalysts studied by XPS, ISS, and other techniques. J. Catal. 1986, 100, 250–263. [Google Scholar] [CrossRef]
- Liu, Y.; Song, Z.; Wang, W.; Wang, Z.; Zhang, Y.; Liu, C.; Wang, Y.; Li, A.; Xu, B.; Qi, F. A CuMn2O4/g-C3N4 catalytic ozonation membrane reactor used for water purification: Membrane fabrication and performance evaluation. Sep. Purif. Technol. 2021, 265, 118268. [Google Scholar] [CrossRef]
- Fang, R.; Liu, F.; Liu, J.; Li, Y. Experimental and theoretical insights into the reaction mechanism of spinel CuMn2O4 with CO in chemical-looping combustion. Appl. Surf. Sci. 2021, 561, 150065. [Google Scholar] [CrossRef]
- Thaheem, I.; Joh, D.W.; Noh, T.; Lee, K.T. Highly conductive and stable Mn1.35Co1.35Cu0.2Y0.1O4 spinel protective coating on commercial ferritic stainless steels for intermediate-temperature solid oxide fuel cell interconnect applications. Int. J. Hydrogen Energy 2019, 44, 4293–4303. [Google Scholar] [CrossRef]
- Bobruk, M.; Durczak, K.; Dąbek, J.; Dąbek, J.; Brylewski, T. Structure and Electrical Properties of Mn-Cu-O Spinels. J. Mater. Eng. Perform. 2017, 26, 1598–1604. [Google Scholar] [CrossRef] [Green Version]
- Joshi, S.; Petric, A. Nickel substituted CuMn2O4 spinel coatings for solid oxide fuel cell interconnects. Int. J. Hydrogen Energy 2017, 42, 5584–5589. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mass Percentage (wt%) | δ = 0.1 | δ = 0.2 | δ = 0.3 |
|---|---|---|---|
| Cu Powder | 2.7 | 5.4 | 8.0 |
| Mn1.5Co1.5O4 Power | 97.3 | 94.6 | 92.0 |
| Gas Flow (NL/min) | Current (A) | Gun Speed (mm/s) | Powder Feeding Rate (g/min) | Spray Distance (mm) | |
|---|---|---|---|---|---|
| Ar/72 | H2/8 | 620 | 800 | 15 | 110 |
| Element State | Areal Fraction (%) | |||
|---|---|---|---|---|
| 1000 °C/4 h | 1000 °C/8 h | 1000 °C/12 h | 1000 °C/24 h | |
| Mn2+ | 32.3 | 46.2 | 36.7 | 34.2 |
| Mn3+ | 31.7 | 33.2 | 41.3 | 33.6 |
| Mn4+ | 36.0 | 20.6 | 22.0 | 32.2 |
| Co2+ | 23.6 | 20.9 | 17.7 | 26.3 |
| Co3+ | 76.4 | 79.1 | 82.3 | 73.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, Z.; Wen, K.; Song, C.; Liu, T.; Dong, Y.; Liu, M.; Deng, C.; Deng, C.; Yang, C. Highly Conductive Mn-Co Spinel Powder Prepared by Cu-Doping Used for Interconnect Protection of SOFC. Coatings 2021, 11, 1298. https://doi.org/10.3390/coatings11111298
Jiang Z, Wen K, Song C, Liu T, Dong Y, Liu M, Deng C, Deng C, Yang C. Highly Conductive Mn-Co Spinel Powder Prepared by Cu-Doping Used for Interconnect Protection of SOFC. Coatings. 2021; 11(11):1298. https://doi.org/10.3390/coatings11111298
Chicago/Turabian StyleJiang, Zhou, Kui Wen, Chen Song, Taikai Liu, Yong Dong, Min Liu, Changguang Deng, Chunming Deng, and Chenghao Yang. 2021. "Highly Conductive Mn-Co Spinel Powder Prepared by Cu-Doping Used for Interconnect Protection of SOFC" Coatings 11, no. 11: 1298. https://doi.org/10.3390/coatings11111298