
Characteristics and Surface Serviceability for Cryogenic Milling Mg-1.6Ca-2.0Zn Medical Magnesium Alloy

Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Test Materials
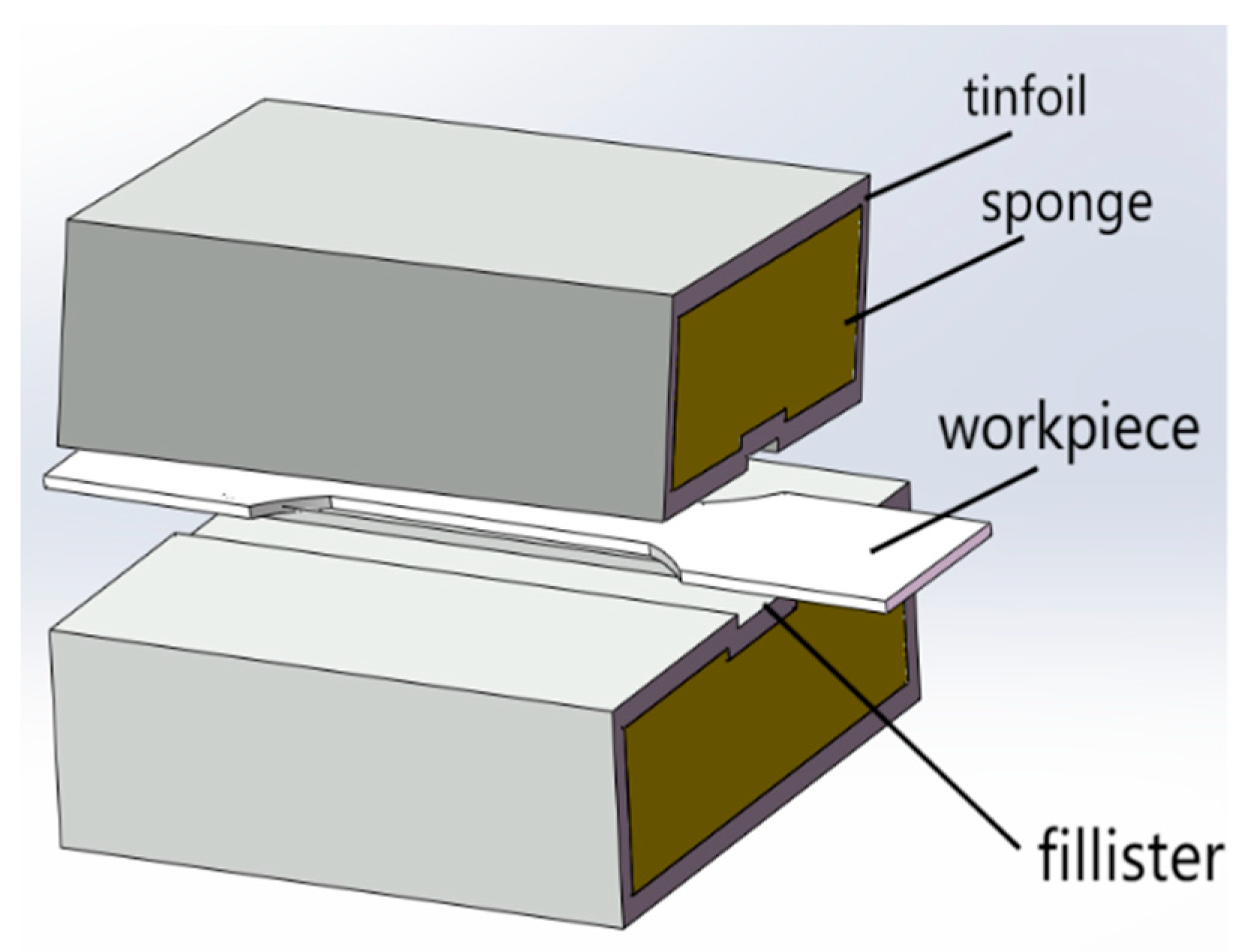
2.2. Magnesium Alloy Cutting
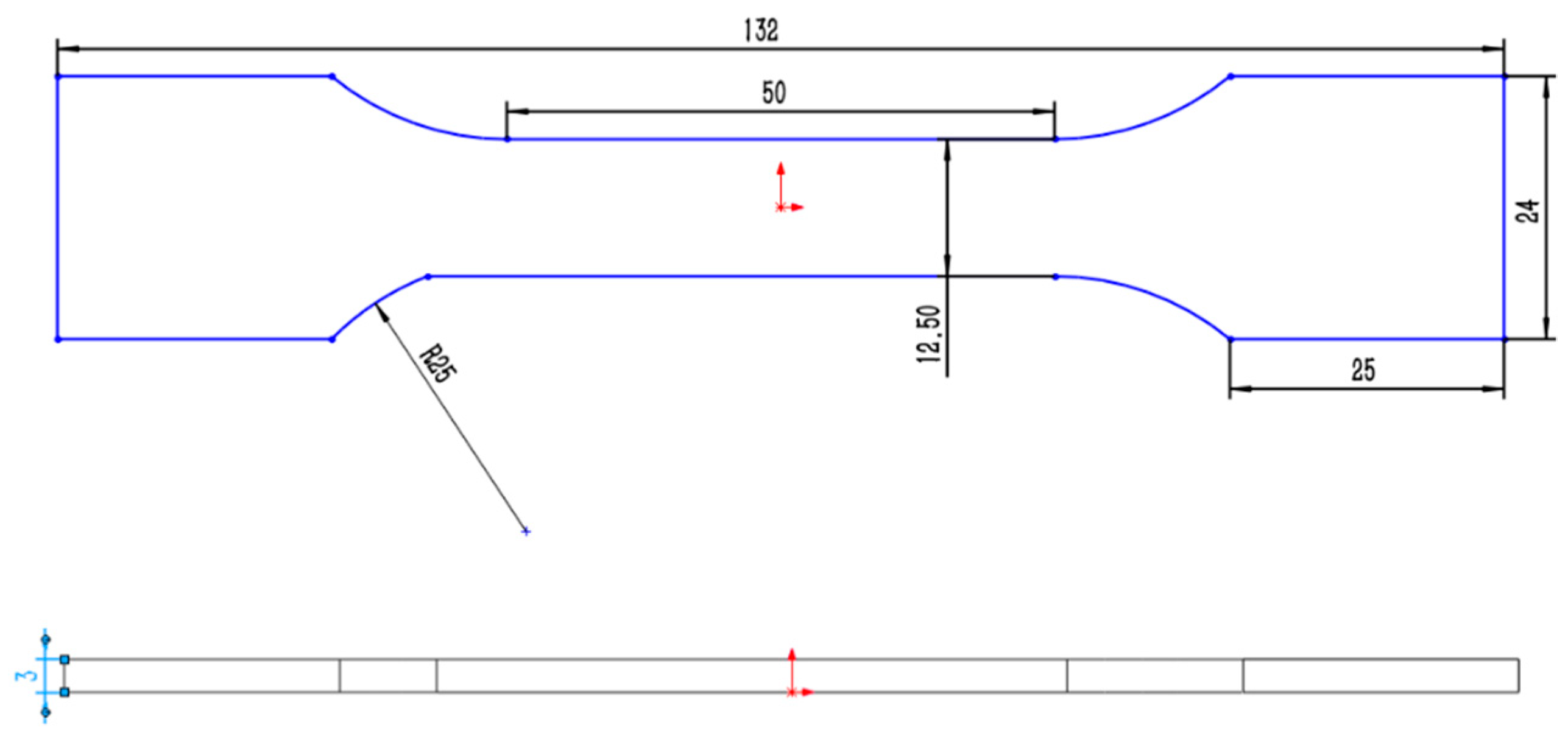
2.3. Magnesium Alloy Tensile Test
2.4. Service Performance Test of Magnesium Alloy
2.4.1. Friction and Wear Test of Magnesium Alloy
2.4.2. Magnesium Alloy Corrosion Test
3. Results
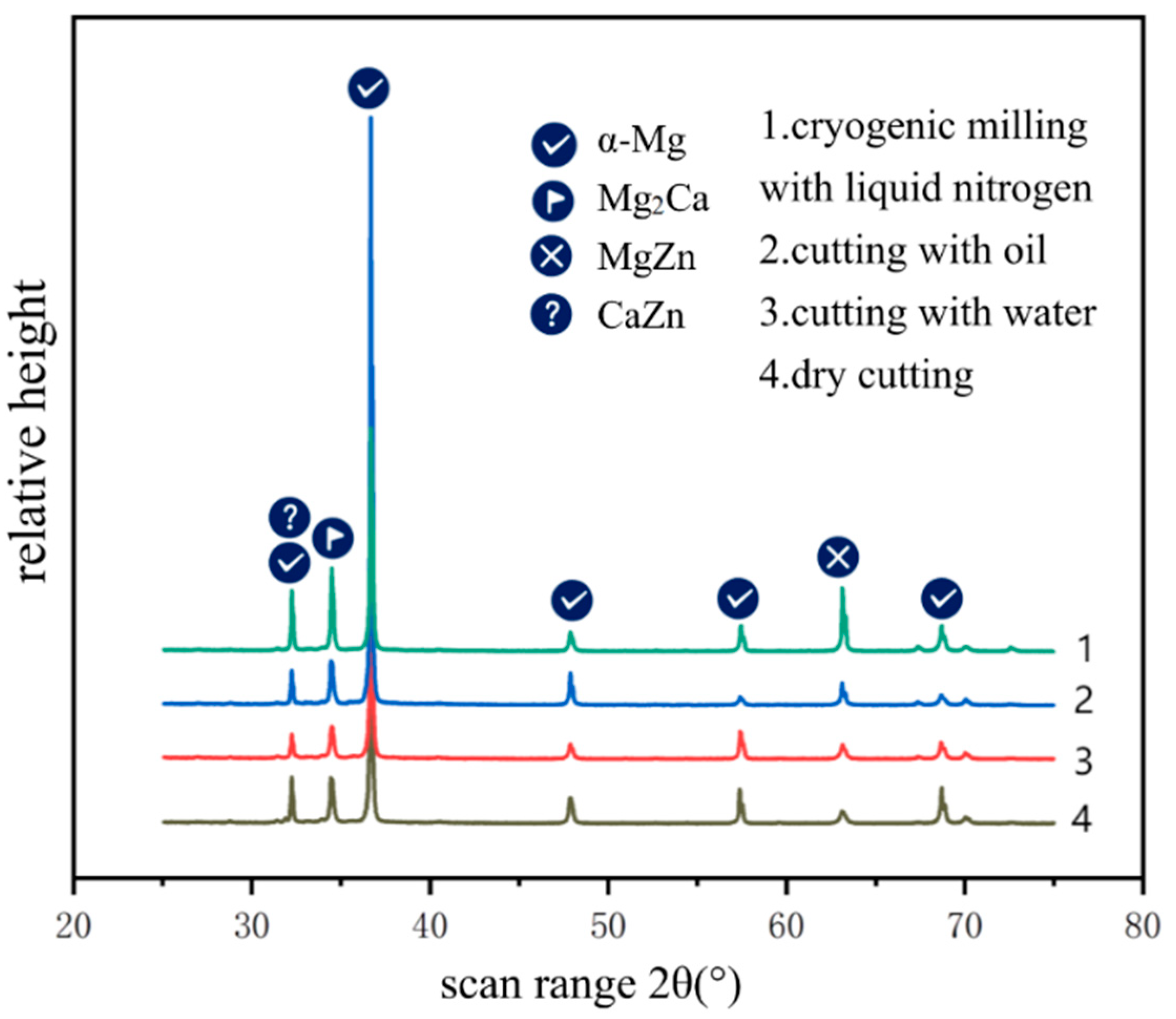
3.1. Analysis of Phase Composition of Milled Surface
3.2. Analysis of Tensile Test Results
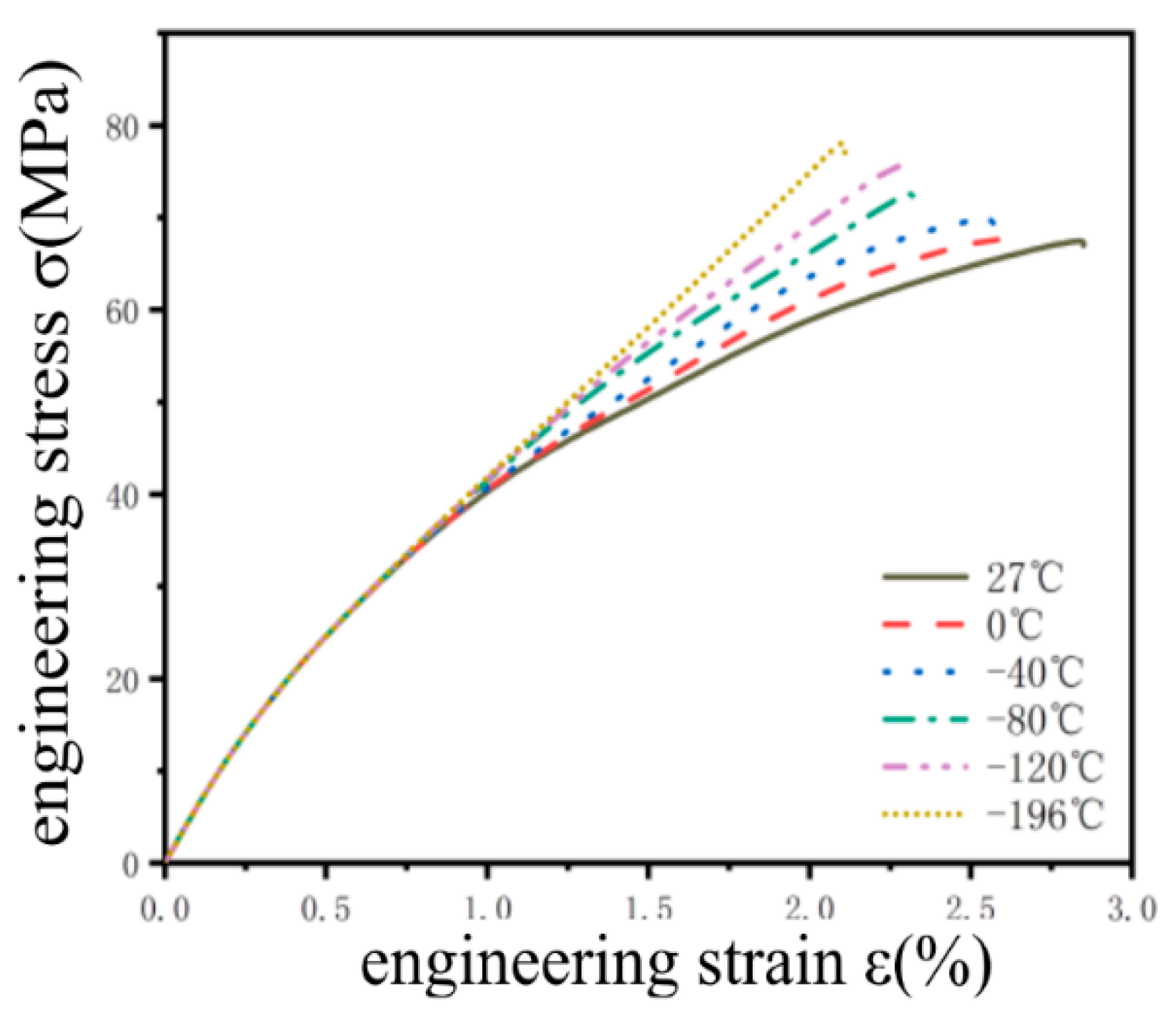
3.2.1. Elongation and Tensile Strength
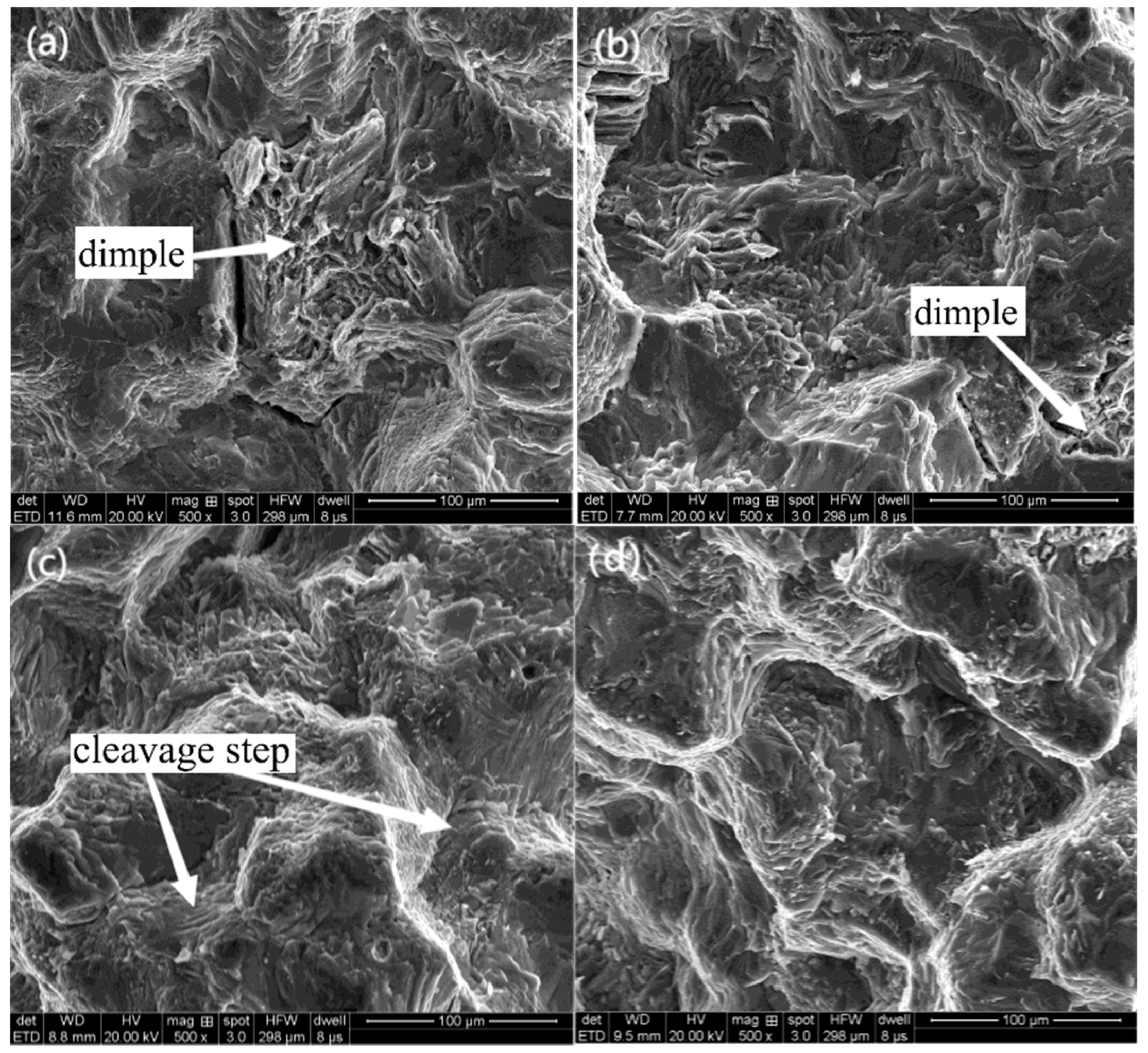
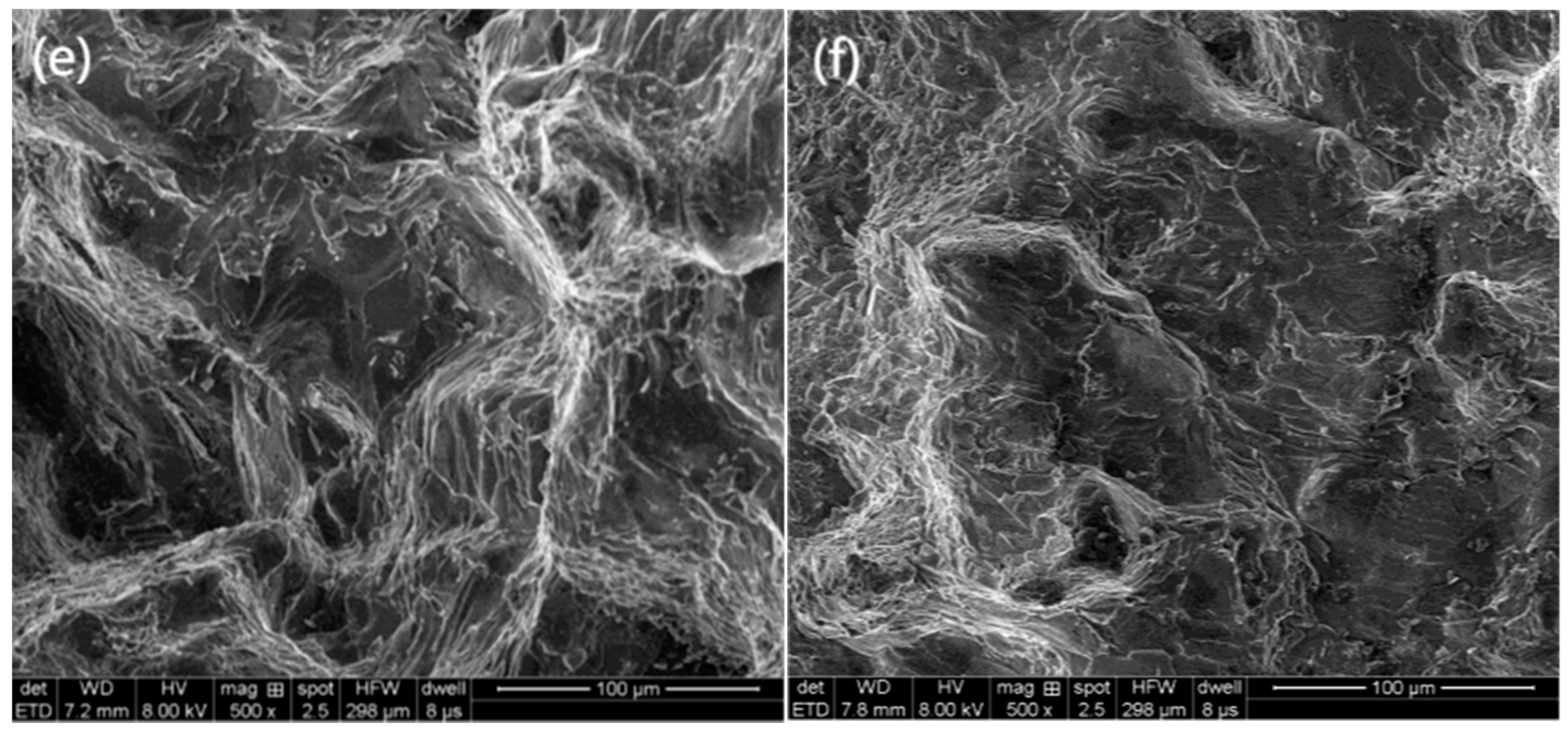
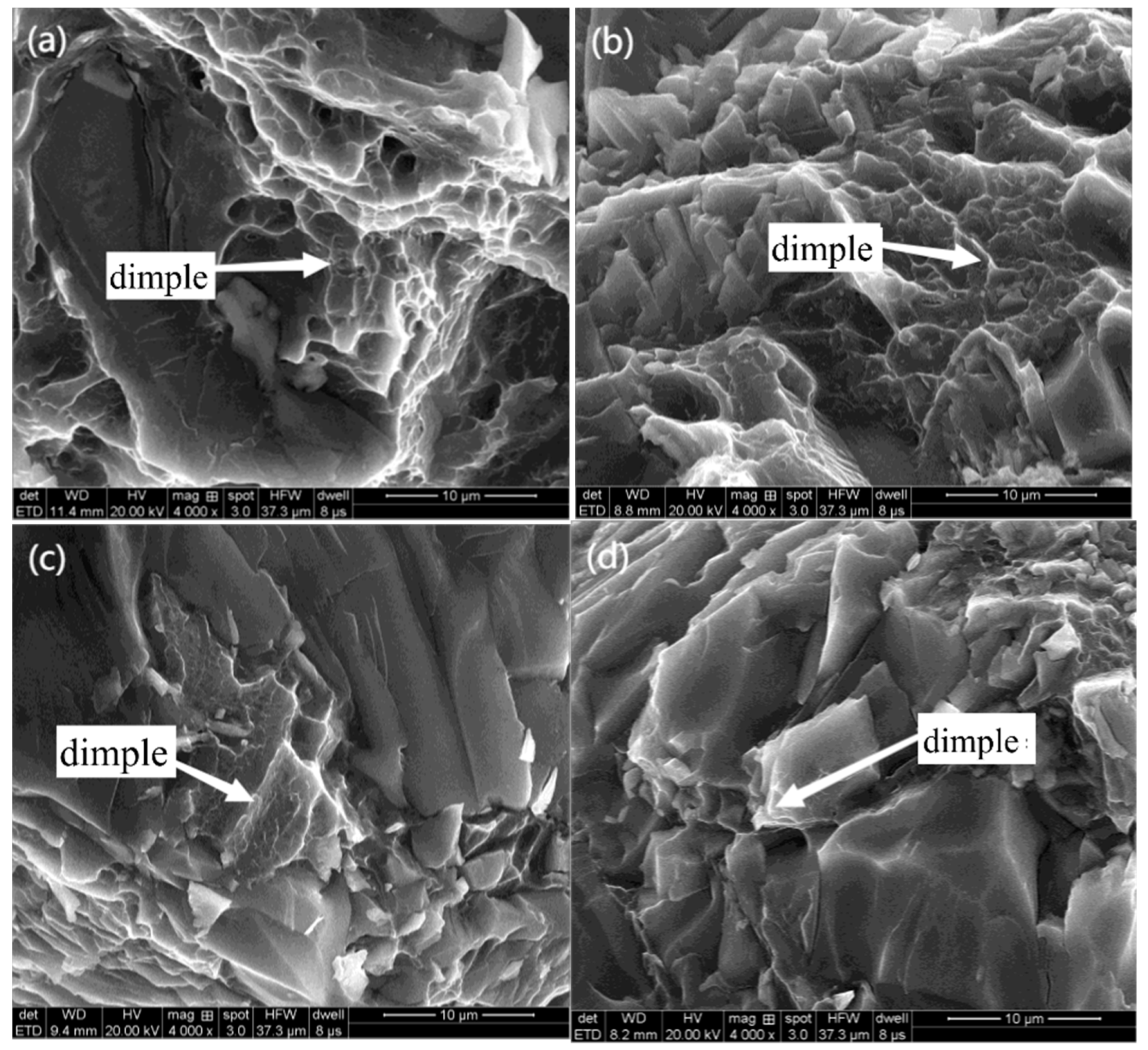
3.2.2. Tensile Fracture Morphology
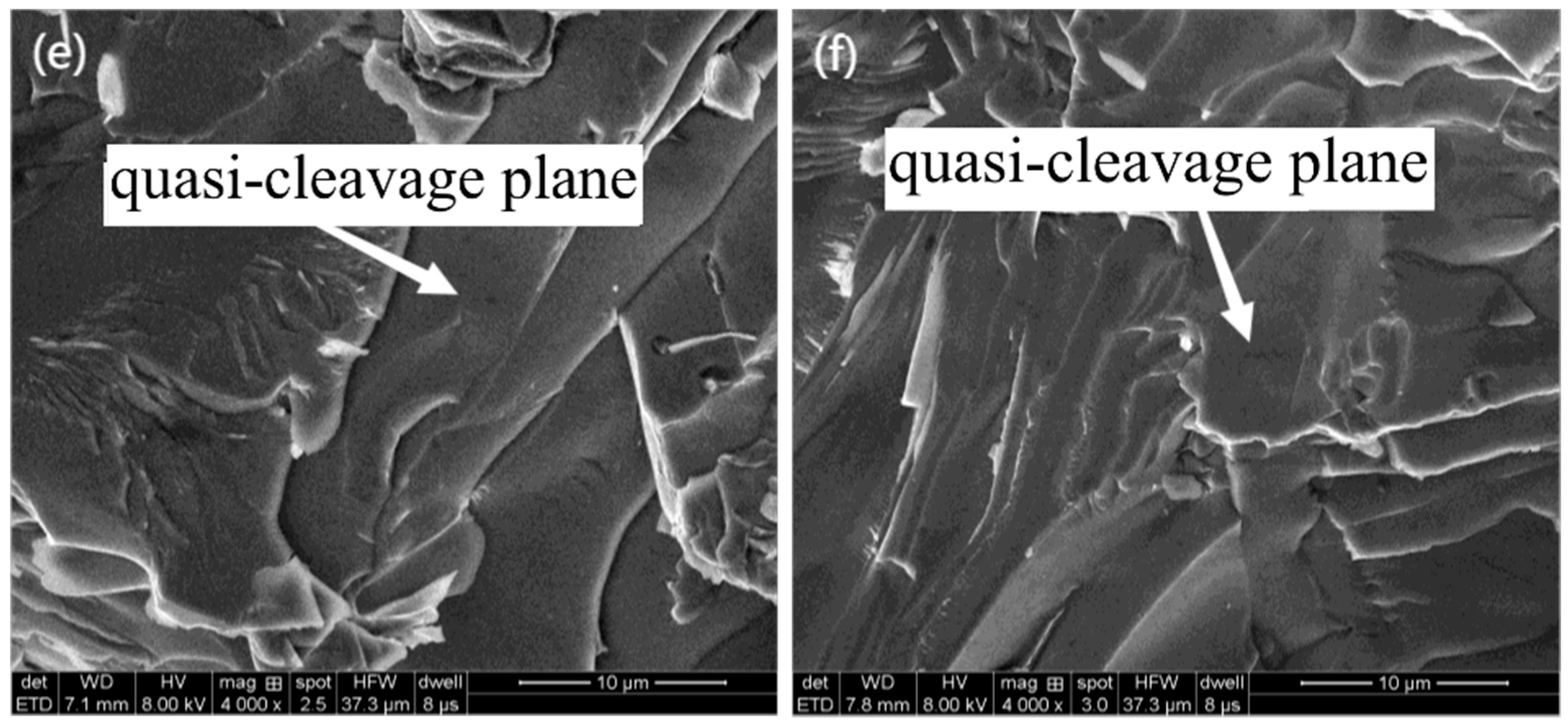
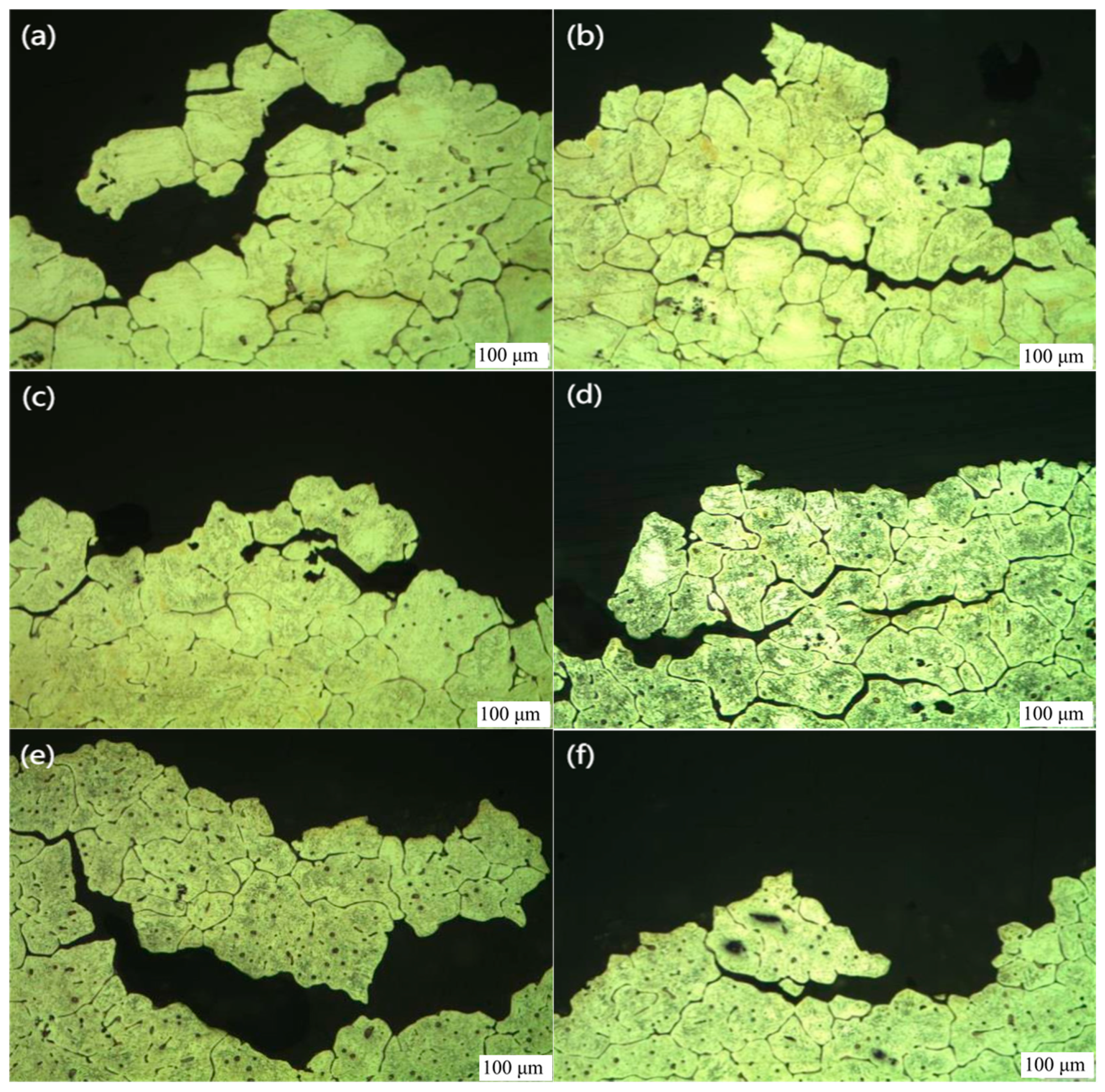
3.2.3. Metallographic Analysis of Tensile Section
3.3. Service Performance of Milling Surface
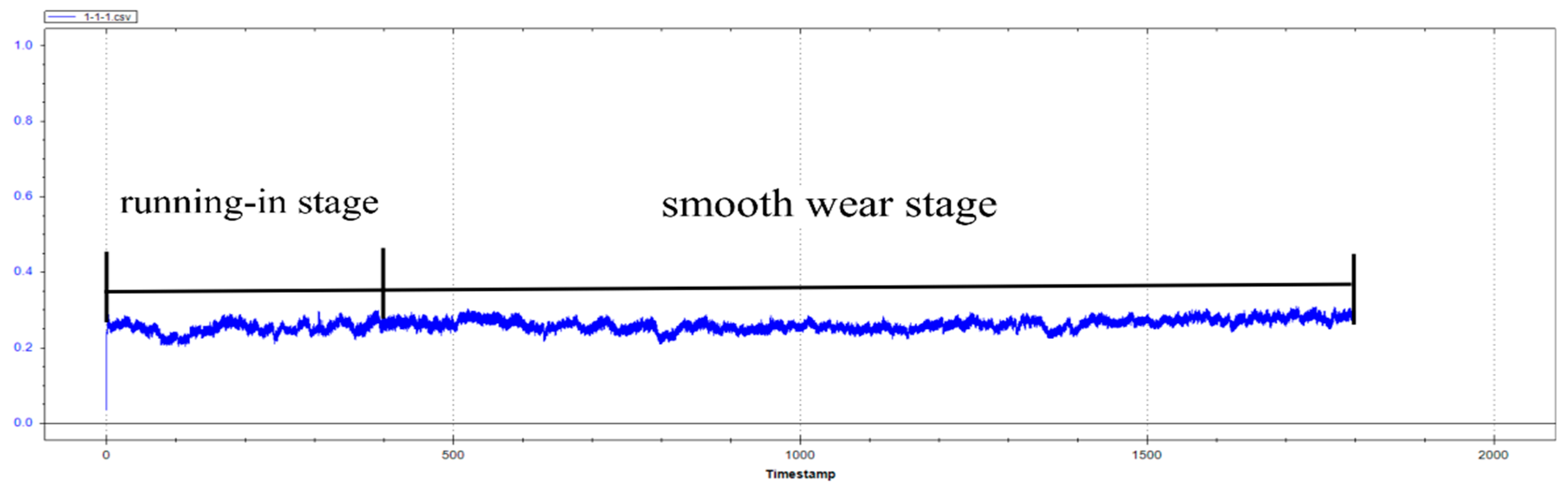
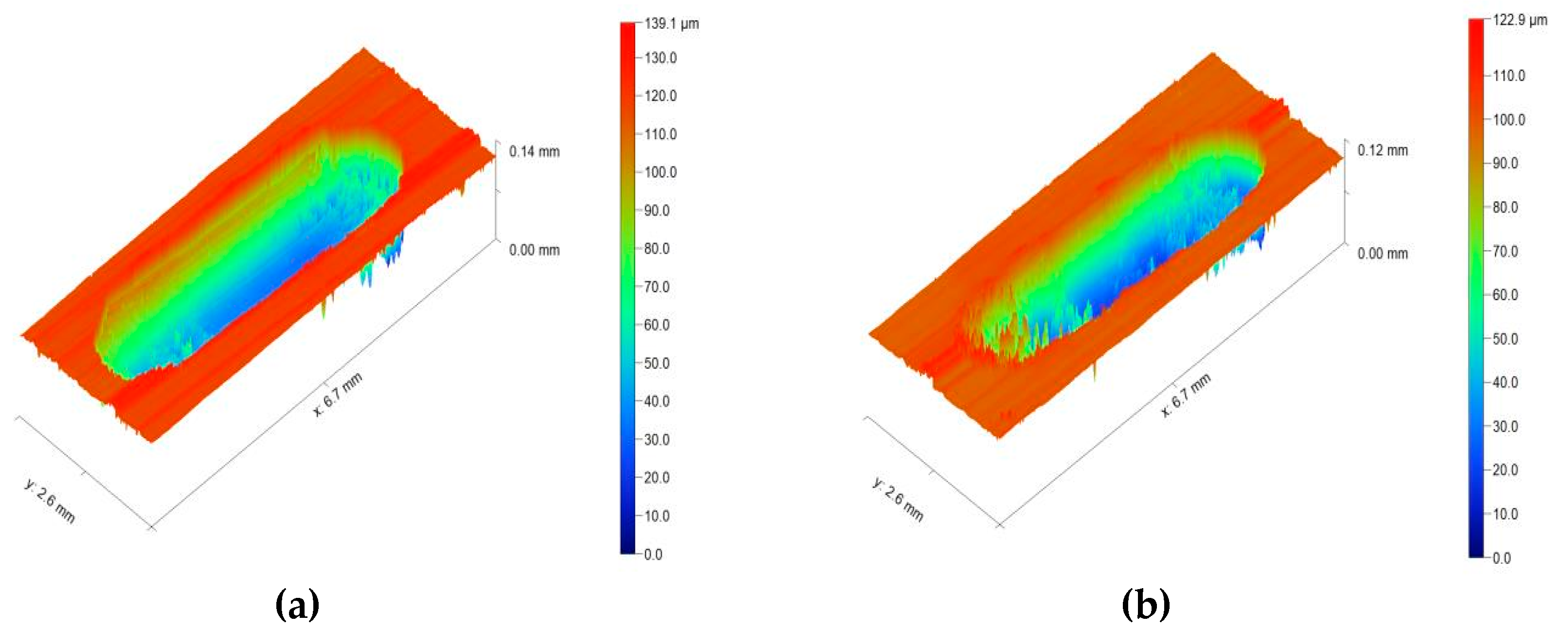
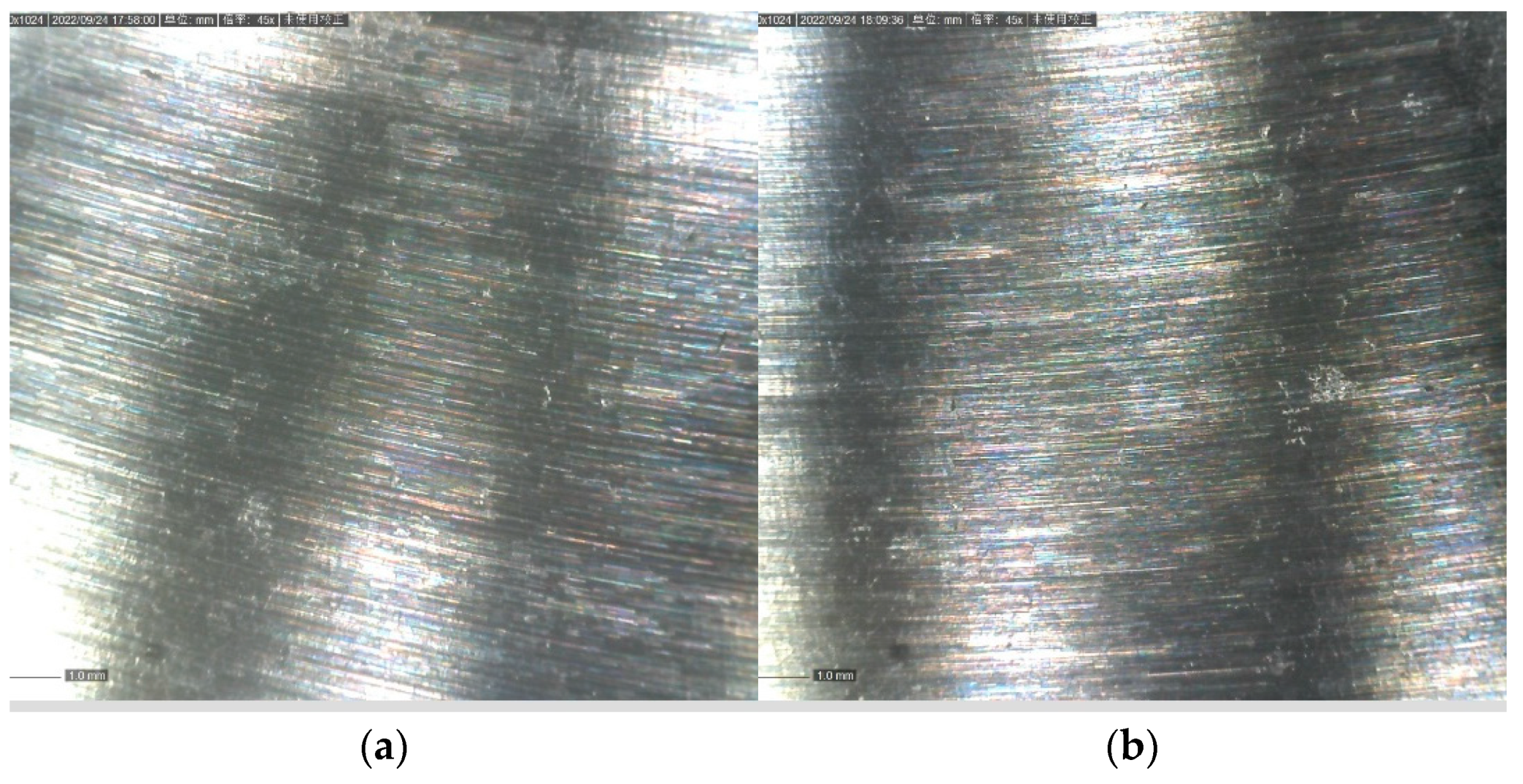
3.3.1. Wear Resistance Characteristics
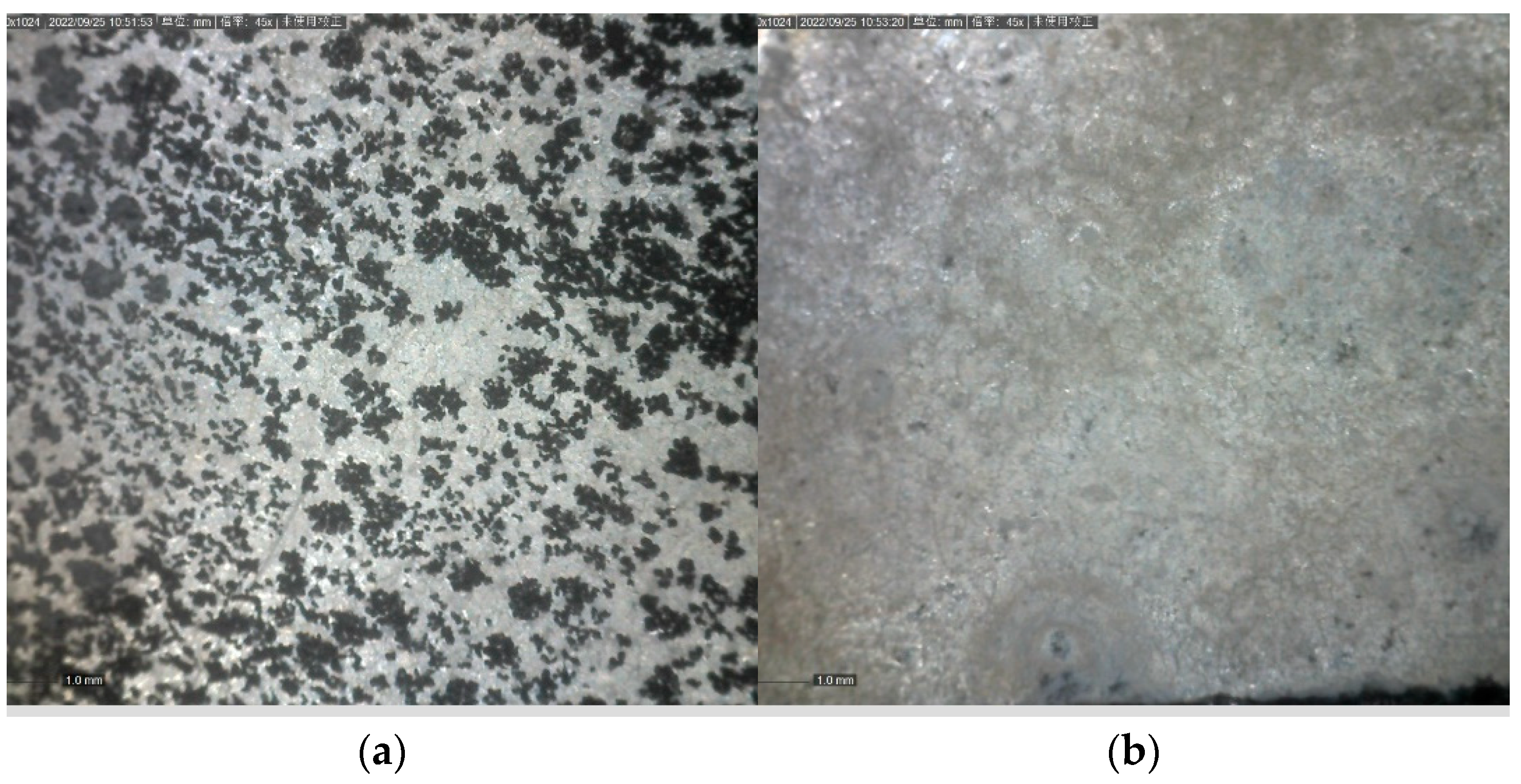
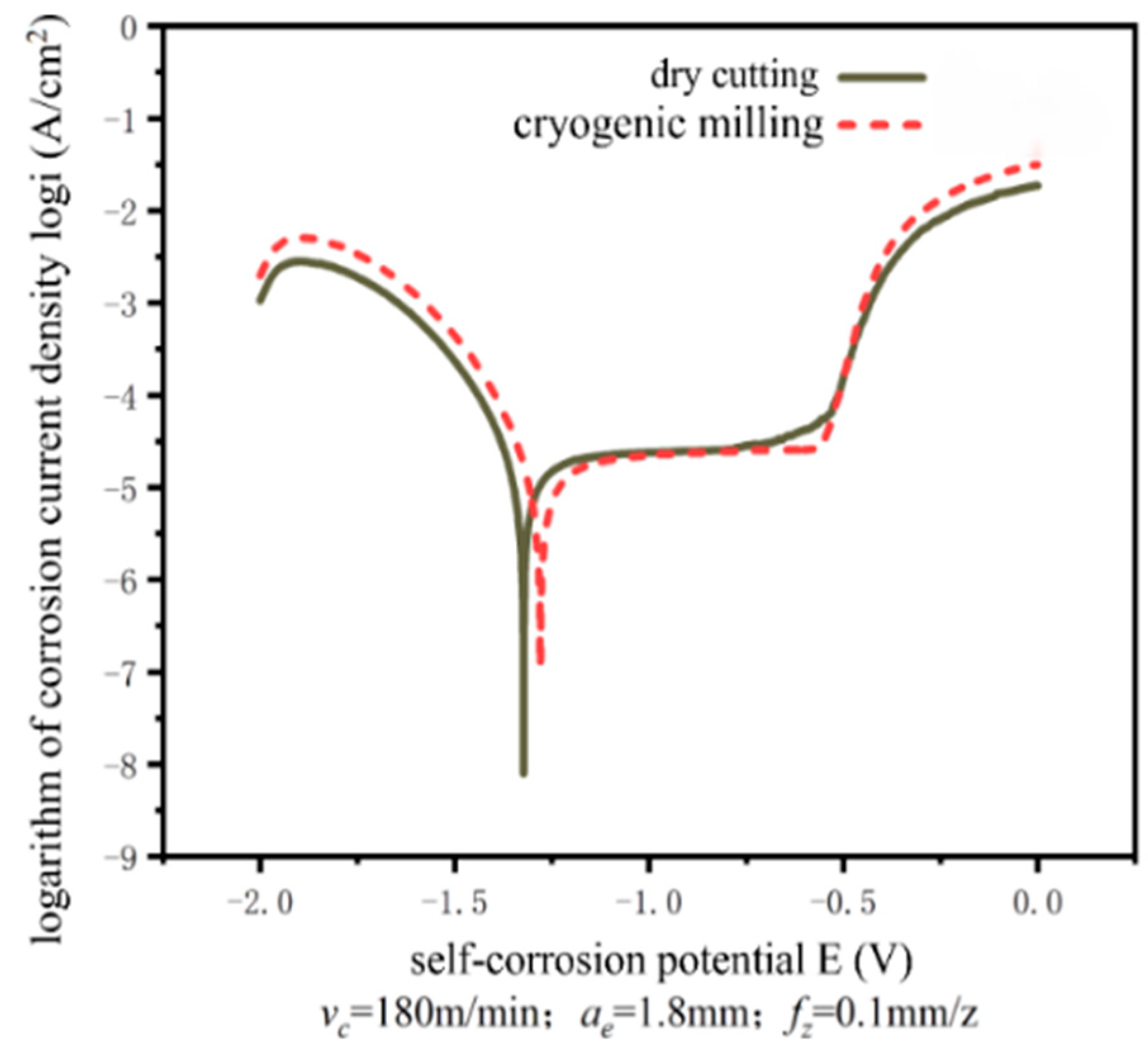
3.3.2. Corrosion Resistance
4. Conclusions
- Under different cooling conditions, XRD analysis found that the solubility of Ca and Zn in the Mg matrix decreased due to the low-temperature environment caused by liquid nitrogen injection in the cutting area, which promoted the formation of more second phases on the machined surface. When enough second phases were formed, the corrosion propagation rate of the Mg matrix phase decreased significantly, and the corrosion products also inhibited the continuous corrosion of matrix phase crystals, thus improving the corrosion resistance of the alloy.
- With the decrease in material temperature, the tensile strength of magnesium alloy increases by 10.68 MPa, and the elongation decreases to 2.11%. The internal tensile fracture mode of the material is a quasi-cleavage fracture, and the surface of the material is an intergranular fracture. With the decrease in temperature, the brittleness will be further enhanced, which will promote the surface quality.
- Through the friction and wear test, it is found that in the environment of liquid nitrogen cooling, because liquid nitrogen plays a role in lubrication and cooling, the dislocation slip of crystals becomes difficult, resulting in the high hardness of the cryogenic milling surface. Compared with the dry milled surface, the average friction coefficient is about 7.4% lower, and the wear amount is about 10% lower. Through the electrochemical corrosion test, it is found that the surface roughness of cryogenic milling is low, the oxide film formed is relatively dense and uniform, and the refinement degree of the surface crystal after cutting is better than that of dry cutting, so the corrosion resistance of the cryogenic milling surface is better.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Guo, Y.; Su, Y.; Jia, S.; Sun, G.; Gu, R.; Zhu, D.; Lian, J. Hydroxyapatite/titania composite coatings on biodegradable magnesium alloy for enhanced corrosion resistance, cytocompatibility and antibacterial properties. J. Electrochem. Soc. 2018, 165, C962. [Google Scholar] [CrossRef]
- Shi, Y.L.; Wang, X.; Liu, Y.P. Research progress of magnesium based alloy biomaterials. Chin. J. Conserv. Dent. 2017, 27, 669–672. (In Chinese) [Google Scholar]
- Brandão-Neto, J.; Stefan, V.; Mendonça, B.B.; Bloise, W.; Castro, A.V.B. The essential role of zinc in growth. Nutr. Res. 1995, 15, 335–358. [Google Scholar] [CrossRef]
- Jang, Y.; Tan, Z.; Jurey, C.; Xu, Z.; Dong, Z.; Collins, B.; Sankar, J. Understanding corrosion behavior of Mg–Zn–Ca alloys from subcutaneous mouse model: Effect of Zn element concentration and plasma electrolytic oxidation. Mater. Sci. Eng. C 2015, 48, 28–40. [Google Scholar] [CrossRef] [PubMed]
- Agarwal, S.; Curtin, J.; Duffy, B.; Jaiswal, S. Biodegradable magnesium alloys for orthopaedic applications: A review on corrosion, biocompatibility and surface modifications. Mater. Sci. Eng. C 2016, 68, 948–963. [Google Scholar] [CrossRef] [Green Version]
- Song, Y.; Han, E.H.; Shan, D.; Yim, C.D.; You, B.S. The effect of Zn concentration on the corrosion behavior of Mg–xZn alloys. Corros. Sci. 2012, 65, 322–330. [Google Scholar] [CrossRef]
- Wang, C.; Cui, Y.J.; Liu, H.Y. Research Progress on the Alloying of Biodegradable Magnesium Alloys. Mater. Rep. 2015, 6, 55–60. (In Chinese) [Google Scholar]
- Zhu, T.; Yu, Y.; Shen, Y.; Xiong, Y. Wear behavior of extruded ZK60 magnesium alloy in simulated body fluid with different pH values. Mater. Chem. Phys. 2021, 262, 124292. [Google Scholar] [CrossRef]
- Jin, S.; Zhang, D.; Lu, X.; Zhang, Y.; Tan, L.; Liu, Y.; Wang, Q. Mechanical properties, biodegradability and cytocompatibility of biodegradable Mg-Zn-Zr-Nd/Y alloys. J. Mater. Sci. Technol. 2020, 47, 190–201. [Google Scholar] [CrossRef]
- Salahshoor, M.; Li, C.; Liu, Z.Y.; Fang, X.Y.; Guo, Y.B. Surface integrity and corrosion performance of biomedical magnesium-calcium alloy processed by hybrid dry cutting-finish burnishing. J. Mech. Behav. Biomed. Mater. 2018, 78, 246–253. [Google Scholar] [CrossRef]
- Desai, S.; Malvade, N.; Pawade, R.; Warhatkar, H. Effect of high speed dry machining on surface integrity and biodegradability of Mg-Ca1. 0 biodegradable alloy. Mater. Today Proc. 2017, 4, 6718–6727. [Google Scholar] [CrossRef]
- Wan, T.; Song, S.; Wang, J. Research progress in corrosion behavior of biomedical magnesium alloys. J. Mater. Eng. 2020, 48, 19–26. (In Chinese) [Google Scholar]
- Sun, X.W.; Dong, L.M.; Li, H. Research on the mechanical property of magnesium-alloy bone plates and titanium-alloy ones during femoral fracture knitting. J. Tianjin Univ. Technol. 2017, 33, 49–54. (In Chinese) [Google Scholar]
- Li, S.; Chen, C.; Yang, F. Application of degradable magnesium metal in orthopaedics. Orthop. Biomech. Mater. Clin. Study 2021, 18, 92–96. (In Chinese) [Google Scholar]
- Xu, G.Q.; Lin, J.B.; Lu, Y.L. Problems and Countermeasures of Magnesium Alloy in Cutting Process. Automob. Technol. Mater. 2011, 3, 32–36. (In Chinese) [Google Scholar]
- Koklu, U.; Çoban, H. Effect of dipped cryogenic approach on thrust force, temperature, tool wear and chip formation in drilling of AZ31 magnesium alloy. J. Mater. Res. Technol. 2020, 9, 2870–2880. [Google Scholar] [CrossRef]
- Wang, H.; Xu, Y.; Liu, J.; Hu, Q.; Wang, X.; Ren, N.; Ren, X. Magnet-assisted laser hole-cutting in magnesium alloys with and without water immersion. J. Manuf. Process. 2021, 61, 539–560. [Google Scholar] [CrossRef]
- Pu, Z. Cryogenic Machining and Burnishing of AZ31B Magnesium Alloy for Enhancing Surface Integrity and Functional Performance; University of Kentucky: Lexington, KY, USA, 2012. [Google Scholar]
- Guo, J.; Ye, B.; Wu, Y.J. Research Status and Development Trend of High Strength and Toughness Die-cast Mg Alloys. Spec.-Cast Non-Ferr. Alloy. 2019, 39, 254–260. (In Chinese) [Google Scholar]
- Ye, B.; He, L.B. Research Progress of High Strength Magnesium Alloy and Its Preparation Process. Hot Work. Technol. 2019, 48, 5–10. (In Chinese) [Google Scholar]
- Duan, P.F.; Qiao, Y.; Wang, X.Y.; Fu, X.L.; Guo, P.Q. Overview of Cryogenic Cutting Machining Technology. Tool Eng. 2019, 53, 8–13. (In Chinese) [Google Scholar] [CrossRef]
- Liu, G.D.; Qiao, Y. Research Progress on Magnesium Alloy and Its Cryogenic Cutting. Tool Eng. 2020, 54, 3–6. (In Chinese) [Google Scholar]
- Zhou, B.; Hou, L.; Tang, R. Cutting Properties Analysis of Titanium Alloy Base on Cryogenic Cooling. Modul. Mach. Tool Autom. Manuf. Tech. 2015, 7, 11–14. (In Chinese) [Google Scholar]
- Aramcharoen, A. Influence of cryogenic cooling on tool wear and chip formation in turning of titanium alloy. Procedia CIRP 2016, 46, 83–86. [Google Scholar] [CrossRef] [Green Version]
- Yan, J.H. Influence of Air Cooling on Surface Quality of Magnesium Alloy Cutting. Tool Eng. 2013, 47, 50–53. (In Chinese) [Google Scholar]
- Desai, S.; Pawade, R.; Warhatkar, H. Influence of manufacturing parameters on performance of biodegradable Mg-Ca1. 0 implant. In Proceedings of the International Conference on Communication and Signal Processing 2016 (ICCASP 2016); Atlantis Press: Dordrecht, The Netherlands, 2016; pp. 252–258. [Google Scholar]
- Zhang, X.; Zhang, K. Research progress on corrosion behavior and mechanism of magnesium alloy. Corros. Sci. Prot. Technol. 2015, 27, 78–84. (In Chinese) [Google Scholar]
- Yin, D.S.; Zhang, E.L.; Zeng, S.Y. Effect of Zn on mechanical property and corrosion property of extruded Mg-Zn-Mn alloy. Trans. Nonferrous Met. Soc. China 2008, 18, 763–768. [Google Scholar] [CrossRef]
- Zhang, E.; Yin, D.; Xu, L.; Yang, L.; Yang, K. Microstructure, mechanical and corrosion properties and biocompatibility of Mg–Zn–Mn alloys for biomedical application. Mater. Sci. Eng. C 2009, 29, 987–993. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, G.; Song, Y.; Qiao, Y. Research on Preparation and Processing Properties of Medical Magnesium Alloy. Procedia CIRP 2020, 89, 122–125. [Google Scholar] [CrossRef]
- Liu, Y.X. Research progress on the effect of alloying on electrochemical corrosion rate of magnesium. Rare Met. Mater. Eng. 2021, 50, 361–372. (In Chinese) [Google Scholar]
- Golrang, M.; Mobasheri, M.; Mirzadeh, H.; Emamy, M. Effect of Zn addition on the microstructure and mechanical properties of Mg-0.5 Ca-0.5 RE magnesium alloy. J. Alloy. Compd. 2020, 815, 152380. [Google Scholar] [CrossRef]
- Zou, Y.; Wu, X.; Tang, S.; Zhu, Q.; Song, H.; Guo, M.; Cao, L. Investigation on microstructure and mechanical properties of Al-Zn-Mg-Cu alloys with various Zn/Mg ratios. J. Mater. Sci. Technol. 2021, 85, 106–117. [Google Scholar] [CrossRef]
- Guo, W. Low-Temperature Mechanical Behavior of Commercial Wrought Magnesium Alloys; Chongqing University: Chongqing, China, 2016. (In Chinese) [Google Scholar]
- Li, M.; Zhang, K.; Li, X.; Li, Y.; Ma, M.; Shi, G.; Liu, J. The research of microstructure and mechanical properties of Mg–7Gd–3Y–1Nd–0.5 Zn–0.5 Zr (wt%) alloy. Mater. Sci. Eng. A 2015, 626, 415–422. [Google Scholar] [CrossRef]
- Shu, W.X.; Hou, L.G.; Zhang, C.; Zhang, F.; Liu, J.C.; Liu, J.T.; Zhang, J.S. Tailored Mg and Cu contents affecting the microstructures and mechanical properties of high-strength Al–Zn–Mg–Cu alloys. Mater. Sci. Eng. A 2016, 657, 269–283. [Google Scholar] [CrossRef]
- Reddy, R.; Groh, S. Atomistic modeling of the effect of calcium on the yield surface of nanopolycrystalline magnesium-based alloys. Comput. Mater. Sci. 2016, 112, 219–229. [Google Scholar] [CrossRef]
- Lin, X.Q. Influence of Second Phase and Defects on the Corrosion Resistance of Magnesium-Manganese-Calcium Alloy; Jilin University: Changchun, China, 2015. (In Chinese) [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Element Concentration | Intensity Correction | Weight Percentage | Atomic Percentage |
|---|---|---|---|---|
| Mg | 47.37 | 1.3069 | 96.24 | 98.19 |
| Ca | 0.56 | 0.9379 | 1.61 | 1.00 |
| Zn | 0.65 | 0.8203 | 2.15 | 0.81 |
| Parameter | Maximum | X-Axis Stroke | Y-Axis Stroke | Z-Axis Stroke | Taper of Spindle End Hole |
|---|---|---|---|---|---|
| Parameter | 6000 | 1100 | 600 | 630 | BT50 |
| Product Model | Material Quality | Coating | Hardness | Blade Diameter | Blade Length | Overall Length | Tooth Numbers |
|---|---|---|---|---|---|---|---|
| GM-2E | Tungsten steel | TIAIN | HRC50° | 20 | 45 | 100 | 2 |
| Component | Na+ | K+ | Mg2+ | Ca2+ | Cl− | HCO3− | HPO32− | SO42− |
|---|---|---|---|---|---|---|---|---|
| SBF solution | 142.0 | 5.0 | 1.5 | 2.5 | 103.0 | 10.0 | 1.0 | 0.5 |
| Plasma | 142.0 | 5.0 | 1.5 | 2.5 | 103.0 | 27.0 | 1.0 | 0.5 |
| Temperature | 27 °C | 0 °C | −40 °C | −80 °C | −120 °C | −196 °C |
|---|---|---|---|---|---|---|
| Tensile strength (MPa) | 68.21 | 69.1 | 70.7 | 73.4 | 76.38 | 78.89 |
| Elongation (%) | 2.8 | 2.65 | 2.57 | 2.32 | 2.28 | 2.11 |
| Cutting Way | Average Friction Coefficient | Wear Volume |
|---|---|---|
| Dry cutting | 0.2815 | 1.54175 |
| Cryogenic milling | 0.2607 | 1.38562 |
| Cutting Way | Self-Corrosion Potential E (V) | Corrosion Current Density I (A/cm2) |
|---|---|---|
| Dry cutting | −1.323 | 1.3 × 10−5 |
| Cryogenic milling | −1.28 | 1.042 × 10−5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, X.; Liu, G.; Sang, S.; Lin, Q.; Qiao, Y. Characteristics and Surface Serviceability for Cryogenic Milling Mg-1.6Ca-2.0Zn Medical Magnesium Alloy. J. Funct. Biomater. 2022, 13, 179. https://doi.org/10.3390/jfb13040179
Guo X, Liu G, Sang S, Lin Q, Qiao Y. Characteristics and Surface Serviceability for Cryogenic Milling Mg-1.6Ca-2.0Zn Medical Magnesium Alloy. Journal of Functional Biomaterials. 2022; 13(4):179. https://doi.org/10.3390/jfb13040179
Chicago/Turabian StyleGuo, Xuan, Guodong Liu, Shunheng Sang, Qichao Lin, and Yang Qiao. 2022. "Characteristics and Surface Serviceability for Cryogenic Milling Mg-1.6Ca-2.0Zn Medical Magnesium Alloy" Journal of Functional Biomaterials 13, no. 4: 179. https://doi.org/10.3390/jfb13040179