
New Prospects of Waste Involvement in Marine Fuel Oil: Evolution of Composition and Requirements for Fuel with Sulfur Content up to 0.5%


 , , , ,
, , , ,
Abstract
:1. Introduction
- Despite a large number of works on the study of alternative fuels, the use of oil refining and petrochemical waste as components of marine fuel is rarely studied.
2. Materials and Methods
2.1. Materials
2.2. Methods
- —weight before, g;
- —weight after, g;
- —plate constant, g;
- —area of all 6 facets of the surface, m2.
- —the assessment of the acute toxicity of the component i;
- —concentration of the component I of the mixture;
- —number of components;
- —the assessment of the acute toxicity of the blend.
3. Results
3.1. Phenol Tar
3.2. Butyl Alcohol Products (VAT DRBA and HPRT)
3.3. Heavy Pyrolysis Tar
- High density at 15 °C from 1002.2 kg/m3 to 1058.4 kg/m3 is unacceptable for VLSFO due to its contact with water in the fuel tanks of vessels (ships) and the necessity of water separation from fuel prior to its supply to the power plant. It is worth noting, however, that there are grades of residual fuels with a density requirement of no more than 1010 kg/m3, which, however, is still below the actual quality of heavy pyrolysis tar;
- A low flash point in a closed cup from 23 °C to 56 °C does not provide the level of fire safety established by the international requirements for the safety of navigation, established by the MARPOL 73/78 Convention (not below 60 °C);
- Asphaltene content from 6.3% to 10.5% along with non-compliance with the requirements to the indicators characterizing the colloidal stability of the fuel (toluene equivalent, xylene equivalent, peptization number) indicates that the use of heavy pyrolysis tar as marine fuel may lead to increased deposits on the heated surfaces of crowd systems, as well as low fuel stability on water content (watering) and formation of low temperature deposits in tanks (ballast residue). Due to the high content of asphaltenes, the product has a high carbon residue (12–16%).
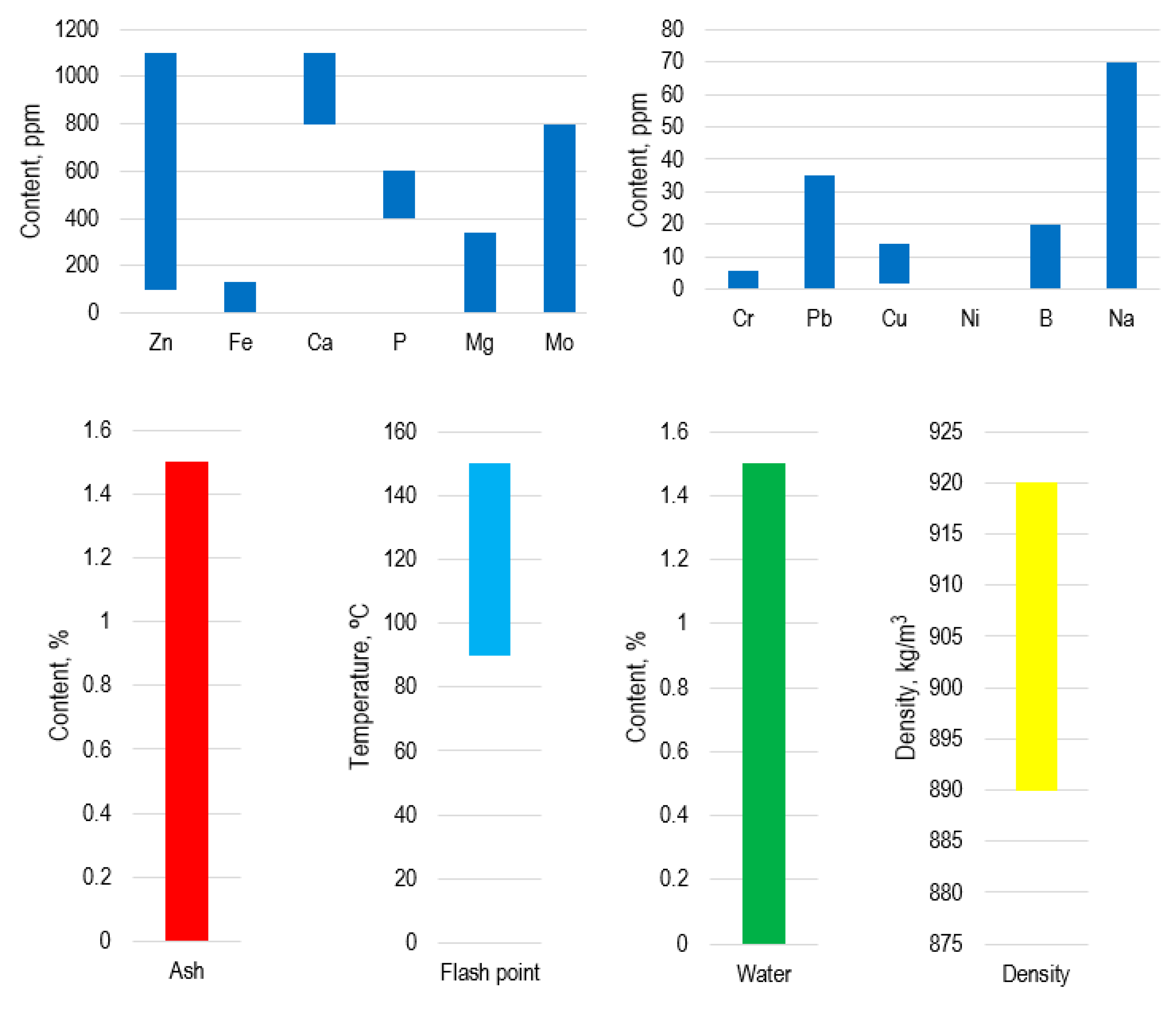
3.4. Waste Lubricating Oils
- Increased ash content due to high content of organometallic additives, combustion products (fuel, oil), metal chips formed as a result of running and lapping engine parts, which means insufficient purification of the sample from metals;
- High water content, which is also due to insufficient evaporation of water, as it is known from the sources above that it is possible to obtain oil with a water content of 0–1.5%.
3.5. The Toxicity for People and Animals
3.6. Elaboration of Requirements for Low-Sulfur Marine Fuels
- Providing the necessary range of values of kinematic viscosity of fuel. On the one hand, viscosity should be close to the upper limit (no higher than 36.2 mm2/s at 50 °C) to minimize the composition of the fuel distillate components with high production costs; on the other hand, it should not be below 8.9 mm2/s at 50 °C—to ensure the proper operation of fuel automatics. The viscosity of petroleum product mixtures was predicted on the basis of calculations by the method in [64].
- The target value of the mass fraction of sulfur (not more than 0.5 % wt. for marine fuel meeting the requirements of MARPOL 73/78).
- Increased requirements for the specific heat of combustion of the marine fuel (at least 42,454 kJ/kg)—the main combustibility characteristic of the fuel.
- Ensuring the required level of the low-temperature pouring ability of the fuel (pour point, not higher than minus 5 °C) and its stability, which is determined by the selection of an additive in its economically reasonable concentrations.
- The provision of other quality indicators specified in ISO 8217, as well as indicators of fuel performance properties.
- Ensuring the level of fuel biostability at a level no worse than petroleum fuels of conventional composition.
- -
- No signs of mold fungi and bacteria development were found in experimental laboratory samples № 1–№ 9, protected by a biocide additive on the basis of beta-nitrostyrene (0.05 % wt.);
- -
- The signs of growth of mold fungi and bacteria in samples № 1–№ 9 without biocide additive are identical.
4. Discussion
5. Conclusions
- Among all the studied components, the most preferable was the use of VAT DRBA and HPRT: their toxicity from animal danger point of view is comparable to that of marine fuel, and the quality fully meets the requirements of ISO 8217. It is advisable to use no more than 15% as a primary analysis; however, an involvement limit should be proven in further studies.
- Phenolic resin and heavy pyrolysis tar contain hazardous compounds that require either additional purification or significant limitations on the content of the component in the fuel.
- The limitation factor for used lubricating oils is the presence of metals in the composition, since all other characteristics, when the oils are given proper preparation, are within the ISO 8217 regulations.
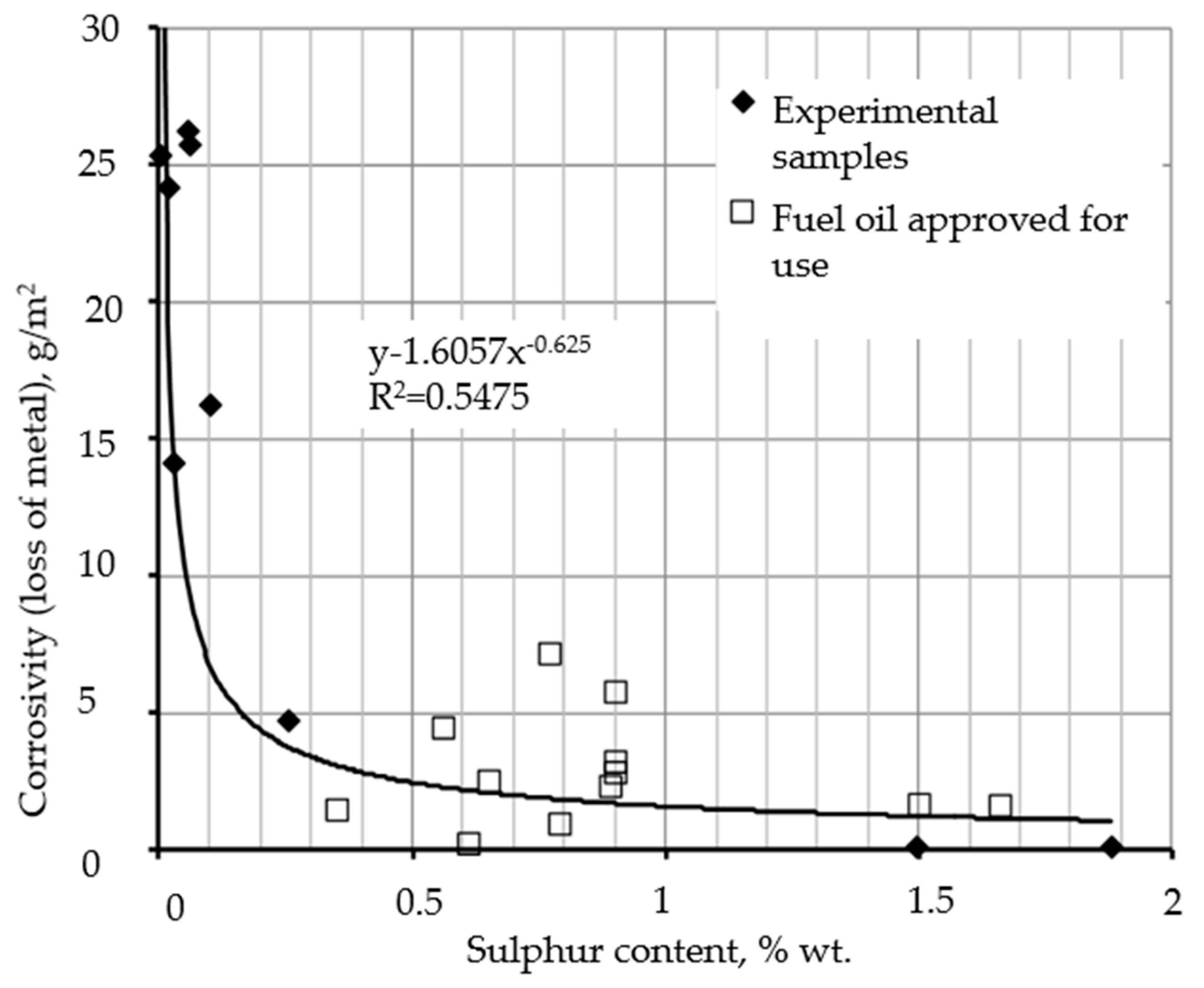
- Application of marine fuel with sulfur content less than 0.1 % wt. can be difficult due to the deterioration of the corrosion properties, which requires additional adjustment of the composition or the use of additives.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- International Maritime Organization. Marine Environment Protection Committee: 79th Session; IMO: London, UK, 2023. [Google Scholar]
- Jiang, R.; Zhao, L. Effects of IMO sulphur limits on the international shipping company’s operations: From a game theory perspective. Comput. Ind. Eng. 2022, 173, 108707. [Google Scholar] [CrossRef]
- International Transport Forum. Carbon Pricing in the Shipping Industry; International Transport Forum: Paris, France, 2022. [Google Scholar]
- Vedachalam, S.; Baquerizo, N.; Dalai, A.K. Review on impacts of low sulfur regulations on marine fuels and compliance options. Fuel 2022, 310, 122243. [Google Scholar] [CrossRef]
- Jang, H.; Jeong, B.; Zhou, P.; Ha, S.; Nam, D.; Kim, J.; Lee, J.-U. Development of Parametric Trend Life Cycle Assessment for marine SOx reduction scrubber systems. J. Clean. Prod. 2020, 272, 122821. [Google Scholar] [CrossRef]
- Kanaboshi, H.; Sano, F.; Oda, J.; Akimoto, K.; Onishi, N. Cost-efficient measures in the oil refinery and petrochemical sectors for the reduction of CO2 emissions under the Paris Agreement and air pollution under the MARPOL Convention. Energy Clim. Chang. 2021, 2, 100027. [Google Scholar] [CrossRef]
- Genitsaris, S.; Kourkoutmani, P.; Stefanidou, N. Effects from maritime scrubber effluent on phytoplankton and bacterioplankton communities of a coastal area, Eastern Mediterranean Sea. Ecol. Inform. 2023, 77, 102154. [Google Scholar] [CrossRef]
- Deng, J.; Wang, X.; Wei, Z.; Wang, L.; Wang, C.; Chen, Z. A review of NOx and SOx emission reduction technologies for marine diesel engines and the potential evaluation of liquefied natural gas fuelled vessels. Sci. Total. Environ. 2021, 766, 144319. [Google Scholar] [CrossRef] [PubMed]
- Jang, H.; Jeong, B.; Zhou, P.; Ha, S.; Nam, D. Demystifying the lifecycle environmental benefits and harms of LNG as marine fuel. Appl. Energy 2021, 292, 116869. [Google Scholar] [CrossRef]
- The Role of BIO-LNG in the Decarbonization of Shipping Report Key Findings. Available online: https://SEA-LNG.ORG (accessed on 5 June 2023).
- Alberici, S.; Gräf, D.; Aurand, M. Beyond Energy—Monetising Biomethane’s Whole-System Benefits; Guidehouse: Utrecht, The Netherlands, 2023. [Google Scholar]
- Methanol Institute. Carbon Footprint of Methanol; Methanol Institute: Alexandria, VA, USA, 2022. [Google Scholar]
- Huang, J.; Fan, H.; Xu, X.; Liu, Z. Life Cycle Greenhouse Gas Emission Assessment for Using Alternative Marine Fuels: A Very Large Crude Carrier (VLCC) Case Study. J. Mar. Sci. Eng. 2022, 10, 1969. [Google Scholar] [CrossRef]
- Zhivljuk, G.E.; Petrov, A.P. The Use of Fuel Cells in the Energy Supply of Water Transport; Admiral Makarov State University of Maritime and Inland Shipping: St. Petersburg, Russia, 2022. [Google Scholar] [CrossRef]
- Perčić, M.; Vladimir, N.; Jovanović, I.; Koričan, M. Application of fuel cells with zero-carbon fuels in short-sea shipping. Appl. Energy 2022, 309, 118463. [Google Scholar] [CrossRef]
- Meng, Z.; Comer, B. Electrifying Ports to Reduce Diesel Pollution from Ships and Trucks and Benefit Public Health: Case Studies of the Port of Seattle and the Port of New York and New Jersey; International Council on Clean Transportation: Washington, DC, USA, 2023. [Google Scholar]
- Mäkitie, T.; Steen, M.; Saether, E.A. Norwegian ship-owners’ adoption of alternative fuels. Energy Policy 2022, 163, 112869. [Google Scholar] [CrossRef]
- Perčić, M.; Vladimir, N.; Fan, A. Techno-economic assessment of alternative marine fuels for inland shipping in Croatia. Renew. Sustain. Energy Rev. 2021, 148, 111363. [Google Scholar] [CrossRef]
- Santner, P.; Chanquia, S.N.; Petrovai, N.; Benfeldt, F.V.; Kara, S.; Eser, B.E. Biocatalytic conversion of fatty acids into drop-in biofuels: Towards sustainable energy sources. EFB Bioeconomy J. 2023, 3, 100049. [Google Scholar] [CrossRef]
- Kass, M.; Kaul, B.; Armstrong, B. Stability, rheological and combustion properties of biodiesel blends with a very-low sulfur fuel oil (VLSFO). Fuel 2022, 316, 123365. [Google Scholar] [CrossRef]
- Tanzer, S.E.; Posada, J.; Geraedts, S.; Ramírez, A. Lignocellulosic marine biofuel: Technoeconomic and environmental assessment for production in Brazil and Sweden. J. Clean. Prod. 2019, 239, 117845. [Google Scholar] [CrossRef]
- Lozano, E.; Løkke, S.; Rosendahl, L.; Pedersen, T. Production of marine biofuels from hydrothermal liquefaction of sewage sludge. Preliminary techno-economic analysis and life-cycle GHG emissions assessment of Dutch case study. Energy Convers. Manag. X 2022, 14, 100178. [Google Scholar] [CrossRef]
- Gozillon, D.; Simon, V.; Abbasov, F.; Ambel, C.C.; Earl, T.; Buffet, L.; Decock, G.; Marahrens, M. FuelEU Maritime: T&E Analysis and Recommendations; Transport T&E Environment: Ixelles, Belgium, 2022. [Google Scholar]
- Efimov, I.; Smyshlyaeva, K.I.; Povarov, V.G.; Buzyreva, E.D.; Zhitkov, N.V.; Vovk, M.A.; Rudko, V.A. UNIFAC residual marine fuels stability prediction from NMR and elemental analysis of SARA components. Fuel 2023, 352, 129014. [Google Scholar] [CrossRef]
- Sultanbekov, R.; Denisov, K.; Zhurkevich, A.; Islamov, S. Reduction of Sulphur in Marine Residual Fuels by Deasphalting to Produce VLSFO. J. Mar. Sci. Eng. 2022, 10, 1765. [Google Scholar] [CrossRef]
- Ju, H.-J.; Jeon, S.-K. Analysis of Characteristic Changes of Blended Very Low Sulfur Fuel Oil on Ultrasonic Frequency for Marine Fuel. J. Mar. Sci. Eng. 2022, 10, 1254. [Google Scholar] [CrossRef]
- Voloboev, S.N.; Tkachenko, A.M.; Ivanov, A.P.; Naumov, P.A.; Pashkin, M.I.; Goluzinets, I.Y. Fuel Composition of Marine Fuel Oil. Patent RF 2778518, 22 August 2022. [Google Scholar]
- Ershov, M.A.; Savelenko, V.D.; Makhmudova, A.E.; Rekhletskaya, E.S.; Makhova, U.A.; Kapustin, V.M.; Mukhina, D.Y.; Abdellatief, T.M.M. Technological Potential Analysis and Vacant Technology Forecasting in Properties and Composition of Low-Sulfur Marine Fuel Oil (VLSFO and ULSFO) Bunkered in Key World Ports. J. Mar. Sci. Eng. 2022, 10, 1828. [Google Scholar] [CrossRef]
- Vladimir, M.; Kapustin, A.; Gureev, A. Technology of Oil Refining; Khimiya (Chemistry): Moscow, Russia, 2015; Volume 2, p. 400. [Google Scholar]
- Driatskaya, Z.V.; Khodzhaev, G.K. Oils of Central Asia, Kazakhstan, Siberia and about. In Oil of the USSR (Handbook); Chemistry: Moscow, Russia, 1974; Volume 4, p. 792. [Google Scholar]
- Mitusova, T.N.; Khavkin, V.A.; Lobashova, M.M.; Gulyaeva, L.A.; Shmelkova, O.I.; Ershov, M.A.; Nikulshin, P.P.; Bobkova, M.V.; Zubo, T.A.; Titarenko, M.A. Marine Fuel (Options). Patent of Russian Federation RU 2740906 C1, 21 January 2021. [Google Scholar]
- Mitusova, T.N.; Khavkin, V.A.; Lobashova, M.M.; Gulyaeva, L.A.; Shmelkova, O.I.; Ershov, M.A.; Nikulshin, P.P.; Bobkova, M.V.; Zubo, T.A.; Titarenko, M.A. Marine Fuel (Options). Patent of China CN 110872533 A, 21 January 2021. p. 9. [Google Scholar]
- David, L.S.; Salvatore, R.D.M.A.R.; Paul, W.B. Novel Fuel Compositions and Methods for Making Same. Patent of United States US 2012/0246999A1, 4 October 2012. p. 11. [Google Scholar]
- Draubi, D.F.; Branch, M.A.; Delaney-Kinsella, S.; Lipinski, D.T.; Kraus, L.S.; Brumfield T.L.; Bry, A.; Sternberg, K.; Tardif, P.; Budro, S. Marine Fuel Compositions. Patent of Russian Federatio RU 2733746 C2, 6 January 2020. p. 36. [Google Scholar]
- Aksenov, A.F. Aviation Fuels, Lubricants and Special Liquids; Transport Publishing House: Moscow, Russia, 1970. [Google Scholar]
- Ramazanov, K.R. Scientific and Technological Bases of Preparation of Methacrylic Monomers and Polyalkyl Methacrylates on the Basis of Cumene Production of Phenol. Ph.D. Thesis, Saratov State University, Saratov Oblast, Russia, 2015; p. 301. [Google Scholar]
- Dykman, A.S.; Horowitz, B.I.; Zinenkov, A.V.; John, W.F. Method for Processing of Phenol Tar Obtained in Production of Phenol and Acetone by Cumene Method. Patent of Russian Federation 2120433, 20 October 1998. p. 5. [Google Scholar]
- Zou, C.; Zhao, P.; Ge, J.; Li, J.; Yu, L.; Qiu, J.; Sun, R. Recycling of valuable chemicals through the catalytic decomposition of phenol tar in cumene process. Process. Saf. Environ. Prot. 2013, 91, 391–396. [Google Scholar] [CrossRef]
- Dykman, A.S.; Horowitz, B.I.; Somov, A.M.; Taranenko, S.A.; Polyakov, S.A.; Malinovsky, A.S.; Petrov, Y.I.; Sorokin, A.D.; Krasnov, L.M. Method of Phenol Isolation from Phenol Tar of Phenol and Acetone Production by Cumene Method. Patent of Russian Federation 2032656, 10 April 1995. p. 10. [Google Scholar]
- Dyckman, A.S.; Gorovitz, B.I.; Polyskov, S.A.; Somov, A.M.; Taranenko, S.A.; Malinovsky, A.S.; Petrov, Y.I.; Sorokin, A.D.; Krasnov, L.M. Method of Phenol Extraction from Phenol Tar. European Patent No. 0567338 B1, 27 October 1993. Bulletin Number 43 p. 6. [Google Scholar]
- Davydova, O.V.; Lakeev, S.N.; Batrakov, D.V.; Maidanova, I.O.; Karchevsky, S.G.; Kalmantaev, R.R. Study of waste and by-products of petrochemical industries—Phthalic anhydride head chase, cube residue of 2-ethylhexanol rectification and glycol cube residue—in the process of plasticizer. Bashkirsky Chem. J. 2014, 21, 70–73. [Google Scholar]
- Petrochemical Cube Residue (KOH-92). Available online: https://sibur-int.ru/product/mtbe-i-toplivnye-komponenty/catalog/item460.php (accessed on 27 April 2023).
- Sharifullin, V.N.; Faizrakhmanov, N.N.; Sharifullin, A.V.; Rakhmatullin, F.G. Method of Treatment and Utilization of Heavy Pyrolysis Tar. Patent RF 2196800, 20 January 2003. p. 5. [Google Scholar]
- Heavy Pyrolysis Tar (HPT). Available online: https://sibur-int.ru/product/mtbe-i-toplivnye-komponenty/catalog/item457.php (accessed on 27 April 2023).
- Berger. Process for Regeneration of Waste Engine Oils and Installation for Its Realization. European Patent 0387235 A1, 12 September 1990. p. 6.
- Garanin, E.M. Method of Utilization of Waste Oil and Installation for its Realization. Patent RF 2333933, 20 April 2008. p. 10. [Google Scholar]
- El-Sawy, M.S.; Hanafi, S.A.; Ashour, F.; Aboul-Fotouh, T.M. Co-hydroprocessing and hydrocracking of alternative feed mixture (vacuum gas oil/waste lubricating oil/waste cooking oil) with the aim of producing high quality fuels. Fuel 2020, 269, 117437. [Google Scholar] [CrossRef]
- Mishra, A.; Siddiqi, H.; Kumari, U.; Behera, I.D.; Mukherjee, S.; Meikap, B.C. Pyrolysis of waste lubricating oil/waste motor oil to generate high-grade fuel oil: A comprehensive review. Renew. Sust. Energ. Rev. 2023, 312, 123402. [Google Scholar] [CrossRef]
- Nisamaneenate, J.; Atong, D.; Phusuwan, U.; Idris, I.; Sricharoenchaikul, V. Enhanced syngas production from waste lubricant oil reforming with transition metal catalysts. J. Anal. Appl. Pyrolysis 2023, 172, 106013. [Google Scholar] [CrossRef]
- Jiang, Z.; Chu, Q.; Yang, H.; Zhao, R.; Yu, Y.; Wang, M.; Liu, R. Kinetic model for removing phosphorus and zinc from waste lubricating oil by pyrolysis. Process. Saf. Environ. Prot. 2021, 148, 980–991. [Google Scholar] [CrossRef]
- Yu, B.; Peng, Y.; Gong, H.; Liu, Y. Evaluation of the techno-economic and environmental performance of all-component recycling process for waste lubricating oil. Sep. Purif. Technol. 2023, 312, 123402. [Google Scholar] [CrossRef]
- Zare, A.; Bodisco, T.A.; Verma, P.; Jafari, M.; Babaie, M.; Yang, L.; Rahman, M.; Banks, A.; Ristovski, Z.D.; Brown, R.; et al. Emissions and performance with diesel and waste lubricating oil: A fundamental study into cold start operation with a special focus on particle number size distribution. Energy Convers. Manag. 2020, 209, 112604. [Google Scholar] [CrossRef]
- Mohammed, R.R.; Ibrahim, I.A.; Taha, A.H.; McKay, G. Waste lubricating oil treatment by extraction and adsorption. Chem. Eng. J. 2013, 220, 343–351. [Google Scholar] [CrossRef]
- Safety Data Sheet Phenol; Carl Roth GmbH: Karlsruhe, Germany, 2016; Available online: https://yakutsk.трансавтoцистерна.рф/ (accessed on 15 June 2023).
- Safety Data Sheet 502977 Dimethyl Phenyl Ethyl Carbinol; Vigon International, Inc.: East Stroudsburg, PA, USA, 2020; Available online: https://www.vigon.com/product/dimethyl-phenyl-ethyl-carbinol (accessed on 15 June 2023).
- Safety Data Sheet Acetophenone according to Regulation (EC) No. 1907/2006; Merck Life Science LLC: Moscow, Russia, 2023; Available online: https://www.sigmaaldrich.com/RU/en/sds/aldrich/w200910 (accessed on 15 June 2023).
- Safety Data Sheet Alpha Methyl Styrene; Deepak Phenolics Ltd.: Gujarat, India, 2022; Available online: https://www.godeepak.com/wp-content/uploads/2021/05/DPLD-001-QAQC-406-0004_AMS.pdf (accessed on 15 June 2023).
- Safety Data Sheet. P-cumylphenol; SASOL Germany GmbH: Hamburg, Germany, 2018; Available online: https://sasoldcproducts.blob.core.windows.net/qadocuments/SafetyDatasheets/1634e814-dbd5_EU_PARA-CUMYLPHENOL_EN-IE.PDF (accessed on 15 June 2023).
- Safety Data Sheet. VAT Distillation Residue of Butyl Alcohols; STS Group Chemicals: Moscow, Russia, 2021; Available online: http://www.nk-sirius.ru/userfiles/Pasport_bezopasnosti_na_rastvoritel.pdf (accessed on 15 June 2023).
- Safety Data Sheet. 2-ethylhexanol (the Heavy Product of Its Rectification; STS Group Chemicals: Moscow, Russia, 2011; Available online: http://www.nk-sirius.ru/userfiles/TPRD_pasport_bezopasnosti.pdf (accessed on 15 June 2023).
- Safety Data Sheet. Heavy Pyrolysis Tar; Sibur Khimprom: Perm, Russia, 2020; Available online: https://sibur-int.ru/upload/iblock/58d/58d95d3b48db13201db62ab3bb0b6739.pdf (accessed on 15 June 2023).
- Safety Data Sheet. Used Oil; Safety-Kleen Systems, Inc.: Richardson, TX, USA, 2015; Available online: http://www.sueschauls.com/SDSLibrary/Used_Oil_SDS.pdf (accessed on 15 June 2023).
- Safety Data Sheet. Marine Fuel; Total Marine Fuels Global Solutions: Singapore, 2020; Available online: https://marinefuels.totalenergies.com/sites/g/files/wompnd1851/f/atoms/files/marine_fuels_mtr_eu_en.pdf (accessed on 15 June 2023).
- ASTM D 7152; Standard Practice for Calculating Viscosity of a Petroleum Product Blend. ASTM International: West Conshohocken, PA, USA, 2020.




{kind=link}
{kind=link}
{kind=link}
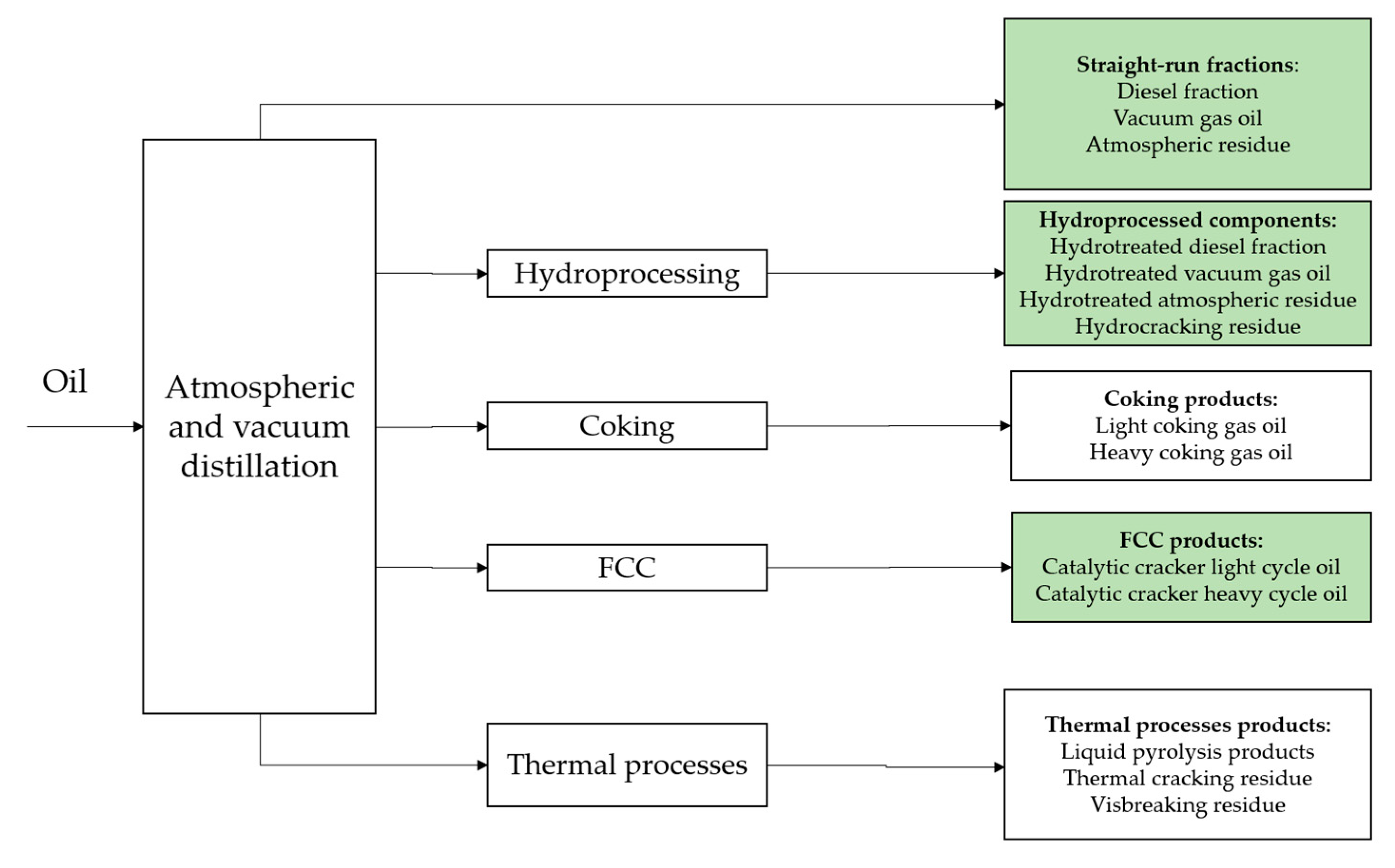
| Component | Involvement Limit, % | Limiting Characteristics/Property |
|---|---|---|
| Straight vacuum gas oil | 30 | The sulfur content, which is usually from 1.0 to 3.0%. |
| Hydrotreated vacuum gas oil | 100 | Possibility of use as a feedstock to obtain higher-margin products. |
| Atmospheric residue | 20 | The sulfur content, which is usually from 1.5 to 4.0%. Aggregative stability of the fuel, which also depends on the overall composition of the composition. |
| Hydrotreated atmospheric residue | 95 | High viscosity, which, with a high degree of selection of light fractions at the hydrotreating unit, can exceed 380 cSt. |
| Straight-run diesel fraction | 50 | The sulfur content, which is usually from 0.2 to 2.0%. Aggregative stability of the fuel, which also depends on the overall composition of the composition. |
| Hydrotreated diesel fraction | 50 | The aggregative stability of the fuel, which also depends on the overall composition of the composition. Economic feasibility: the selling price of a diesel fuel is higher than that of a ship. |
| Light coking gas oil | 30 | The sulfur content, which is usually from 0.8 to 2.5%. Oxidative stability of fuel due to high content of olefins. |
| Heavy coking gas oil | 20 | The sulfur content, which is usually from 1.5 to 5.0%. Oxidative stability of the fuel due to the high content of olefins. |
| Catalytic cracker light cycle oil (with preliminary hydrotreatment of feedstock/without it) | 50/30 | The sulfur content, which is usually from 0.2 to 0.5% of the preliminary hydrotreating feedstock and 0.8 to 2.5% without it. High calculated aromaticity index (low flammability). |
| Heavy coking gas oil (with preliminary hydrotreatment of feedstock/without it) | 50/0 | The sulfur content, which is usually from 0.3 to 0.7% with preliminary hydrotreating of feedstock and 3.0 to 5.0% without it. High estimated aromaticity index (low flammability). High concentration of catalyst dust (Al and Si). |
| Visbreaking residue | 15 | The sulfur content, which is usually from 1.8 to 4.5%. Aggregative stability of the fuel: due to the thermal origin of the asphaltene fraction, it is extremely unstable. |
| Liquid pyrolysis products | 20 | Aggregative stability of the fuel: due to the thermal origin of the asphaltene fraction in it, it is extremely unstable. High calculated aromaticity index (low flammability). High water content. |
| Hydrocracking residue | 100 | Possibility of use as a raw material for obtaining higher-margin products. |
| Property | Distillate Low-Viscosity Marine Fuel | Medium Vacuum Gas Oil Distillate | Light Vacuum Gas Oil Distillate | Heavy Oil Fuel | Hydrotreated Vacuum Gas Oil | Diesel of VG Hydrotreatment |
|---|---|---|---|---|---|---|
| Kinematic viscosity at 100 °C according to ISO 3104, mm2/s | - | 5.911 | 1.68 | 2.426 | 6.04 | 0.99 |
| Kinematic viscosity at 50 °C according to ISO 3104, mm2/s | - | - | - | - | 26.83 | 1.90 |
| Up to 360 °C distilled ASTM D 1160, % vol. | 95 | - | 93 | - | - | - |
| Flash point in closed cup ISO 2719, °C | 82 | - | 88 | 71 | >150 | 60.5 |
| Density at 15 °C according to ISO 3675, kg/m3 | - | - | - | 858.40 | 894.29 | 856.53 |
| The content of water-soluble acids and alkalis GOST 6307 | absence | absence | absence | absence | absence | absence |
| Sulfur content according to ISO 8754, % wt. | 0.349 | - | - | 0.366 | - | - |
| Carbon residue according to ISO 10370, % | - | 0.070 | - | 0.39 | 0.016 | absence |
| Ash content according to ISO 6245, % | - | - | - | 0.006 | 0.003 | absence |
| Pour point according to ISO 3016, °C | minus 13 | - | - | minus 10 | 20 | - |
| Optical density of sediment solution, units | - | - | - | - | 0.020 | 0.020 |
| Volume of emulsified water, cm3 | - | - | - | - | 3.0 | 0.5 |
| Property | Phenol Tar before Desalting | Phenol Tar after Desalting | RMG-380 According to ISO 8712 |
|---|---|---|---|
| Appearance | Dark viscous liquid | - | |
| Na content, 10–4, % wt. | 133–336 | ≤6 | Max 100 mg/kg |
| Flash point, °C | 105 | 95 | Min 60 |
| Conditional viscosity, °VU at temperature | 7.5 (30 °C) | 4.0 (30 °C) | Kinematic viscosity < 380 (50 °C) |
| Phenol content, % wt. | 8 | 7 | - |
| Sulfur content, % wt. | 0.3 | ≤0.2 | Max 0.5 |
| Carbon residue, % wt. | 5.0 | ≤2.2 | - |
| Ash content, % wt. | 0.22 | ≤0.05 | Max 0.1 |
| Mechanical impurities content, % wt. | 11.4 | absence | - |
| Water content, % wt. | - | absence | Max 0.5 |
| Specific heat of combustion, kJ/kg | 37,254 | 40,740–42,420 | - |
| Property | Units | Result | RMG-380 (ISO 8712) |
|---|---|---|---|
| Density at 15 °C | kg/m3 | 917.7 | Max 991 |
| Density at 20 °C | kg/m3 | 913.9 | - |
| Kinematic viscosity at 50 °C | mm2/s | 4.789 | Max 380 |
| Viscosity conditional (Engler) at 50 °C | °Э | 1.38 | - |
| Kinematic viscosity at 100 °C | mm2/s | 1.415 | - |
| Sulfur content | % wt. | <0.0017 | Max 0.5 |
| Flash point in closed cup | °C | 78.0 | Min 60 |
| Water content | % wt. | 0.65 | Max 0.5 |
| Pour point | °C | <42 | Max 30 |
| Total nitrogen | % wt. | 0.004 | - |
| Aniline point | °C | 11.1 | - |
| Carbon residue according to Conradson | % wt. | - | |
| Distillation temperature | 70 | - | |
| Boiling point | °C | 162 | - |
| 5% recovered | °C | 186 | - |
| 10% recovered | °C | 199 | - |
| 20% recovered | °C | 212 | - |
| 30% recovered | °C | 228 | - |
| 40% recovered | °C | 236 | - |
| 50% recovered | °C | 244 | - |
| 60% recovered | °C | 248 | - |
| 70% recovered | °C | 258 | - |
| 80% recovered | °C | 280 | - |
| 90% recovered | °C | 291 | - |
| 95% recovered | °C | 291 | - |
| Final boiling point | °C | 0.0 | - |
| Distillation loss | % vol. | 5.0 | - |
| Recovered at 360 °C | % vol. | 4.0 | - |
| Bromine number | Br2/100 g | - | |
| Content of saturated, aromatic and polar compounds: | <5 (0.3) | - | |
| Saturated hydrocarbons | % wt. | 5.9 | - |
| Aromatic hydrocarbons | % wt. | 90.6 | - |
| polar univalent | % wt. | 3.2 | - |
| polar divalent | % wt. | 0 | - |
| Toluene equivalent | % vol. | 0 | - |
| Xylene equivalent | % vol. | 0 | - |
| Peptization number | >5 | - | |
| Total sediment | % wt. | 0.01 | Max 0.1 |
| Metal content: | |||
| V | ppm | <1 | Max 350 |
| Na | ppm | 29 | Max 100 |
| Ni | ppm | 3 | - |
| Al | ppm | 20 | Sum– Max 60 |
| Si | ppm | 12 | |
| Fe | ppm | 55 | - |
| Zn | ppm | 2 | Max 15 |
| Ca | ppm | 5 | Max 30 |
| Color | D 8 | - | |
| Asphaltene content | % wt. | 0.24 | - |
| Property | HPT Brand А | HPT Brand В | RMG-380 пo ISO 8712 |
|---|---|---|---|
| Density at 20 °C, кг/м3 | Min 1040 | Min 1030 | Max 991 |
| Na content, ppm | Max 50 | Max 100 | Max 100 |
| Flash point, °C | 105 | 95 | not less than 60 |
| Kinematic viscosity at 50 °C, сCт | Max 25 | Max 40 | Max 380 |
| Sulfur content, % wt. | Not standardized, 0.02–0.11% | Max 0,5 | |
| Carbon residue, % wt. | Max 12 | Max 16 | Max 18 |
| Pour point, °C | Not standardized, varies from minus 24 to minus 42 | Max 30 | |
| Mechanical impurities content % | Max 0.01 | Max 0.01 | - |
| Water content, % | Max 0.3 | Max 0.5 | Max 0.5 |
| Asphaltene content, % | Not standardized, 6.3–10.5 | - | |
| Flash point, °C | Not standardized, 23–56 | Min 60 | |
| Property | Method | RMG 380 | Result |
|---|---|---|---|
| Kinematic viscosity at 100 °C, mm2/s | ASTM D 445 | - | 9.16 |
| Kinematic viscosity at 50 °C, mm2/s | ASTM D 445 | Max 380 | 34.21 |
| Ash content, % | ASTM D 482 | Max 0.1 | 2.851 |
| Water content, % | ASTM D 95 | Max 0.5 | 7.23 |
| Sulfur content, % | ASTM D 2622 | Max 0.5 | 0.312 |
| Hydrogen sulfide content, % | IP 570 | Max 2 ppm | Max 0.5 |
| Flash point in closed cup, °C | ASTM D 92 | Min 60 | 61 |
| Pour point, °C | ISO 3016 | Max minus 30 | Below minus 25 |
| Carbon residue, % | ISO 10370 | - | 3.76 |
| Density at 15 °C, kg/m3 | ISO 12185 | Max 991 | 877.6 |
| Metal content Ca and Zn, ppm Ca and Р, ppm | IP 501, IP 470, IP 500 | Ca > 30 Zn > 15 or Ca > 30 P > 15 | - |
| Component | LD50 (mg/kg)-Oral-Rat | LD50 (mg/kg)-Dermal-Rabbit |
|---|---|---|
| Phenol tar | 2100 | 3100 |
| Phenol [54] | 317 | 630 |
| Dimethyl phenyl ethyl carbinol [55] | 3260 | 2500 |
| Acetophenone [56] | 815 | 3300 |
| Alpha methyl styrene dimers [57] | 4900 | 14,560 |
| Cumenyl phenol [58] | 1770 | >2000 |
| VAT distillation residue of butyl alcohols [59] | >5000 | >2000 |
| 2-ethylhexanol (the heavy product of its rectification) [60] | 3730–4050 | 1970 |
| Heavy pyrolysis tar [61] | 2500 | >1700 (dimethylbenzene) |
| Waste lubrication oil [62] | >2000 | >4480 |
| Conventional fuel oil [63] | 5270 | 2000 |
| Property | Requiments | Samples | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| № 1 | № 2 | № 3 | № 4 | № 5 | № 6 | № 7 | № 8 | № 9 | ||
| Density at 15 °C according to ISO 3675, kg/mЗ | Max 958.3 | 927.7 | 884.7 | 859.9 | 885.60 | 880.80 | 885.6 | 882.9 | 872.5 | - |
| Flash point in closed cup according to ISO 2719, °C | Min 80 | 82.0 | 81.5 | 91.5 | 80.5 | 83.0 | 81.0 | - | - | 81.5 |
| Water content пo ISO 3733, % | Max 0.3 | oтс. | oтс. | oтс | oтс. | oтс | oтс | oтс | oтс | oтс |
| Kinematic viscosity at 50 °C according to ISO 3104, mm2/s | Max 36,2 | 32.35 | 11.1 | 10.0 | 10.5 | 11.2 | 8.54 | 9.15 | 10.06 | 6.7 |
| Pour point according to ISO 3016, °C | Max 5 | Below minus 13 | Minus 6 | Below minus 11 | Minus 6 | Minus 6 | Minus 6 | Above 5 | 3 | Minus 14 |
| Demulsibility, amount of separated water, % vol. | Min 10 | 70 | 99 | 99.5 | 99 | 99.5 | 99- | 99 | 99- | 99 |
| Optical density of sediment solution, units | Max 0.560 | 0.555 | 0.020 | 0.020 | 0.024 | 0.024 | 0.024 | 0.024 | 0.024 | 0.024 |
| Specific heat of combustion in terms of dry fuel according to GOST 21261, kJ/kg | Min 42,454 | 41,460 | 42,500 | 42,940 | - | - | - | - | - | - |
| Sulfur content пo ISO 8754, % | Max 1.50 | 1.495 | 0.00125 | 0.254 | 0.0276 | 0.0174 | 0.0609 | 0.0595 | 0.0556 | 0.0996 |
| Carbon residue пo ISO 10370, % масс | Max 6.0 | 5.07 | absence | absence | absence | absence | absence | absence | absence | absence |
| Stratification, the amount of sediment, % wt., at temperature, °C: 20 60 | Max 10 from 0 to 0.7 | 4.71 0.05 | 7.2 0 | 0.09 0 | - | - | - | - | - | - |
| Corrosivity (loss of metal), g/m2 | Max 10 | 0.16 | 25.36 | 4.76 | 14.14 | 24.19 | 24.55 | 25.75 | 26.25 | 16.26 |
| Property | Requirements | Method |
|---|---|---|
| 1 Kinematic viscosity at 50 °C, mm2/s, Max: | 36.20 | ISO 3104 |
| Min | 8.90 1 | |
| 2 Ash, %, Max | 0.05 | ISO 6245 |
| 3 Mechanical impurities content %, Max | 0.10 | GOST 6370 |
| 4 Water content, %, Max | 0.3 | ISO 3733 |
| 5 Content of water-soluble acids and alkalis | Absence | GOST 6307 with addition according to 7.5 GOST 10585 |
| 6 Sulfur content, %, Max | 0.50 2 | ISO 8754 |
| 7 Carbon residue, %, Max | 6.00 | ISO 10370 |
| 8 Hydrogen sulfide content, ppm, Max | 10 | IP 570 |
| 9 Flash point in closed cup, °C, Min | 80 | ISO 2719 |
| 10 Pour point, °C, Max | Minus 5 | ISO 3016 |
| 11 Calorific value (lowest) in terms of dry fuel, kJ/kg, Min | 42,454 2 | GOST 21261, GOST 34210 |
| 12 Density at 15 °C, kg/m3, Max | 958.3 | ISO 3675, ISO 12185 |
| 13 Optical density of the toluene-acetate solution of the precipitate (ОП3360), Max | 0.560 3 | According to internal standard |
| Component | Involvement Limit, % | Limiting Characteristics/Property |
|---|---|---|
| Phenol tar | 0–5 | The product contains a small amount of sulfur. The presence of phenol limits its content in marine fuel by lowering the hazard class. Significant content of oxygen-containing compounds and chemical instability. |
| VAT distillation residue of butyl alcohols, heavy rectification product of 2-ethylhexanol | 0–15 | The product contains little sulfur. Limits the hazard class (3). Flash point must pass. |
| Heavy pyrolysis tar | 0–5 | The product is low in sulfur, yet has a high carbon residue, low flash point and high density. To be able to use this component in marine fuel, its density must be reduced to at least 1010 kg/m3 (RMK), but more promising to 991 kg/m3 (RMG). Chemical instability. |
| Waste motor oil | 0–10 | Limiting factor: ash content, and in particular the content of zinc, phosphorus and calcium. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nelyubov, D.V.; Fakhrutdinov, M.I.; Sarkisyan, A.A.; Sharin, E.A.; Ershov, M.A.; Makhova, U.A.; Makhmudova, A.E.; Klimov, N.A.; Rogova, M.Y.; Savelenko, V.D.; et al. New Prospects of Waste Involvement in Marine Fuel Oil: Evolution of Composition and Requirements for Fuel with Sulfur Content up to 0.5%. J. Mar. Sci. Eng. 2023, 11, 1460. https://doi.org/10.3390/jmse11071460
Nelyubov DV, Fakhrutdinov MI, Sarkisyan AA, Sharin EA, Ershov MA, Makhova UA, Makhmudova AE, Klimov NA, Rogova MY, Savelenko VD, et al. New Prospects of Waste Involvement in Marine Fuel Oil: Evolution of Composition and Requirements for Fuel with Sulfur Content up to 0.5%. Journal of Marine Science and Engineering. 2023; 11(7):1460. https://doi.org/10.3390/jmse11071460
Chicago/Turabian StyleNelyubov, Dmitriy V., Marat I. Fakhrutdinov, Alena A. Sarkisyan, Evgeniy A. Sharin, Mikhail A. Ershov, Ulyana A. Makhova, Alisa E. Makhmudova, Nikita A. Klimov, Marina Y. Rogova, Vsevolod D. Savelenko, and et al. 2023. "New Prospects of Waste Involvement in Marine Fuel Oil: Evolution of Composition and Requirements for Fuel with Sulfur Content up to 0.5%" Journal of Marine Science and Engineering 11, no. 7: 1460. https://doi.org/10.3390/jmse11071460