
Study the Flow Capacity of Cylindrical Pellets in Hopper with Unloading Paddle Using DEM
Abstract
:
1. Introduction
2. Technical Solution and DEM Simulations
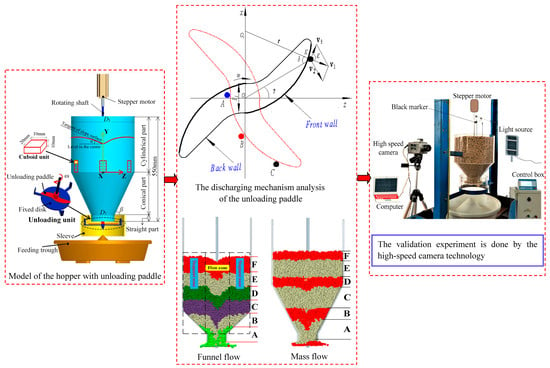
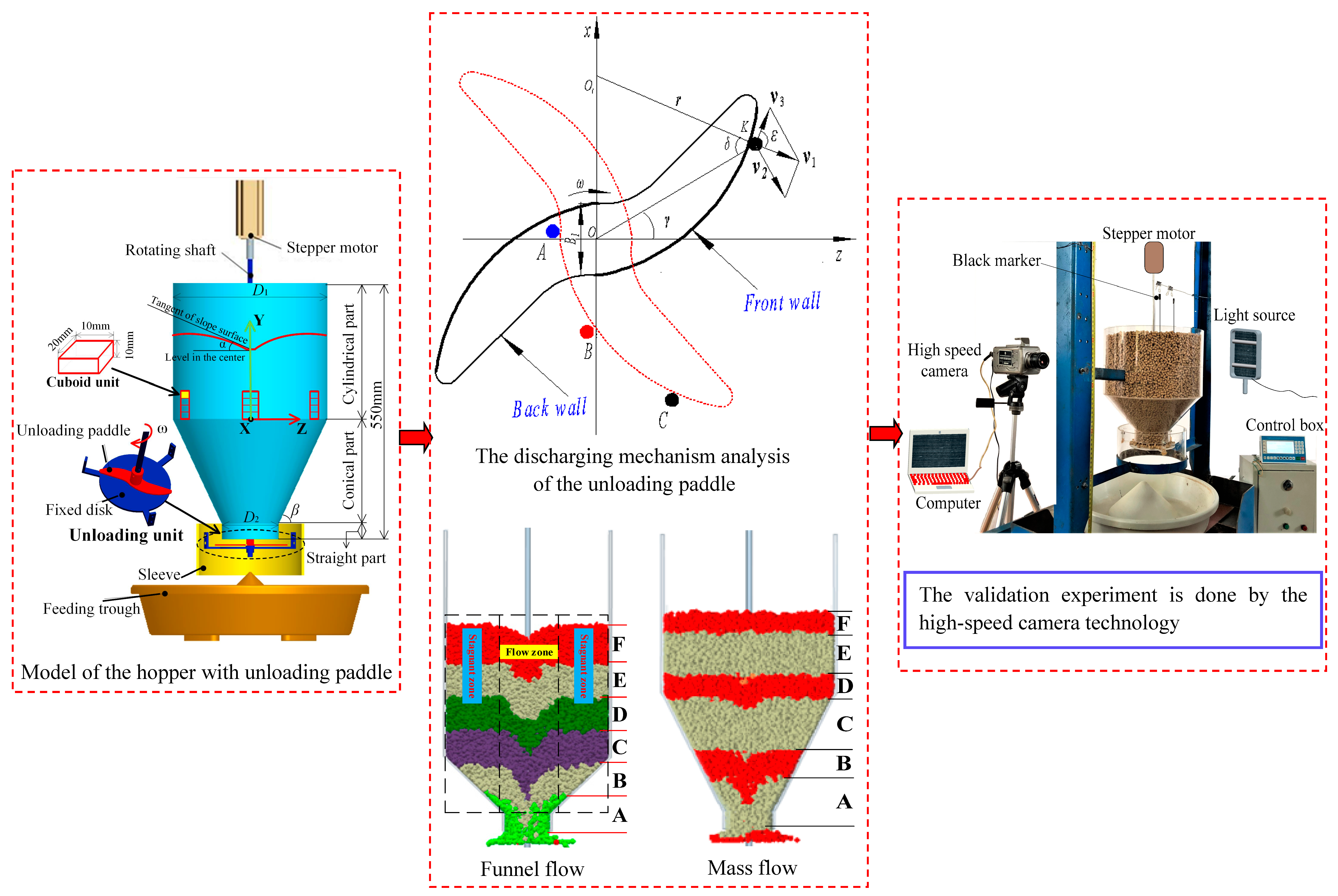
2.1. Research Technology Route
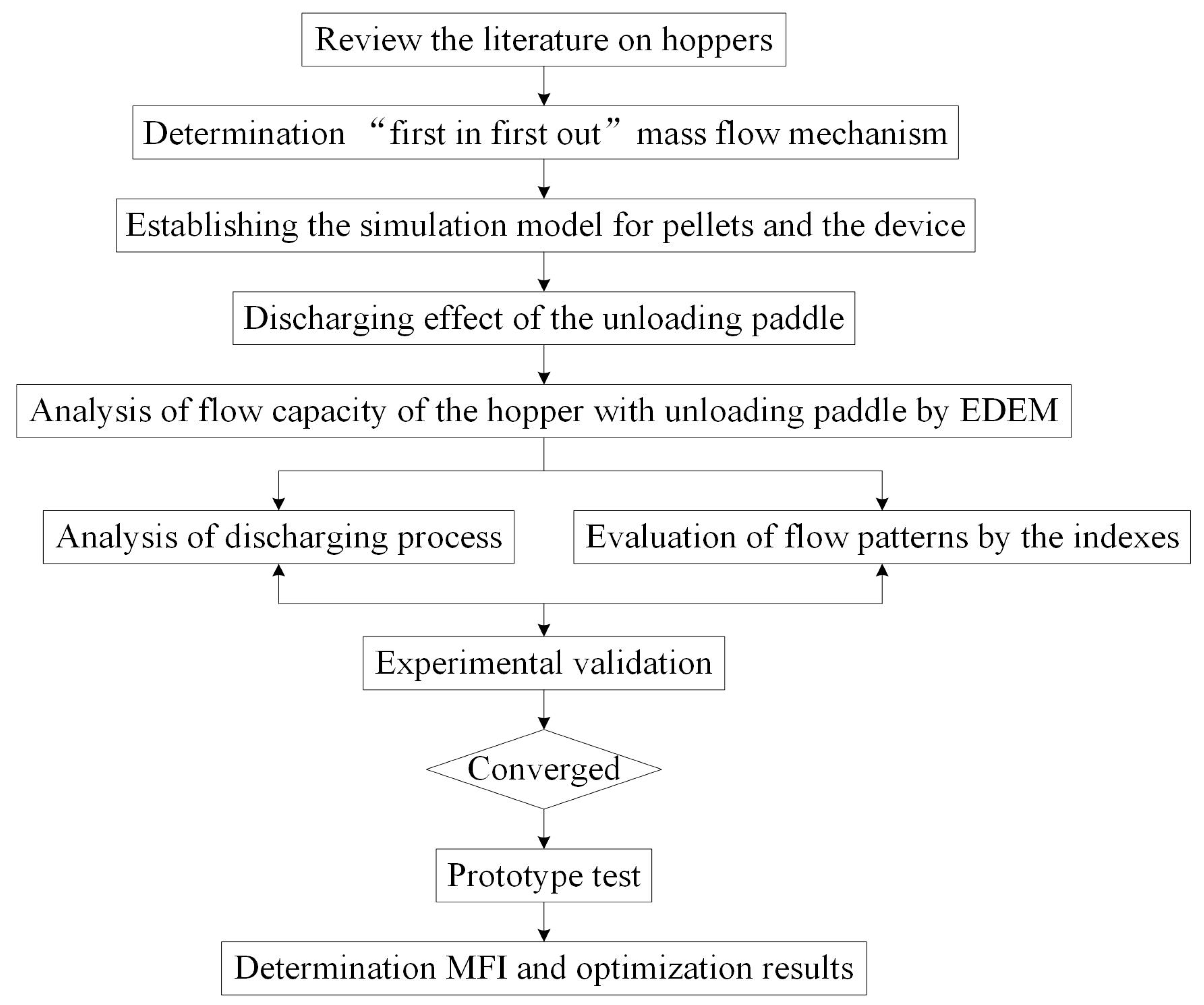
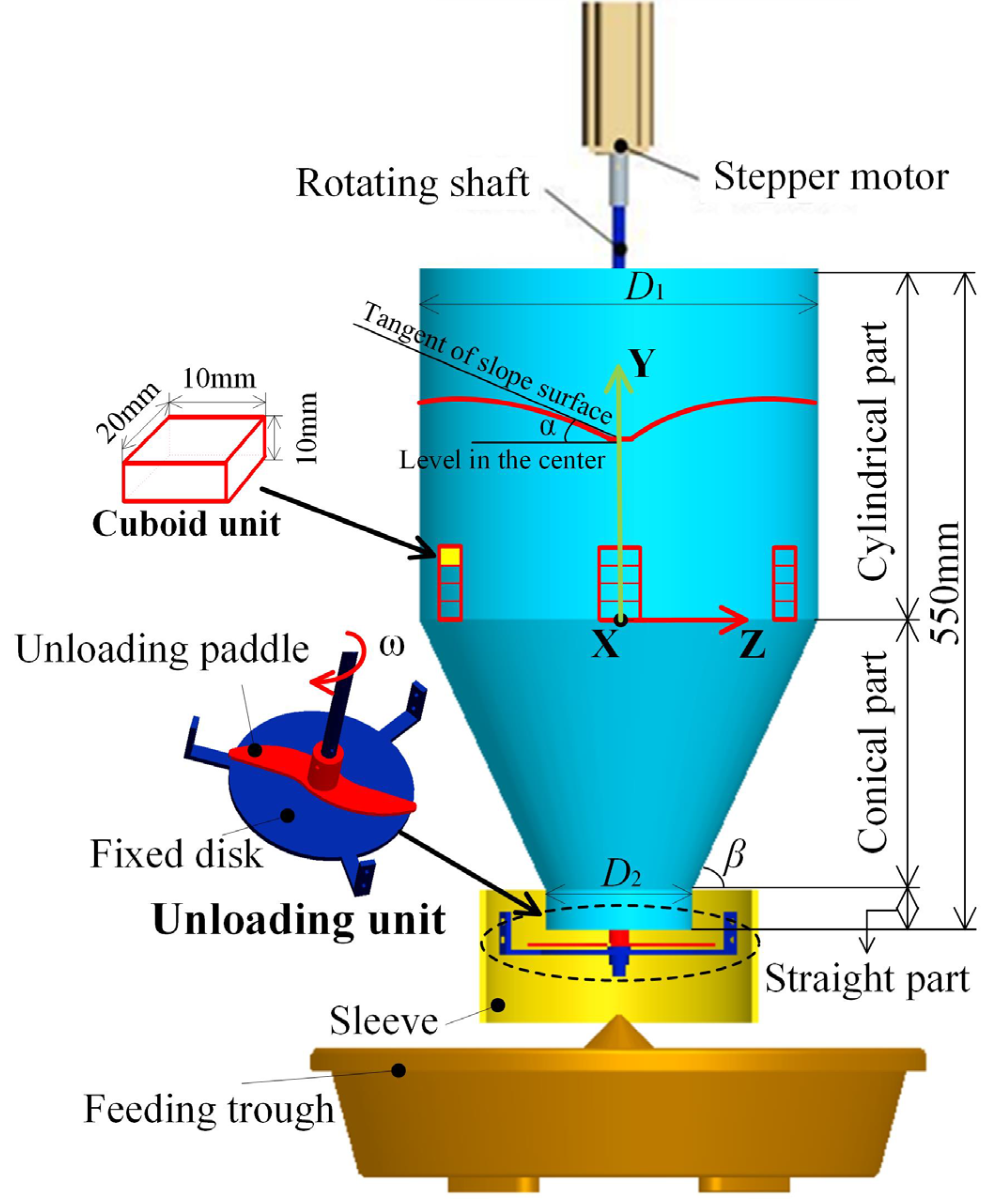
2.2. DEM Model Description
2.2.1. Mechanical Contact Model
2.2.2. Simulation Condition
2.3. Evaluation Index
2.3.1. MFI Theory
2.3.2. DDA and Porosity Theory
2.4. Simulation Tests Arrangement
3. Analysis of the Discharging Effect of the Unloading Paddle
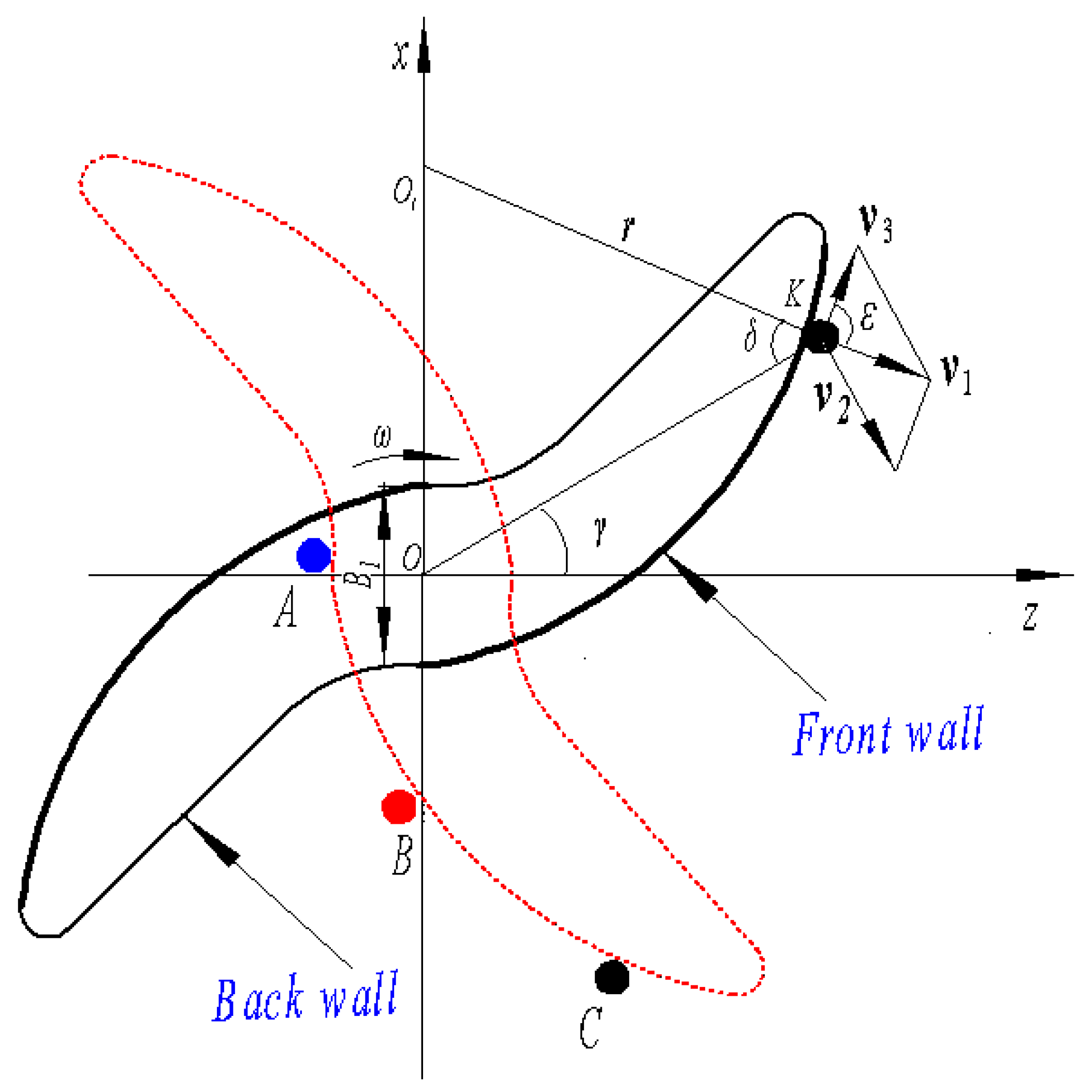
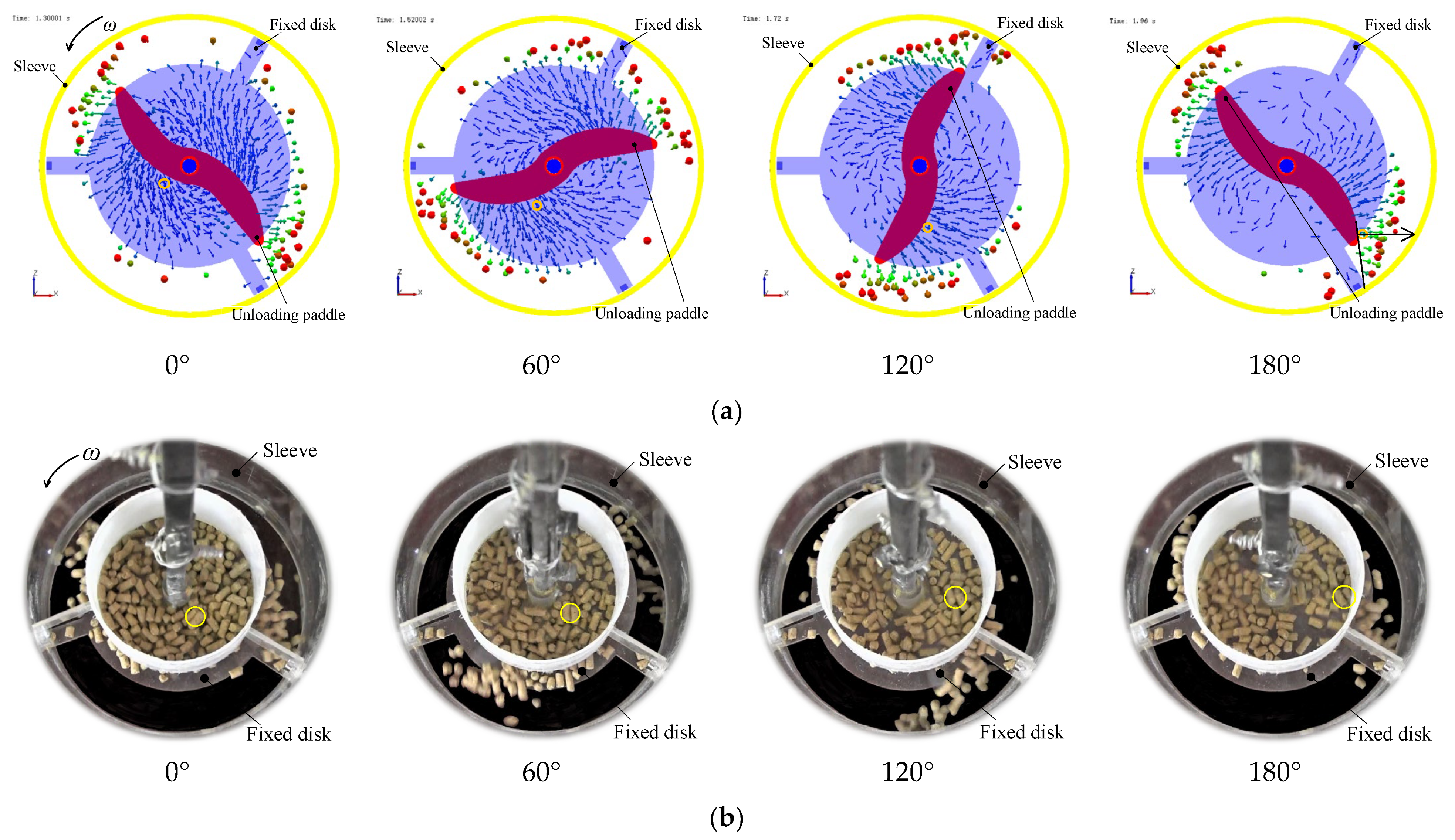
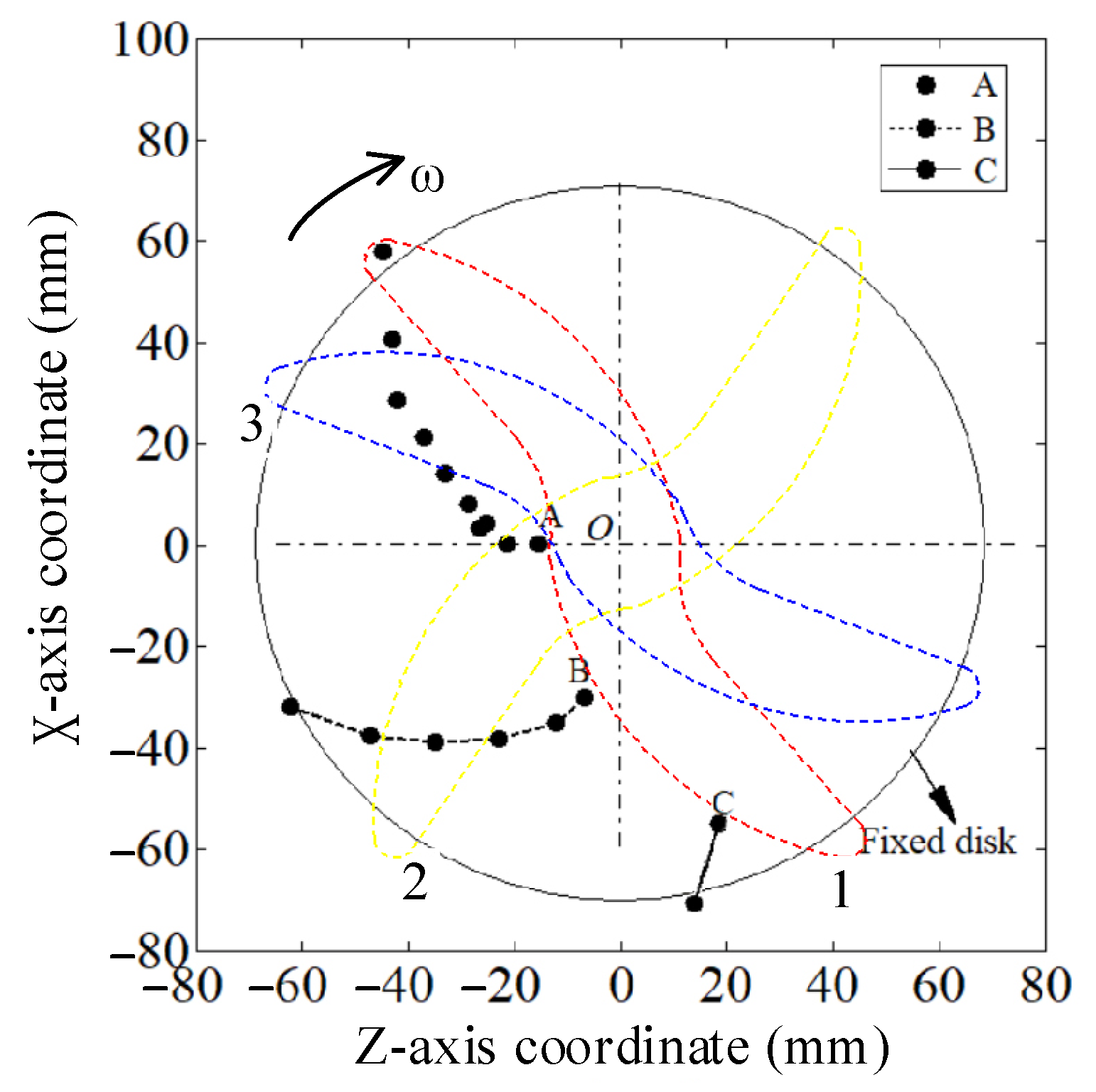
3.1. Effect of the Unloading Paddle on Pellets on the Fixed Disk

3.2. Effect of the Unloading Paddle on Pellets in the Hopper
4. Effect Analysis of Main Parameters on Flow Capacity and Bench Test
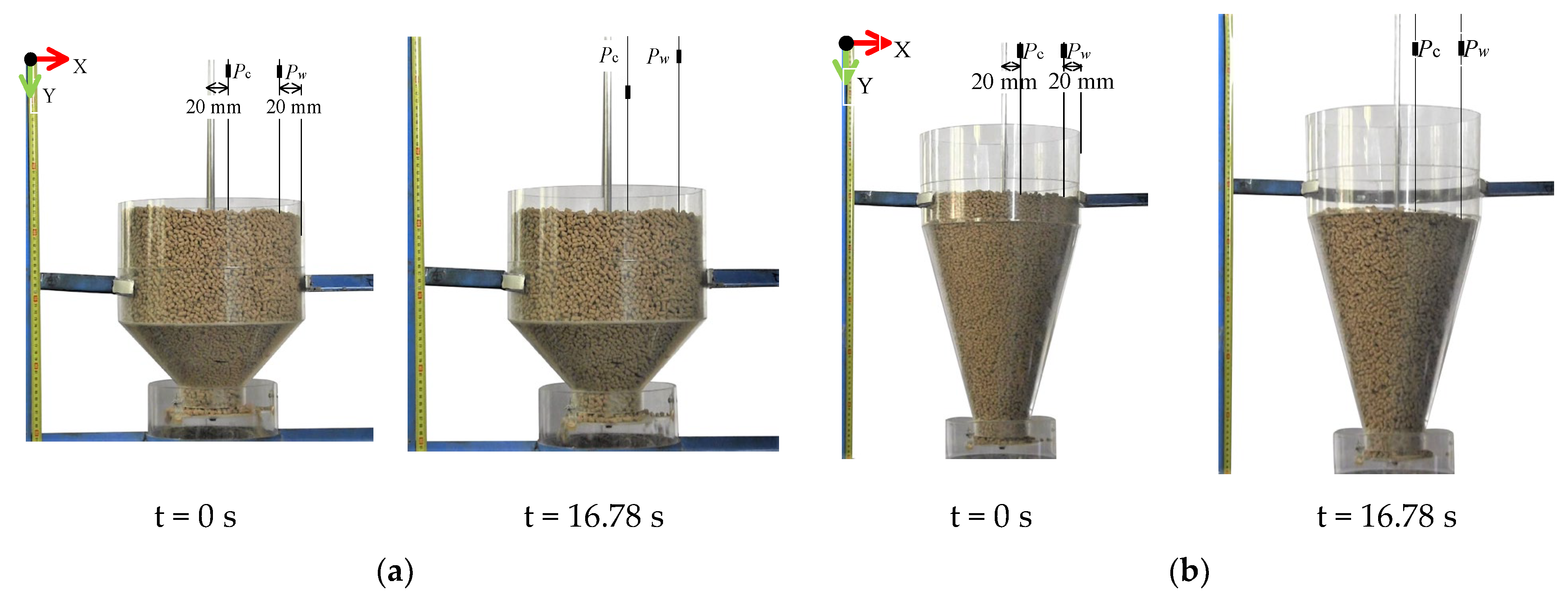
4.1. The Effect of Hopper Half Angle on Flow Capacity
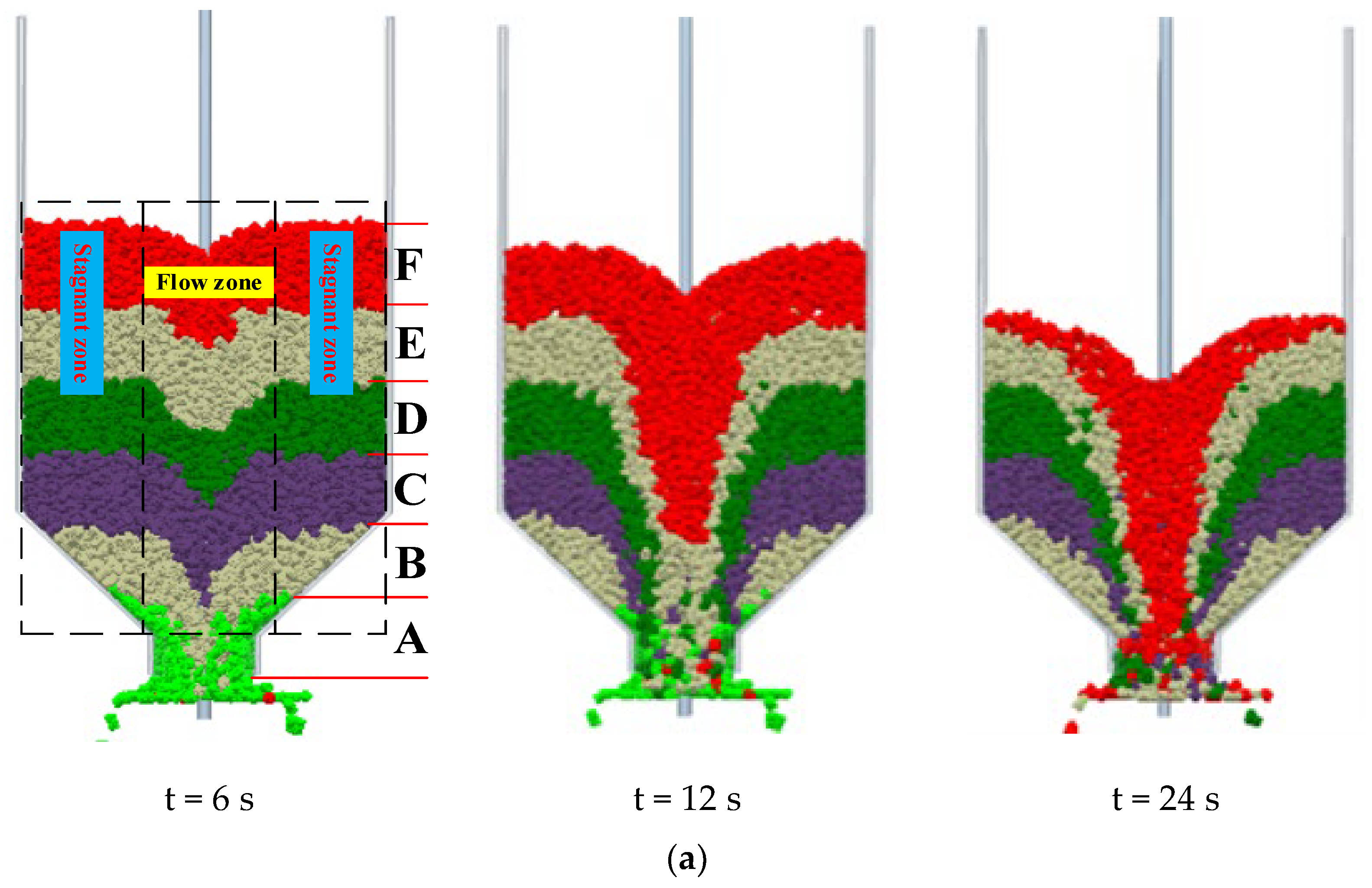
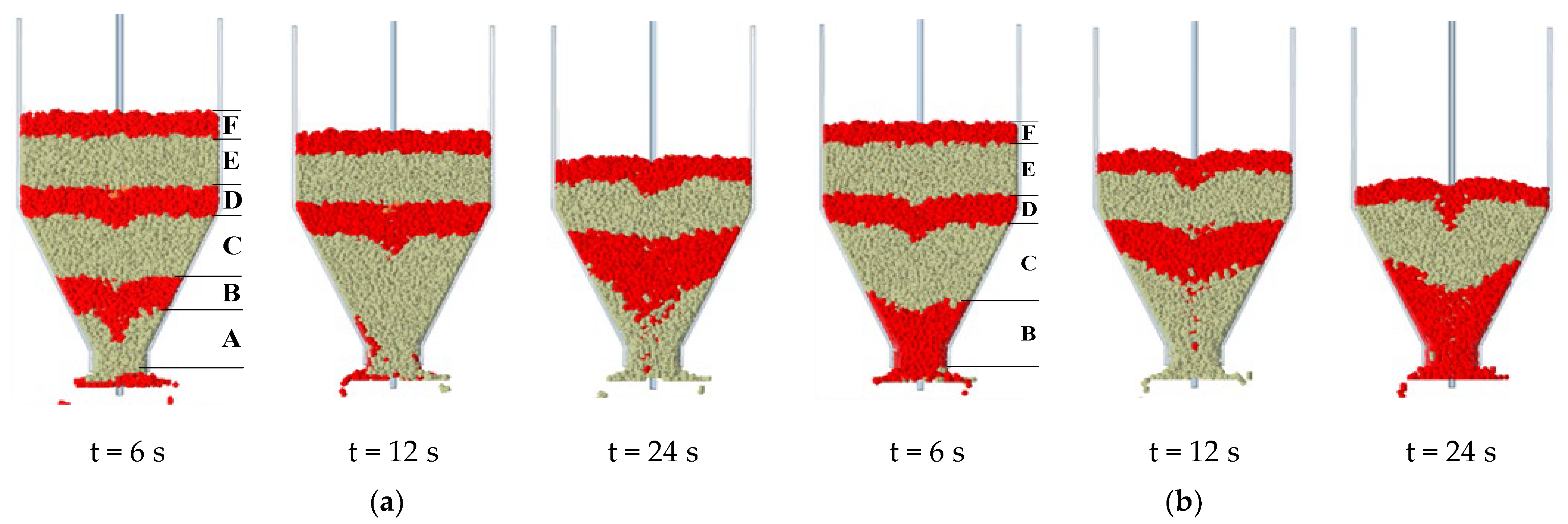
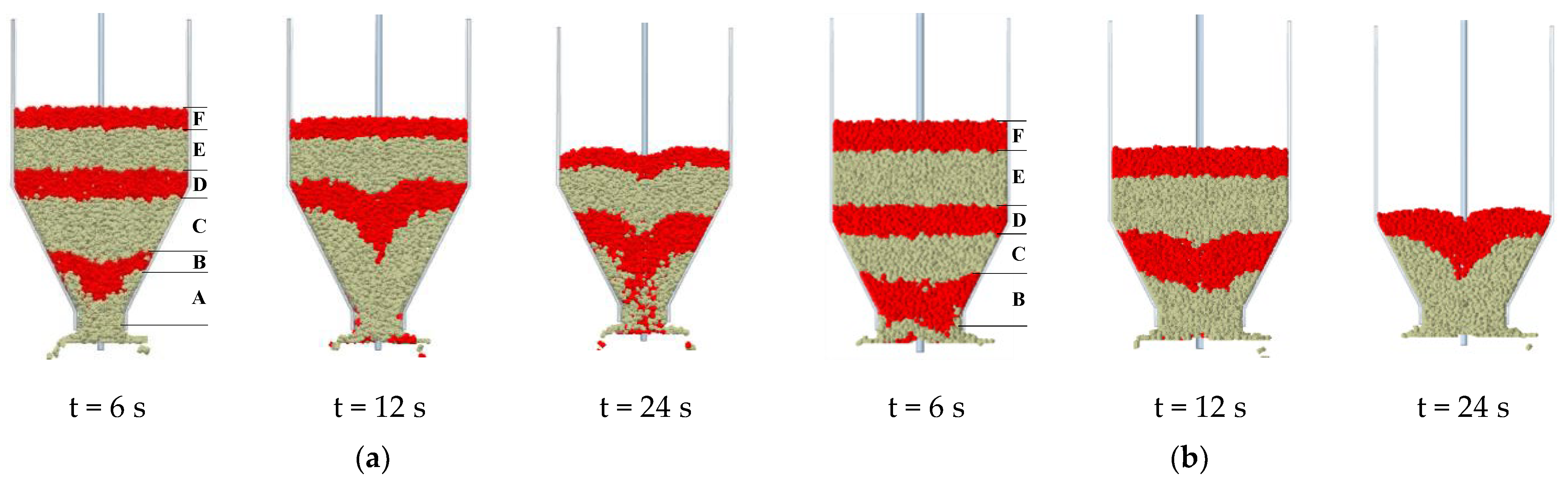
4.1.1. Analysis of Discharging Process
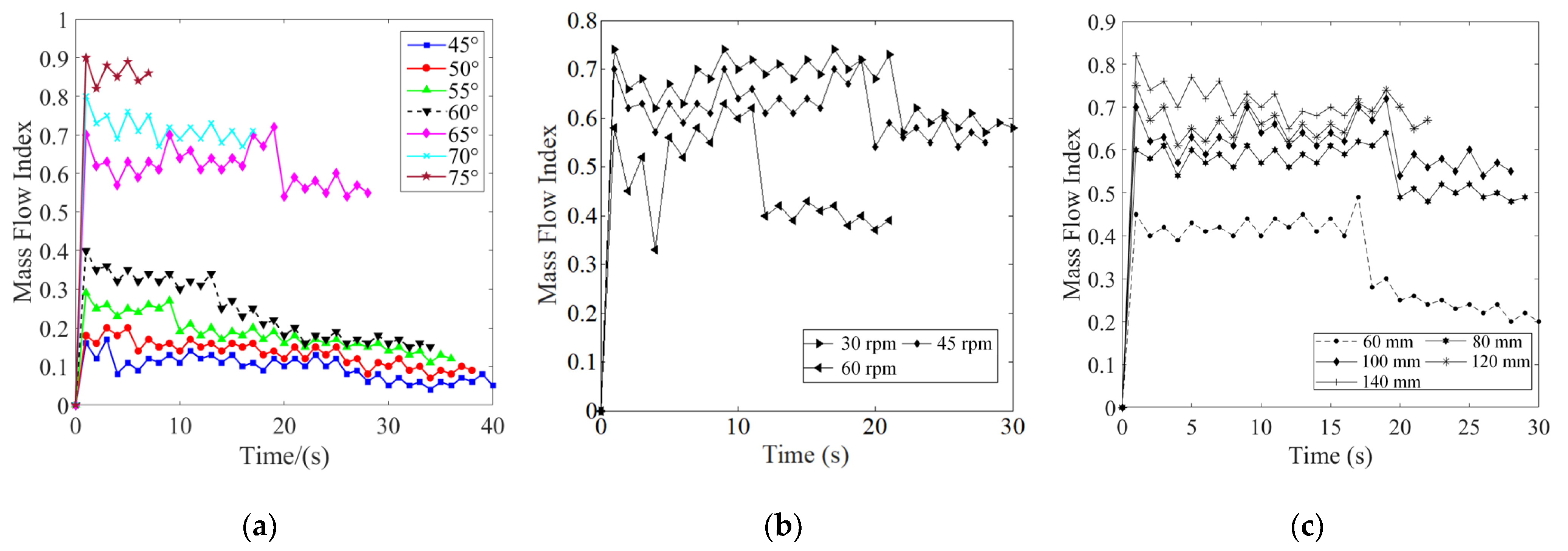
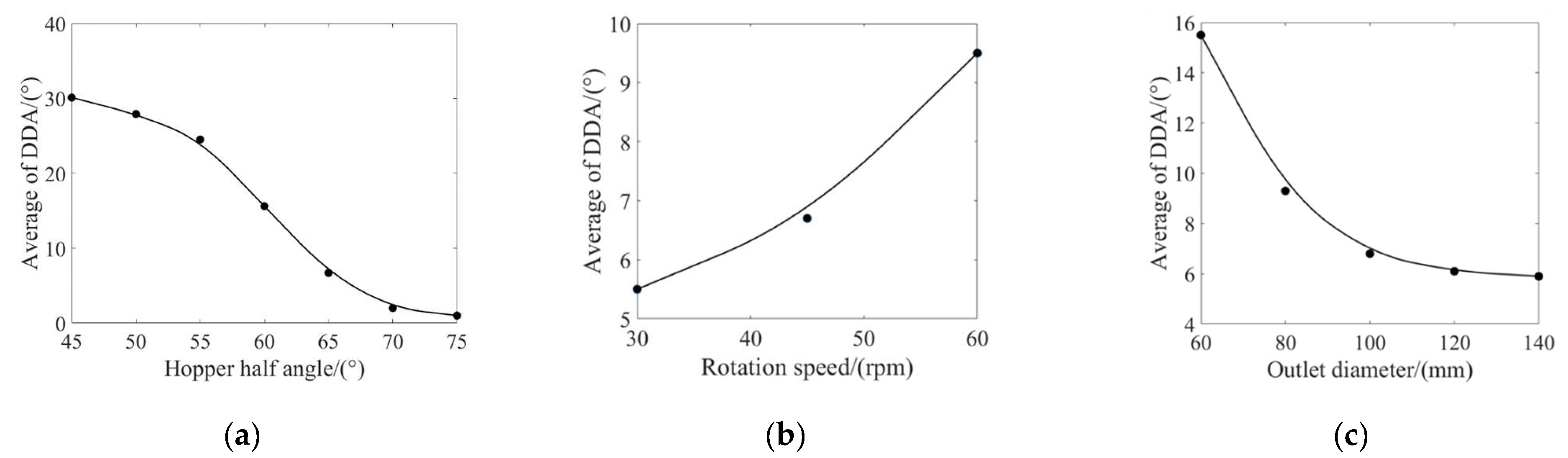
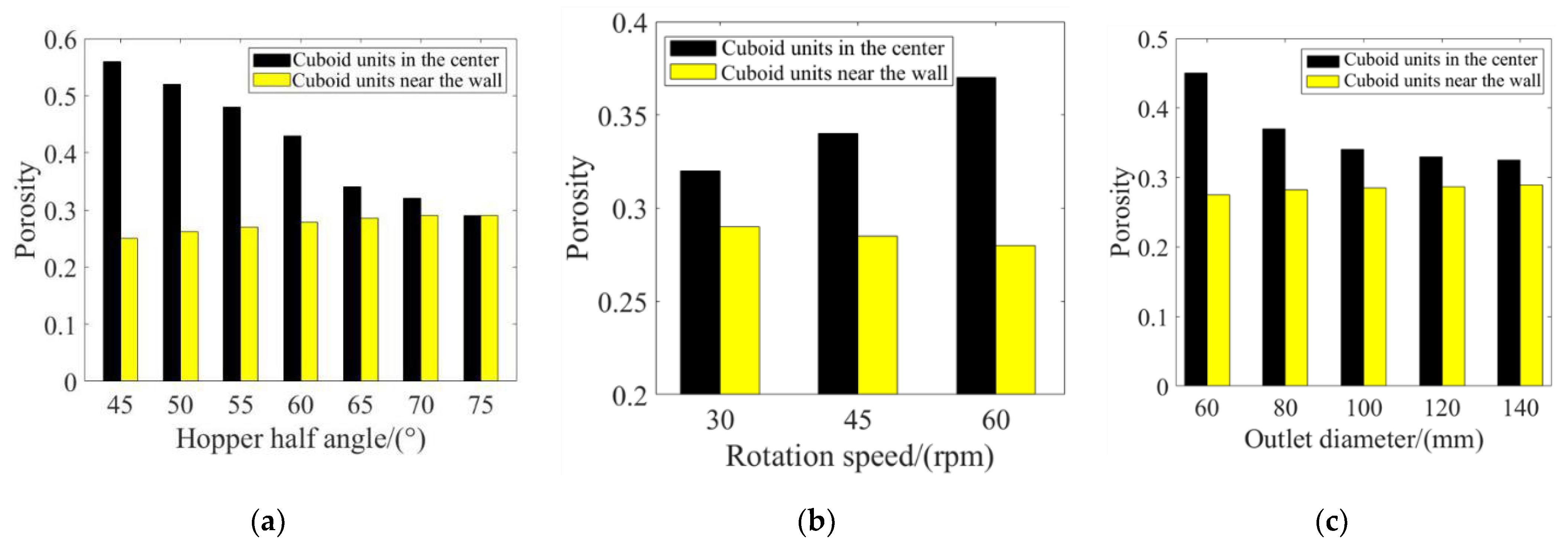
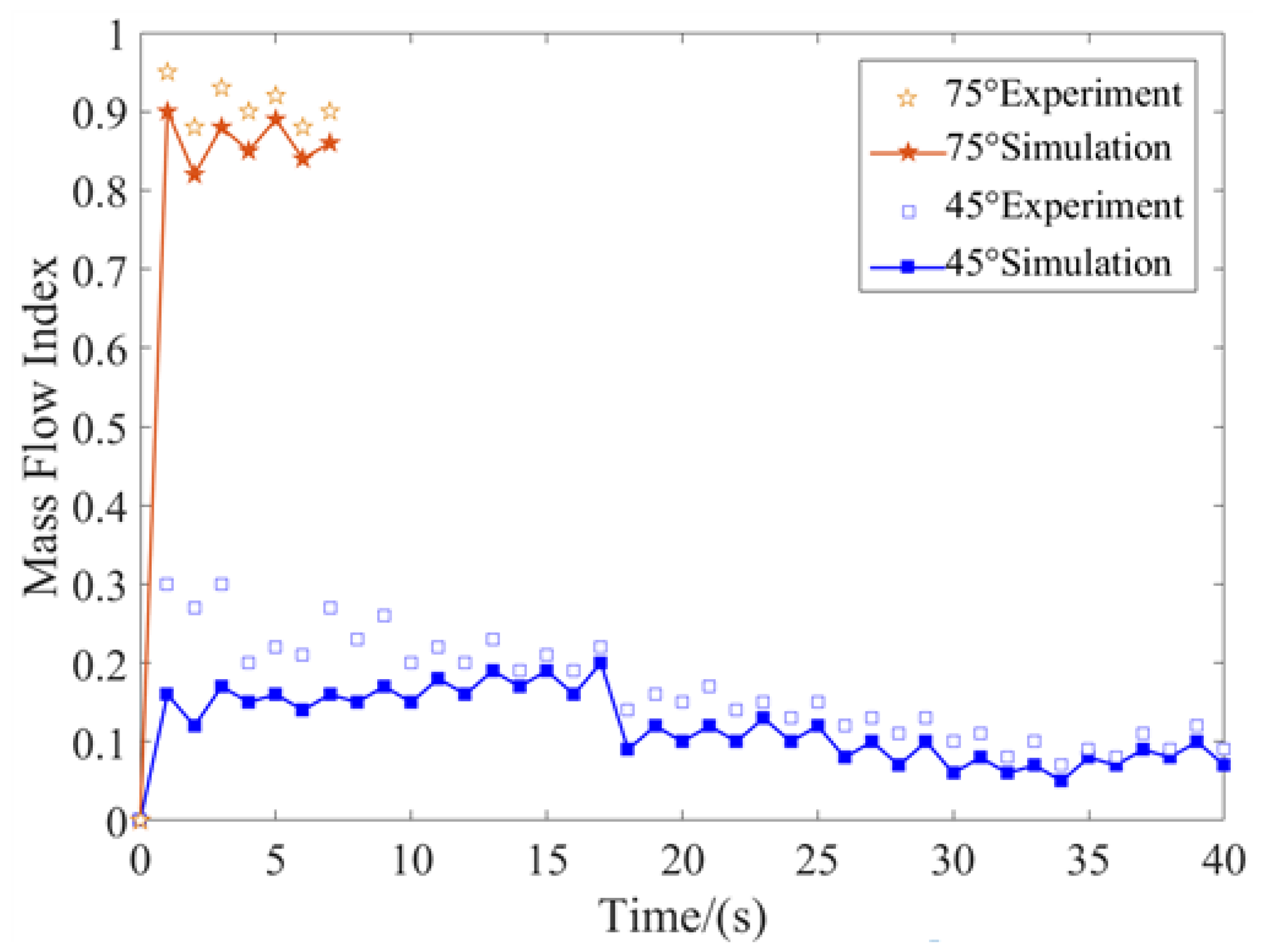
4.1.2. Evaluation of Flow Capacity
4.2. The Effect of Rotation Speed on Flow Capacity
4.2.1. Analysis of the Discharging Process
4.2.2. Evaluation of Flow Capacity
4.3. The Effect of Outlet Diameter on Flow Capacity
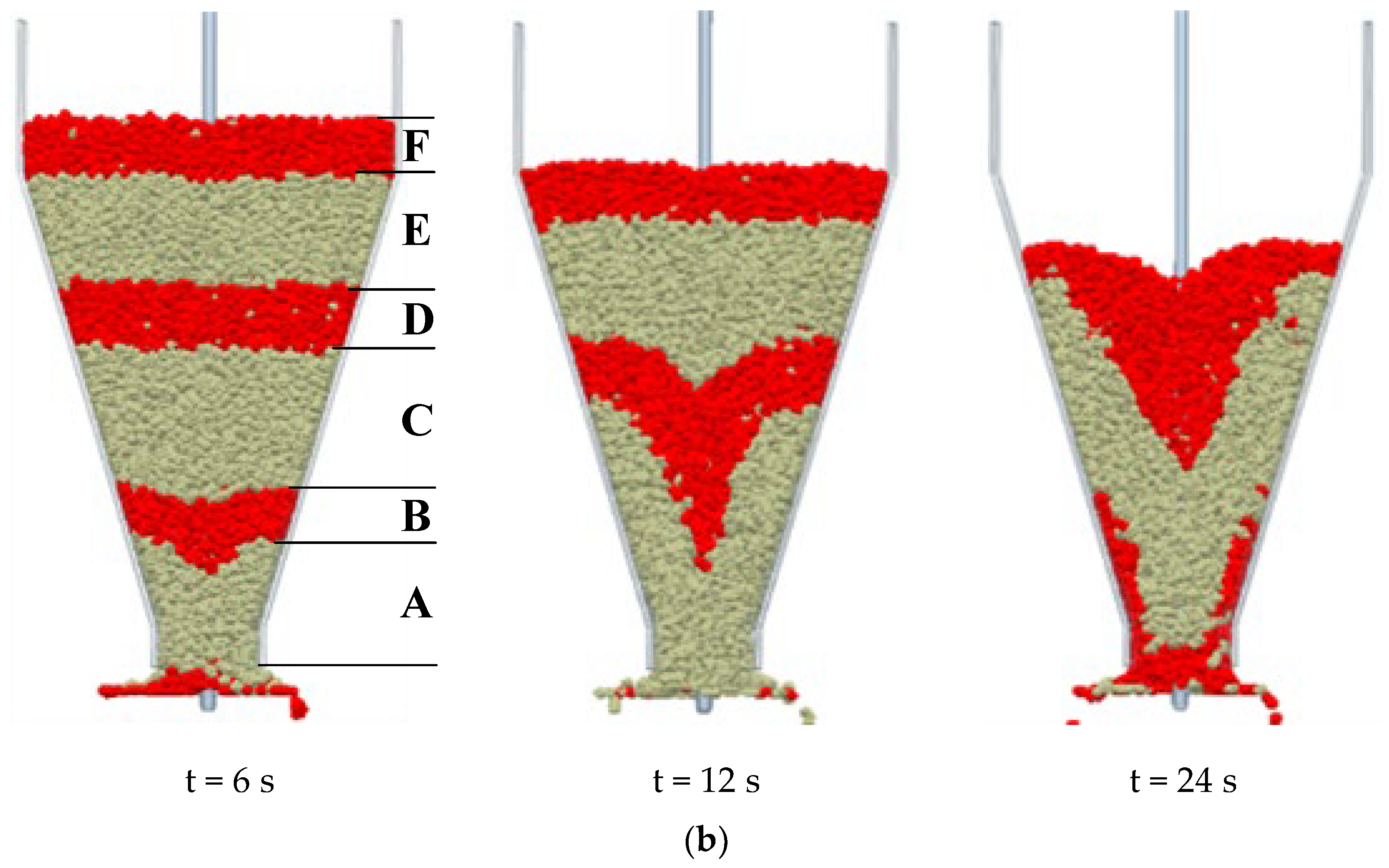
4.3.1. Analysis of Discharging Process
4.3.2. Evaluation of Flow Capacity
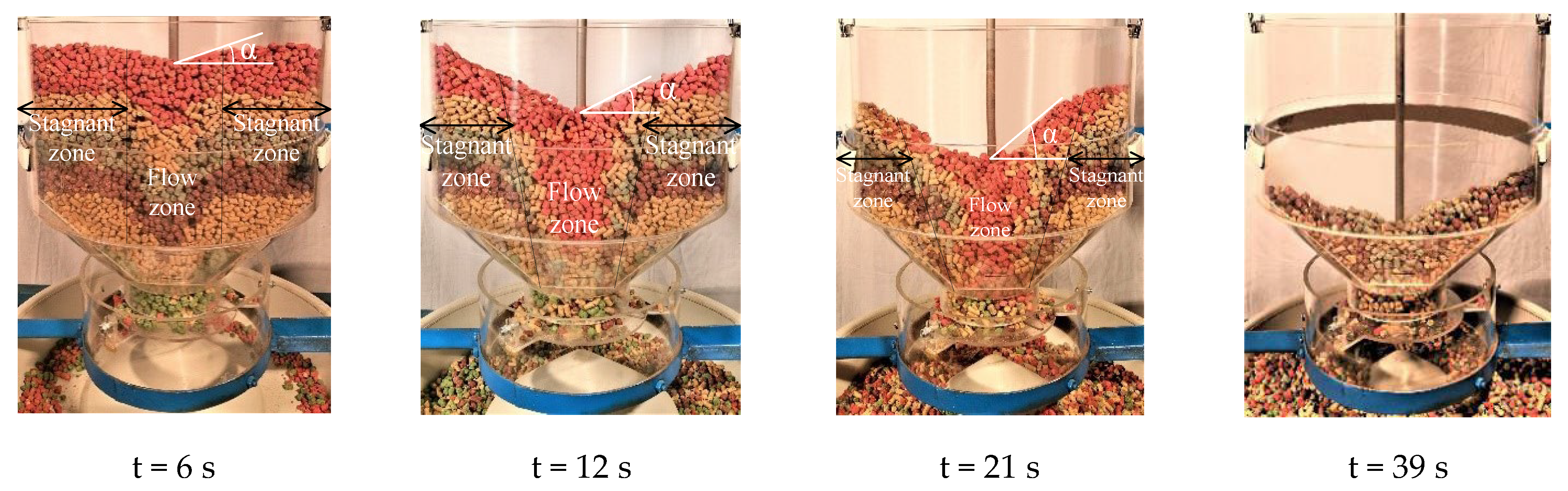
4.4. Experimental Validation
5. Discussion
- Environmental impact:
- 2.
- Test bench construction error:
- 3.
- Pellets are broken during discharge:
6. Conclusions
- The Mass Flow Index (MFI) can define the flow patterns of pellets in the hopper with an unloading paddle, and the MFI~0.24 is identified to distinguish the mass flow and the funnel flow by the DEM simulation tests.
- The MFI decreases with an increase in the rotation speed from 30 rpm to 60 rpm, the outlet diameter from 60 mm to 140 mm and the hopper half angle from 45° to 75°. Additionally, the flow pattern is mainly determined by the hopper half angle; the rotation speed and the outlet diameter have little influence on the flow patterns of pellets in the hopper, but the outlet diameter has a greater influence on the flow pattern when the outlet diameter is less than 60 mm.
- For the design of the hopper with an unloading paddle, the optimum parameters are as follows: the hopper half angle is between 65° and 75°, the outlet diameter is between 100 mm and 120 mm and the rotation speed is between 45 rpm and 60 rpm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Vukmirovic, D.; Colovic, R.; Rakita, S.; Briek, T.; Duragic, O.; Sola-Oriol, D. Importance of feed structure (particle size) and feed form (mash vs. pellets) in pig nutrition—A review. Anim. Feed Sci. Technol. 2017, 233, 133–144. [Google Scholar] [CrossRef]
- Lv, M.; Yan, L.; Wang, Z.; An, S.; Wu, M.; Lv, Z. Effects of feed form and feed particle size on growth performance, carcass characteristics and digestive tract development of broilers. Anim. Nutr. 2015, 1, 252–256. [Google Scholar] [CrossRef] [PubMed]
- Pampuro, N.; Busato, P.; Cavallo, E. Gaseous Emissions after Soil Application of Pellet Made from Composted Pig Slurry Solid Fraction: Effect of Application Method and Pellet Diameter. Agriculture 2018, 8, 119. [Google Scholar] [CrossRef]
- Pampuro, N.; Bisaglia, C.; Romano, E.; Brambilla, M.; Pedretti, E.F.; Cavallo, E. Phytotoxicity and Chemical Characterization of Compost Derived from Pig Slurry Solid Fraction for Organic Pellet Production. Agriculture 2017, 7, 94. [Google Scholar] [CrossRef]
- Bao, Z.; Li, Y.; Zhang, J.; Li, L.; Zhang, P.; Huang, F.R. Effect of particle size of wheat on nutrient digestibility, growth performance, and gut microbiota in growing pigs. Livest. Sci. 2016, 183, 33–39. [Google Scholar] [CrossRef]
- Tao, H.; Jin, B.; Zhong, W.; Wang, X.; Ren, B.; Zhang, Y.; Xiao, R. Discrete element method modeling of non-spherical granular flow in rectangular hopper. Chem. Eng. Process. Process Intensif. 2010, 49, 51–158. [Google Scholar] [CrossRef]
- Nguyen, V.D.; Cogne, C.; Guessasma, M.; Bellenger, E.; Fortin, J. Discrete modeling of granular flow with thermal transfer: Application to the discharge of silos. Appl. Thermal Eng. 2009, 29, 1846–1853. [Google Scholar] [CrossRef]
- Zhao, Y.; Yang, S.L.; Zhang, L.Q.; Chew, J.W. Understanding the varying discharge rates of lognormal particle size distributions from a hopper using the Discrete Element Method. Powder Technol. 2019, 342, 356–370. [Google Scholar] [CrossRef]
- Xiao, H.Y.; Fan, Y.; Jacob, K.V.; Umbanhowar, P.B.; Kodam, M.; Koch, J.F.; Lueptow, R.M. Continuum modeling of granular segregation during hopper discharge. Chem. Eng. Sci. 2019, 193, 188–204. [Google Scholar] [CrossRef]
- Engisch, W.E.; Muzzio, F.J. Method for characterization of loss-in-weigh feeder equipment. Powder Technol. 2012, 228, 395–403. [Google Scholar] [CrossRef]
- Engisch, W.E.; Muzzio, F.J. Feedrate deviations caused by hopper refill of loss-in-weigh feeders. Powder Technol. 2015, 283, 389–400. [Google Scholar] [CrossRef]
- Carcel, C.R.; Starr, A.; Nsugbe, E. Estimation of powder mass flow rate in a screw feeder using acoustic emissions. Powder Technol. 2018, 336, 122–130. [Google Scholar] [CrossRef]
- Chen, S.; Baumes, L.A.; Gel, A.; Adepu, M.; Emady, H.; Jiao, Y. Classification of particle height in a hopper bin from limited discharge data using convolutional neural network models. Powder Technol. 2018, 339, 615–624. [Google Scholar] [CrossRef]
- Lu, H.F.; Guo, X.L.; Jin, Y.; Gong, X.; Zhao, W.; Barletta, D.; Poletto, M. Powder discharge from a hopper-standpipe system modelled with CPFD. Adv. Powder Technol. 2017, 28, 481–490. [Google Scholar] [CrossRef]
- Mahajan, N.P.; Deshpande, S.B.; Kadwane, S.G. Design and implementation of advanced controller in plant distributed control system for improving control of non-linear belt weigh feeder. J. Proc. Control. 2018, 62, 55–65. [Google Scholar] [CrossRef]
- Chandravanshi, M.L.; Mukhopadhyay, A.K. Dynamic analysis of vibratory feeder and their effect on feed particle speed on conveying surface. Measurement 2017, 101, 145–156. [Google Scholar] [CrossRef]
- Zhang, Y.X.; Jia, F.G.; Zeng, Y.; Han, Y.L.; Xiao, Y.W. DEM study in the critical height of flow mechanism transition in a conical silo. Powder Technol. 2018, 331, 98–106. [Google Scholar] [CrossRef]
- Fernandez, J.W.; Cleary, P.W.; Mcbride, W. Effect of screw design on hopper drawdown of spherical particles in a horizontal screw feeder. Chem. Eng. Sci. 2011, 66, 5585–5601. [Google Scholar] [CrossRef]
- Wang, Y.F.; Li, T.Y.; Muzzio, F.J.; Glasser, B.J. Predicting feeder performance based on material flow properties. Powder Technol. 2017, 308, 135–148. [Google Scholar] [CrossRef]
- Mellmann, J.; Hoffmann, T.; Fürll, C. Mass flow during unloading of agricultural bulk materials from silos depending on particle form, flow properties and geometry of the discharge opening. Powder Technol. 2014, 253, 46–52. [Google Scholar] [CrossRef]
- Weinhart, T.; Labra, C.; Luding, S.; Ooi, J.Y. Influence of coarse-graining parameters on the analysis of DEM simulations of silo flow. Powder Technol. 2016, 293, 138–148. [Google Scholar] [CrossRef]
- Emden, H.K.; Kacianauskas, R. Discrete element analysis of experiments on mixing and bulk transport of wood pellets on a forward acting grate in discontinuous operation. Chem. Eng. Sci. 2013, 92, 105–117. [Google Scholar] [CrossRef]
- Moysey, P.A.; Baird, M.H.I. Size segregation of spherical nickel pellets in the surface flow of a packed bed: Experiments and Discrete Element Method simulations. Powder Technol. 2009, 196, 298–308. [Google Scholar] [CrossRef]
- Yuan, H.; Cai, Y.; Liang, S.F.; Ku, J.S.; Qin, Y. Numerical Simulation and Analysis of Feeding Uniformity of Viscous Miscellaneous Fish Bait Based on EDEM Software. Agriculture 2023, 13, 356. [Google Scholar] [CrossRef]
- Ma, C.H.; Chen, L.; Yang, K.; Yang, J.; Tu, Y.; Cheng, L. Intelligent calibration method for microscopic parameters of soil–rock mixtures based on measured landslide accumulation morphology. Comput. Methods Appl. Mech. Eng. 2024, 422, 116835. [Google Scholar] [CrossRef]
- Hou, Q.F.; Dong, K.J.; Yu, A.B. DEM study of the flow of cohesive particles in a screw feeder. Powder Technol. 2014, 256, 529–539. [Google Scholar] [CrossRef]
- Tao, H.; Zhong, W.Q.; Jin, B.S. Comparison of construction method for DEM simulation of ellipsoidal particles. Chin. J. Chem. Eng. 2013, 21, 800–807. [Google Scholar] [CrossRef]
- Saeed, M.K.; Siraj, M.S. Mixing study of non-spherical particles using DEM. Powder Technol. 2019, 344, 617–627. [Google Scholar] [CrossRef]
- Jiang, Y.J.; Fan, X.Y.; Li, T.H.; Xiao, S.Y. Influence of particle-size segregation on the impact of dry granular flow. Powder Technol. 2018, 340, 39–51. [Google Scholar] [CrossRef]
- Han, Y.L.; Jia, F.G.; Meng, X.Y.; Cao, B.; Zeng, Y.; Xiao, Y.W. Numerical analysis of similarities of particle flow behavior in stirred chambers. Powder Technol. 2019, 344, 286–301. [Google Scholar] [CrossRef]
- Zeng, Y.; Jia, F.G.; Meng, X.Y.; Han, Y.L.; Xiao, Y.W. The effects of friction characteristic of particle on milling process in a horizontal rice mill. Adv. Powder Technol. 2018, 29, 1280–1291. [Google Scholar] [CrossRef]
- Zhou, Z.Y.; Zhu, H.P.; Yu, A.B.; Wright, B.; Zulli, P. Discrete particle simulation of gas-solid flow in a blast furnace. Comput. Chem. Eng. 2008, 32, 1760–1772. [Google Scholar] [CrossRef]
- Yang, W.J.; Zhou, Z.Y.; Yu, A.B. Discrete particle simulation of solid flow in a three-dimensional blast furnace sector model. Chem. Eng. J. 2015, 278, 339–352. [Google Scholar] [CrossRef]
- Zhang, T.F.; Gan, J.Q.; Pinson, D.; Zhou, Z.Y. Size-induced segregation of granular materials during filling a conical hopper. Powder Technol. 2018, 340, 331–343. [Google Scholar] [CrossRef]
- Toson, P.; Khinast, J.G. Impulse-based dynamics for studying quasi-static granular flows: Application to hopper emptying of non-spherical particles. Powder Technol. 2017, 313, 353–360. [Google Scholar] [CrossRef]
- Scherer, V.; Wirtz, S.; Krause, B.; Wissing, F. Simulation of reacting moving granular material in furnaces and boilers an overview on the capabilities of the discrete element method. Energy Procedia 2017, 120, 41–61. [Google Scholar] [CrossRef]
- You, Y.; Zhao, Y.Z. Discrete element modelling of ellipsoidal particles using super-ellipsoids and multi-spheres: A comparative study. Powder Technol. 2018, 331, 179–191. [Google Scholar] [CrossRef]
- Zhong, W.Q.; Yu, A.B.; Liu, X.J.; Tong, Z.B.; Zhang, H. DEM/CFD-DEM Modelling of non-spherical particulate systems: Theoretical developments and applications. Powder Technol. 2016, 302, 108–152. [Google Scholar] [CrossRef]
- Cabiscol, R.; Finke, J.H.; Kwade, A. Calibration and interpretation of DEM parameters for simulations of cylindrical tablets with multi-sphere approach. Powder Technol. 2018, 327, 232–245. [Google Scholar] [CrossRef]
- Qian, Q.; An, X.Z.; Zhao, H.Y.; Dong, K.J.; Yang, X.H. Numerical investigations on random close packings of cylindrical particles with different aspect ratios. Powder Technol. 2019, 343, 79–86. [Google Scholar] [CrossRef]
- Coetzee, C.J. Review: Calibration of the discrete element method. Powder Technol. 2017, 310, 104–142. [Google Scholar] [CrossRef]
- Huang, H.N.; Wang, D.F.; Li, B.Q.; Zhang, J.F.; Li, J.Q. Design and Experiment of Discharging Performance of Feeder for Nursery. Trans. Chin. Soc. Agric. Mach. 2018, 49, 161–169. [Google Scholar]
- Kumar, R.; Patel, C.M.; Jana, A.K.; Gopireddy, S.S. Prediction of hopper discharge rate using combined discrete element method and artificial neural network. Adv. Powder Technol. 2018, 29, 2822–2834. [Google Scholar] [CrossRef]
- Faqih, A.N.; Alexander, A.W.; Muzzio, F.J.; Tomassone, M.S. A method for predicting hopper flow characteristics of pharmaceutic powders. Chem. Eng. Sci. 2007, 62, 1536–1542. [Google Scholar] [CrossRef]
- Höhner, D.; Wirtz, S.; Scherer, V. A numerical study on the influence of particle shape on hopper discharge within the polyhedral and multi-sphere discrete element method. Powder Technol. 2012, 226, 16–28. [Google Scholar] [CrossRef]
- Beverloo, W.A.; Leniger, H.A.; Velde, J.V.D. The flow of granular solids through orifices. Chem. Eng. Sci. 1961, 15, 260–269. [Google Scholar] [CrossRef]
- Zheng, Q.J.; Xia, B.S.; Pan, R.H.; Yu, A.B. Prediction of mass discharge rate in conical hoppers using elastoplastic model. Powder Technol. 2017, 307, 63–72. [Google Scholar] [CrossRef]
- Xu, K.M.; Wang, J.; Wei, Z.B.; Deng, F.F.; Wang, Y.W.; Cheng, S.M. An optimization of the MOS electronic nose sensor array for the detection of Chinese pecan quality. J. Food Eng. 2017, 203, 25–31. [Google Scholar] [CrossRef]
- Song, J.; Yang, H.; Li, R.; Chen, Q.; Zhang, Y.J.; Wang, Y.J.; Kong, P. Improved PTV measurement based on Voronoi matching used in hopper flow. Powder Technol. 2019, 355, 172–182. [Google Scholar] [CrossRef]
- Drescher, A.; Ferjani, M. Revised model for plug/funnel flow in bins. Powder Technol. 2004, 141, 44–54. [Google Scholar] [CrossRef]
- Fullard, L.A.; Davies, C.E.; Wake, G.C. Modelling powder mixing in mass flow discharge: A kinematic approach. Adv. Powder Technol. 2013, 24, 499–506. [Google Scholar] [CrossRef]
- Johanson, J.R. Stress and velocity fields in the gravity flow of bulk solids. J. Appl. Mech. 1964, 31, 499–506. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Forces and Torques | Symbols | Equations |
|---|---|---|
| Normal elastic force/N | ||
| Normal damping force/N | ||
| Tangential elastic force/N | ||
| Tangential damping force/N | ||
| Torque by tangential forces/N | ||
| Rolling friction torque/N·m | ||
| Coulomb friction force/N |
| Spherical Unit Number | X/mm | Y/mm | Z/mm |
|---|---|---|---|
| 1 | 0.000945 | −0.000321 | 0.001012 |
| 2 | 1.36691 | −0.00098 | 0.733574 |
| 3 | −1.36502 | 0.000337 | −0.73155 |
| 4 | −0.731617 | −0.000114 | 1.36697 |
| 5 | 0.733507 | −0.000529 | −1.36495 |
| 6 | 0.450455 | −0.000641 | 1.49029 |
| 7 | 1.49022 | −0.000936 | −0.448498 |
| 8 | −1.48833 | 0.000293 | 0.450522 |
| 9 | −0.448565 | −2 × 10−6 | −1.48826 |
| Type | Parameters | Values |
|---|---|---|
| Pellet feed | Density, ρf (kg·m−3) | 1538 |
| Poisson ratio, νf | 0.26 | |
| Shear modulus, Gf (Pa) | 7.1 × 107 | |
| hopper | Hopper half angle, β (°) | 45–75 |
| Outlet diameter, D2 (mm) | 60–140 | |
| Hopper diameter, D1 (mm) | 290 | |
| Density, ρh (kg·m−3) | 2000 | |
| Poisson ratio, νh | 0.3 | |
| Shear modulus, Gh (Pa) | 1.1 × 109 | |
| Rotating shaft | Density, ρR (kg·m−3) | 7800 |
| Poisson ratio, νR | 0.3 | |
| Shear modulus, GR (Pa) | 7 × 1010 | |
| feeding trough | Density, ρt (kg·m−3) | 1340 |
| Poisson ratio, νt | 0.32 | |
| Shear modulus, Gt (Pa) | 1.2 × 109 | |
| Feed-feed | Restitution coefficient, eff | 0.65 |
| Coefficient of static friction, μs,ff | 0.4 | |
| Coefficient of rolling friction, μr,ff | 0.01 | |
| Feed-hopper | Restitution coefficient, efh | 0.48 |
| Coefficient of static friction, μs,ff | 0.4 | |
| Coefficient of rolling friction, μr,fh | 0.01 | |
| Feed-rotating shaft | Restitution coefficient, efr | 0.62 |
| Coefficient of static friction, μs,fr | 0.27 | |
| Coefficient of rolling friction, μr,fr | 0.01 | |
| Feed-feeding trough | Restitution coefficient, eft | 0.5 |
| Coefficient of static friction, μs,ft | 0.38 | |
| Coefficient of rolling friction, μr,ft | 0.01 | |
| Simulation | Time step, ∆t (s) | 2.5 × 10−5 |
| Test | Hopper Half Angle β (°) | Rotation Speed n (rpm) | Outlet Diameter D2 (mm) | MFI (/) |
|---|---|---|---|---|
| 1 | 45 | 45 | 100 | 0.10 |
| 2 | 50 | 45 | 100 | 0.13 |
| 3 | 55 | 45 | 100 | 0.18 |
| 4 | 60 | 45 | 100 | 0.24 |
| 5 | 65 | 45 | 100 | 0.60 |
| 6 | 70 | 45 | 100 | 0.67 |
| 7 | 75 | 45 | 100 | 0.75 |
| 8 | 65 | 30 | 100 | 0.64 |
| 9 | 65 | 60 | 100 | 0.45 |
| 10 | 65 | 45 | 60 | 0.30 |
| 11 | 65 | 45 | 80 | 0.54 |
| 12 | 65 | 45 | 120 | 0.64 |
| 13 | 65 | 45 | 140 | 0.68 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, H.; Zhang, Y.; Wang, D.; Fu, Z.; Tian, H.; Shang, J.; Helal, M.; Lv, Z. Study the Flow Capacity of Cylindrical Pellets in Hopper with Unloading Paddle Using DEM. Agriculture 2024, 14, 523. https://doi.org/10.3390/agriculture14040523
Huang H, Zhang Y, Wang D, Fu Z, Tian H, Shang J, Helal M, Lv Z. Study the Flow Capacity of Cylindrical Pellets in Hopper with Unloading Paddle Using DEM. Agriculture. 2024; 14(4):523. https://doi.org/10.3390/agriculture14040523
Chicago/Turabian StyleHuang, Huinan, Yan Zhang, Defu Wang, Zijiang Fu, Hui Tian, Junjuan Shang, Mahmoud Helal, and Zhijun Lv. 2024. "Study the Flow Capacity of Cylindrical Pellets in Hopper with Unloading Paddle Using DEM" Agriculture 14, no. 4: 523. https://doi.org/10.3390/agriculture14040523