
Free Fatty Acid Formation Points in Palm Oil Processing and the Impact on Oil Quality

 ,
,
Abstract
:1. Introduction
2. Methodology
2.1. FFB and LF Sampling at Different Handling Points
- (a)
- Collection of FFB and LF upon harvesting at estates
- (b)
- Collection of FFB from the 8-metric ton (MT) bin
- (c)
- Collection of FFB during mill processing
2.2. Analysis of FFA
2.3. Oil Extraction from FFB and LF
2.4. Blending of High-FFA CPO and Standard CPO
Volume (LF) + Volume (Bunch)
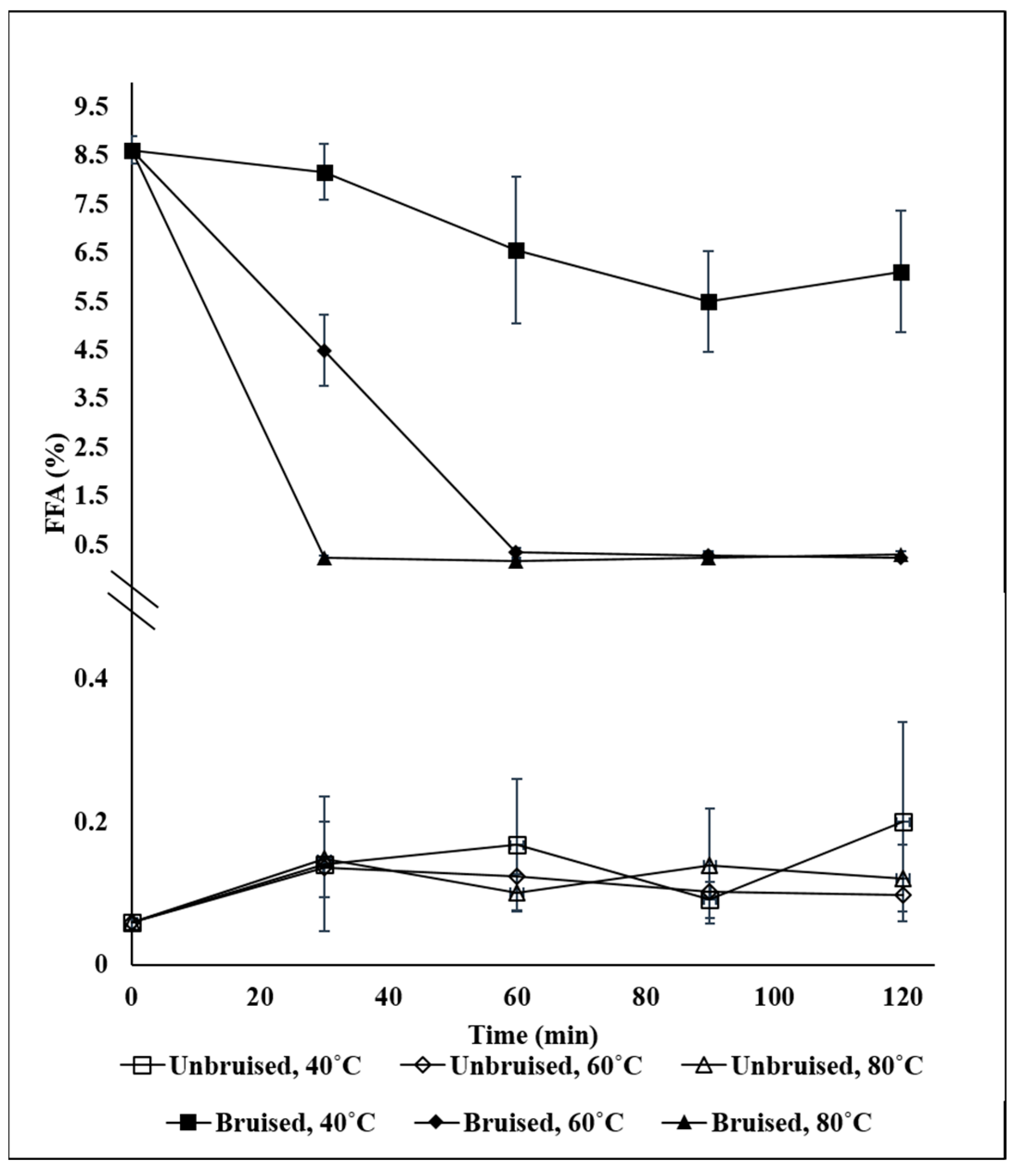
2.5. Study of Temperature Effect on Lipase Breakdown
2.6. Study of Time Effect on FFA Levels in Bruised Fruits
2.7. Statistical Analysis
3. Results and Discussion
3.1. FFA Accumulation Points
3.2. Effect of Bruising on the FFA Increment Rate
3.3. Optimum Temperature and Time to Halt Lipase Activity
3.4. FFA Level of LFs Collected from Palms
3.5. Characteristics of LF-Extracted CPO
3.6. Effect of CPO Blending with High-FFA LF-CPO
4. Summary
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgements
Conflicts of Interest
References
- Sundram, K.; Sambanthamurthi, R.; Tan, Y.-A. Palm fruit chemistry and nutrition. Asia Pac. J. Clin. Nutr. 2003, 12, 355–362. [Google Scholar] [PubMed]
- Yusoff, M.Z.M. Loose fruit collector machine in Malaysia: A review. Int. J. Eng. Technol. Sci. 2019, 6, 65–75. [Google Scholar] [CrossRef]
- Palm Oil Research Association Malaysia (PORAM). Standard Specifications for Processed Palm Oil; PORAM: Selangor, Malaysia, 2000. [Google Scholar]
- Gan, L.T.; Ho, C.Y.; Lam, K.S.; Chew, J.S. Optimum harvesting standards to maximize labour productivity and oil recovery. In Proceedings of the PORIM International Palm Oil Congress: Update and Vision (Agriculture), Kuala Lumpur, Malaysia, 22–25 September 1993; pp. 195–221. [Google Scholar]
- Ariffin, A.A. The effect of CPO quality parameters (FFA, MandI, IV, PV, AV, DOBI and colour) on the refinery production efficiency. In Proceedings of the 2000 National Seminar on Palm Oil Milling, Refining Technology, Quality and Environment, Genting Highlands, Malaysia, 3–4 July 2001; pp. 79–88. [Google Scholar]
- Ashaari, A.; Ahmad, T.; Awang, S.R.; Shukor, N.A. A Graph-Based Dynamic Modeling for Palm Oil Refining Process. Processes 2021, 9, 523. [Google Scholar] [CrossRef]
- Gharby, S. Refining Vegetable Oils: Chemical and Physical Refining. Sci. World J. 2022, 2022, 6627013. [Google Scholar] [CrossRef] [PubMed]
- Morcillo, F.; Cros, D.; Billotte, N.; Ngando, G.; Domonhédo, H.; Pizot, M.; Cuéllar, T.; Espéout, S.; Dhouib, R.; Bourgis, F.; et al. Improving palm oil quality through identification and mapping of the lipase gene causing oil deterioration. Nat. Commun. 2013, 4, 2160. [Google Scholar] [CrossRef] [PubMed]
- Wong, Y.; Kushairi, A.; Rajanaidu, N.; Osman, M.; Wickneswari, R.; Sambanthamurthi, R. Screening of wild oil palm (Elaeis guineensis) germplasm for lipase activity. J. Agric Sci. 2016, 154, 1241–1252. [Google Scholar] [CrossRef]
- Ebongue, G.N.; Dhouib, R.; Carriere, F.; Zollo, P.-H.A.; Arondel, V. Assaying lipase activity from oil palm fruit (Elaeis guineensis Jacq.) mesocarp. Plant Physiol. Biochem. 2006, 44, 611–617. [Google Scholar] [CrossRef] [PubMed]
- Hiol, A.; Jonzo, M.D.; Rugani, N.; Druet, D.; Sarda, L.; Comeau, L.C. Purification and characterization of an extracellular lipase from a thermophilic Rhizopus oryzae strain isolated from palm fruit. Enzyme Microb. Technol. 2000, 26, 421–430. [Google Scholar] [CrossRef]
- Edyson, E.; Murgianto, F.; Ardiyanto, A.; Astuti, E.J.; Ahmad, M.P. Preprocessing Factors Affected Free Fatty Acid Content in Crude Palm Oil Quality. Agric. Sci. J. 2022, 27, 177–181. [Google Scholar] [CrossRef]
- Chew, C.L.; Tan, B.A.; Low, J.Y.S.; Mohd Hakimi, N.I.N.; Kua, S.F.; Lim, C.M. Exogenous ethylene application on postharvest oil palm fruit bunches improves crude palm oil quality. Food Sci. Nutr. 2021, 9, 5335–5343. [Google Scholar] [CrossRef]
- Tan, K.P.; Kanniah, K.D.; Cracknell, A.P. On the upstream inputs into the MODIS primary productivity products using biometric data from oil palm plantations. Int. J. Remote Sens. 2014, 35, 2215–2246. [Google Scholar] [CrossRef]
- Krisdiarto, A.W.; Sutiarso, L. Study on Oil Palm Fresh Fruit Bunch Bruise in Harvesting and Transportation to Quality. Makara J. Technol. 2016, 20, 67. [Google Scholar] [CrossRef]
- Woittiez, L.S.; van Wijk, M.T.; Slingerland, M.; van Noordwijk, M.; Giller, K.E. Yield gaps in oil palm: A quantitative review of contributing factors. Eur. J. Agron. 2017, 83, 57–77. [Google Scholar] [CrossRef]
- Krisdiarto, A.W. Mapping of Bruise of Oil Palm Fresh Fruit Bunch during Loading and Transportation from Field to Mill. Makara J. Technol. 2018, 22, 5. [Google Scholar] [CrossRef]
- Chong, C.L.; Sambanthamurthi, R. Effects of mesocarp bruising on the rate of free fatty acid release in oil palm fruits. Int. Biodeterior. Biodegrad. 1993, 31, 65–70. [Google Scholar] [CrossRef]
- Nizam, A.; Muthiyah, K.; Mahmud, M.S. (Eds.) Free fatty acid formation in oil palm fruits during storage. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020; p. 012009. [Google Scholar]
- Sharif, Z.B.M.; Taib, N.B.M.; Yusof, M.S.B.; Rahim, M.Z.B.; Tobi, A.L.B.M.; Othman, M.S.B. (Eds.) Study on handing process and quality degradation of oil palm fresh fruit bunches (FFB). In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2017; p. 012027. [Google Scholar]
- Goudoum, A.; Ndomche, M.; Abdou Bouba, A.; Mbofung, C.; Armand, A. Some Physicochemical Characteristics and Storage Stability of Crude Palm Oils (Elaeis guineensis Jacq). Am. J. Food Sci. Technol. 2015, 3, 97–102. [Google Scholar]
- Tan, C.-H.; Ariffin, A.A.; Ghazali, H.M.; Tan, C.-P.; Kuntom, A.; Choo, A.C.-Y. Changes in oxidation indices and minor components of low free fatty acid and freshly extracted crude palm oils under two different storage conditions. J. Food Sci. Technol. 2017, 54, 1757–1764. [Google Scholar] [CrossRef] [PubMed]
- Idris, N.A.; Abdullah, A.; Halim, A.H. Evaluation of palm oil quality: Correlating sensory with chemical analyses. J. Am. Oil Chem. Soc. 1992, 69, 272–275. [Google Scholar] [CrossRef]
- Almeida, D.T.d.; Viana, T.V.; Costa, M.M.; Silva, C.d.S.; Feitosa, S. Effects of different storage conditions on the oxidative stability of crude and refined palm oil, olein and stearin (Elaeis guineensis). Food Sci. Technol. 2019, 39, 211–217. [Google Scholar] [CrossRef]
- Esfarjani, F.; Khoshtinat, K.; Zargaraan, A.; Mohammadi-Nasrabadi, F.; Salmani, Y.; Saghafi, Z.; Hosseini, H.; Bahmaei, M. Evaluating the rancidity and quality of discarded oils in fast food restaurants. Food Sci. Nutr. 2019, 7, 2302–2311. [Google Scholar] [CrossRef]
- Xu, T.-t.; Li, J.; Fan, Y.-W.; Zheng, T.-w.; Deng, Z.-Y. Comparison of oxidative stability among edible oils under continuous frying conditions. Int. J. Food Prop. 2015, 18, 1478–1490. [Google Scholar] [CrossRef]
- Chong, C.L. Measurement and maintenance of palm oil quality. In Palm Oil; AOCS Press: Urbana, IL, USA, 2012; pp. 431–470. [Google Scholar] [CrossRef]
- Chew, C.L.; Ng, C.Y.; Hong, W.O.; Wu, T.Y.; Lee, Y.-Y.; Low, L.E.; San Kong, P.; Chan, E.S. Improving sustainability of palm oil production by increasing oil extraction rate: A review. Food Bioproc. Technol. 2021, 14, 573–586. [Google Scholar] [CrossRef]
- Shimizu, M.; Moriwaki, J.; Nishide, T.; Nakajima, Y. Thermal deterioration of diacylglycerol and triacylglycerol oils during deep-frying. J. Am. Oil Chem. Soc. 2014, 81, 571–576. [Google Scholar] [CrossRef]
- Destaillats, F.; Craft, B.; Dubois, M.; Nagy, K. Glycidyl esters in refined palm (Elaeis guineensis) oil and related fractions. Part I: Formation mechanism. Food Chem. 2012, 131, 1391–1398. [Google Scholar] [CrossRef]
- Japir, A.A.-W.; Salimon, J.; Derawi, D.; Bahadi, M.; Al-Shuja’a, S.; Yusop, M.R. Physicochemical characteristics of high free fatty acid crude palm oil. Oilseeds Fats Crops Lipids 2017, 24, D506. [Google Scholar] [CrossRef]
- Jadhav, H.B.; Gogate, P.R.; Waghmare, J.T.; Annapure, U.S. Comparative assessment of thermo-oxidative stability of palm oil designer lipid and palm oil blends as frying medium. Appl. Food Res. 2022, 2, 100039. [Google Scholar] [CrossRef]
- Maszewska, M.; Florowska, A.; Dłużewska, E.; Wroniak, M.; Marciniak-Lukasiak, K.; Żbikowska, A. Oxidative stability of selected edible oils. Molecules. 2018, 23, 1746. [Google Scholar] [CrossRef]
- Rohaya, M. The Effects of Recycling Palm Pressed-Fibre Oil On Crude Palm Oil Quality. J. Oil Palm Res. 2022, 34, 79–91. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Parameter | Unit | Method Used |
|---|---|---|
| Free Fatty Acid | % | MPOB P2.5: 2004 |
| DOBI | - | MPOB p2.9: 2004 |
| Moisture and Volatile Matter | % | MPOB p2.1 Part 1: 2004 |
| Impurities | % | MPOB p2.2: 2004 |
| Peroxide Value | meq/kg | MPOB P2.3: 2004 |
| Iron | mg/kg | AOCS Ca 17-01 |
| Copper | mg/kg | AOCS Cd 15-75 |
| Iodine Value | g/100 g | MPOB p3.2: 2004 |
| Carotene | ppm | MPOB p2.6: 2004 |
| Triglycerides | % | AOCS Cd 11d-96 |
| Diglycerides | % | AOCS Cd 11d-96 |
| Monoglycerides | % | AOCS Cd 11d-96 |
| E233 | - | UV Spectrophotometer |
| E269 | - | UV Spectrophotometer |
| UV TOTOX | - | By calculation |
| Inorganic Chloride | mg/kg | UOP 779 |
| Organic Chloride | mg/kg | UOP 779 |
| Total Chloride | mg/kg | By calculation |
| Anisidine Value | - | MPOB p2.4: 2004 |
| Soap Content | mg/kg | MPOB p2.13: 2004 |
| Phosphorus | mg/kg | AOCS Ca 17-01 |
| Fatty Acid Composition | AOAC 996.06 | |
| C12:0 | % | |
| C14:0 | % | |
| C16:0 | % | |
| C18:0 | % | |
| C18:1n9c | % | |
| C18:2n6c | % | |
| C20:0 | % | |
| C18:3n3 | % | |
| Solid Fat Content | AOCS Cd 16b-93 | |
| N20 | % | |
| N30 | % | |
| N40 | % | |
| N45 | % |
| Oil Characteristics | LF Oil | Standard Specification | ||
|---|---|---|---|---|
| FFA (%) | 6 | 11 | 20 | 5 Max |
| DOBI | 3.27 | 2.01 | 1.83 | 2.3 Min |
| AnV | 3.4 | 7.9 | 8.5 | 4 Max |
| TAG (%) | 90.5 | 78.3 | 48.5 | 95 Min |
| DAG (%) | 3.2 | 2.7 | 6.3 | 4 Max |
| MAG (%) | 6.3 | 19 | 45.2 | NA |
| M&I (%) | 0.18 | 0.19 | 0.18 | 0.15 |
| PV (meq O2/kg) | 1.28 | 0.81 | 0.72 | 3 Max |
| Iron (mg/kg) | 0.7 | 0.1 | <0.1 | 5 Max |
| Copper (mg/kg) | <0.1 | <0.1 | <0.1 | 0.2 Max |
| IV (I2/100 g) | 54.5 | 54.6 | 55.0 | 52–55 |
| Carotene (ppm) | 687.2 | 647.1 | 676.9 | 500–700 |
| TOTOX | 5.96 | 9.52 | 7.04 | |
| Soap Content (mg/kg) | <10) | <10 | <10 | 10 Max |
| Phosphorus (mg/kg) | 9.6 | 2.6 | 7.2 | 10 Max |
| Oil Characteristics | CPO | CPO + LF-6% | CPO + LF-11% | CPO + LF-20% | Standard CPO Specification | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Ratio | 95:5 | 80:20 | 70:30 | 95:5 | 80:20 | 70:30 | 95:5 | 80:20 | 70:30 | ||
| FFA (%) | 2.67 | 2.96 | 3.43 | 3.78 | 3.3 | 4.77 | 5.91 | 3.71 | 6.45 | 8.43 | 5 Max |
| DOBI | 3.09 | 2.72 | 2.42 | 2.23 | 2.73 | 2.41 | 2.22 | 2.88 | 2.30 | 2.00 | 2.3 Min |
| AnV | 1.8 | 4.1 | 5.3 | 5.5 | 4.7 | 6.2 | 6.6 | 4.6 | 5.3 | 6.0 | 4 Max |
| TAG (%) | 96.5 | 94.1 | 91.8 | 92.2 | 93.1 | 89.2 | 84.8 | 92.2 | 85.6 | 80.5 | 95 Min |
| DAG (%) | 2.5 | 2.9 | 3.8 | 3.4 | 3.3 | 3.1 | 5.3 | 3.3 | 4.0 | 4.6 | 4 Max |
| MAG (%) | 1 | 3.0 | 4.4 | 4.3 | 3.5 | 7.6 | 10.1 | 4.5 | 10.4 | 14.9 | NA |
| M&I (%) | 0.1 | 0.1 | 0.13 | 0.1 | 0.1 | 0.13 | 0.1 | 0.13 | 0.12 | 0.14 | 0.15 |
| PV (meq O2/kg) | 0.73 | 1.67 | 1.45 | 3.82 | 1.34 | 2.48 | 3.52 | 0.95 | 1.7 | 3.36 | 3 Max |
| Iron (mg/kg) | 1.1 | 0.9 | 0.4 | 0.9 | 0.3 | 0.3 | 0.6 | 1.2 | 0.9 | 0.4 | 5 Max |
| Copper (mg/kg) | <0.1 | <0.1 | <0.1 | <0.1 | <0.1 | <0.1 | <0.1 | <0.1 | <0.1 | <0.1 | 0.2 Max |
| IV (I2/100 g) | 52.6 | 53.9 | 54.1 | 54.5 | 53.2 | 53 | 53.7 | 53.5 | 52.5 | 54.1 | 52–55 |
| Carotene (ppm) | 582.4 | 560.6 | 537.6 | 520.7 | 561.6 | 523.8 | 514 | 549 | 513.6 | 523.4 | 500–700 |
| TOTOX | 3.26 | 7.44 | 8.2 | 13.14 | 7.38 | 11.16 | 13.64 | 6.5 | 8.7 | 10.72 | |
| Soap Content (mg/kg) | <10 | <10 | <10 | <10 | <10 | <10 | <10 | <10 | <10 | <10 | 10 Max |
| Phosphorus (mg/kg) | 6.9 | 7.5 | 9.3 | 9.0 | 7.8 | 8.0 | 8.6 | 7.3 | 6.8 | 8 | 10 Max |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tan, B.A.; Nair, A.; Zakaria, M.I.S.; Low, J.Y.S.; Kua, S.F.; Koo, K.L.; Wong, Y.C.; Neoh, B.K.; Lim, C.M.; Appleton, D.R. Free Fatty Acid Formation Points in Palm Oil Processing and the Impact on Oil Quality. Agriculture 2023, 13, 957. https://doi.org/10.3390/agriculture13050957
Tan BA, Nair A, Zakaria MIS, Low JYS, Kua SF, Koo KL, Wong YC, Neoh BK, Lim CM, Appleton DR. Free Fatty Acid Formation Points in Palm Oil Processing and the Impact on Oil Quality. Agriculture. 2023; 13(5):957. https://doi.org/10.3390/agriculture13050957
Chicago/Turabian StyleTan, Bee Aik, Anusha Nair, Mohd Ibnur Syawal Zakaria, Jaime Yoke Sum Low, Shwu Fun Kua, Ka Loo Koo, Yick Ching Wong, Bee Keat Neoh, Chin Ming Lim, and David Ross Appleton. 2023. "Free Fatty Acid Formation Points in Palm Oil Processing and the Impact on Oil Quality" Agriculture 13, no. 5: 957. https://doi.org/10.3390/agriculture13050957