
Design and Performance Evaluation of a Multi-Point Extrusion Walnut Cracking Device
Abstract
:1. Introduction
2. Materials and Methods
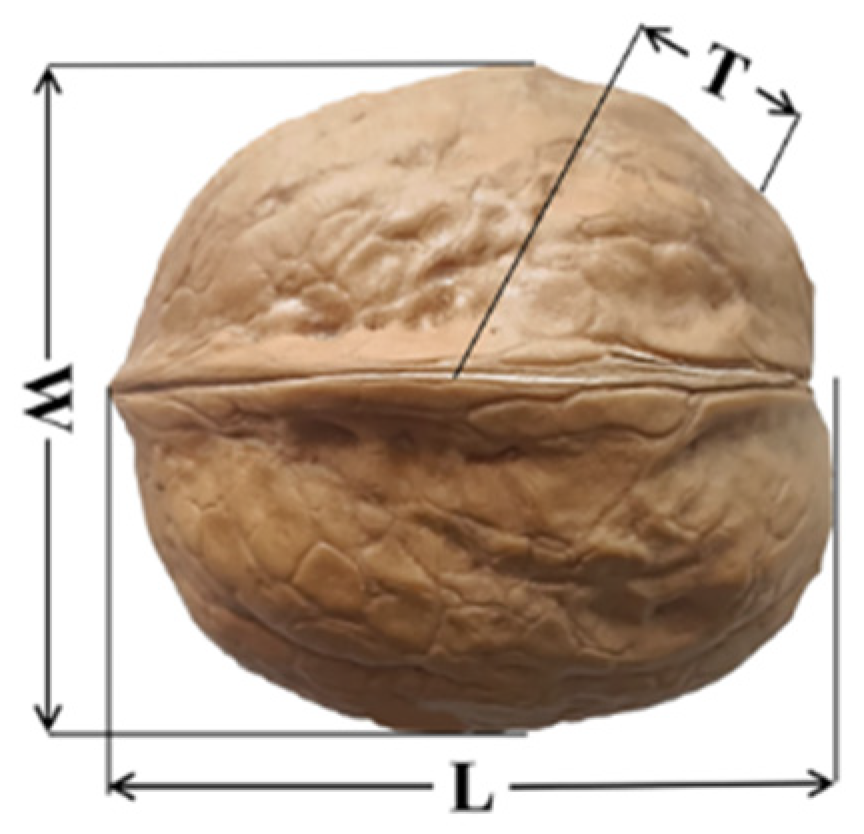
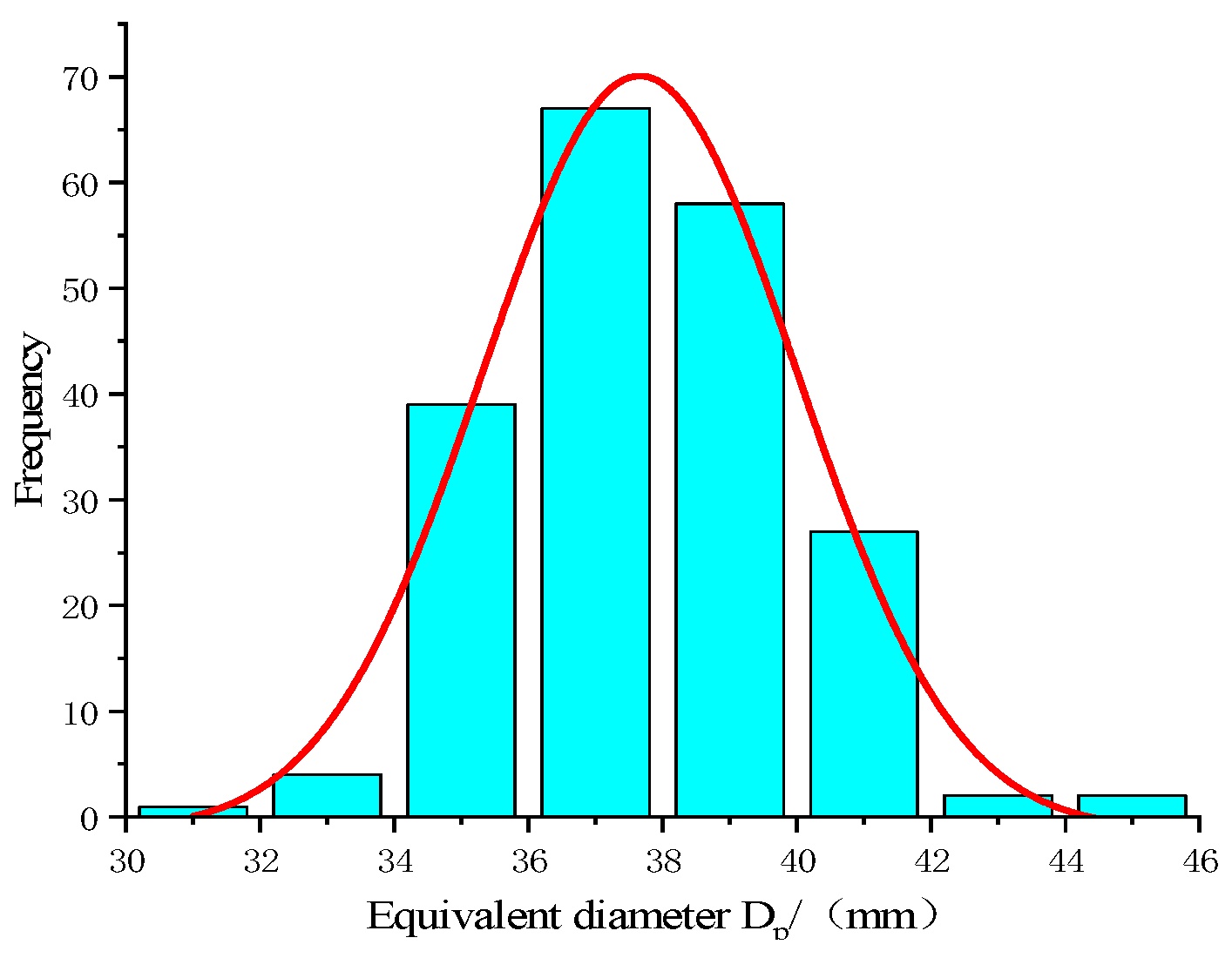
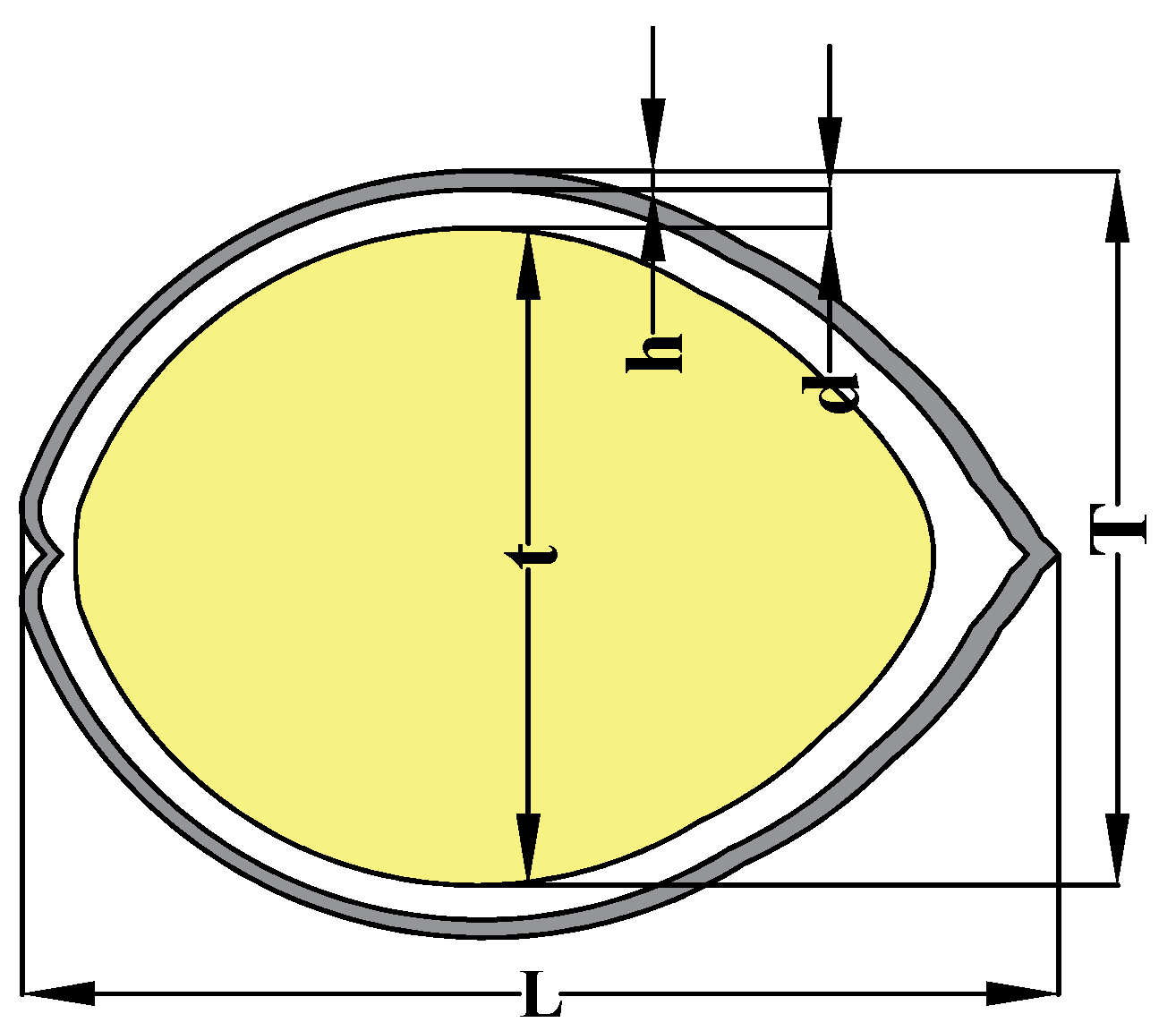
2.1. Materials
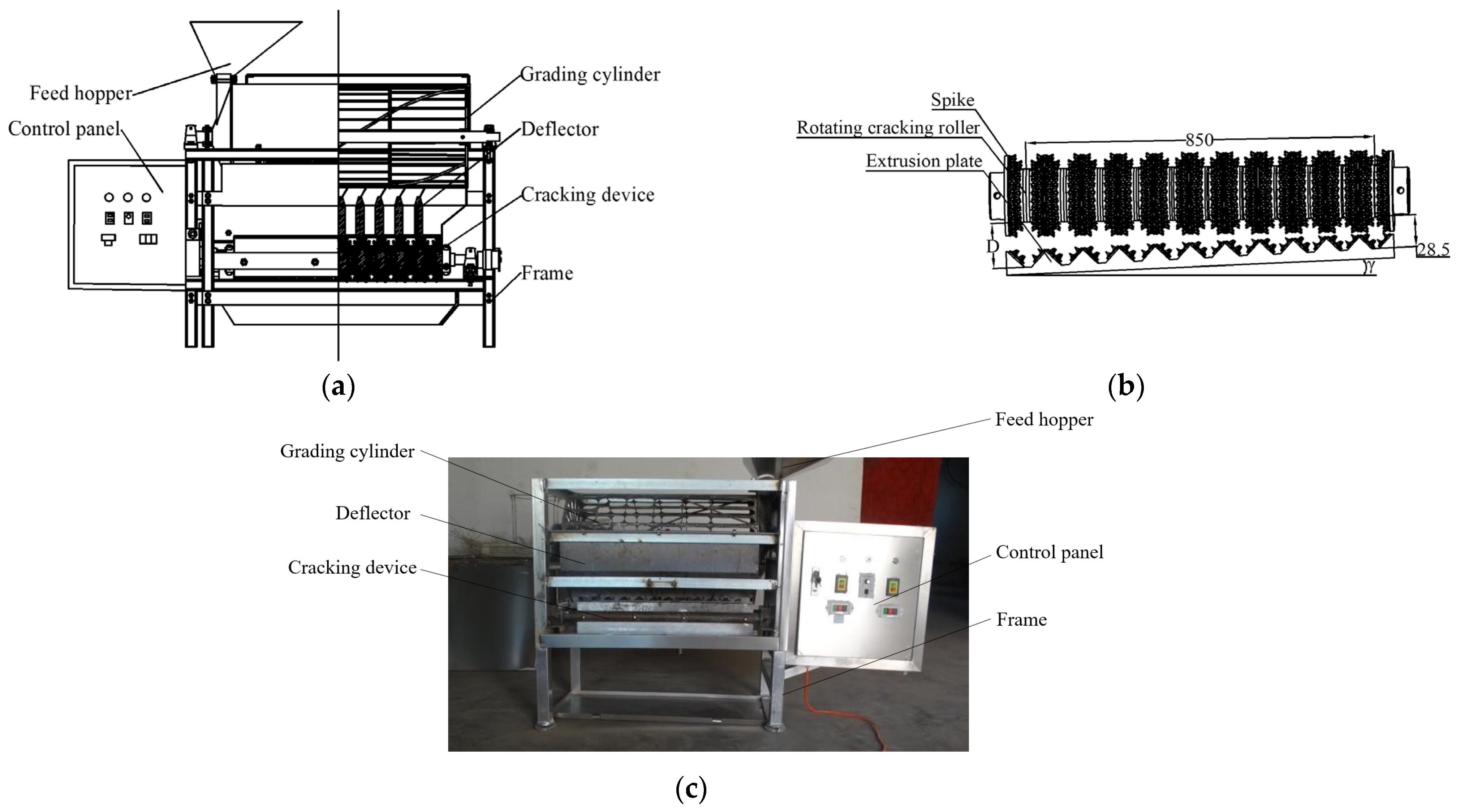
2.2. Principles of a Walnut Cracking Device
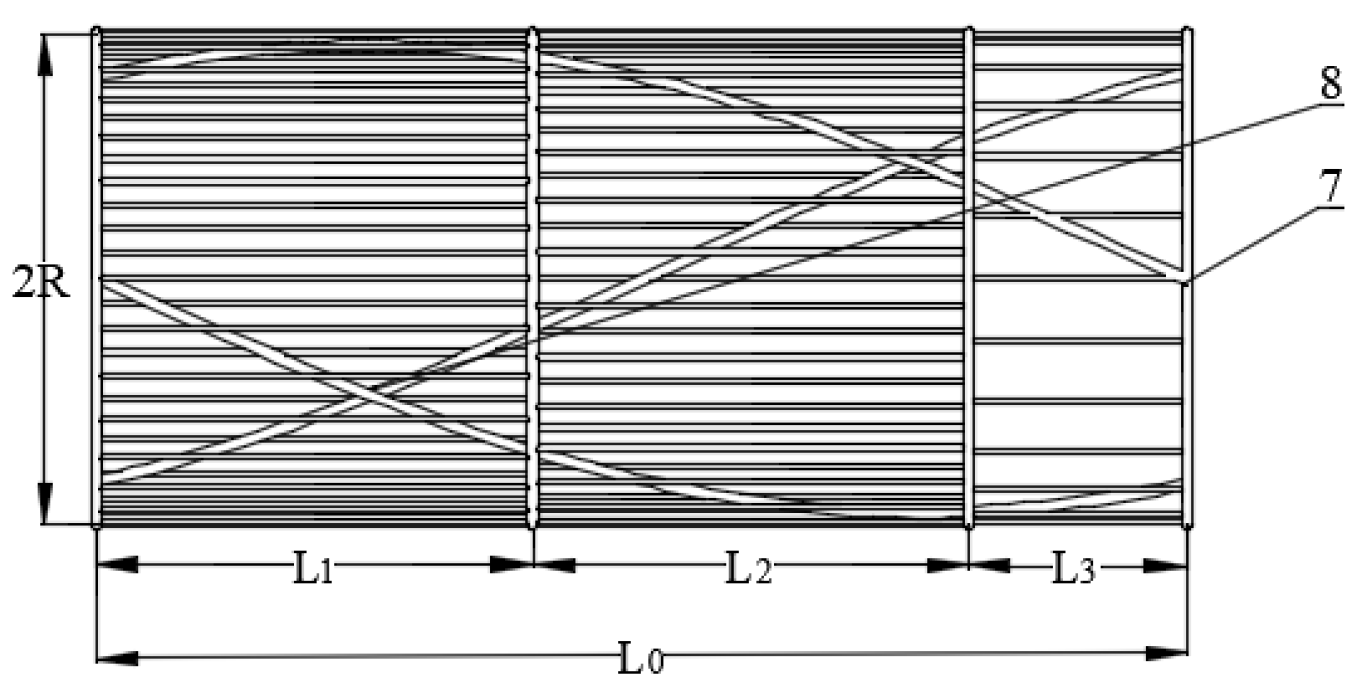
2.3. Design of Grading Cylinder
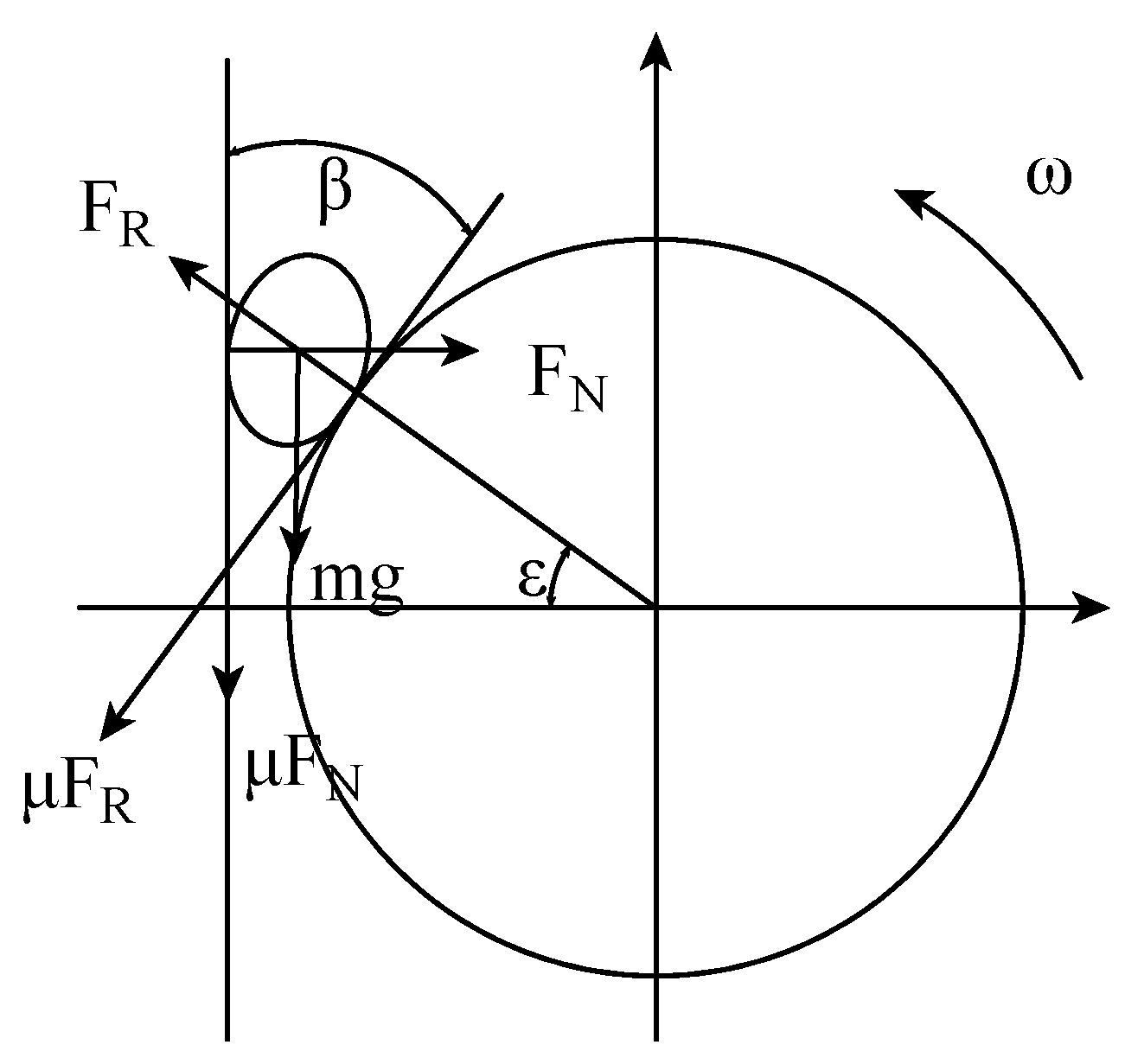
2.4. Design of Rotating Cracking Roller, Extrusion Plate, and Cracking Angle
2.5. Cracking Quality Index Measurement Method
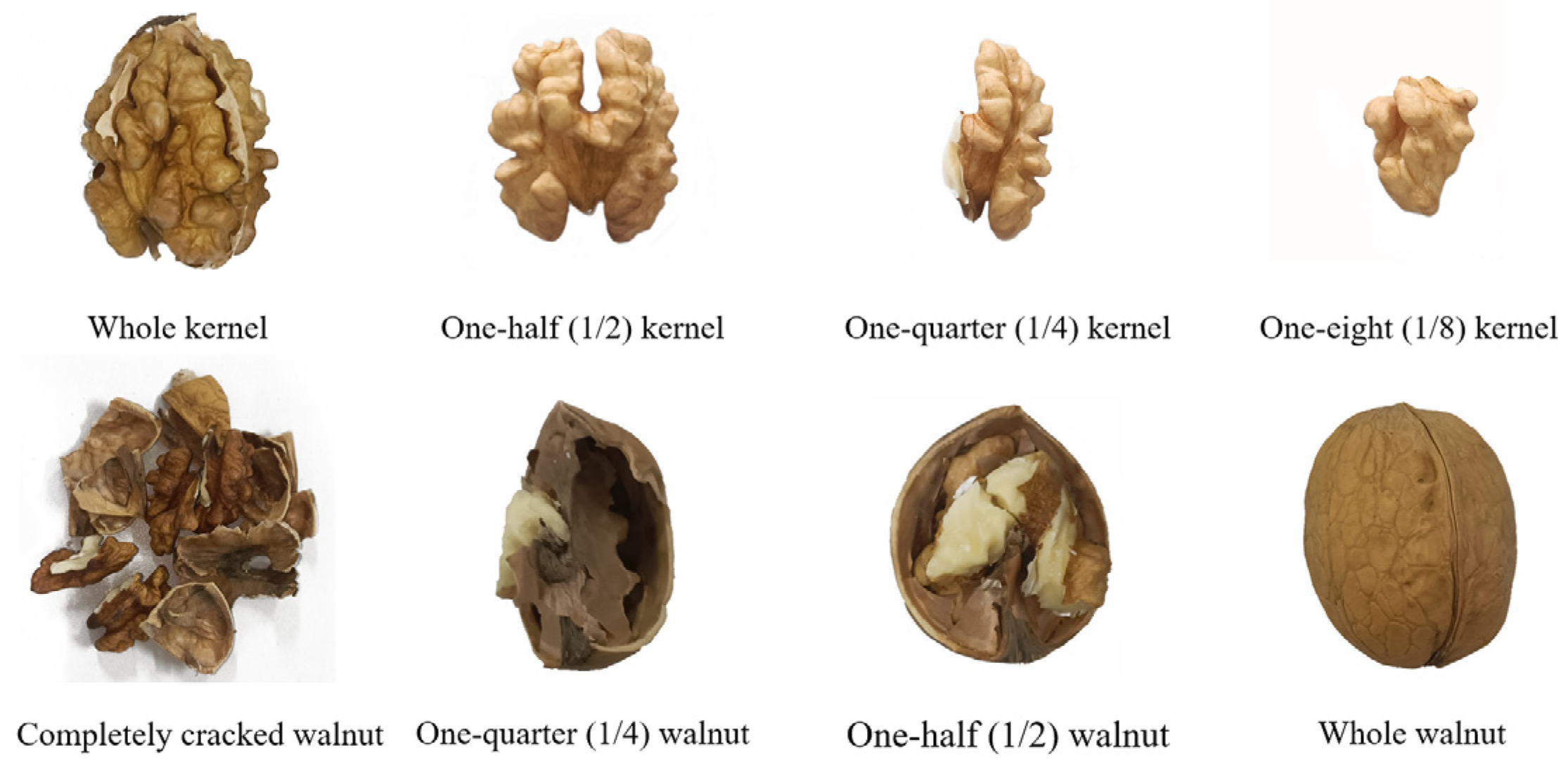
2.5.1. Shell-Cracking Rate
2.5.2. Whole Kernel Rate
2.5.3. Specific Energy Consumption
2.6. Experimental Design and Statistical Analysis
3. Results and Discussion
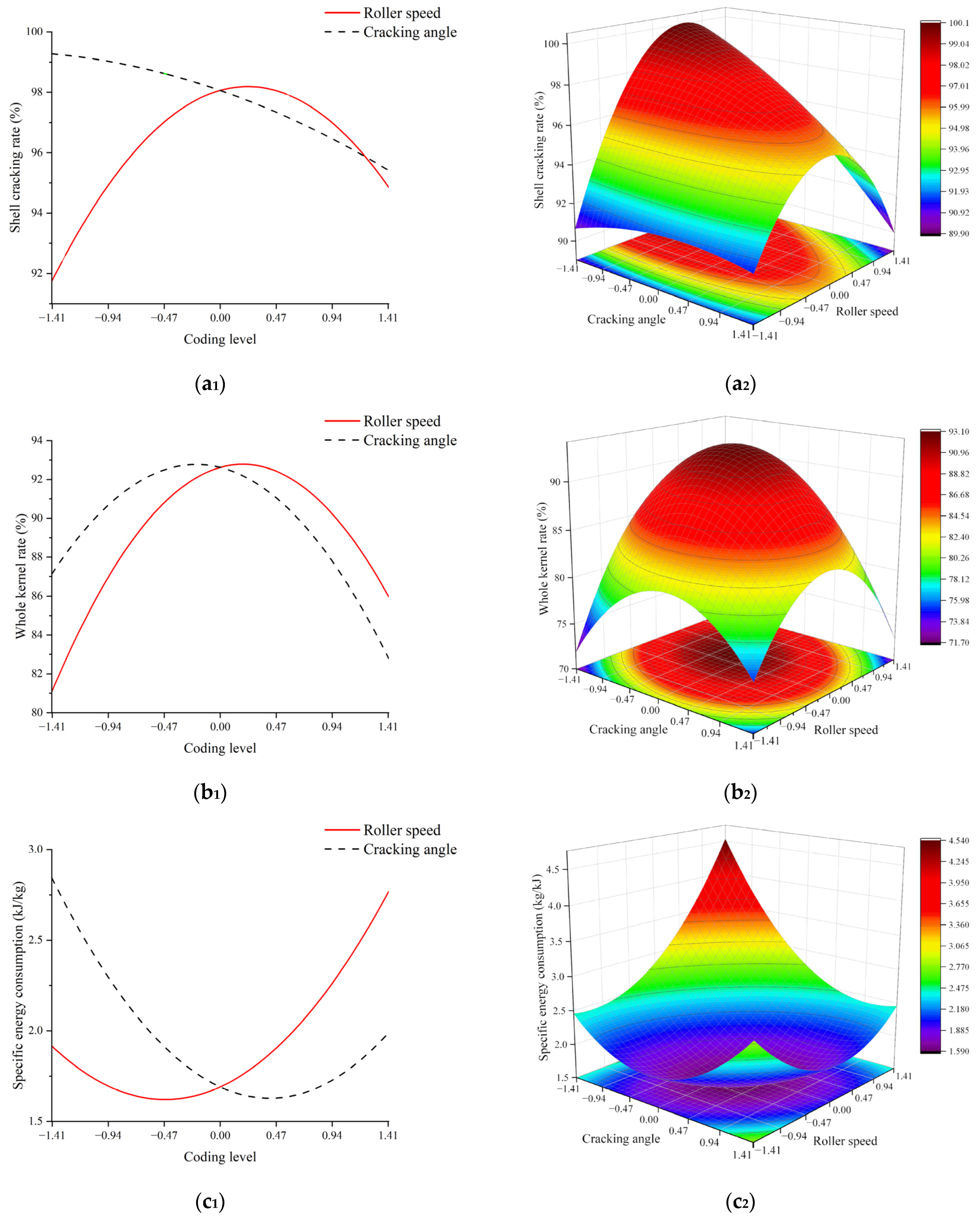
3.1. Effects of Single Factors on Responses
3.2. Optimization and Verification of Regression Models
3.2.1. Effect of Variables on SCR
3.2.2. Effect of Variables on WKR
3.2.3. Effect of Variables on Es
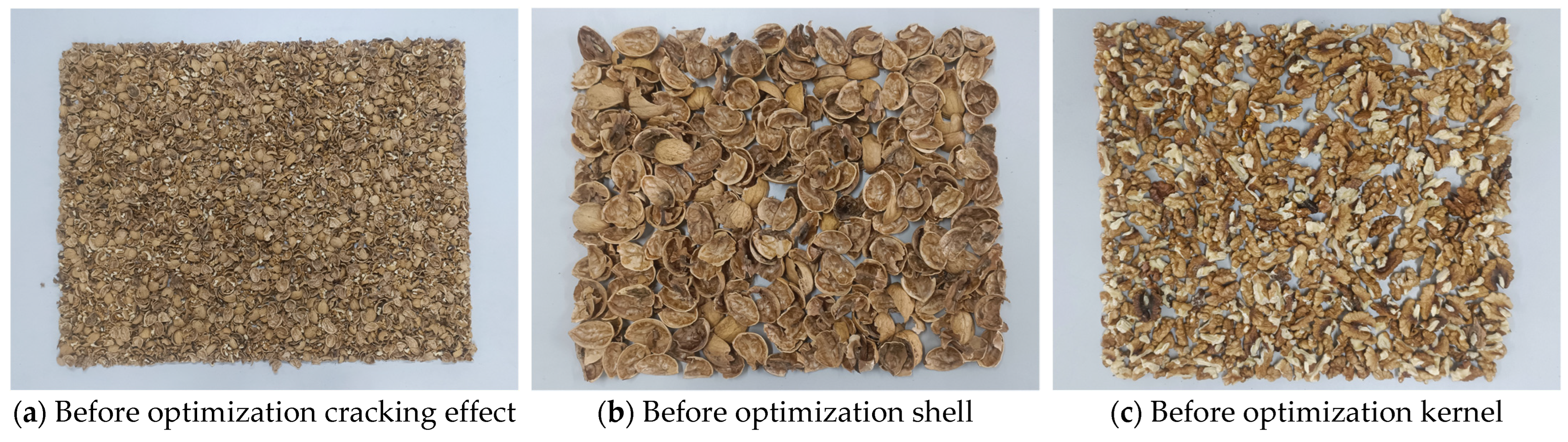
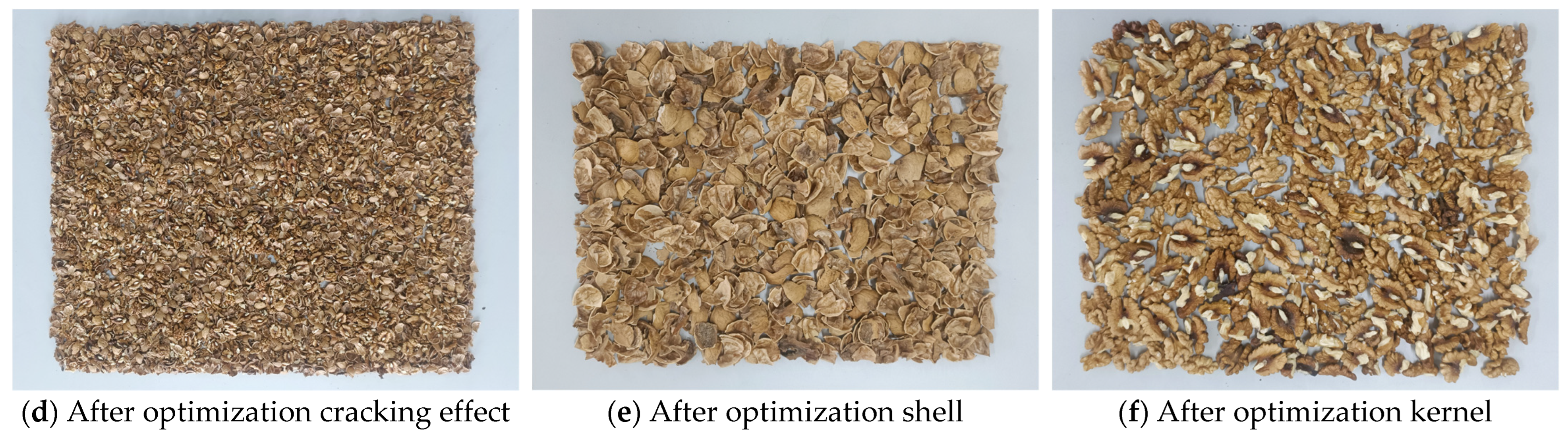
3.3. Determination and Validation of the Optimal Parameters
3.4. Variety Adaptability Test
4. Discussion
- (1)
- The multi-point extrusion walnut cracking device is integrated with walnut grading and walnut cracking, where the accuracy of the grading affects the cracking performance. The mixed grade of the walnuts causes a mismatch between the size of the walnuts and the cracking angle, which indirectly affects the cracking performance of the walnut cracking device [36]. The accuracy of grading needs to be further improved.
- (2)
- The posture of the walnut falling into the gap between the rotating cracking roller and extrusion plate after grading is generally random. Therefore, it is necessary to seek a directional cracking device that can realize the breakage of the walnut shell, which is beneficial for improving walnut cracking.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| CA | Cracking Angle |
| RS | Roller Speed |
| SCR | Shell-Cracking Rate |
| WKR | Whole Kernel Rate |
| Es | Specific Energy Consumption |
| CCD | Central Composite Design |
| RSM | Response Surface Methodology |
| ANOVA | Analysis of Variance |
References
- Ghafari, A.; Chegini, G.R.; Khazaei, J.; Vahdati, K. Design, construction and performance evaluation of the walnut cracking machine. Int. J. Nuts Relat. Sci. 2011, 1, 70–74. [Google Scholar]
- Geng, S.; Ning, L.; Ma, T.; Chen, H.; Zhang, Y.; Sun, X. Comprehensive analysis of the components of walnut kernel (Juglans regia L.) in China. J. Food Qual. 2021, 95, 825–834. [Google Scholar] [CrossRef]
- Sütyemez, M.; Bükücü, Ş.B.; Özcan, A. ‘Helete Güneşi’, a New Walnut Cultivar with Late Leafing, Early Harvest Date, and Superior Nut Traits. Agriculture 2021, 11, 991. [Google Scholar] [CrossRef]
- Brunner-Parra, C.F.; Croquevielle-Rendic, L.A.; Monardes-Concha, C.A.; Urra-Calfuñir, B.A.; Avanzini, E.L.; Correa-Vial, T. Web-Based Integer Programming Decision Support System for Walnut Processing Planning: The MeliFen Case. Agriculture 2022, 12, 430. [Google Scholar] [CrossRef]
- Bernik, R.; Stajnko, D.; Demsar, I. Comparison of the kernel quality of different walnuts (Juglans regia L.) varieties shelled with modified centrifugal sheller. Erwerbs-Obstbau 2020, 62, 213–220. [Google Scholar] [CrossRef]
- Liu, M.; Li, C.; Zhang, Y.; Wang, L. Advances and recent patents about cracking walnut and fetching kernel device. Recent Pat. Mech. Eng. 2015, 8, 44–58. [Google Scholar] [CrossRef]
- Wang, W.; Wang, Y.; Wang, P.; Lu, J.; Tian, Z. Structure improvement design and test of cone basket walnut shelling. J. Agric. Mech. Res. 2022, 44, 124–129. [Google Scholar]
- Ding, R.; Cao, C.; Zhan, C.; Lou, S.; Sun, S. Design and experiment of bionic-impact type pecan shell breaker. Trans. Chin. Soc. Agric. Eng. Trans. CSAE 2017, 33, 257–264. [Google Scholar]
- Liu, M.; Li, C.; Zhang, Y.; Yang, M.; Hou, Y.; Gao, L. Shell crushing mechanism analysis and performance test of flexible-belt shearing extrusion for walnut. Trans. Chin. Soc. Agric. Mach. 2016, 47, 266–273. [Google Scholar]
- Li, X. Parameters Optimization of Clearance Walnut Sheller; Sichuan Agricultural University: Ya’an, China, 2018. [Google Scholar]
- Sharifian, F.; Derafshi, M.H. Mechanical behavior of walnut under cracking conditions. J. Appl. Sci. 2008, 8, 886–890. [Google Scholar] [CrossRef]
- Shi, M.; Liu, M.; Li, C.; Cao, C.; Li, X. Design and Experiment of Cam Rocker Bidirectional Extrusion Walnut Shell Breaking Device. Trans. Chin. Soc. Agric. Mach. 2022, 53, 140–150. [Google Scholar]
- Cao, C.; Jiang, L.; Wu, C.; Li, Z.; Wang, T.; Ding, R. Design and test on hammerhead of pecan shell-breaking machine. Trans. Chin. Soc. Agric. Mach. 2017, 48, 307–315. [Google Scholar]
- Zhang, H.; Shen, L.; Lan, H.; Li, Y.; Liu, Y.; Tang, Y.; Li, W. Mechanical properties and finite element analysis of walnut under different cracking parts. Trans. Chin. Soc. Agric. Eng. Trans. CSAE 2018, 11, 81–88. [Google Scholar] [CrossRef]
- Shen, L. Design and Experimental Study on the Walnut Cracking Machine with Impact Extrusion Type; Tarim University: Alar, China, 2017. [Google Scholar]
- He, Y.; Wang, X.; Cao, S.; Wang, M.; Liu, H. Design and experimental study of a roller extrusion type walnut shell breaking device. Jiangsu Agric. Sci. 2012, 40, 350–352. [Google Scholar]
- Wang, J.; Liu, M.; Wu, H.; Peng, J.; Peng, B.; Yang, Y.; Cao, M.; Wei, H.; Xie, H. Design and key parameter optimization of conic roller shelling device based on walnut moisture-regulating treatments. Agriculture 2022, 12, 561. [Google Scholar] [CrossRef]
- Man, X. Optimization of the Process Parameters of Hot-Air and Microwave-Vacuum Synergistic Drying for Walnut Shell Breaking; Tarim University: Alar, China, 2021. [Google Scholar]
- Zeng, Y.; Jia, F.; Meng, X.; Han, Y.; Xiao, Y. The effects of friction characteristic of particle on milling process in a horizontal rice mill. Adv. Powder Technol. 2018, 29, 1280–1291. [Google Scholar] [CrossRef]
- Ashok, G.; Denis, Y. Chapter 6—Roll Crushers, Mineral Processing Design and Operation; Elsevier Science: 2016. Available online: https://www.elsevier.com/books/mineral-processing-design-and-operations/gupta/978-0-444-63589-1 (accessed on 8 August 2022).
- Hu, Y.; Li, J.; Lu, H.; Xiao, H. Design and experiment of equant-diameter roller screening machine for fresh tea leaves. Trans. Chin. Soc. Agric. Mach. 2015, 46, 116–121. [Google Scholar]
- Liu, M.; Li, C.; Cao, C.; Wang, L.; Li, X.; Che, J.; Yang, H.; Zhang, X.; Zhao, H.; He, G.; et al. Walnut fruit processing equipment: Academic insights and perspectives. Food Eng. Rev. 2021, 13, 822–857. [Google Scholar] [CrossRef]
- Zheng, X.; Zhang, E.; Kan, Z.; Zhang, H.; Li, H.; Chou, W. Improving cracking characteristics and kernel percentage of walnut by optimal position of cutting on shell. Trans. Chin. Soc. Agric. Eng. Trans. CSAE 2018, 34, 300–308. [Google Scholar]
- Meng, X.; Jia, F.; Xiao, Y.; Han, Y.; Zeng, Y.; Li, A. Effect of operating parameters on milling quality and energy consumption of brown rice. J. Food Sci. Technol. 2019, 56, 674–682. [Google Scholar] [CrossRef]
- Shen, G.; Wang, G.; Hu, L.; Yuan, J.; Wang, Y.; Wu, T.; Chen, X. Development of harvesting mechanism for stem tips of sweet potatoes. Trans. Chin. Soc. Agric. Eng. Trans. CSAE 2019, 35, 46–55. [Google Scholar]
- Altuntas, E.; Erkol, M. The effects of moisture content, compression speeds, and axes on mechanical properties of walnut cultivars. Food Bioprocess Technol. 2011, 4, 1288–1295. [Google Scholar] [CrossRef]
- Kilickan, A.; Guner, M. Physical properties and mechanical behavior of olive fruits (Olea europaea L.) under compression loading. J. Food Eng. 2008, 87, 222–228. [Google Scholar] [CrossRef]
- Gharibzahedi, S.M.T.; Mousavi, S.M.; Hamedi, M. Mechanical behavior of Persian walnut and its kernel under compression loading: An experimental and computational study. J. Food Process. Preserv. 2008, 36, 423–430. [Google Scholar] [CrossRef]
- Khazaei, J.; Rasekh, M.; Borghei, A.M. Physical and Mechanical Properties of Almond and Its Kernel Related to Cracking and Peeling; Cambridge Universuty Press: Chicago, IL, USA, 2002. [Google Scholar]
- Yang, R.; Chen, D.; Zha, X.; Pan, Z.; Shang, S. Optimization design and experiment of ear-picking and threshing devices of corn plot kernel harvester. Agriculture 2021, 11, 904. [Google Scholar] [CrossRef]
- Ebubekir, A.; Yakup, O. Physical and mechanical properties of some walnut (Juglans regia L.) cultivars. Int. J. Food Eng. 2008, 4, 99–107. [Google Scholar]
- Koyuncu, M.A.; Ekinci, K.; Gun, A. The effects of altitude on fruit quality and compression load for cracking of walnuts (Juglans regia L.). J. Food Qual. 2004, 27, 407–417. [Google Scholar] [CrossRef]
- Kacal, M.; Koyuncu, M.A. Cracking characteristics and kernel extraction quality of hazelnuts: Effects of compression speed and positions. Int. J. Food Prop. 2017, 20, 233–240. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.; Tian, Z.; Wang, P.; Wang, Y. Design and experiment of 6HP-400 cone basket walnut shelling. Packag. Food Mach. 2021, 39, 84–88. [Google Scholar]
- Cao, C.; Li, Z.; Luo, K.; Wang, T.; Wu, Z.; Xie, C. Design and experiment of secondary shell breaking machine for Pecan. Trans. Chin. Soc. Agric. Mach. 2019, 50, 128–135. [Google Scholar]
- Liu, X. Development and Test of a Squeezed Walnut Shell Breaking Machine with the Self-Grading and Multi-Station; Southwest University: Chongqing, China, 2021. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Size |
|---|---|
| Length × width × height/(mm × mm × mm) | 1200 × 800 × 1200 |
| Overall weight/kg | 165 |
| Inlet size/(mm × mm) | 90 × 45 |
| Productivity/(kg/h) | 1080 |
| Power of cracker/kw | 0.75 |
| Grading accuracy/(%) | ≥96 |
| Cracking angle/(°) | 0–1 |
| Roller speed/(r/min) | 0–210 |
| Test NO. | X1 (°) | X2 (r/min) | SCR/(%) | WKR/(%) | Es/(kJ/kg) |
|---|---|---|---|---|---|
| 1 | 0.27 (−1) | 75 (−1) | 93.66 | 81.62 | 2.26 |
| 2 | 0.76 (1) | 75 (−1) | 93.52 | 82.36 | 1.92 |
| 3 | 0.27 (−1) | 135 (1) | 99.54 | 88.23 | 3.41 |
| 4 | 0.76 (1) | 135 (1) | 94.82 | 81.36 | 1.84 |
| 5 | 0.17 (−1.414) | 105 (0) | 99.42 | 87.98 | 2.62 |
| 6 | 0.86 (1.414) | 105 (0) | 95.14 | 83.64 | 2.26 |
| 7 | 0.52 (0) | 63 (−1.414) | 92.66 | 81.46 | 1.89 |
| 8 | 0.52 (0) | 147 (1.414) | 93.81 | 87.28 | 2.84 |
| 9 | 0.52 (0) | 105 (0) | 97.62 | 91.02 | 1.64 |
| 10 | 0.52 (0) | 105 (0) | 98.65 | 92.15 | 1.72 |
| 11 | 0.52 (0) | 105 (0) | 97.85 | 93.89 | 1.35 |
| 12 | 0.52 (0) | 105 (0) | 97.35 | 91.78 | 1.92 |
| 13 | 0.52 (0) | 105 (0) | 98.84 | 94.26 | 1.82 |
| Variation Source | SCR | WKR | Es | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Squares | df | F | p | Squares | df | F | p | Squares | df | F | p | |
| β0 | 69.3 | 5 | 13.86 | 0.0009 ** | 275.32 | 5 | 26.75 | 0.0002 ** | 3.31 | 5 | 10.35 | 0.0039 ** |
| β1 | 14.89 | 1 | 14.89 | 0.0038 ** | 18.81 | 1 | 9.14 | 0.0193 * | 0.73 | 1 | 11.44 | 0.0117 * |
| β2 | 9.69 | 1 | 9.69 | 0.0110 * | 23.95 | 1 | 11.63 | 0.0113 * | 0.73 | 1 | 11.39 | 0.0118 * |
| β1β2 | 5.24 | 1 | 5.24 | 0.0396 * | 14.48 | 1 | 7.03 | 0.0328 * | 0.38 | 1 | 5.92 | 0.0453 * |
| β11 | 0.9 | 1 | 0.9 | 0.3313 | 102.01 | 1 | 49.55 | 0.0002 ** | 0.92 | 1 | 14.4 | 0.0068 ** |
| β22 | 39.46 | 1 | 39.46 | 0.0002 ** | 143.98 | 1 | 69.94 | <0.0001 ** | 0.74 | 1 | 11.58 | 0.0114 * |
| R2 | 0.9232 | 0.9503 | 0.8809 | |||||||||
| Lack of fit | 4.07 | 3 | 1.36 | 0.1458 | 6.62 | 3 | 1.13 | 0.436 | 0.26 | 3 | 1.83 | 0.2823 |
| Program | CA/(°) | RS/(r/min) | SCR/(%) | WKR/(%) | Es/(kJ/kg) |
|---|---|---|---|---|---|
| Before optimization | 0.35 | 150 | 94.18 | 56.23 | 2.12 |
| After optimization | 0.47 | 108 | 97.24 | 92.03 | 1.88 |
| Varieties | Thickness (mm) | Gap between Walnut Shell and Kernel (mm) | SCR (%) | WKR (%) | Es (kJ/kg) |
|---|---|---|---|---|---|
| Wen-185 | 0.86 ± 0.03 a | 1.85 ± 0.24 a | 97.24 ± 0.41 a | 92.03 ± 0.36 a | 1.88 ± 0.07 a |
| Xinwen-179 | 0.86 ± 0.03 a | 1.84 ± 0.24 a | 96.54 ± 0.39 a | 92.87 ± 0.33 a | 1.91 ± 0.08 a |
| Zha-343 | 1.16 ± 0.34 a | 1.59 ± 0.25 a | 96.26 ± 0.54 a | 90.07 ± 0.86 a | 1.96 ± 0.06 a |
| Xinxin-2 | 1.20 ± 0.11 a | 1.57 ± 0.11 b | 95.99 ± 0.42 a | 84.83 ± 1.29 b | 2.41 ± 0.12 b |
| Xinfeng | 1.48 ± 0.15 b | 1.67 ± 0.26 a | 84.62 ± 0.40 b | 92.11 ± 0.39 a | 3.24 ± 0.11 b |
| Principle | Name | Loading Style | Results of Cracking |
|---|---|---|---|
| Shear type | Walnut shearing extrusion flexible shell-crushing device [9] | Two pairs of forces | WKR = 75%, SCR = 98% |
| 6HP-400 cone basket walnut shelling device [34] | Two pairs of forces | WKR = 90.3%, SCR = 97.3% | |
| Impact type | Conic roller shelling device based on walnut moisture-regulating treatments [17] | A pair of forces | WKR = 84.54%, SCR = 99.15% |
| Secondary shell-breaking machine for pecans [35] | A pair of forces | WKR = 83.86%, SCR = 87.58%, Ph = 500 kg/h | |
| Extrusion type | Clearance walnut sheller [10] | A pair of forces | WKR = 83.6%, SCR = 94% |
| Cam rocker bidirectional extrusion walnut shell-breaking device [12] | Two pairs of forces | WKR = 61.39%, SCR = 92.36% | |
| Squeezed walnut shell-breaking machine with self-grading and multi-station [36] | Two pairs of forces | WKR = 84.72%, SCR = 91.5% | |
| Multi-point extrusion walnut cracking device | Multiple pairs of forces | WKR = 92.03%, SCR = 97.24%, Es = 1.88 kJ/kg, Ph = 850 kg/h |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Liu, H.; Zeng, Y.; Tang, Y.; Zhang, Z.; Che, J. Design and Performance Evaluation of a Multi-Point Extrusion Walnut Cracking Device. Agriculture 2022, 12, 1494. https://doi.org/10.3390/agriculture12091494
Zhang H, Liu H, Zeng Y, Tang Y, Zhang Z, Che J. Design and Performance Evaluation of a Multi-Point Extrusion Walnut Cracking Device. Agriculture. 2022; 12(9):1494. https://doi.org/10.3390/agriculture12091494
Chicago/Turabian StyleZhang, Hong, Hualong Liu, Yong Zeng, Yurong Tang, Zhaoguo Zhang, and Ji Che. 2022. "Design and Performance Evaluation of a Multi-Point Extrusion Walnut Cracking Device" Agriculture 12, no. 9: 1494. https://doi.org/10.3390/agriculture12091494