1. Introduction
Peanut is China’s most competitive high-quality and dominant oilseed crop internationally. China’s perennial peanut-planting area of about 4.7 × 10
6 hm
2 accounts for about 20% of the world’s total planting area, ranking second, but first in total with approximately 40% of the world’s output [
1,
2].
In recent years, with the rapid growth of peanut planting area and large-scale production development in traditional production areas in China, efficient peanut harvesting mechanization technology and equipment requirement have become increasingly urgent. China’s peanut-harvesting mechanism can be divided into two types, namely, half-feeding and full-feeding [
3,
4,
5]. Half-feeding peanut harvesting is mainly used for fresh harvesting operations and often has the chain-roller tilting structural form. The problems of extensive planting areas, wide range of varieties, long harvest time and low machine cost are hindrances to the development of segmented peanut harvesting technology in China. However, the full-feeding peanut harvester has the advantages of high harvesting efficiency and exceptional adaptability [
6,
7,
8,
9]. This paper focus on the full-feeding for peanut harvester.
Picking determines the loss in peanut combine harvesting and is the main source of peanut pod damage. Hence, picking is the most important operational phase in peanut harvesting and is the core technology of peanut combine harvesting. In full-feeding harvesting, peanuts can be moved with either axial flow or tangential flow [
10,
11,
12,
13]. During axial-flow peanut harvesting, plants are fed into one end of the harvesting roller and moved spirally along the roller axis. During this movement, plants are subjected to repeated strikes, friction and other effects of the harvesting elements, resulting in frequent high impact forces on the pods. During tangential-flow harvesting operations, plants are fed tangentially along the fruit harvesting roller. The harvesting teeth’s linear velocity is the same as that of the plants’ movement, and the feeding inlet’s width is the same as the roller length, which is highly adaptable to the feeding volume. Tangential-flow harvesting is also highly adaptable to peanut varieties and moisture content variation; therefore, it is suitable for efficient large-scale peanut harvesting. In full-feeding tangential-flow peanut harvesting, the structural form of a multi-stage roller tandem is generally adopted, which is an important element in the development directions of high-efficiency mechanical full-feeding peanut harvesting technology [
14,
15,
16]. However, problems in harvesting operations such as high unpicked net rate and high loss ratio, still remain and must be overcome to improve work efficiency [
17,
18,
19,
20].
In this study, in order to address the problems that occur during the peanut tangential-flow harvesting technology research, a peanut full-feeding tangential-flow fruit harvester it was designed. Our research analyzed the primary and secondary relationships between structure and motion parameters on the performance of nut-picking, and sought for the optimal parameter combination of the influencing factors to solve the problems of variety adaptability and regional applicability, and provide reference for design and optimization.
2. Materials and Methods
2.1. Design of Overall Structure
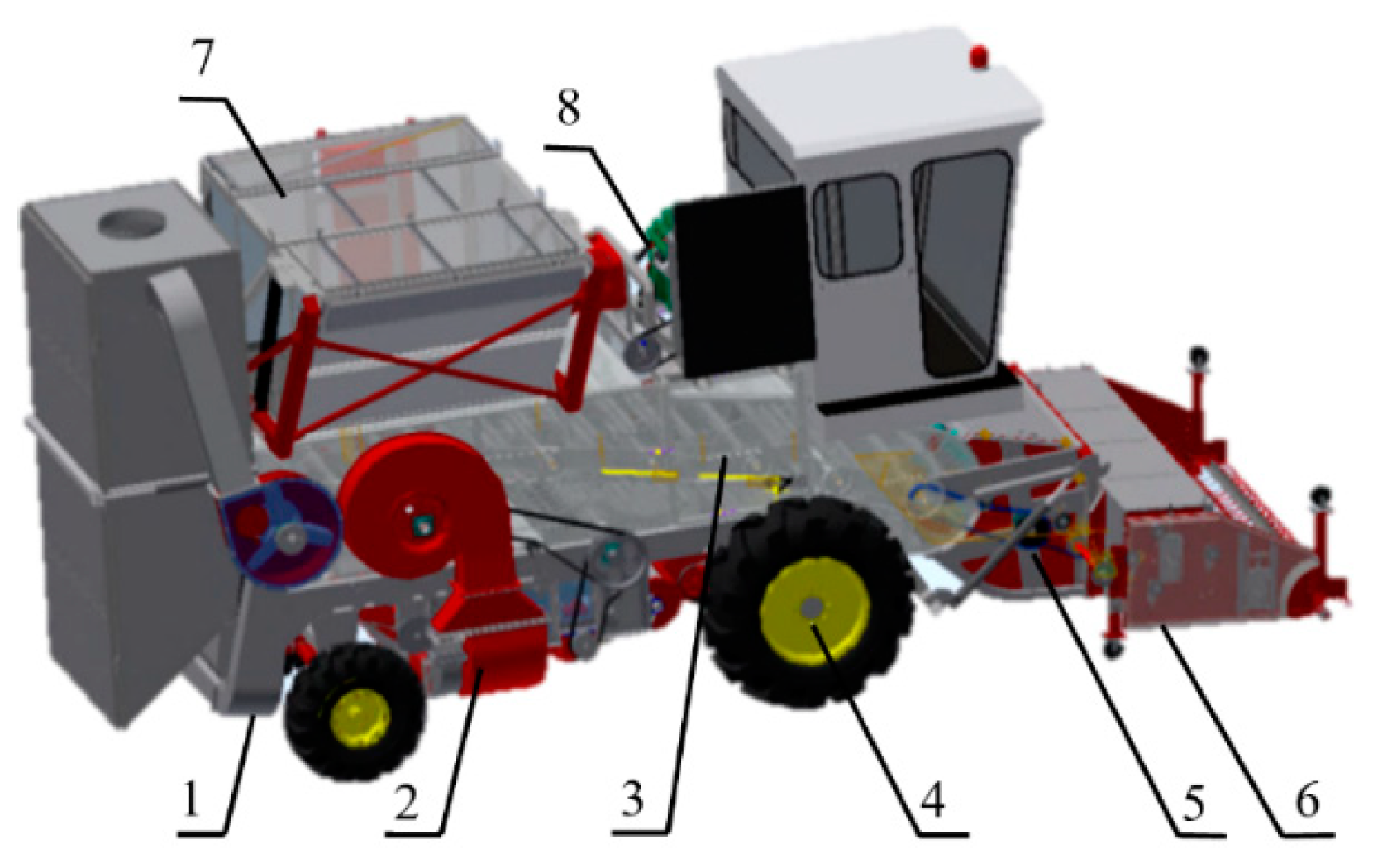
A structural diagram of the full-feeding tangential-flow peanut harvester designed in this work is shown in
Figure 1. Its main working parts include feeding equipment, cleaning equipment, a multi-stage tangential-flow harvesting roller, a running roller, and a transmission system. The machine performs tasks including picking, conveying, harvesting, cleaning, pneumatic lifting and collection, simultaneously. The workflow is as follows. With the machine moving, a spring tooth collects peanut plants and sends them to the auger screw conveyor, and the peanut plants are carried through conveying unit to multistage tangential picking unit. Then, the peanut vines are thrown out from the machine, and peanut pods with some leaves and miscellaneous mixed parts are taken to cleaning system. Then, impurities are removed and the peanut pods are carried into peanut box. The main technical parameters and performance indicators are presented in
Table 1 [
21].
2.2. Structure of Key Components
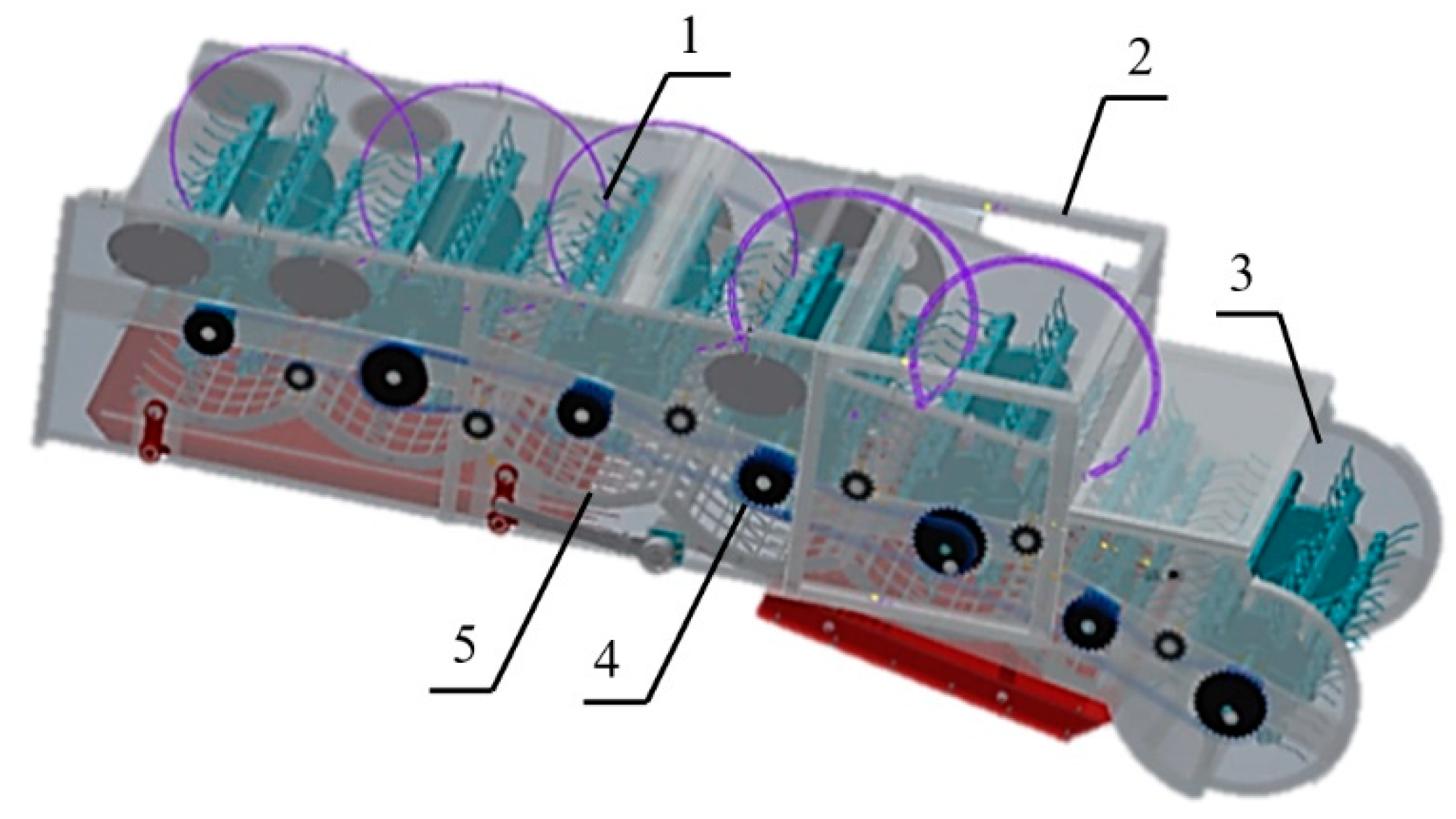
As shown in
Figure 2, the main components of a peanut harvesting device are the multi-stage tangential-flow harvesting roller, concave sieve, and the transmission system. The peanut-harvesting system obtains power from the main power input shaft via the chain drive, and the speed of the fruit harvesting roller can be adjusted by regulating the engine speed or adjusting the diameter of the sprocket.
When the multi-stage tangential-flow harvesting roller is operating, the peanuts are fed through each harvesting roller, picked, and then separated. The multi-roller component assembly mode ensures sufficient harvesting area and time, and the material layer becomes thinner throughout the process of harvesting and separation, which is more conducive to the quick removal of peanut pods and completion of the separation process.
Analysis of the operating principle shows that the full-feeding tangential-flow peanut harvester is highly adaptable to variations in feeding volume and moisture content, as well as hard-to-pick peanut varieties. This enables excellent picking and separation performance. The machine design ensures that the configuration of each harvesting roller is reasonable, thereby making the flow of peanuts in the harvesting roller smoother. This ensures the continuity, timeliness, and effectiveness of the process. The machine design also allows smooth harvesting processes with low loss and high efficiency, reduces the failure rate of peanut combine harvesting, improves the smoothness and reliability of the operation, and consequently achieves effective separation of peanut pods and seedlings. For overall optimization, the careful design and optimization of each key component is necessary.
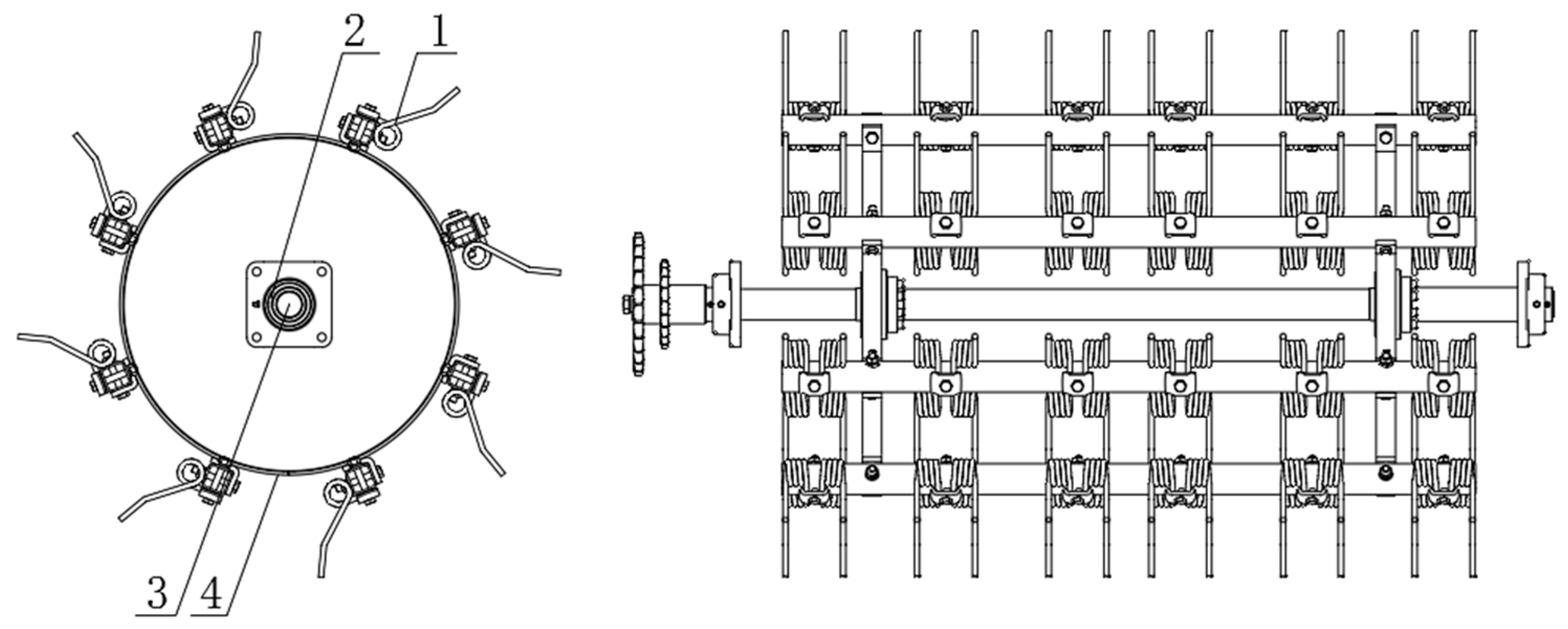
2.2.1. Peanut Harvesting Roller Structure
Figure 3 illustrates the overall structure of a harvesting roller mechanism, which consists mainly of the adjustment plate, harvesting roller and spring teeth. The harvesting roller mechanism is the core mechanism of the harvesting device, and its performance directly affects the harvesting process and full-feeding tangential-flow peanut harvester performance indicators. The harvesting roller and teeth are connected to the hub via the spokes, and the teeth are bolted to the removable support seat for easy replacement. The intermediate shaft is passed through the center hole of the disc, which is connected to the shaft via a key connection. The disc top is welded to a mounting foot, and the support seat is connected to the mounting foot by bolts.
The spring teeth are installed in a backward-tilted manner in the harvesting roller because the force of the peanut plants on the teeth during operation increases the back-tilt angle. This design feature reduces the impact of the teeth on the peanut plants and the rate of peanut breakage. Ultimately, the impact force is converted into potential energy that facilitates the smooth movement of peanut pods. A significantly small back-tilt angle leads to relatively greater impact force, which is not conducive to reducing the breakage rate. However, a significantly large back-tilt angle leads to a relatively smaller gripping force from the spring teeth and poorer peanut-harvesting performance. Peanut picking has the following stages. A spring tooth throws the peanut plants into the picking drum. As the moving direction changes, the spring tooth hits the peanut plants while it moves in a circle to complete peanut picking. In this way, repeated peanut picking several times is possible. Peanut harvesting is a complex process of hitting and brushing off pods. While peanut picking in the drum, the peanut pods are separated through a concave screen, then enter into the cleaning system to complete cleaning work. Therefore, the structure of the teeth and grouping installation angle must be kept within a reasonable range to ensure the smooth transmission of materials between rollers.
2.2.2. Spring Tooth Structure
From previous experiments and data analyses, the commonly used harvesting teeth include nail teeth, bow teeth, knife teeth, and spring teeth. Among these, nail teeth have a strong impact force on peanuts, which is not conducive for reducing breakage. Bow teeth are not suitable for the tangential-flow harvesting roller, and knife teeth are mainly used for peanut vine shredding. In summary, the spring tooth type of peanut harvesting element is considered the most suitable [
22,
23].
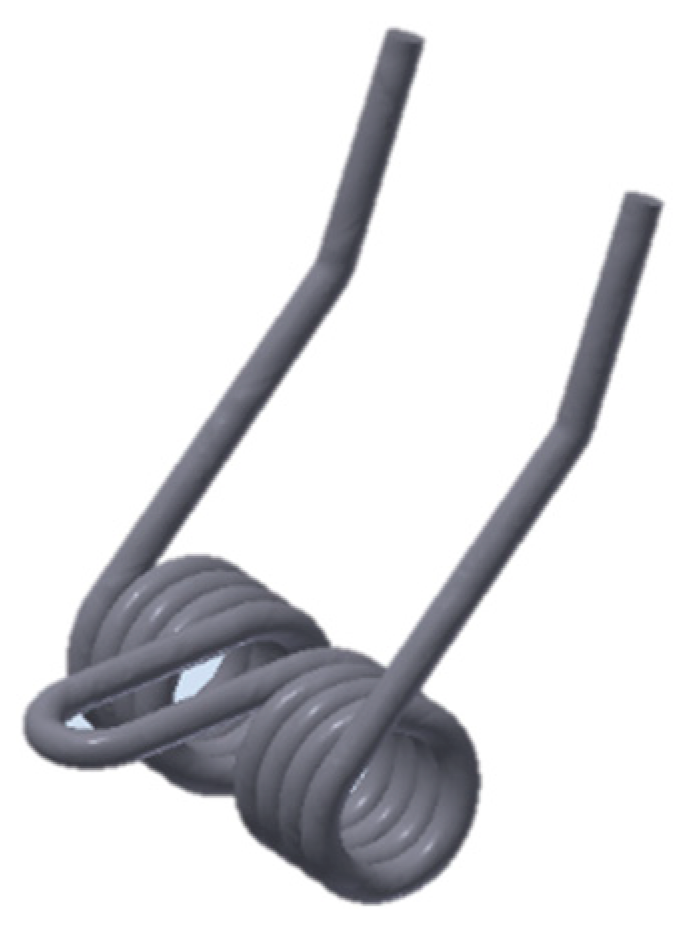
As shown in
Figure 4, the spring tooth harvesting elements used in our study were made from 45# steel. Each element is a double torsion spring with a carbon-spring wire diameter of 8 mm, a closed pitch of 8.4 mm, and an effective number of 2.89 turns on one side. It is subjected to quenching and tempering heat treatment between 40–45 HRC and has a galvanized surface. When these spring teeth are connected to the harvesting roller, the spring wire at the top of the harvesting teeth and the front section of the spring wire are tilted at a certain angle to the rotation direction of the harvesting roller to maximize the ease of collision, and simultaneously strengthen the ability of the harvesting teeth to grasp the material. This ensures that there is a certain normal force between the peanut plants and the harvesting roller, which is conducive to throwing them out of the roller.
In addition to the teeth’s shape, the number of rows of teeth also has a significant impact on the performance of the machine. Too few rows will result in grabbing excessive materials in each row and a heavy load on the fruit harvesting roller at all levels. Too many rows result in a heavy load on the machine and reduced efficiency. The required number of rows of teeth
S is calculated as follows.
where
C is the tooth end circumference (mm),
h is the peanut plant height (mm), and
P is the number of rows of teeth grasping the peanut plant simultaneously.
The calculation shows that timely and reliable gripping by the spring teeth can be achieved when S is set to 8, at which point the design is reasonable.
However, problems in harvesting operations, such as high unpicked net rate and high loss ratio, still remain and must be overcome to improve work efficiency. To address the problems that occur during peanut tangential-flow harvesting, the Box-Behnken experimental design was used for testing and the response surface-test protocol.
2.3. Working Principle
When the full-feeding tangential-flow peanut harvester is in operation, the conveying device is lifted and lowered by the action of hydraulic cylinders, and maintains a suitable distance from the ground by adjusting the pick-up and harvest table. The peanut harvester consists of six tandem rollers, and the cleaning device is composed of the vibrating screen and cleaner-grader. Heavy debris such as soil goes through the vibrating screen to the ground, while light debris such as stems and leaves is blown away by the fan. To achieve better operational results, the peanut harvester is used before machine work to excavate the peanut crops from the soil, spread them into strips, dry and observe their condition. Moisture content of peanut pods should be approximately 32% (the moisture content of peanut pods was measured with the FBS-730A rapid moisture tester). When the state of the peanut plant is suitable for the picking operation, the full-feeding tangential-flow peanut harvester begins the operation. The pickup collector lifts up the entire peanut plant after drying it from bottom to top, then transfer it to the conveying and feeding devices through the symmetrically-arranged horizontal spiral churn. During the conveying process, debris passes through long round holes in the bottom plate of the conveying chute, falls off by itself, and then enter the peanut harvester via the conveying chute. Subsequently, the harvesting operation is carried out by the joint action of the harvesting roller and concave sieve. Long stalks are thrown to the back of the machine via the entire tandem roller, and the picked peanut pods and broken stalks are dropped into the cleaning device by the concave sieve. Debris is removed by the dual action of the vibrating screen and the cleaning fan below it. Cleaned pods are then transported to the collection box by the pneumatic lifting device, thus completing the full-feeding tangential-flow peanut harvesting process.
3. Results of Force Analysis
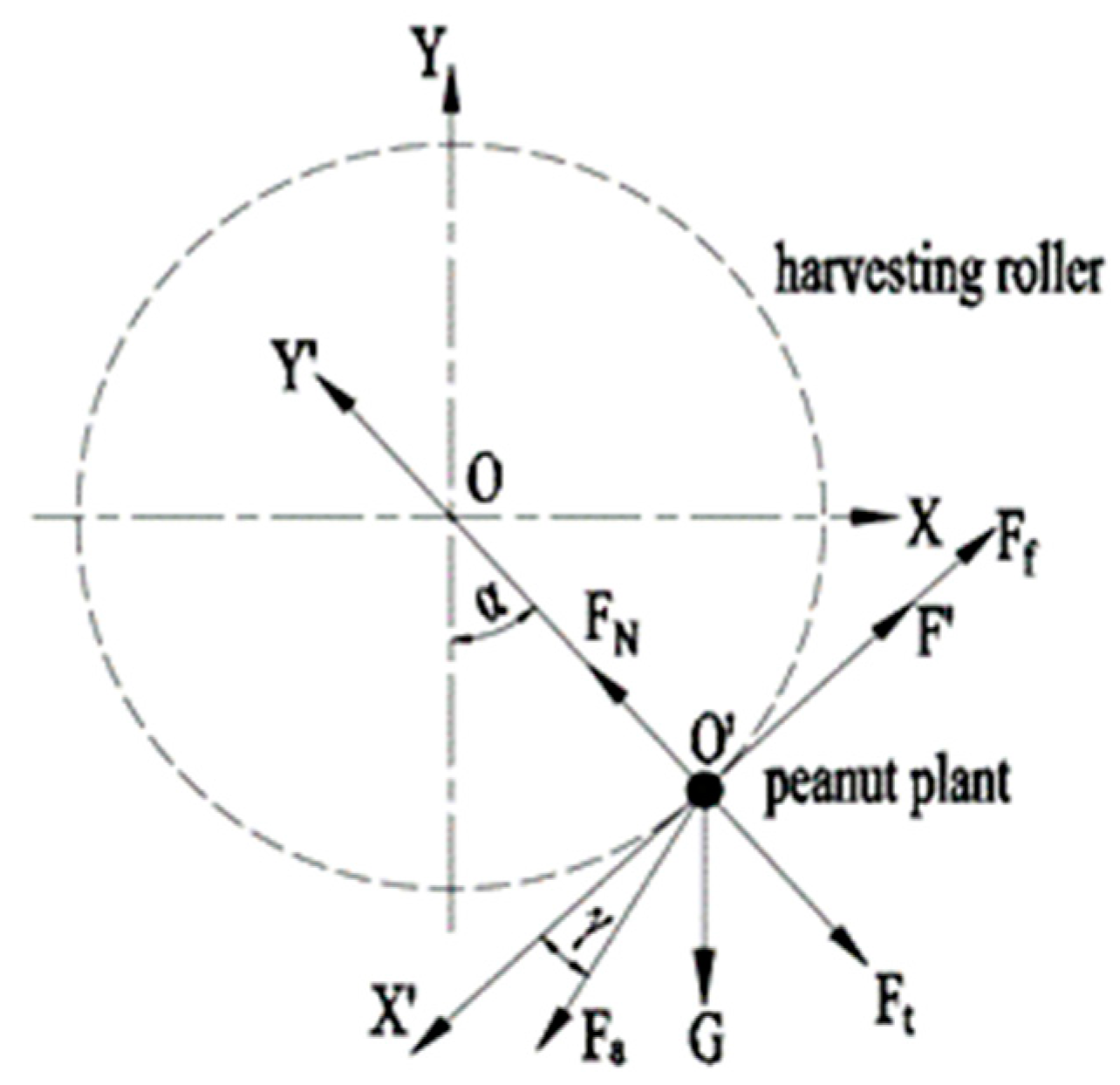
A force diagram of peanuts in the harvesting roller is shown in
Figure 5. The right-angle coordinate system XOY is established with the center of the harvesting roller as the O point, and the right-angle coordinate system X’O’Y’ is established with the peanut plant as its center point. Analysis shows that the force from the roller to which the peanut is subjected (force generated by the action of the teeth on the peanut), the force from the gravure sieve (frictional and support force), the connection force between peanut seedlings and pods (this is the main force to be overcome in the peanut harvesting process), the force of other peanut plants (mutual force between peanut plants which is negligible), gravity G on the peanuts, and other complex forces, altogether constitute the resultant force F on the peanut plant in the roller.
The forces on the
and
axes of the peanut plant are
Substituting
,
,
, we get
The acceleration formula of a peanut plant can be obtained from Equation (4), and its acceleration is affected by a number of factors and constantly changes depending on the different positional angles in the roller. For better analysis of the peanut plants, it is necessary to study the contact and movement between them in the roller.
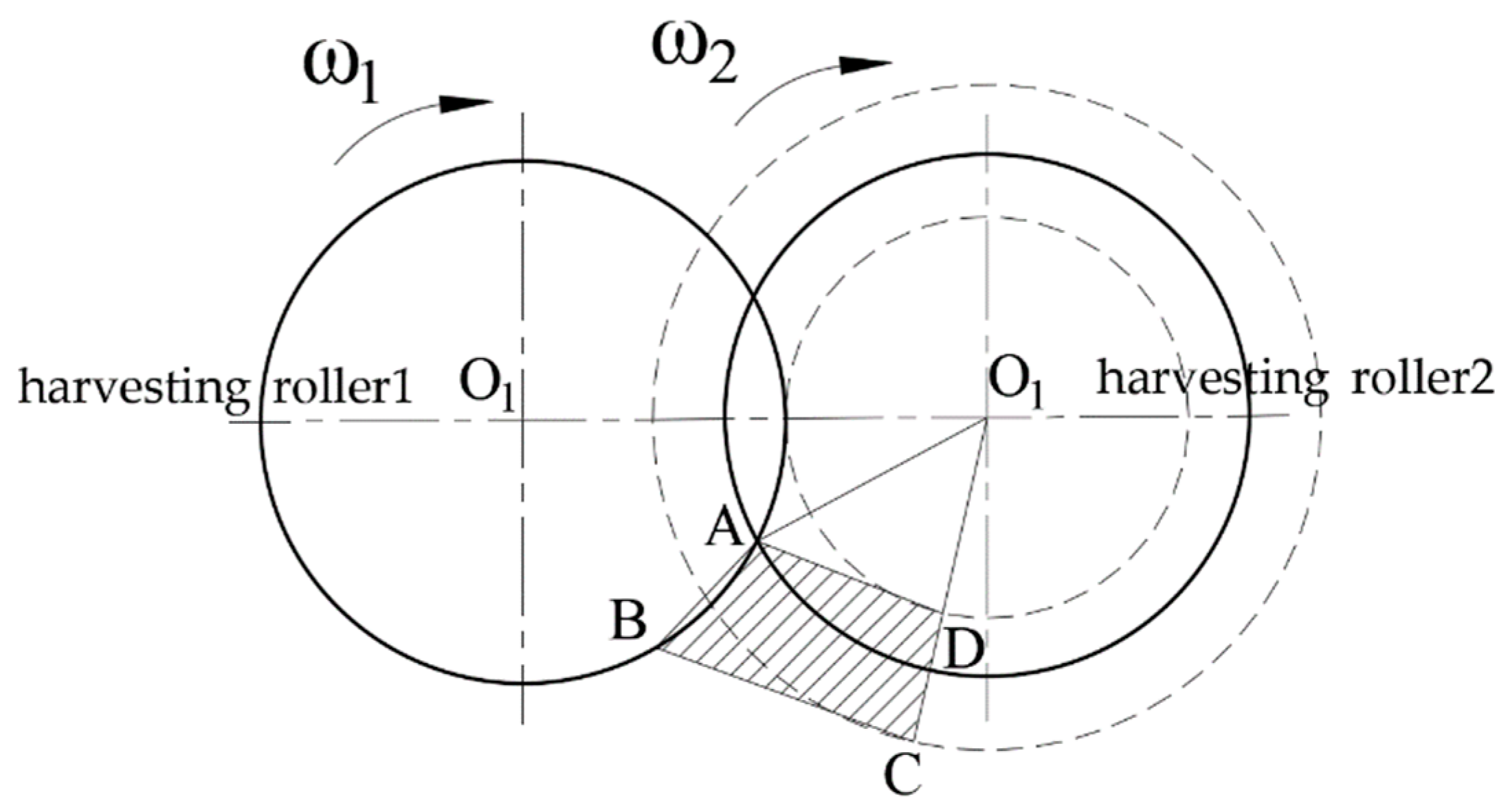
A position analysis diagram of a peanut plant as it moves and crosses the peanut harvesting roller is shown in
Figure 6. The left and right rollers move in the same direction, with the angular velocities ω
1 and ω
2, respectively. The peanut plant is thrown along the tangential direction of the harvesting roller’s gravure sieve. Points A, B, C, and D indicate the limit positions of the peanut plant movement in the two harvesting rollers. Analysis shows that D is the farthest distance that can be adjusted by the gravure sieve, but if the peanut plant moves away from C it enters the overlapping area of the spring teeth, where it is acted upon by the force of the two rollers resulting in the harvesting roller back of the seedlings, increased rate of peanut breakage, and reduced smoothness of the machine operation.
Through theoretical analysis and preliminary experiments, we established that it would be possible to design a compact structure, on the basis that the machine mechanism and peanut plant movement cannot interfere with the smoothness of operation. According to the industry standards (No. NY/T502-2016) of peanut harvesting working quality, there are three main indexes for evaluation the peanut picking performance: harvesting net rate, breakage rate and entrainment loss rate. Through theoretical analysis and preliminary experiments, it was found that peanut harvesting roller speed and feeding volume are the key factors of peanut picking capability; the higher tooth spring speed, the better nut-picking efficiency, but with the worse peanut broken rate. At the same time, a higher tooth spring speed reduces the probability of pods vines separation. The peanut harvesting gap and the longitudinal size of the concave sieve holes can also change the results. A small size is beneficial to nut-picking, but it can increase power consumption and the crushing probability of nut-picking. By contrast, a large size has an impact on the picking rate and entrainment loss rate. Moreover because of the many complex factors affecting the movement of peanut plants, further field trials were needed to select the best parameters for full-feeding tangential-flow peanut harvesters.
4. Test Factors, Indexes, and Methods
Field trials were conducted in Siyang, Jiangsu. The planting pattern in this area is uniform double row with a row spacing of 250 mm, uniform spacing of 850 mm, and peanut plant height of 300–400 mm. To ensure the accuracy of the experiment, the field surface was leveled, and we ensured that the peanuts were of uniform size. Peanut seedlings were excavated in advance by machine and dried for 2–3 days after excavation according to the trial requirements. The average plant height of the peanut vines was 35 cm, and the relative moisture content of peanut pods was around 30%. The equipment required for the test included a peanut excavator which was produced in China. This machine was developed by Nanjing Agricultural Mechanization Institute, Ministry of Agriculture, China, FBS-730. A rapid moisture tester (Xiamen Furbs testing equipment Co., Ltd., Xiamen, China), Meilen MT101A-100kg electronic scale (Shenzhen Mobil Electronics Co., Ltd., Shenzhen, China), Canon EOS 750D camera (Canon, Beijing, China), Tape, Benchmarking and other equipment were used.
The mass of peanut pods removed from the test area, mass of entrapped peanut seedlings in the vines, mass of unpicked peanut pods, and mass of peanut pods on the ground were measured during the experiment. The net harvesting rate, breakage rate, and entrainment loss rate were used as the main control indicators to assess the harvesting performance indicators of the peanut combine harvester.
Entrainment loss rate:
where
J is the harvesting net rate (%),
P is the breakage rate (%), and
Q is the entrainment loss rate (%).
m1—mass of picked pods, g.
m2—mass of unpicked pods, g.
m3—mass of pods entrained in the peanut seedling vine after harvesting, g.
m4—mass of peanut pods fallen on the ground, g.
m5—mass of broken peanut pods, g.
m—m1 + m2 + m3 + m4, g.
Based on the results of preliminary experiments and theoretical analysis, a three-factor, three-level response surface analysis was conducted on four factors, namely, the peanut harvesting roller speed
X1, the feeding volume
X2, the peanut harvesting gap
X3, and the longitudinal size of concave sieve holes
X4. The factors and levels are shown in
Table 2.
The harvesting net rate
Y1, breakage rate
Y2 and entrapment loss rate
Y3 were used as response indicators. Each test was repeated three times, and the results averaged. The test data were analyzed by quadratic polynomial regression using Design-Expert software, and response surface analysis was applied to study the correlation and interaction effects of each influencing factor on the harvesting performance [
24,
25,
26].
5. Results and Field Verification Tests
5.1. Results
The Box-Behnken experimental design was used for a four-factor, three-level test. The response surface-test protocol and test results are listed in
Table 3.
As shown in
Table 4 for the regression equation ANOVA, the response surface model
p-values for harvesting net rate Y
1, breakage rate Y
2, and entrainment loss rate Y
3, were all <0.001. This indicates that all three models have extreme significance. The misfit terms values were 0.3169, 0.0626, and 0.0635, which were all >0.05, indicating that the three models have a high degree of suitability within the test parameters, and that the response surface analysis results are highly credible. Therefore, we deemed that these models were suitable to predict and analyze the operational parameters of a peanut combine harvesting system.
- (1)
Analysis of the experimental test results of X1, X2, X3, and X4 on harvesting rate Y1.
The test results show that the significant factors affecting the net harvesting rate
Y1 were
X1,
X2,
X3,
X4, and
X12. Other factors had negligible effects. By removing the insignificant terms gradually and re-testing the equation, we obtained the final regression model established in Equation (8).
The effect of each factor on Y1 was X1 > X4 > X2 > X3. The analysis showed that peanuts move at high-speed in the harvesting roller and there is a speed difference between the peanut pods and the concave sieve. Therefore, the speed of the harvesting roller has a significant impact on harvesting performance. If the longitudinal dimension of the concave sieve holes is not designed properly, the peanut harvesting strength, seedling separation rate reduces. The number of transverse round rods, which is inseparable from the harvesting strength, also has a significant impact on peanut harvesting. As the ability of the harvesting gap teeth to grasp the seedling vines is affected, it also has an impact on harvesting strength. Comprehensive analyses show that the concave sieve is the object of collision with peanuts in the harvesting process. The sieve’s size determines the number of times peanut seedlings are hit by the fixed crossbar in one week of movement in the harvesting roller, the chance of peanut pods passing through the concave sieve, and the effect the longitudinal size has on the peanut seedling separation ability.
- (2)
Analysis of experimental test results of X1, X2, X3, X4 on breakage rate Y2.
The test results show that the significant factors affecting the breakage rate
Y2 were
X1,
X2,
X3,
X4,
X2X4,
X12,
X32, and
X42. Other factors had insignificant effects. By removing the insignificant terms in succession and re-testing the equation, we obtained the final regression model established in Equation (9).
The effect of each factor on Y2 was X1 > X3 > X4 > X2. The analysis shows that decreasing the roller speed and increasing the feeding volume can help reduce the breakage rate, decreasing the roller speed and increasing the fruit harvesting clearance can help reduce the breakage rate, and increasing the peanut harvesting clearance and feeding volume can help reduce the breakage rate.
- (3)
Analysis of experimental test results of X1, X2, X3, X4 on entrainment loss rate Y3.
The experimental results show that the factors significantly affecting the entrainment loss rate
Y3 were
X1,
X2,
X3,
X4,
X12,
X22,
X32, and
X42. Other factors had insignificant effects. By removing the insignificant terms one by one and re-testing the equation, we obtained the final regression model established in Equation (10).
The effect of individual factors on Y3 was X4 > X3 > X2> X1. In addition to the significant effect of the longitudinal size of the sieve holes, the striking force of the harvesting speed is the most important factor not only in peanut harvesting, but also in causing shell breakage, as the peanut shells are easily damaged.
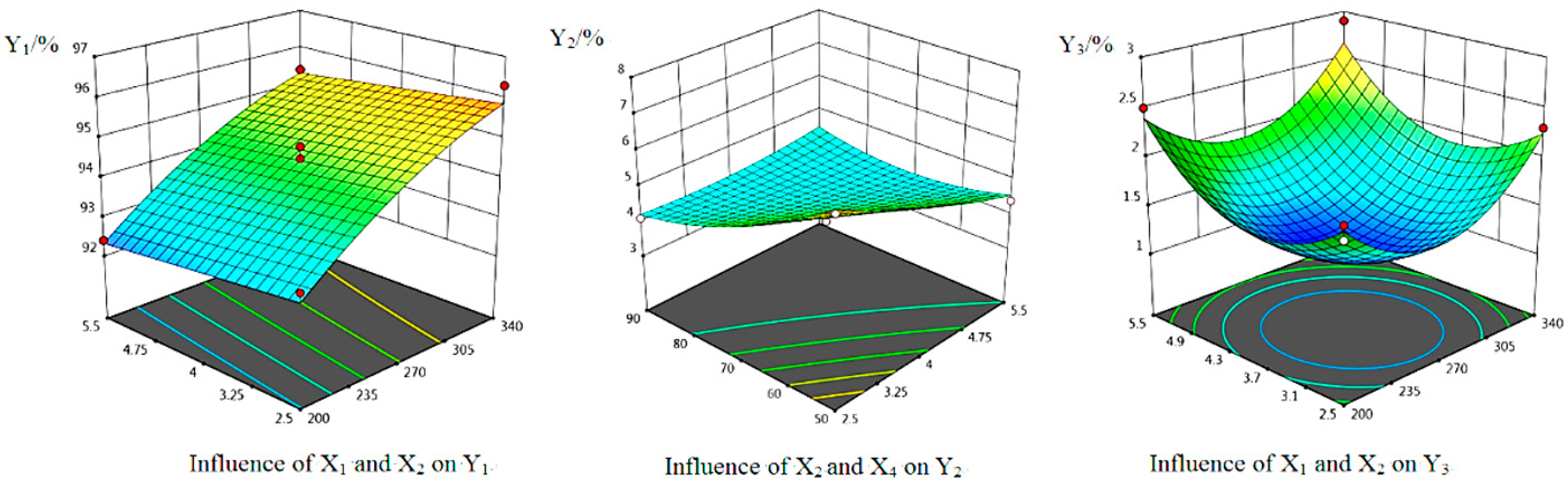
The effect of interaction on harvesting net rate
Y1, breakage rate
Y2, and entrainment loss rate
Y3 is shown in
Figure 7. From the numerator, the best state of peanut harvesting operation quality was reached when the three major indicators (harvesting net rate, entrainment loss rate and breakage rate) obtained the extreme optimal value at the same time. The software Design-Expert was used to assess the influence of factors on the two assessment indicators and to optimize the solution. The constraints were the optimal combination of parameters obtained by optimizing the objective functions max
Y1, min
Y2, and min
Y3. The peanut harvesting roller speed was 263 r/min, the feeding rate was 3.3 kg/s, the harvesting gap was 38.8 mm, and the longitudinal size of the concave sieve hole was 90 mm, during which the harvesting net rate was 94.61%, breaking rate was 3.78%, and entrainment loss rate was 0.85%.
5.2. Field Verification Tests
To further validate the optimization results and the fitted model, field trials using the best combination of parameters were required. Images of the test process are shown in
Figure 8, and optimization results are shown in
Table 5.
After adjusting the structural and operating parameters of the cleaning equipment, feeding equipment, multi-stage tangential-flow harvesting roller, and transmission system, a field test verification was conducted. The peanut harvesting roller speed was set to 260 r/min, the feeding volume was 3.3 kg/s, the fruit harvesting gap was 40 mm, and the longitudinal size of the concave sieve hole was 90 mm. The test was repeated thrice with these parameters, and the average value was taken as the test validation value. The results showed that the harvesting net rate was 95.73%, the breakage rate was 3.54% and entrainment loss rate was 0.84%. The relative errors between the experimental and predicted values were minor, which indicated a reasonable choice of optimization conditions.
Thus, the optimal parameters can provide a high-performance operation satisfying standards for field application under the determined optimal parameters. All operation quality can meet the relevant agricultural machinery industry technical standards and local production agronomic requirements. Thus, the system was in accordance with industry standards for peanut harvester operation quality.
6. Conclusions
Results were analyzed by Design-Expert software using net harvesting rate Y1, breakage rate Y2, and entrainment loss rate Y3 as response indicators. At a harvesting roller speed of 260 rad/min, a feeding rate of 3.3 kg/s, a harvesting gap of 40 mm, and a longitudinal size of 90 mm in the concave sieve, there was a harvesting rate of 95.05%, a breakage rate of 4.19%, and an entrainment loss rate of 1.09%. Field validation tests were conducted and the results showed that when the machine parameters were in the optimal combination, the net Y1 was 95.73%, Y2 was 3.54%, and Y3 was 0.84%.
In this study, to address the problems that occur during peanut tangential-flow harvesting, we conducted optimization experiments to provide guidance for the technical design of peanut harvesting equipment and process parameters. A comprehensively optimized design scheme was developed to solve peanut harvesting problems and improve harvest quality. The study provides theoretical guidance for improving full-feed tangential-flow peanut harvesting technology and equipment development.
The research team will continue to further verify the operational performance and adaptability of peanut tangential flow picking technology and equipment development.
Author Contributions
Conceptualization, L.S. and B.W.; methodology, L.S. and B.W.; software, L.S. and H.Y.; validation, B.W. and H.Y.; formal analysis, H.Y. and Z.H.; investigation, Z.H. and B.W.; resources, B.W.; data curation, L.S. and H.Y.; writing—original draft preparation, L.S. and B.W.; writing—review and editing, L.S., B.W. and Z.H.; visualization, L.S., B.W. and Z.H.; supervision, Z.H. and B.W.; project administration, B.W.; funding acquisition, Z.H. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by National Natural Science Foundation of China, grant number 51905282.
Institutional Review Board Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on-demand from the first author at (
shilili@caas.cn).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Hu, Z.C. Study on Key Technologies of Half-Feed Peanut Combine Harvester; Nanjing Agricultural University: Nanjing, China, 2011. [Google Scholar]
- Hu, Z.C. The Key Technology of Peanut Production Mechanization; Jiangsu University Press: Zhenjiang, China, 2017; pp. 149–196. [Google Scholar]
- Zhang, Z.M.; Hu, W.G.; Xu, T.T. The Advantage Analysis and Development of the Peanut Production of China. J. Peanut Sci. 2005, 34, 6–10. [Google Scholar]
- Wang, B.; Zhang, Y.H. Optimization on parameters of semi-feeding pod-picking device for four-row peanut combine harvester. Int. Agric. Eng. J. 2018, 27, 107–115. [Google Scholar]
- Wang, B. Pod-picking Mechanism and Screening Characteristic Research for Bottom-feeding Four Rows Peanut Combine Harvester. Ph.D. Thesis, Chinese Academy of Agricultural Sciences, Beijing, China, 2018. [Google Scholar]
- Zhou, D.H. Study on Full-feeding Picking Characteristics and Mechanism Optimization of Peanut Combined Harvesting. Ph.D. Thesis, The Chinese Academy of Agricultural Sciences, Beijing, China, 2017. [Google Scholar]
- Hu, Z.C.; Wang, B.; Yu, Z.Y.; Peng, B.L.; Zhang, Y.H.; Tan, L.K. Design and test of semi-feeding test-bed for peanut pod picking. J. Chin. Agric. Mech. 2017, 33, 42–50. [Google Scholar]
- Ivanyshyn, V.V.; Illyashyk, V.V.; Duganets, V.I. Analysis of structural features and exploitation of combine harvesters of CLAAS LEXION 750,760 TERRA TRAC on harvesting of agricultural crops. Podilian Bull. Agric. Eng. Econ. 2019, 30, 80–88. [Google Scholar] [CrossRef]
- Wang, B.K.; Yu, Z.Y.; Hu, Z.C.; Cao, M.Z.; Zhang, P.; Wang, B. Numerical Simulation and Experiment of Flow Field in Three Air Systems of Air Separation System of Peanut Pickup Harvester. J. Chin. Agric. Mech. 2021, 52, 103–114. [Google Scholar]
- Shang, S.Q.; Wang, F.Y.; Liu, S.G. Research status and development trend of peanut harvester. J. Chin. Agric. Mech. 2004, 1, 20–25. [Google Scholar]
- Hu, Z.C.; Wang, H.O.; Peng, B.L.; Chen, Y.Q.; Wu, F. Optimized design and experiment on semi-feeding peanut picking device. J. Chin. Agric. Mech. 2012, 43, 131–136. [Google Scholar]
- Wang, B.K.; Hu, Z.C.; Cao, M.Z.; Yu, Z.Y.; Zhang, C. Design and Test of Axial-flow Peanut Picking and Harvesting Machine. J. Chin. Agric. Mech. 2021, 52, 109–118 + 98. [Google Scholar]
- Sun, T.Z.; Shang, S.Q.; Li, G.Y.; Wang, F.Y.; Yang, R.B. Design of stripping and cleaning system of 4HQL-2 type full-feed peanut combine. J. Chin. Agric. Mech. 2009, 31, 54–57. [Google Scholar]
- Xu, N.; Shang, S.Q.; Wang, D.W.; He, X.N.; Gao, Z.; Liu, J.Q.; Zhang, Y.D.; Guo, P. Design and research of spike tooth type peanut picking device with longitudinal axial flow. J. Chin. Agric. Mech. 2020, 42, 197–201. [Google Scholar]
- Wang, M.; Yang, R.B.; Shang, S.Q.; Wang, F.J.; Wang, Z.Z. Design analysis and test of key equipment for fully fed peanut picking machine. J. Chin. Agric. Mech. 2021, 43, 141–145. [Google Scholar]
- Wang, S.Y.; Hu, Z.C.; Yao, L.J.; Peng, B.L.; Wang, B.; Wang, Y.W. Simulation and parameter optimisation of pickup device for full-feed peanut combine harvester. Comput. Electron. Agric. 2022, 192, 106602. [Google Scholar] [CrossRef]
- Guo, P.; Shang, S.Q.; Wang, D.W.; He, X.N.; Xu, N.; Liu, J.Q.; Yang, L.; Dong, M.M. Design and test of a trailed peanut picking and harvesting machine. J. Chin. Agric. Mech. 2021, 44, 92–97. [Google Scholar]
- Li, Y.; Li, H.; Xu, L. Comparative experiments on threshing performance between short-rasp-bar tooth cylinder and spike tooth cylinder. J. CSAE 2008, 24, 139–142. [Google Scholar]
- Busono, S.; Ishihara, A.; Iwasaki, M. Studies on the mechanical harvesting of peanuts, 4:Peanut harvester improvement and simulation experiment. J. Sand Dune Res. 1990, 37, 63–73. [Google Scholar]
- Ministry of Agriculture and Rural Affairs of the People′s Republic of China. Operating Quality for Peanut Harvesters: NY/T 502-2016; Standards Press of China: Beijing, China, 2016. [Google Scholar]
- Chinese Academy of Agricultural Mechanization Sciences. Agricultural Machinery Design Manual; Machinery Industry Press: Beijing, China, 1990. [Google Scholar]
- Liu, Y.; Li, Y.; Chen, L.; Zhang, T.; Liang, Z.; Huang, M.; Su, Z. Study on performance of concentric threshing device with multi-threshing gaps for rice combines. Agriculture 2021, 11, 1000. [Google Scholar] [CrossRef]
- Pari, L.; Latterini, F.; Stefanoni, W. Herbaceous oil crops, a review on mechanical harvesting state of the art. Agriculture 2020, 10, 309. [Google Scholar] [CrossRef]
- Xu, X.H.; He, M.Z. Experimental Design and Application of Design Expert and SPSS; Scientific Press: Beijing, China, 2010. [Google Scholar]
- Cao, M.Z.; Hu, Z.C.; Zhang, P.; Yu, Z.Y.; Ye, J.F.; Wang, S.Y. Key technology of full-feeding peanut picking by tangential flow method. Int. J. Agric. Eng. 2019, 28, 66–74. [Google Scholar]
- Chai, X.Y.; Zhou, Y.; Xu, L.Z.; Li, Y. Effect of guide strips on the distribution of threshed outputs and cleaning losses for a tangential-longitudinal flow rice combine harvester. Biosyst. Eng. 2020, 198, 223–234. [Google Scholar] [CrossRef]
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}