
Parameter Optimization and Testing of a Self-Propelled Combine Cabbage Harvester
Abstract
:1. Introduction
2. Machine Structure and Working Principles
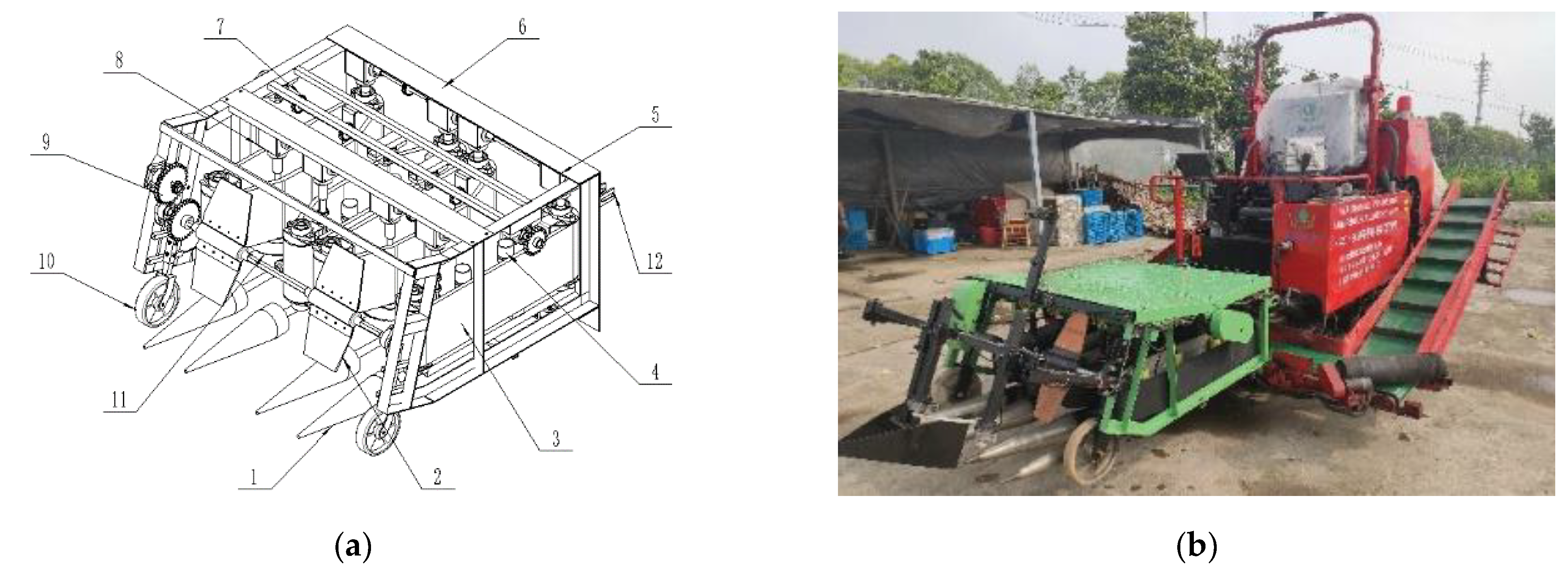
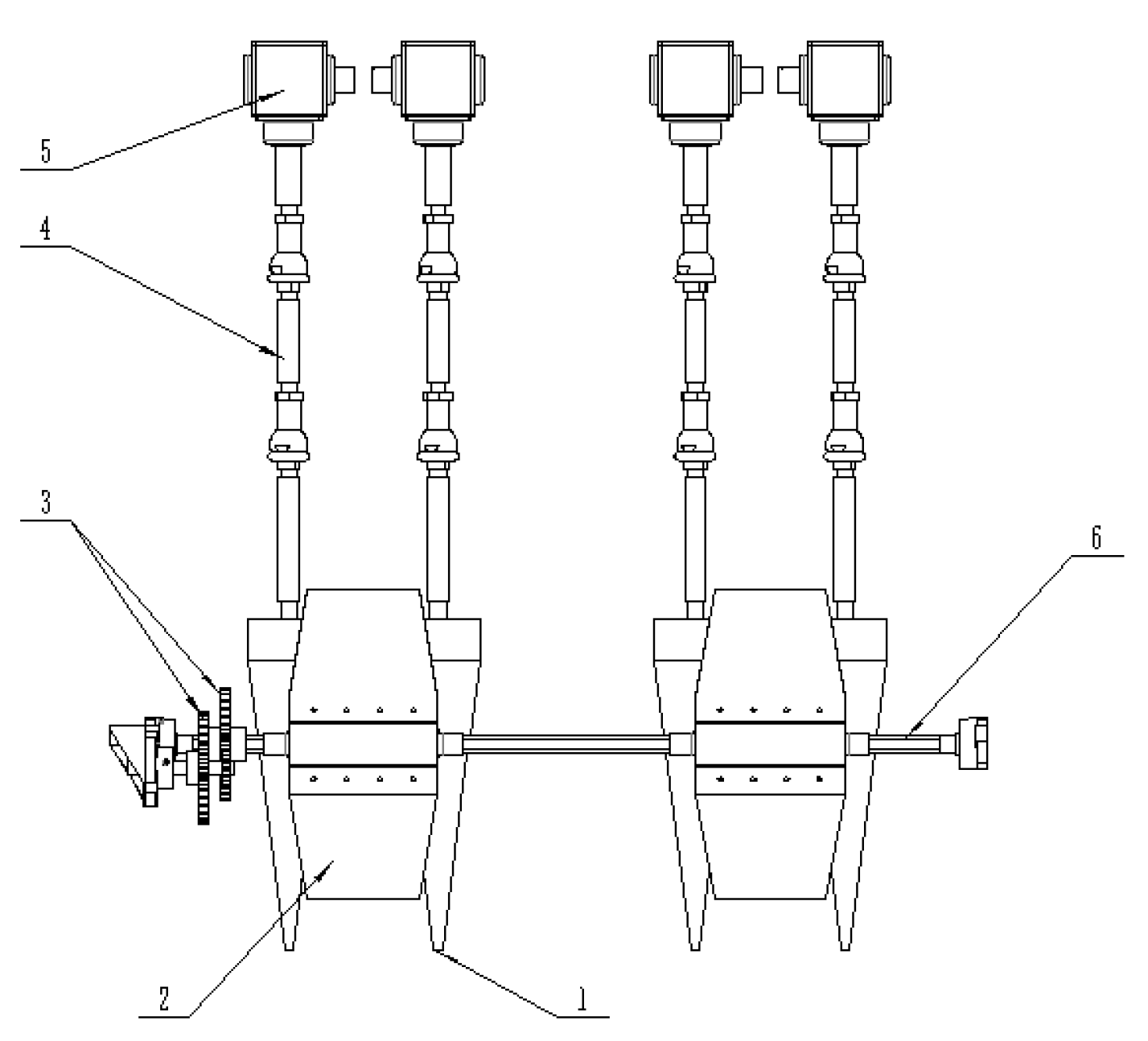
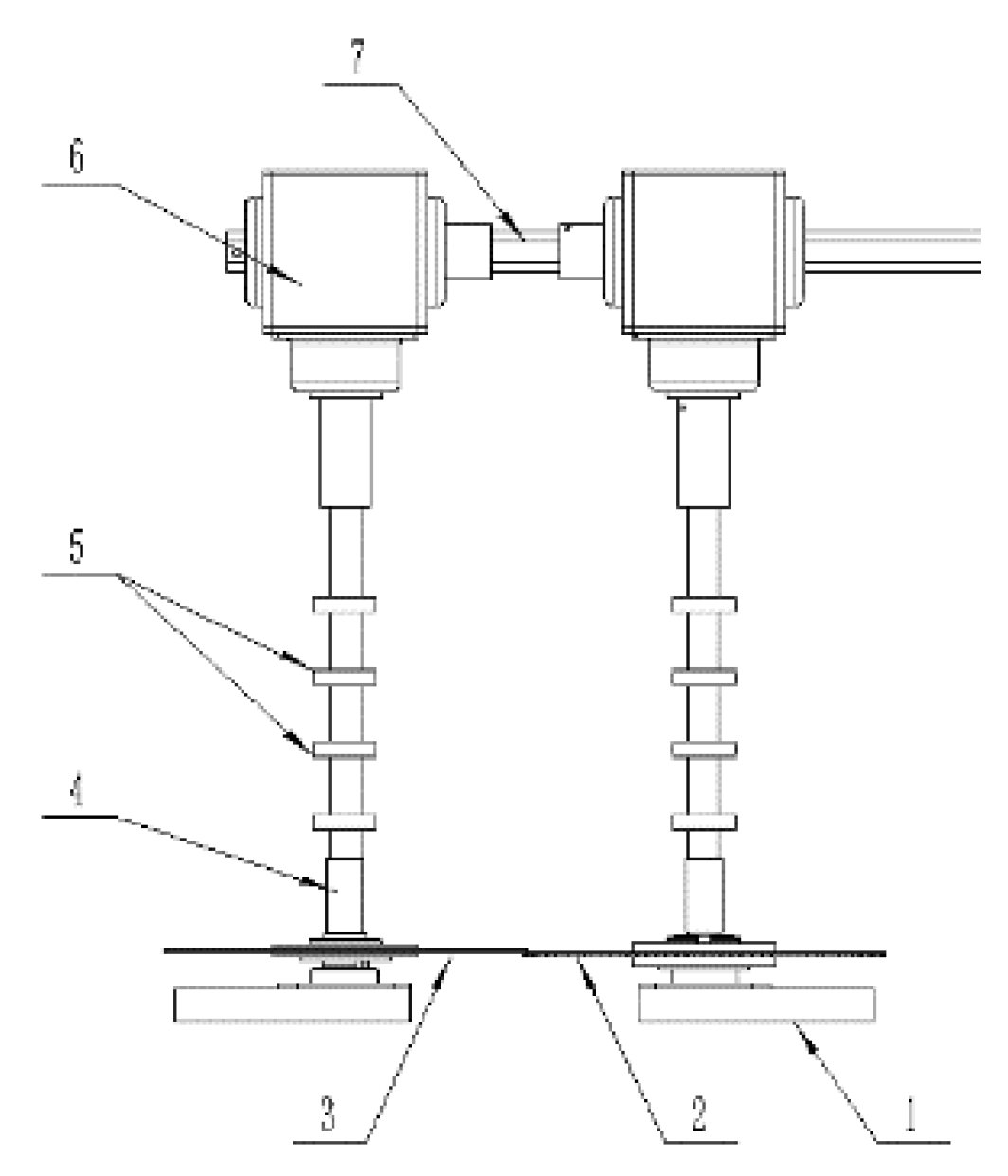
2.1. Structure of the Machine
2.2. Principles of Harvesting
3. Analysis of the Working Process and the Selection of Key Parameters
3.1. Analysis of the Cabbage Harvesting Process
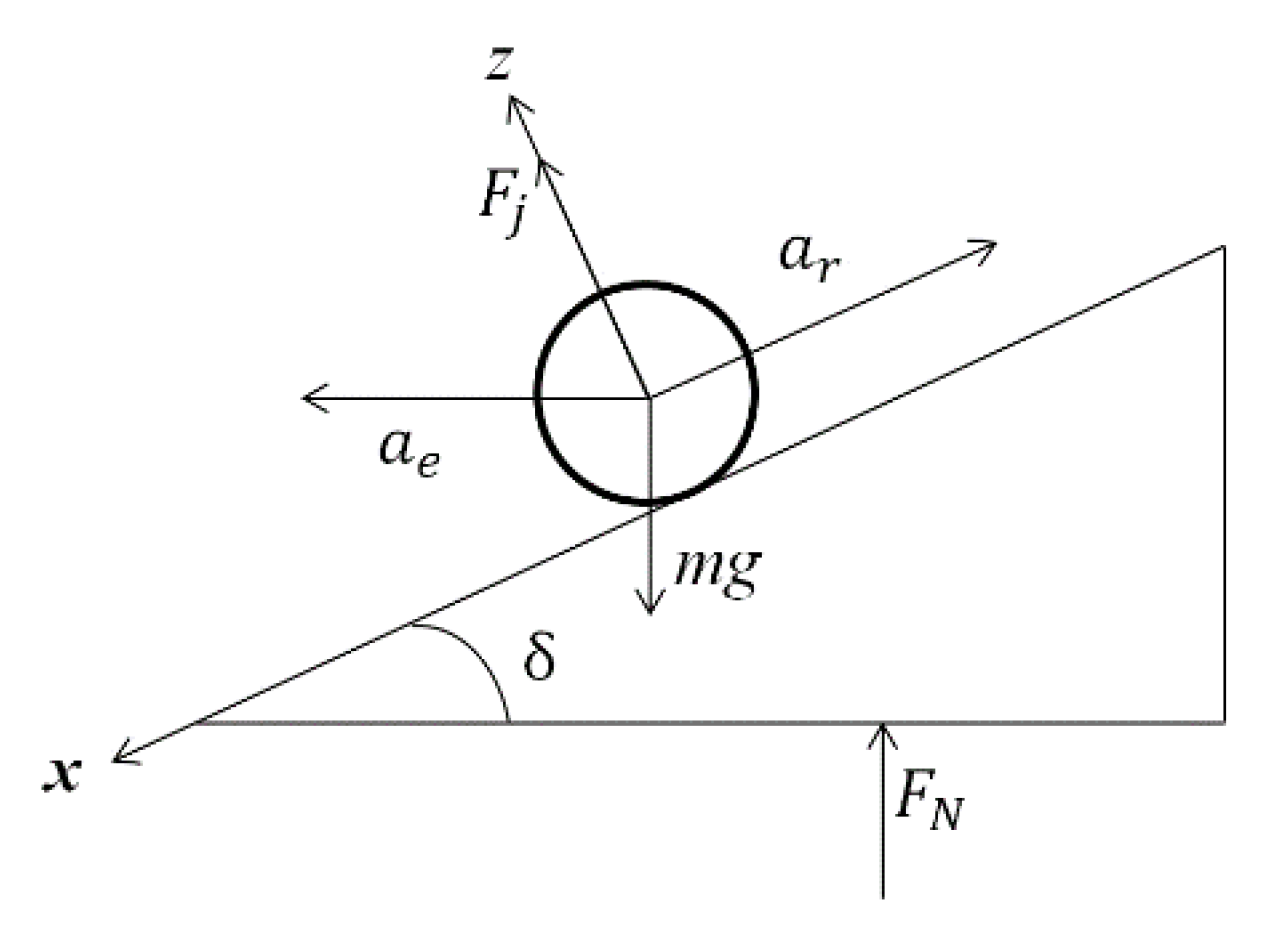
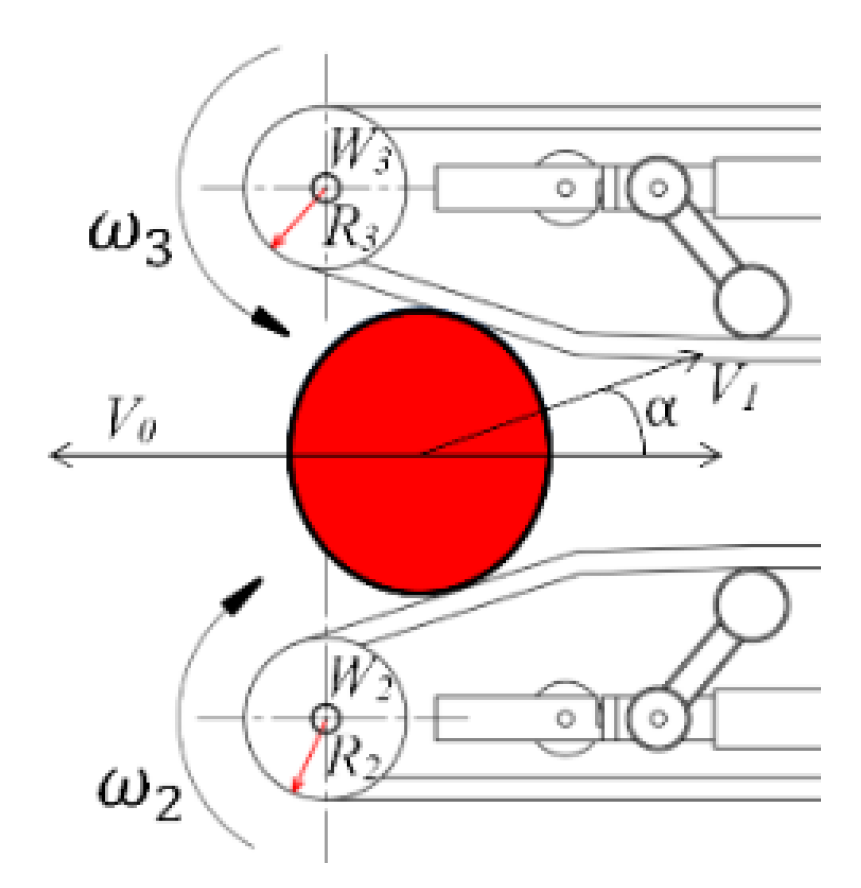
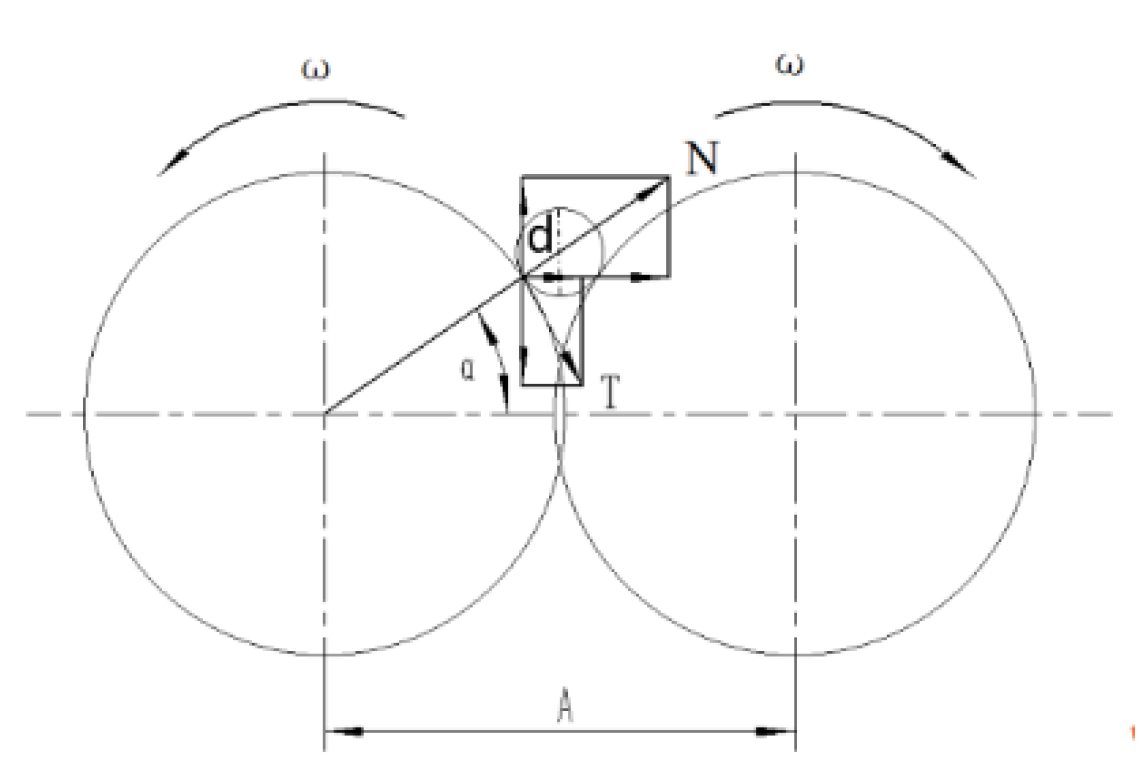
3.2. Analysis of the Cabbage Pulling Process
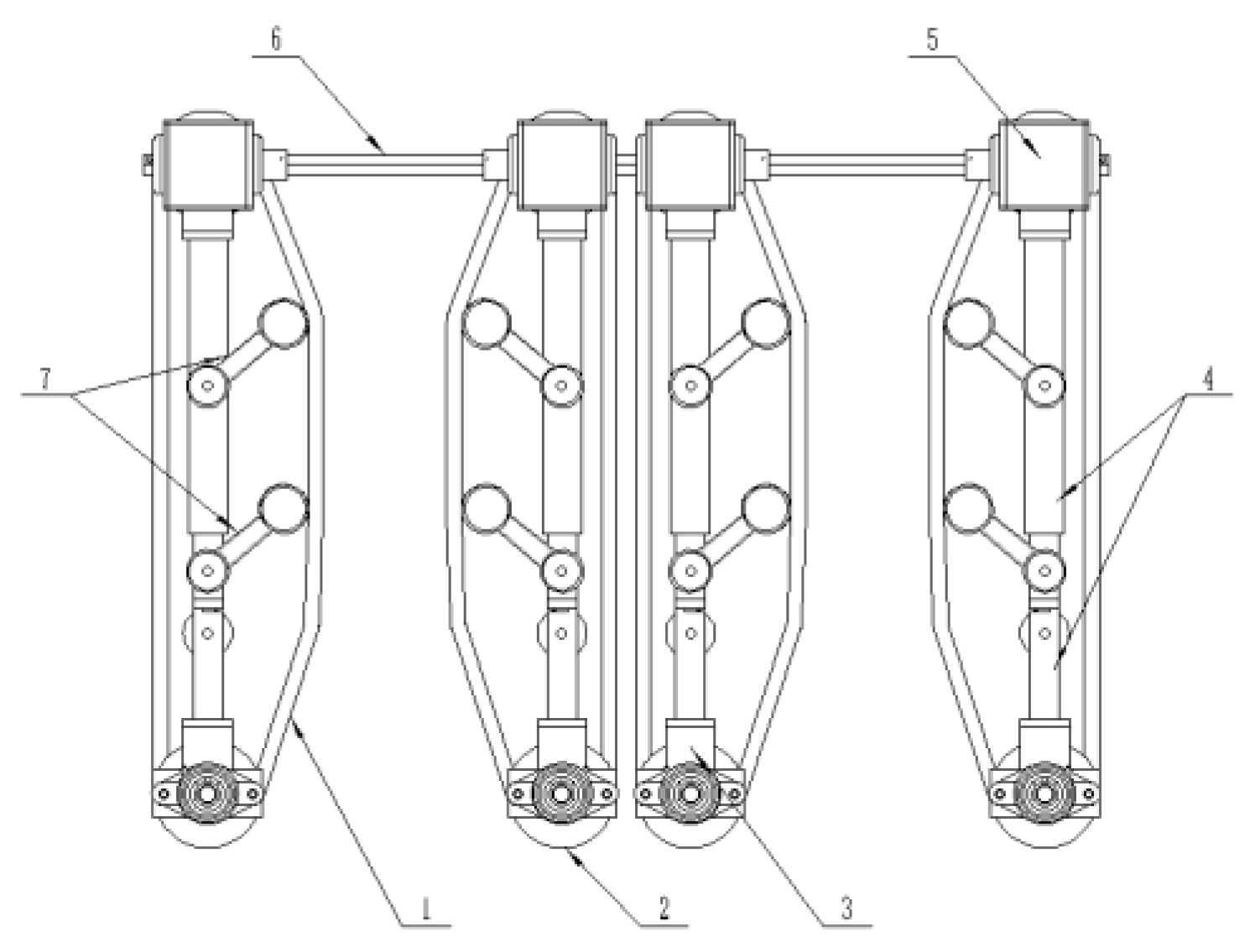
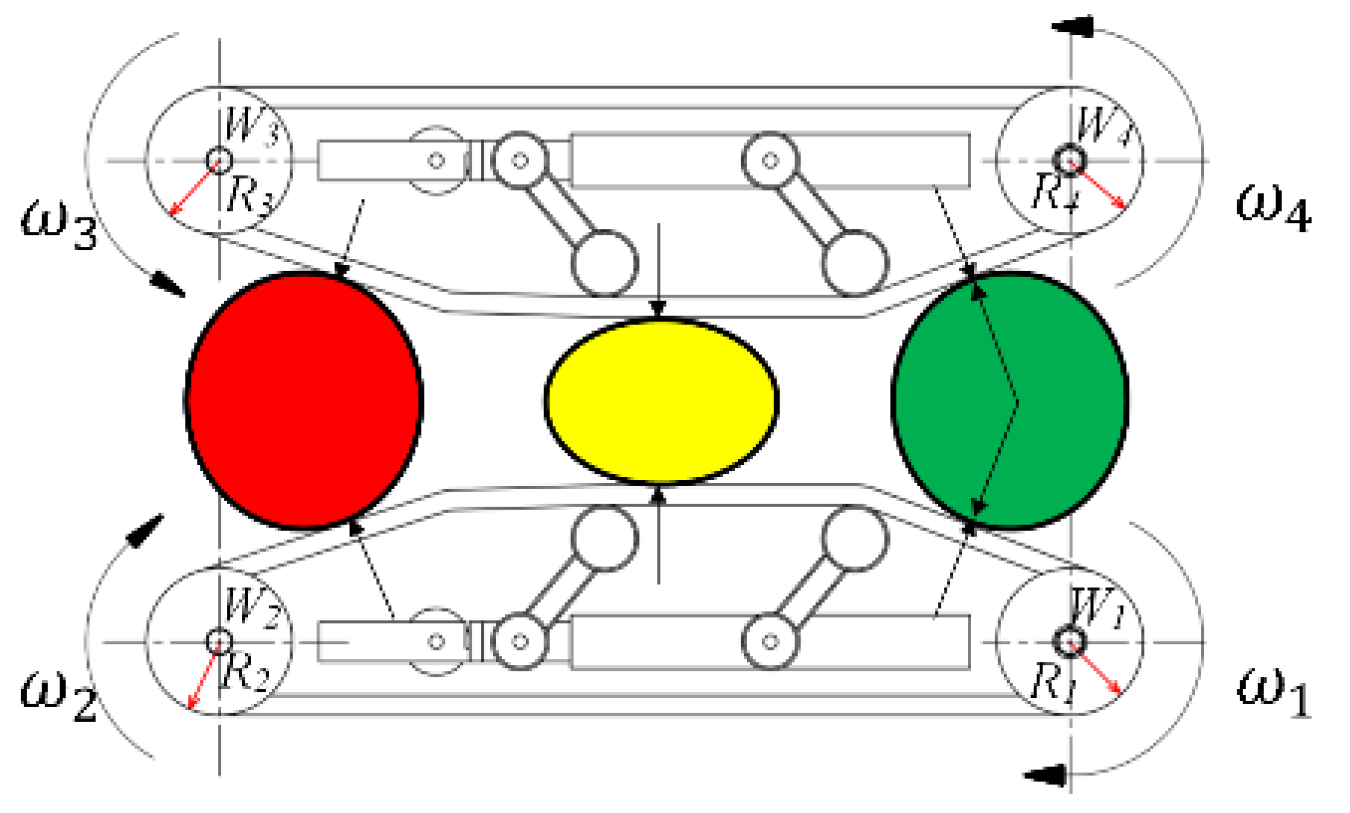
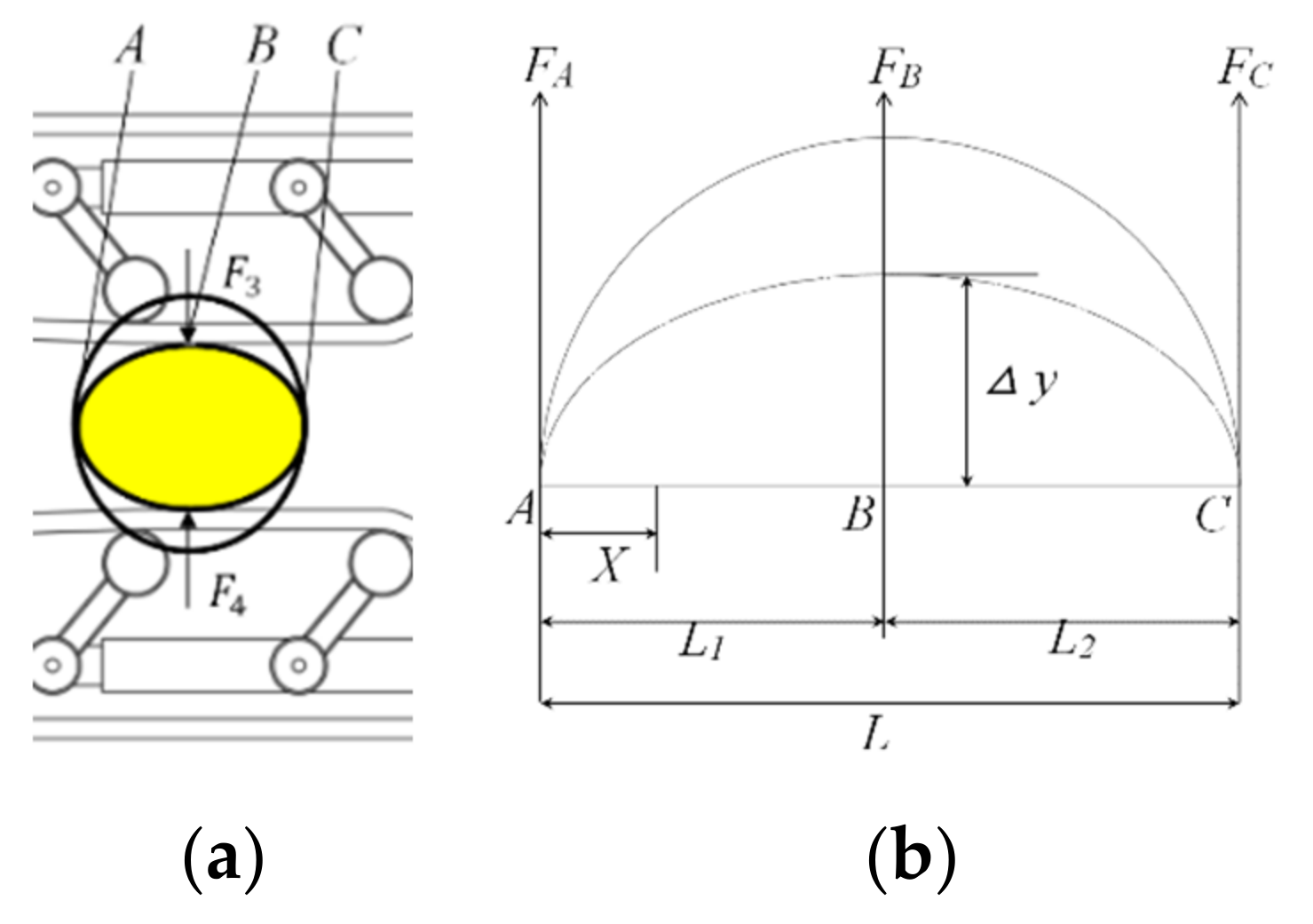
3.3. Analysis of the Cabbage Clamping and Conveying Process
3.4. Root-Cutting Process Analysis
4. Test and Result Analysis
4.1. Test Location, Materials, and Equipment
4.2. Test Method and Evaluation Indexes
4.3. Single-Factor Test of Cabbage Harvesting Performance
4.3.1. Single-Factor Test Design
4.3.2. Test Results and Analysis
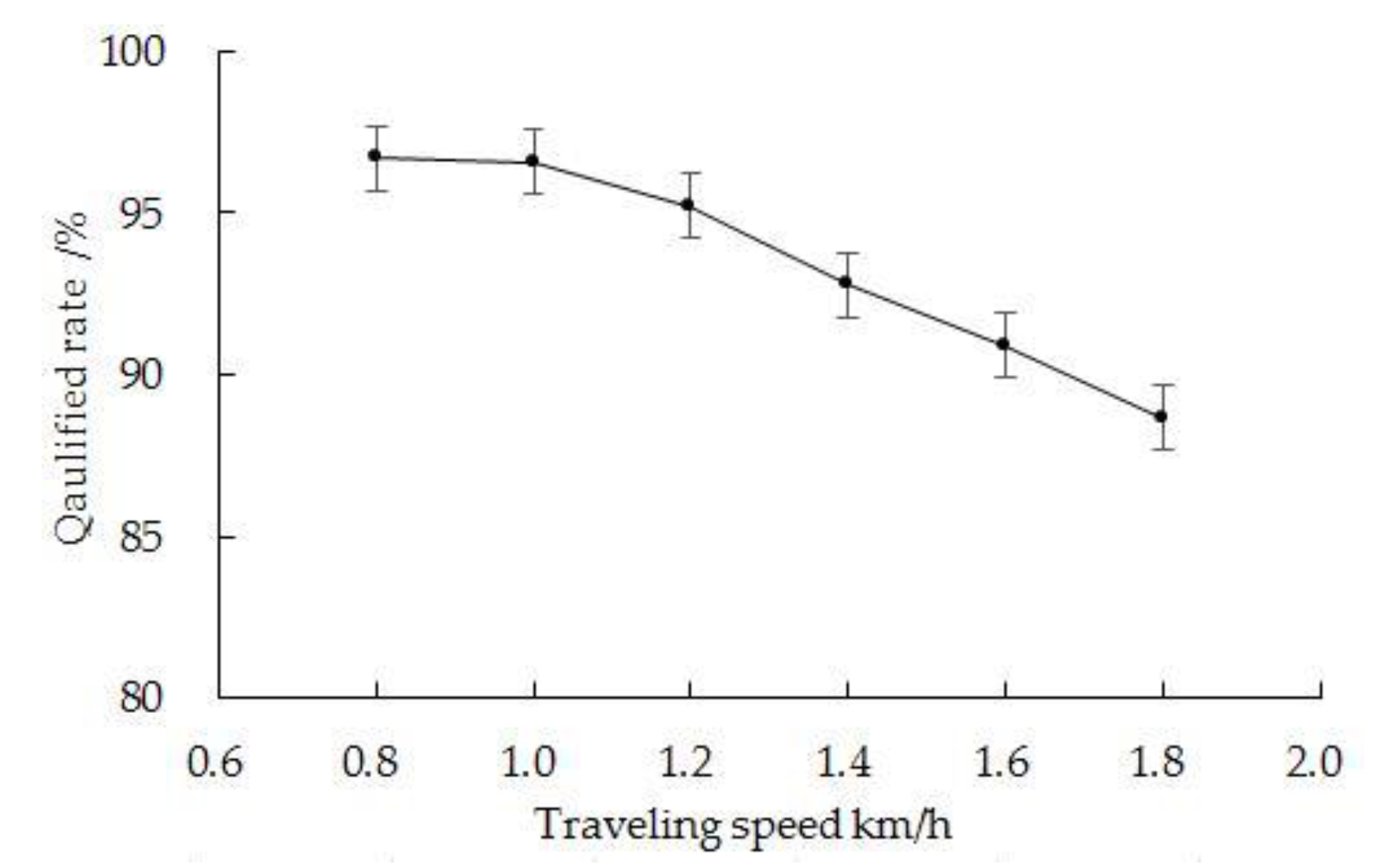
Influence of Advancing Speed on the Qualifying rate of Cabbage Harvesting
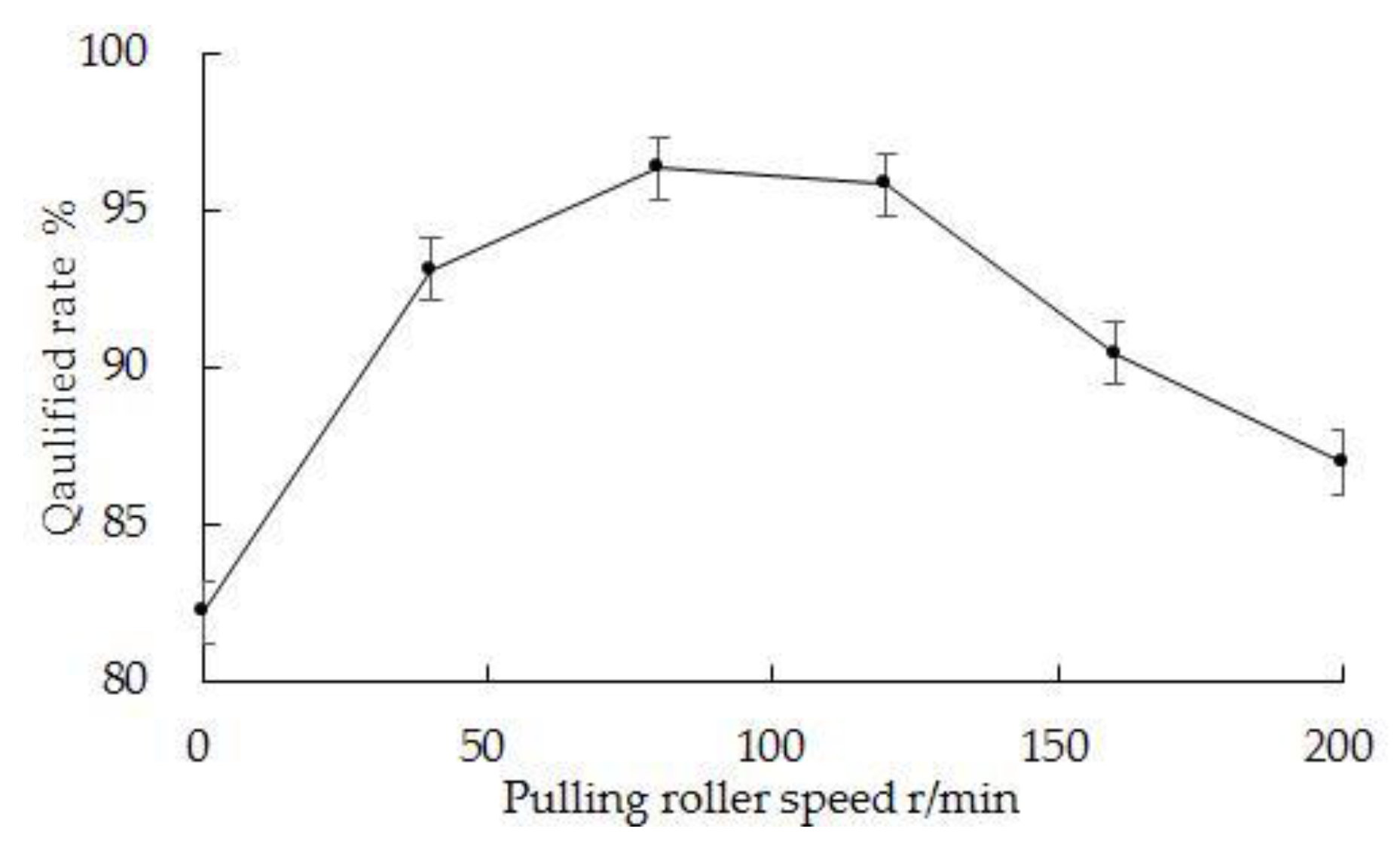
Influence of the Rotating Speed of the Pulling Roller on the Qualifying Rate of Cabbage Harvesting
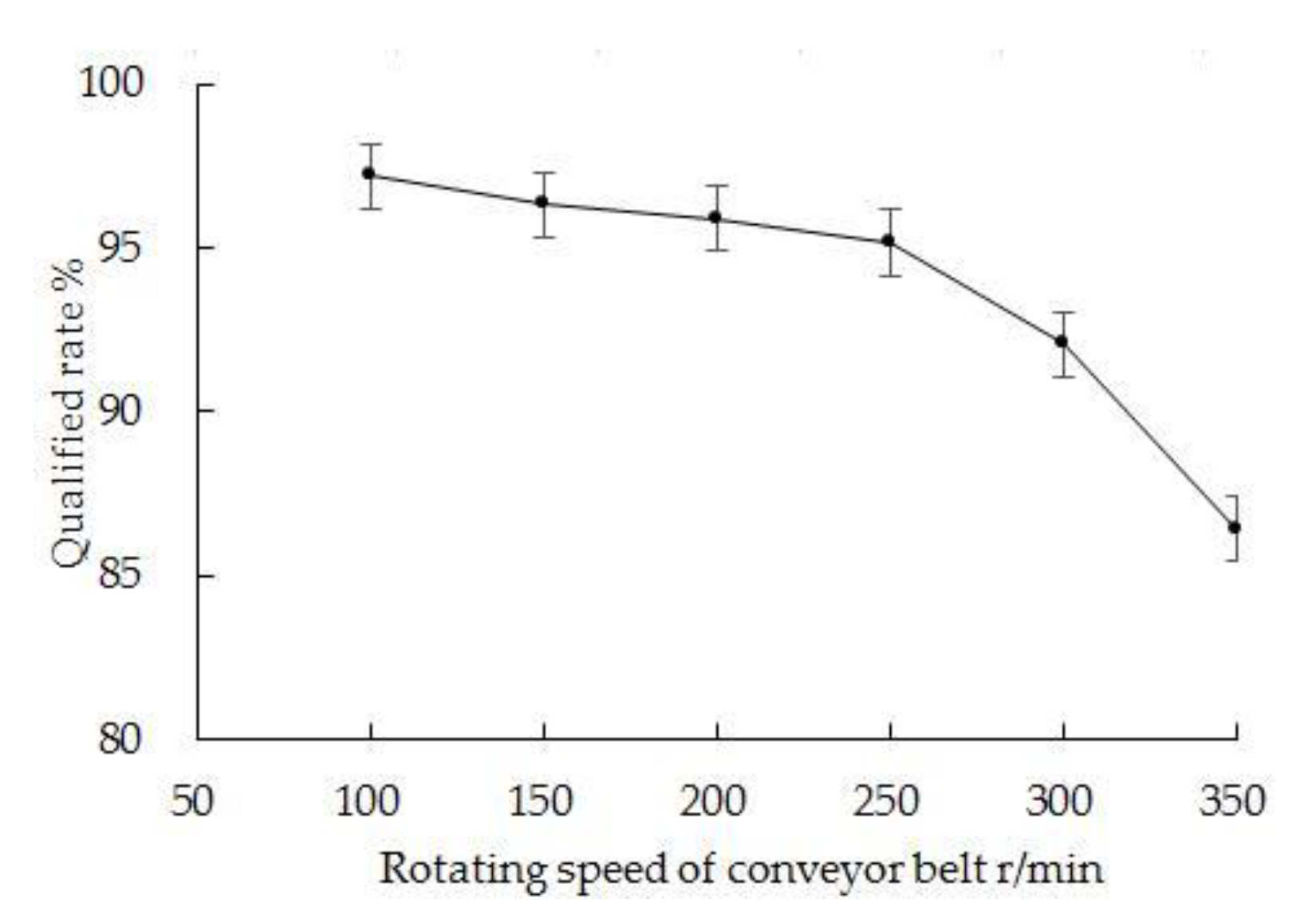
Influence of the Rotating Speed of the Conveyor Belt on the Qualifying Rate of Cabbage Harvesting
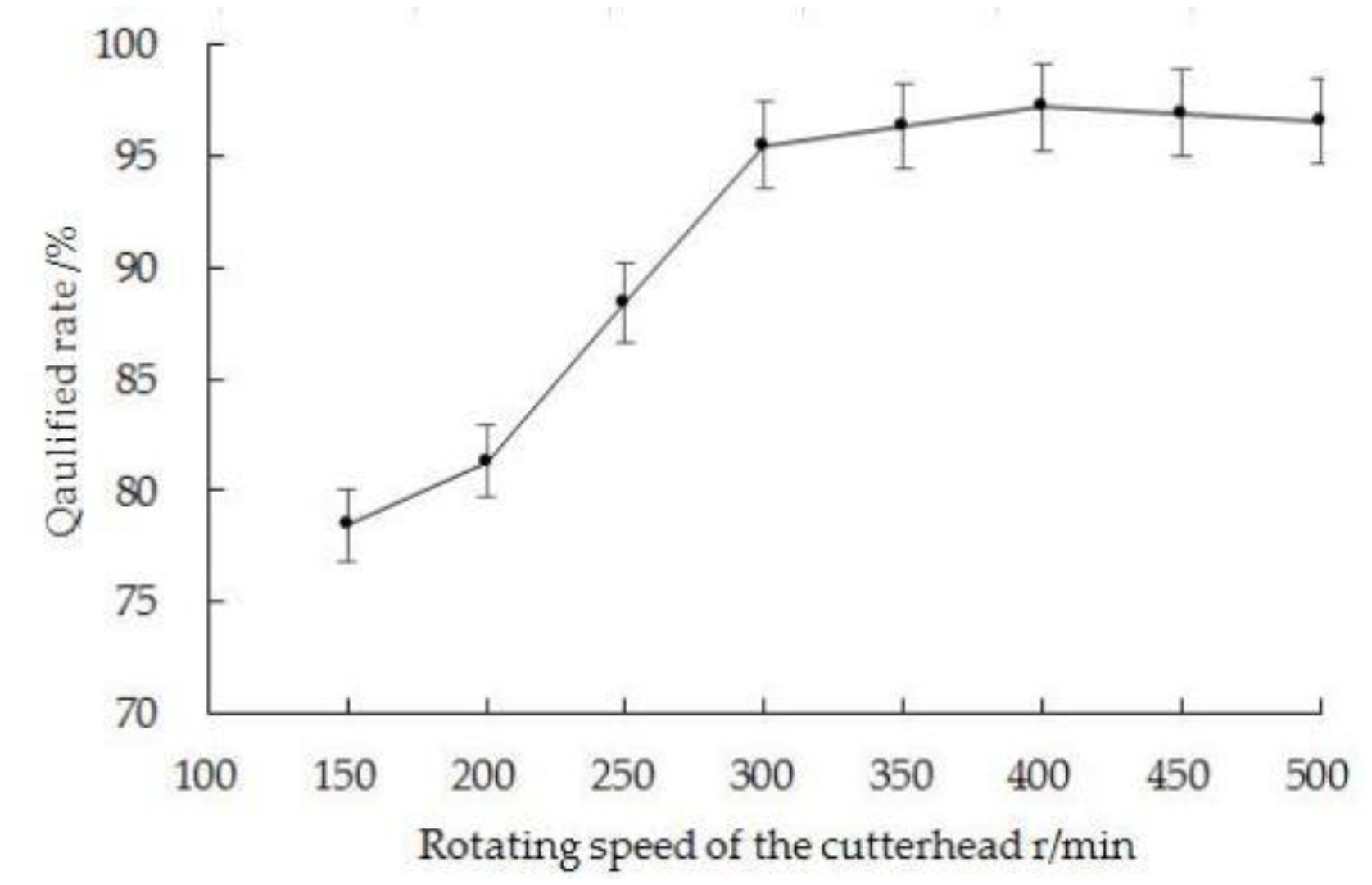
Influence of the Rotating Speed of the Cutter-head on the Qualifying Rate of Cabbage Harvesting
4.4. Parameter Optimization Test of Cabbage Harvesting Performance
4.4.1. Design of the Multi-Factor Test
4.4.2. Test Results
4.4.3. Regression Modeling and Significance Analysis
Establishment of the Regression Model and Significance Test
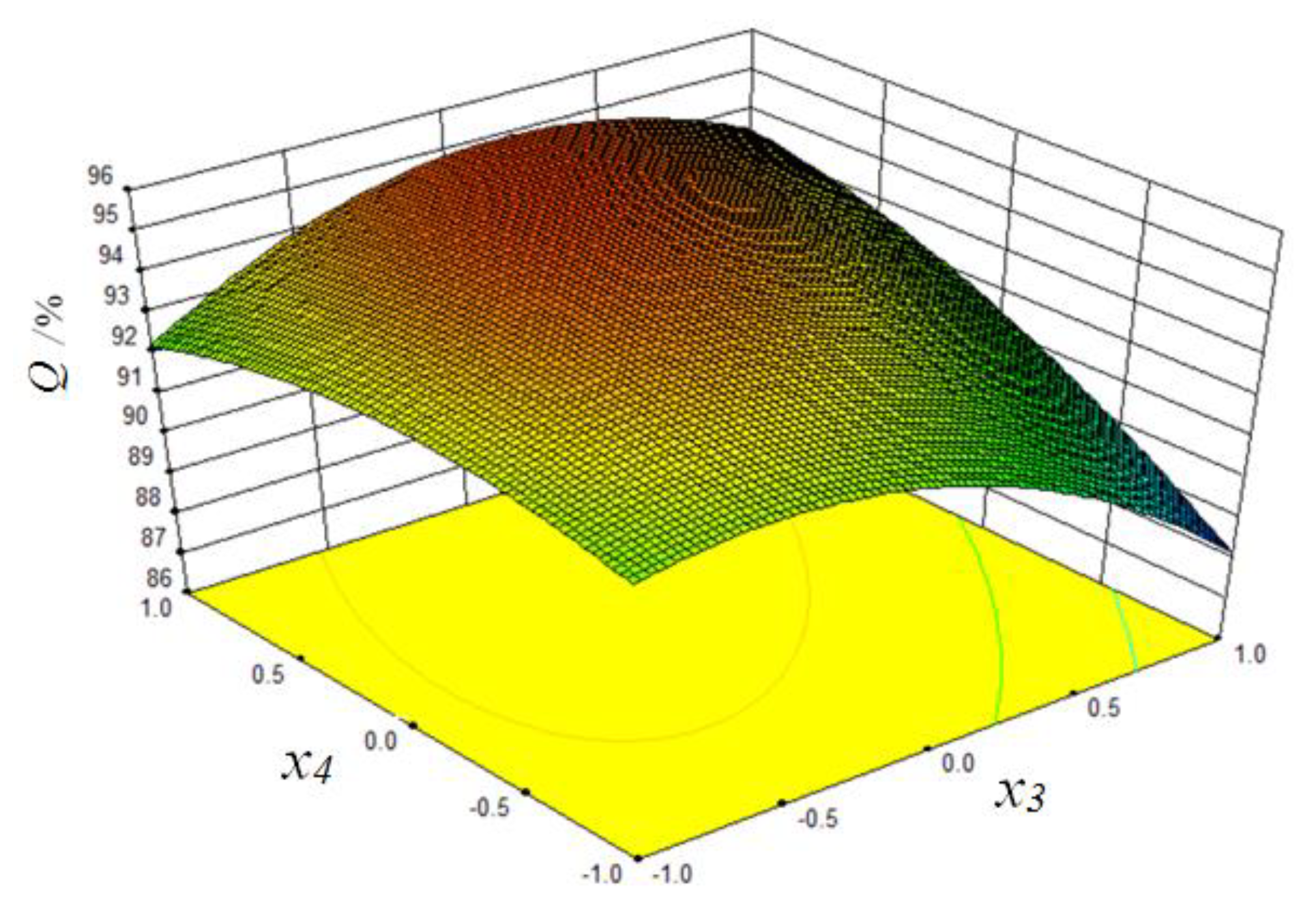
Analysis of the Two-Factor Interaction Effect
4.5. Parameter Optimization and Validation Test
4.5.1. Parameter Optimization and Analysis
4.5.2. Field Verification Test
5. Discussion
- (1)
- In this study, the influence of the advancing speed of the cabbage harvester, the rotating speed of the pulling roller, the rotating speed of the conveyor belt, and the rotating speed of the cutter-head on the qualifying rate of cabbage harvesting was analyzed. When the walking speed is 1.2 km/h, the speed of the plucking roller is 100 r/min, the speed of the conveyor belt is 180–220 r/min, and the speed of the cutter is 350–400 r/min, a high qualifying rate of kale harvesting can be obtained. Further studies will be made on the influence of the angle of the pulling roller, the material of the flexible conveyor belt, the structure of the tensioning mechanism, and the cutting methods on harvesting performance in the future.
- (2)
- It was found in the test that there is the problem of the failure of harvesting due to the skewing or lodging of cabbages, thus undermining the qualifying rate of cabbage harvesting. To solve this problem, subsequent studies will adopt an automatic row-alignment mechanism. By installing an angle sensor and developing an automatic row-alignment system, this problem will be solved.
- (3)
- At present, China has imported mature machine types from European and American countries in terms of mechanized cabbage harvesting. They are mainly large-scale mechanized equipment designed for large pieces of land, and harvest cabbages in single rows with a unilateral harvester hung on a tractor, the power of which is over 120 hp and the harvesting efficiency is 0.07–0.10 hectare/h. They are suitable for the conventional planting of cabbages and are not suitable for the agronomic requirements of cabbage planting in China, especially in terms of ridge planting. Thus, they showed a poor harvesting effect and required 2–6 workers to cut roots or strip leaves at the same time. The self-propelled cabbage harvester designed in this paper has improved harvesting quality, saved labor costs, and reduced labor intensity; however, its marketability should be further improved. Further research should be made into high-efficiency and low-loss harvesting technologies, to realize commercialized harvesting.
6. Conclusions
- (1)
- Through an in-depth analysis of the status of the cabbage industry in China and the requirement of harvesting technologies, the 4GCSD-1200 type cabbage harvester was designed. It includes a crawler walking chassis and cabbage harvesting header; the header is composed of the pulling mechanism, the flexible clamping and conveying mechanism, and the double-disk root-cutting mechanism. The harvester can realize low-loss cabbage pulling, conveying, and precision root-cutting.
- (2)
- Based on the theoretical analysis and single-factor test, following the design principles of the Box–Behnken test, by taking the advancing speed, rotating speed of the pulling roller, rotating speed of the conveyor belt, rotating speed of the cutter-head as influencing factors, a four-factor three-level response surface analysis was adopted to carry out a test of the working parameter optimization of the cabbage harvester. Moreover, a mathematical regression model between the influencing factors and the qualifying rate of cabbage harvesting was established; the influence order of the factors on the qualifying rate of cabbage harvesting was: rotating speed of the cutter-head > advancing speed > rotating speed of conveyor belt > rotating speed of the pulling roller.
- (3)
- By taking the optimal qualifying rate of cabbage harvesting as the objective, the optimal working parameters for the harvester were obtained: the advancing speed was 1.1 km/h, the rotating speed of the pulling roller was 90 r/min, the rotating speed of the conveyor belt was 205 r/min; the rotating speed of the cutterphead was 395 r/min. A verification test showed that the qualifying rate of cabbage harvesting was 96.3%, with high root-cutting uniformity and low loss. It shows that optimizing the working parameters could reduce the loss during the mechanized harvesting of cabbages and improve the qualifying rate of harvesting, and its operation effect could meet the marketization requirements of cabbage harvesting.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yang, L.M.; Fang, Z.Y.; Zhang, Y.Y.; Zhuang, M.; Lv, H.H.; Wang, Y.; Ji, J.L.; Liu, Y.M.; Li, Z.S.; Han, F.Q. Research progress on cabbage genetic breeding during ‘The Thirteenth Five-year Plan’ in China. China Veg. 2021, 1, 15–21. (In Chinese) [Google Scholar]
- Xiao, H.R.; Jin, Y.; Cao, G.Q. Research on Mechanization Equipment Technology for Vegetable Production; China Agricultural Science and Technology Press: Beijing, China, 2019; pp. 18–20. [Google Scholar]
- Didenko, H.F.; Ji, J.K. Vegetable Harvesting Machinery; China Agricultural Machinery Press: Beijing, China, 1982; pp. 22–24. [Google Scholar]
- Willem, M.; Thomas, P. Cabbage Harvester Machine; International Application; Patent Cooperation Treaty: Washington, DC, USA, 2002; Volume 5, pp. 38–42. [Google Scholar]
- Chattopadhyay, P.S.; Pandey, K.P. Effect of knife and operational parameters on energy requirement in flail forage harvesting. J. Agric. Eng. Res. 1999, 73, 3–12. [Google Scholar] [CrossRef]
- Hansen, C.J. Harvesting Machine for Cabbage, or the Like. U.S. Patent 3827503, 6 August 1974. [Google Scholar]
- Lenker, D.H.; Nascimento, D.F.; Adrian, P.A. Apparatus for Harvesting Vegetable Heads. U.S. Patent 4136509, 30 January 1979. [Google Scholar]
- Wadsworth, W.F. Feed Conveyor Apparatus. U.S. Patent 3858660, 7 January 1975. [Google Scholar]
- Bleinroth, H.A. Harvesting Machine for Headed Cabbages. GB Patent 1402844, 13 August 1975. [Google Scholar]
- Wang, Z.Q. Overall Design of 4YB-1 Cabbage Harvester; Gansu Agricultural University: Lanzhou, China, 2011. [Google Scholar]
- Li, X.Q. Improvement Design of 4YB-1 Cabbage Harvester; Gansu Agricultural University: Lanzhou, China, 2011. [Google Scholar]
- Zhou, C. Study on the Cabbage Key Harvesting Technology and Harvester; Northeast Agricultural University: Harbin, China, 2013. [Google Scholar]
- Du, D.D. Research on Crawler Self-Propelled Cabbage Harvesting Equipment and Development of its Weighing System; Zhejiang University: Hangzhou, China, 2017. [Google Scholar]
- Fang, X.; Zhou, C. Design and experiment on coping style cabbage harvester. Mod. Agric. 2019, 481, 70–71. [Google Scholar]
- Li, T.H.; Meng, Z.W.; Zhou, K.; Li, G.H.; Wang, W.; Shi, G.Y.; Ding, H.H. Crawler Type Self-Propelled Double-Row Cabbage Harvester. CN110100572A, 9 August 2019. [Google Scholar]
- Zhang, J.F.; Xiao, H.; Yao, S.; Song, Z.; Jin, Y.; Wang, W.; Yang, G. Physical and mechanical properties of cabbage. Int. Alliance Equest. J. 2020, 2, 1–8. [Google Scholar]
- Shi, G.; Li, J.; Kan, Z.; Ding, L.; Ding, H.; Zhou, L.; Wang, L. Design and parameters optimization of a provoke-suction type harvester for ground jujube fruit. Agriculture 2022, 12, 409. [Google Scholar] [CrossRef]
- Liu, Y.; Li, Y.; Chen, L.; Zhang, T.; Liang, Z.; Huang, M.; Su, Z. Study on performance of concentric threshing device with multi-threshing gaps for rice combines. Agriculture 2021, 11, 1000. [Google Scholar] [CrossRef]
- Du, D.D.; Fei, G.Q.; Wang, J.; Huang, J.J.; You, X.R. Development and experiment of self-propelled cabbage harvester. Trans. CSAE 2015, 31, 16–23. (In Chinese) [Google Scholar]
- Zhang, T.; Li, Y.; Song, S.M.; Pang, Y.L.; Shao, W.X.; Tang, X.L. Design and experiment of green cabbage head harvester based on flexible clamping. Trans. CSAM 2020, 51 (Suppl. S2), 162–169. (In Chinese) [Google Scholar]
- Li, X.Q.; Wang, F.E.; Guo, W.J.; Gong, Z.W.; Zhang, J. Analysis of influencing factors on cutting force of cabbage rhizomes. Trans. CSAE 2013, 29, 42–48. (In Chinese) [Google Scholar]
- Du, D.D.; Wang, J.; Qiu, S.S. Optimization of cutting position and mode for cabbage harvesting. Trans. CSAE 2014, 30, 34–40. (In Chinese) [Google Scholar]
- Yang, A.; Xiang, W.; Yan, B.; Duan, Y.; Lv, J.; Wu, M. Optimization and Test of Structural Parameters of Flat Hob Chopper. Agriculture 2022, 12, 824. [Google Scholar] [CrossRef]
- GB/Z 26582-2011; Production Technical Practice for Cabbage. China National GB Standard Research: Shenzhen, China, 2011.
- JB/T 6276-2007; Test Method for Sugar Beet Harvesting Machinery. Ministry of Machinery and Electronics Industry of the People’s Republic of China: Beijing, China.
- Wu, K.; Zhang, M.; Wang, G.; Chen, X.; Wu, J. A continuous single-layer discrete tiling system for online detection of corn impurities and breakage rates. Agriculture 2022, 12, 948. [Google Scholar] [CrossRef]
- Yang, L.; Lü, Q.; Zhang, H. Experimental study on direct harvesting of corn kernels. Agriculture 2022, 12, 919. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Levels | Test Factors | |||
|---|---|---|---|---|
| Advancing Speed x1 (km · h−1) | Rotating Speed of the Pulling Roller x2 (r · min−1) | Rotating Speed of the Conveyor Belt x3 (r · min−1) | Rotating Speed of the Cutter-Head (r · min−1) | |
| +1 | 1.4 | 120 | 240 | 400 |
| 0 | 1.2 | 100 | 200 | 350 |
| −1 | 1.0 | 80 | 160 | 300 |
| Test No. | x1 | x2 | x3 | x4 | y/% |
|---|---|---|---|---|---|
| 1 | 0 | 0 | 0 | 0 | 97.5 |
| 2 | 0 | −1 | 0 | −1 | 93.1 |
| 3 | 0 | 1 | 1 | 0 | 92.4 |
| 4 | −1 | 0 | −1 | 0 | 93.7 |
| 5 | 1 | 1 | 0 | 0 | 92.9 |
| 6 | −1 | −1 | 0 | 0 | 97.2 |
| 7 | −1 | 0 | 0 | −1 | 93.8 |
| 8 | 0 | 0 | 0 | 0 | 97.1 |
| 9 | 0 | 0 | 0 | 0 | 96.8 |
| 10 | 0 | 0 | 1 | −1 | 90.1 |
| 11 | 0 | 1 | 0 | −1 | 93.3 |
| 12 | 1 | −1 | 0 | 0 | 92.8 |
| 13 | 1 | 0 | 0 | 1 | 93.3 |
| 14 | 0 | 0 | −1 | −1 | 94.2 |
| 15 | −1 | 0 | 1 | 0 | 92.1 |
| 16 | 0 | −1 | 1 | 0 | 92.6 |
| 17 | 1 | 0 | 1 | 0 | 91.1 |
| 18 | 1 | 0 | −1 | 0 | 91.3 |
| 19 | 0 | 1 | 0 | 1 | 94.6 |
| 20 | 0 | −1 | 0 | 1 | 95.9 |
| 21 | 0 | 0 | 1 | 1 | 97.3 |
| 22 | 0 | 0 | −1 | 1 | 95.7 |
| 23 | 0 | 0 | 0 | 0 | 94.9 |
| 24 | −1 | 0 | 0 | 1 | 95.2 |
| 25 | 0 | 0 | 0 | 0 | 96.8 |
| 26 | 0 | 1 | −1 | 0 | 94.9 |
| 27 | 0 | −1 | −1 | 0 | 95.5 |
| 28 | −1 | 1 | 0 | 0 | 94.3 |
| 29 | 1 | 0 | 0 | −1 | 92.7 |
| Sources of Variance | Regression Coefficients | Variance Sum | Degree of Freedom | Mean Square Error | F | P |
|---|---|---|---|---|---|---|
| Model | 94.62 | 95.53 | 14 | 6.82 | 5.03 | 0.0023 ** |
| x1 | −1.02 | 12.40 | 1 | 12.40 | 9.14 | 0.0091 ** |
| x2 | −0.39 | 1.84 | 1 | 1.84 | 1.36 | 0.2637 |
| x3 | −0.81 | 7.84 | 1 | 7.84 | 5.78 | 0.0307 * |
| x4 | 1.23 | 18.25 | 1 | 18.25 | 13.45 | 0.0025 ** |
| x1x2 | 0.75 | 2.25 | 1 | 2.25 | 1.66 | 0.2188 |
| x1x3 | 0.35 | 0.49 | 1 | 0.49 | 0.36 | 0.5575 |
| x1x4 | −0.20 | 0.16 | 1 | 0.16 | 0.12 | 0.7364 |
| x2x3 | 0.10 | 0.04 | 1 | 0.04 | 0.03 | 0.8662 |
| x2x4 | −0.38 | 0.56 | 1 | 0.56 | 0.41 | 0.5301 |
| x3x4 | 1.43 | 8.12 | 1 | 8.12 | 5.98 | 0.0282 * |
| x12 | −2.01 | 26.21 | 1 | 26.21 | 19.31 | 0.0006 ** |
| x22 | −0.87 | 4.94 | 1 | 4.94 | 3.64 | 0.0772 |
| x32 | −1.95 | 24.60 | 1 | 24.60 | 18.13 | 0.0008 ** |
| x42 | −0.91 | 5.37 | 1 | 5.37 | 3.96 | 0.0666 |
| Residual error | 19.00 | 14 | 1.36 | |||
| Lack-of-fit | 14.97 | 10 | 1.50 | 1.49 | 0.3741 | |
| Error | 4.03 | 4 | 1.01 | |||
| Sum | 114.53 | 28 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Cao, G.; Jin, Y.; Tong, W.; Zhao, Y.; Song, Z. Parameter Optimization and Testing of a Self-Propelled Combine Cabbage Harvester. Agriculture 2022, 12, 1610. https://doi.org/10.3390/agriculture12101610
Zhang J, Cao G, Jin Y, Tong W, Zhao Y, Song Z. Parameter Optimization and Testing of a Self-Propelled Combine Cabbage Harvester. Agriculture. 2022; 12(10):1610. https://doi.org/10.3390/agriculture12101610
Chicago/Turabian StyleZhang, Jianfei, Guangqiao Cao, Yue Jin, Wenyu Tong, Ying Zhao, and Zhiyu Song. 2022. "Parameter Optimization and Testing of a Self-Propelled Combine Cabbage Harvester" Agriculture 12, no. 10: 1610. https://doi.org/10.3390/agriculture12101610