
Recycling of Waste Cotton Textile Containing Elastane Fibers through Dissolution and Regeneration



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Waste Textile Dissolution and Regeneration
2.3. Characterization
2.3.1. Elastane Fiber Dissolution in Three Solvent Systems
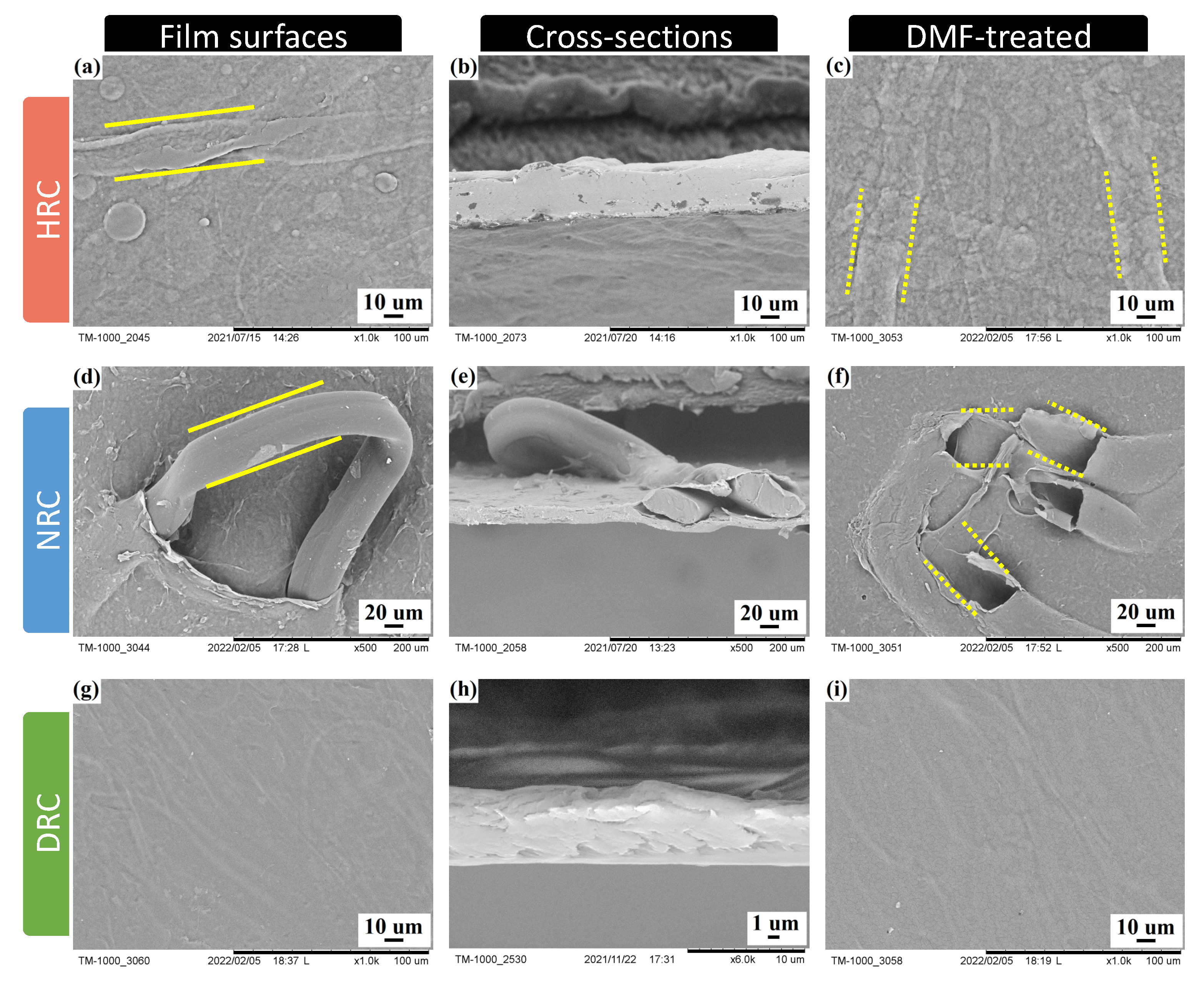
2.3.2. Regenerated Cellulose Film Structure
2.3.3. Regenerated Cellulose Film Properties
2.4. Statistical Analysis
3. Results and Discussion
3.1. Dissolution of Cotton–Elastane Fabric in Three Solvent Systems
3.2. Structure of Regenerated Cellulose Films
3.3. Properties of Regenerated Cellulose Films
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pensupa, N.; Leu, S.Y.; Hu, Y.; Du, C.; Liu, H.; Jing, H.; Wang, H.; Lin, C.S.K. Recent Trends in Sustainable Textile Waste Recycling Methods: Current Situation and Future Prospects. Top. Curr. Chem. 2017, 375, 76. [Google Scholar]
- Stone, C.; Windsor, F.M.; Munday, M.; Durance, I. Natural or synthetic–how global trends in textile usage threaten freshwater environments. Sci. Total Environ. 2020, 718, 134689. [Google Scholar] [PubMed]
- WHO. Dioxins and Their Effects on Human Health. Available online: http://www.who.int/mediacentre/factsheets/fs225/en/ (accessed on 25 February 2022).
- Sandin, G.; Peters, G.M. Environmental impact of textile reuse and recycling—A review. J. Clean. Prod. 2018, 184, 353–365. [Google Scholar]
- Hosseini Ravandi, S.A.; Valizadeh, M. Properties of fibers and fabrics that contribute to human comfort. In Improving Comfort in Clothing, 1st ed.; Song, G., Ed.; Woodhead Publishing: Cambridge, UK, 2011; pp. 61–78. [Google Scholar]
- Voyce, J.; Dafniotis, P.; Towlson, S. Elastic textiles. In Textiles in Sport, 1st ed.; Shishoo, R., Ed.; Woodhead Publishing: Cambridge, UK, 2005; pp. 204–230. [Google Scholar]
- Senthilkumar, M. Elastane fabrics–A tool for stretch applications in sports. Indian J. Fibre Text. Res. 2011, 36, 300. [Google Scholar]
- Azim, A.; Sowrov, K.; Ahmed, M.; Hasan, H.; Al Faruque, M.A. Effect of elastane on single jersey knit fabric properties-physical & dimensional properties. Int. J. Text. Sci. 2014, 3, 12–16. [Google Scholar]
- Liu, W.; Xue, J.; Kannan, K. Occurrence of and exposure to benzothiazoles and benzotriazoles from textiles and infant clothing. Sci. Total Environ. 2017, 592, 91–96. [Google Scholar]
- Amin, K.N.M. Cellulose Nanocrystals Reinforced Thermoplastic Polyurethane Nanocomposites. Ph.D. Thesis, The Univerisity of Queensland, Brisbane, Australia, 2016. [Google Scholar]
- Çay, A.; Yanık, J.; Akduman, Ç.; Duman, G.; Ertaş, H. Application of textile waste derived biochars onto cotton fabric for improved performance and functional properties. J. Clean. Prod. 2020, 251, 119664. [Google Scholar]
- Jeihanipour, A.; Karimi, K.; Niklasson, C.; Taherzadeh, M.J. A novel process for ethanol or biogas production from cellulose in blended-fibers waste textiles. Waste Manag. 2010, 30, 2504–2509. [Google Scholar]
- Navone, L.; Moffitt, K.; Hansen, K.-A.; Blinco, J.; Payne, A.; Speight, R. Closing the textile loop: Enzymatic fibre separation and recycling of wool/polyester fabric blends. Waste Manag. 2020, 102, 149–160. [Google Scholar]
- Lv, F.; Wang, C.; Zhu, P.; Zhang, C. Isolation and recovery of cellulose from waste nylon/cotton blended fabrics by 1-allyl-3-methylimidazolium chloride. Carbohydr. Polym. 2015, 123, 424–431. [Google Scholar]
- Re: Mix–Separation and Recycling of Textile Waste Fiber Blends. Available online: https://ldcluster.com/wp-content/uploads/sites/4/2021/01/ReMix_Report1-komprimeret.pdf (accessed on 25 February 2022).
- Ilyas, R.A.; Sapuan, S.M.; Ishak, M.R.; Zainudin, E.S. Sugar palm nanofibrillated cellulose (Arenga pinnata (Wurmb.) Merr): Effect of cycles on their yield, physic-chemical, morphological and thermal behavior. Int. J. Biol. Macromol. 2019, 123, 379–388. [Google Scholar]
- Nurazzi, N.M.; Asyraf, M.R.M.; Rayung, M.; Norrrahim, M.N.F.; Shazleen, S.S.; Rani, M.S.A.; Shafi, A.R.; Aisyah, H.A.; Radzi, M.H.M.; Sabaruddin, F.A.; et al. Thermogravimetric Analysis Properties of Cellulosic Natural Fiber Polymer Composites: A Review on Influence of Chemical Treatments. Polymers 2021, 13, 2710. [Google Scholar]
- Bedane, A.H.; Eić, M.; Farmahini-Farahani, M.; Xiao, H. Water vapor transport properties of regenerated cellulose and nanofibrillated cellulose films. J. Membr. Sci. 2015, 493, 46–57. [Google Scholar]
- Cheng, D.; An, X.; Zhang, J.; Tian, X.; He, Z.; Wen, Y.; Ni, Y. Facile preparation of regenerated cellulose film from cotton linter using organic electrolyte solution (OES). Cellulose 2017, 24, 1631–1639. [Google Scholar]
- Huang, H.; Liu, C.; Zhang, L.; Zhong, G.; Li, Z. Simultaneous Reinforcement and Toughening of Carbon Nanotube/Cellulose Conductive Nanocomposite Films by Interfacial Hydrogen Bonding. ACS Sustain. Chem. Eng. 2015, 3, 317–324. [Google Scholar]
- Khondoker, M.A.H.; Yang, S.Y.; Mun, S.C.; Kim, J. Flexible and conductive ITO electrode made on cellulose film by spin-coating. Synth. Met. 2012, 162, 1972–1976. [Google Scholar]
- Pang, J.; Wu, M.; Zhang, Q.; Tan, X.; Xu, F.; Zhang, X.; Sun, R. Comparison of physical properties of regenerated cellulose films fabricated with different cellulose feedstocks in ionic liquid. Carbohydr. Polym. 2015, 121, 71–78. [Google Scholar]
- Su, H.; Wang, B.; Sun, Z.; Wang, S.; Feng, X.; Mao, Z.; Sui, X. High-tensile regenerated cellulose films enabled by unexpected enhancement of cellulose dissolution in cryogenic aqueous phosphoric acid. Carbohydr. Polym. 2022, 277, 118878. [Google Scholar]
- Zhou, C.; Wang, Y. Recycling of waste cotton fabrics into regenerated cellulose films through three solvent systems: A comparison study. J. Appl. Polym. Sci. 2021, 138, 51255. [Google Scholar]
- Huang, W.; Wang, Y.; Zhang, L.; Chen, L. Rapid dissolution of spruce cellulose in H2SO4 aqueous solution at low temperature. Cellulose 2016, 23, 3463–3473. [Google Scholar]
- Li, R.; Wang, S.; Lu, A.; Zhang, L. Dissolution of cellulose from different sources in an NaOH/urea aqueous system at low temperature. Cellulose 2015, 22, 339–349. [Google Scholar]
- Tu, H.; Zhu, M.; Duan, B.; Zhang, L. Recent Progress in High-Strength and Robust Regenerated Cellulose Materials. Adv. Mater. 2021, 33, 2000682. [Google Scholar]
- Zhou, C.; Girouard, F.; O’Brien, B.; Ronholm, J.; Wang, Y. Construction of chevaux-de-frise from cellulose nanocrystals to enable mechano-bactericidal activity on recycled waste cotton films. Green Chem. 2022, 24, 1109–1113. [Google Scholar]
- Song, N.; Wang, P.; Jin, L.; Zhang, F.; Wang, Z.; Ding, P. Tunable oriented cellulose/BNNSs films designed for high-performance thermal management. Chem. Eng. J. 2022, 437, 135404. [Google Scholar]
- Lao, J.; Xie, H.; Shi, Z.; Li, G.; Li, B.; Hu, G.-H.; Yang, Q.; Xiong, C. Flexible Regenerated Cellulose/Boron Nitride Nanosheet High-Temperature Dielectric Nanocomposite Films with High Energy Density and Breakdown Strength. ACS Sustain. Chem. Eng. 2018, 6, 7151–7158. [Google Scholar]
- Cuevas, A.; Campos, B.B.; Romero, R.; Algarra, M.; Vázquez, M.I.; Benavente, J. Eco-friendly modification of a regenerated cellulose based film by silicon, carbon and N-doped carbon quantum dots. Carbohydr. Polym. 2019, 206, 238–244. [Google Scholar]
- Xia, Y.; Wang, Y.; Chen, L. Molecular Structure, Physicochemical Characterization, and in Vitro Degradation of Barley Protein Films. J. Agric. Food Chem. 2011, 59, 13221–13229. [Google Scholar]
- Han, Q.; Gao, X.; Zhang, H.; Chen, K.; Peng, L.; Jia, Q. Preparation and comparative assessment of regenerated cellulose films from corn (Zea mays) stalk pulp fines in DMAc/LiCl solution. Carbohydr. Polym. 2019, 218, 315–323. [Google Scholar]
- Xie, F.; Zhang, T.; Bryant, P.; Kurusingal, V.; Colwell, J.M.; Laycock, B. Degradation and stabilization of polyurethane elastomers. Prog. Polym. Sci. 2019, 90, 211–268. [Google Scholar]
- Rashmi, B.; Rusu, D.; Prashantha, K.; Lacrampe, M.F.; Krawczak, P. Development of bio-based thermoplastic polyurethanes formulations using corn-derived chain extender for reactive rotational molding. Express Polym. Lett. 2013, 7, 852–862. [Google Scholar]
- Phinichka, N.; Kaenthong, S. Regenerated cellulose from high alpha cellulose pulp of steam-exploded sugarcane bagasse. J. Mater. Res. Technol. 2018, 7, 55–65. [Google Scholar]
- Ludueña, L.N.; Vecchio, A.; Stefani, P.M.; Alvarez, V.A. Extraction of cellulose nanowhiskers from natural fibers and agricultural byproducts. Fibers Polym. 2013, 14, 1118–1127. [Google Scholar]
- Wilhelm, C.; Rivaton, A.; Gardette, J.L. Infrared analysis of the photochemical behaviour of segmented polyurethanes: 3. Aromatic diisocyanate based polymers. Polymer 1998, 39, 1223–1232. [Google Scholar]
- Haryńska, A.; Gubanska, I.; Kucinska-Lipka, J.; Janik, H. Fabrication and Characterization of Flexible Medical-Grade TPU Filament for Fused Deposition Modeling 3DP Technology. Polymers 2018, 10, 1304. [Google Scholar]
- Pavia, D.L.; Lampman, G.M.; Kriz, G.S.; Vyvyan, J.R. Infrared spectroscopy. In Introduction to Spectroscopy, 5th ed.; Lockwood, L., Kirksey, B., Eds.; Cengage Learning: Boston, MA, USA, 2015; pp. 15–104. [Google Scholar]
- Liu, S.; Zhang, L. Effects of polymer concentration and coagulation temperature on the properties of regenerated cellulose films prepared from LiOH/urea solution. Cellulose 2009, 16, 189–198. [Google Scholar]
- Zhang, L.; Chen, L.; Rowan, S.J. Trapping dynamic disulfide bonds in the hard segments of thermoplastic polyurethane elastomers. Macromol. Chem. Phys. 2017, 218, 1600320. [Google Scholar]
- Song, Y.; Chen, S.; Chen, Y.; Xu, Y.; Xu, F. Biodegradable and transparent films with tunable UV-blocking property from Lignocellulosic waste by a top-down approach. Cellulose 2021, 28, 8629–8640. [Google Scholar]
- Gao, X.; Li, M.; Zhang, H.; Tang, X.; Chen, K. Fabrication of regenerated cellulose films by DMAc dissolution using parenchyma cells via low-temperature pulping from Yunnan-endemic bamboos. Ind. Crops Prod. 2021, 160, 113116. [Google Scholar]
- Reddy, J.P.; Varada Rajulu, A.; Rhim, J.-W.; Seo, J. Mechanical, thermal, and water vapor barrier properties of regenerated cellulose/nano-SiO2 composite films. Cellulose 2018, 25, 7153–7165. [Google Scholar]
- Xu, L.; Teng, J.; Li, L.; Huang, H.-D.; Xu, J.-Z.; Li, Y.; Ren, P.-G.; Zhong, G.-J.; Li, Z.-M. Hydrophobic Graphene Oxide as a Promising Barrier of Water Vapor for Regenerated Cellulose Nanocomposite Films. ACS Omega 2019, 4, 509–517. [Google Scholar]
- Rafieian, F.; Shahedi, M.; Keramat, J.; Simonsen, J. Mechanical, thermal and barrier properties of nano-biocomposite based on gluten and carboxylated cellulose nanocrystals. Ind. Crops Prod. 2014, 53, 282–288. [Google Scholar]
- Lee, Y.H.; Kang, B.K.; Kim, H.D.; Yoo, H.J.; Kim, J.S.; Huh, J.H.; Jung, Y.J.; Lee, D.J. Effect of hot pressing/melt mixing on the properties of thermoplastic polyurethane. Macromol. Res. 2009, 17, 616–622. [Google Scholar]
- Zhang, X.; Zhu, J.; Liu, X.; Feng, J. The study of regenerated cellulose films toughened with thermoplastic polyurethane elastomers. Cellulose 2012, 19, 121–126. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Regenerated Film | Pre-Treatment | Solvents | Dissolution Time | Dissolution Temperature (°C) | Fabric Concentration (wt%) |
|---|---|---|---|---|---|
| HRC | 48 h in 20% (w/v) H2SO4 | 64% (w/v) H2SO4 | 45 min | 0 | 3 |
| NRC | 60 h in 30% (w/v) H2SO4 | 7% NaOH/12% Urea | 45 min | 0 | 4 |
| DRC | / | 8% LiCl/92% DMAc | 3–5 days | 80 | 0.7 |
| Sample | Raw Material | Solvent Used | Tensile Strength (MPa) | Elongation at Break (%) | Young’s Modulus (MPa) | WVP (g m−1 h−1 Pa−1) | Ref. |
|---|---|---|---|---|---|---|---|
| HRC | Cotton–elastane textile | 64% H2SO4 | 67.30 ± 2.82 b | 3.70 ± 0.72 a | 3415.56 ± 89.35 b | 3.50 ± 0.57 × 10−7 a | This work |
| NRC | Cotton–elastane textile | NaOH/urea | 51.00 ± 1.92 c | 1.49 ± 0.15 b | 3223.08 ± 314.45 b | 2.66 ± 0.32 × 10−7 b | This work |
| DRC | Cotton–elastane textile | LiCl/DMAc | 121.63 ± 6.16 a | 2.97 ± 0.14 a | 5746.35 ± 343.84 a | 1.03 ± 0.53 × 10−7 c | This work |
| RC | Corncob residue | Ionic liquid | 70.63 | ~9.00 | - | 9.07 × 10−8 | [43] |
| RC | Bamboo | LiCl/DMAc | 81.09 | 10.98 | 360 | - | [44] |
| RC | Cotton textile | NaOH/urea | 76.21 | ~3.50 | ~3250 | 8.10 × 10−8 | [24] |
| RC | Cotton linter | NaOH/urea | 73.40 | 5.10 | 5500 | 8.21 × 10−6 | [45] |
| RC | Cotton linter | NaOH/urea | 48.34 | ~2.00 | 38,600 | 6.16 × 10−7 | [46] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, L.; Huang, S.; Wang, Y. Recycling of Waste Cotton Textile Containing Elastane Fibers through Dissolution and Regeneration. Membranes 2022, 12, 355. https://doi.org/10.3390/membranes12040355
Wang L, Huang S, Wang Y. Recycling of Waste Cotton Textile Containing Elastane Fibers through Dissolution and Regeneration. Membranes. 2022; 12(4):355. https://doi.org/10.3390/membranes12040355
Chicago/Turabian StyleWang, Luxuan, Shuting Huang, and Yixiang Wang. 2022. "Recycling of Waste Cotton Textile Containing Elastane Fibers through Dissolution and Regeneration" Membranes 12, no. 4: 355. https://doi.org/10.3390/membranes12040355