Confidence Interval Based Fuzzy Evaluation Model for an Integrated-Circuit Packaging Molding Process


Abstract
:1. Introduction
2. Materials and Methods
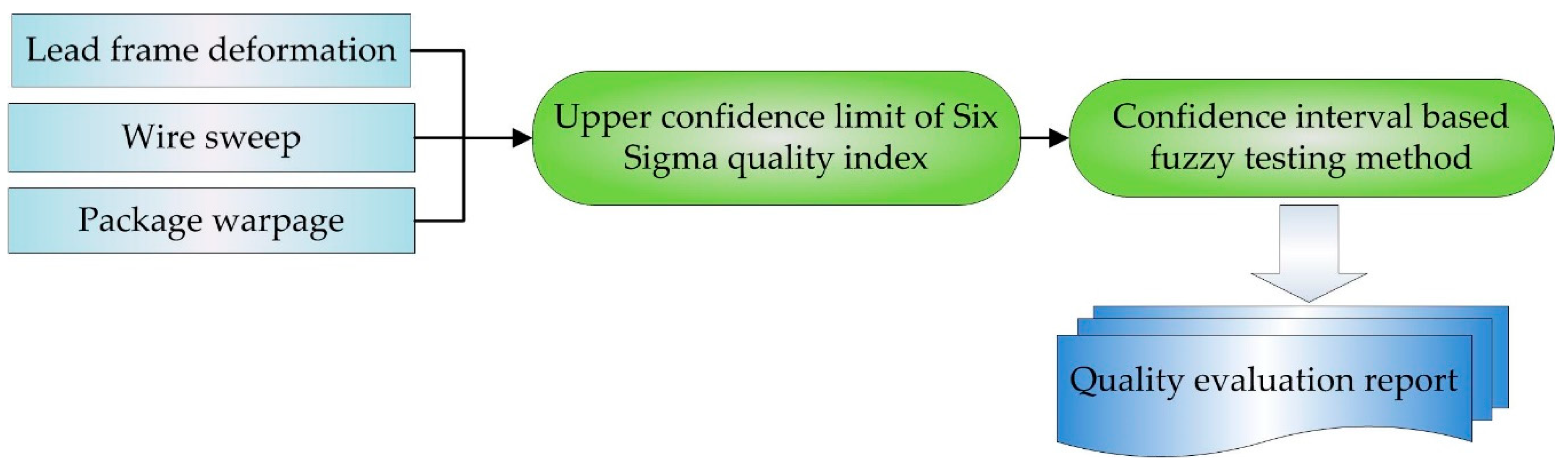
2.1. Six Sigma Quality Index for an Integrated-Circuit (IC) Packaging Molding Process
2.2. Confidence Interval Based Fuzzy Numbers
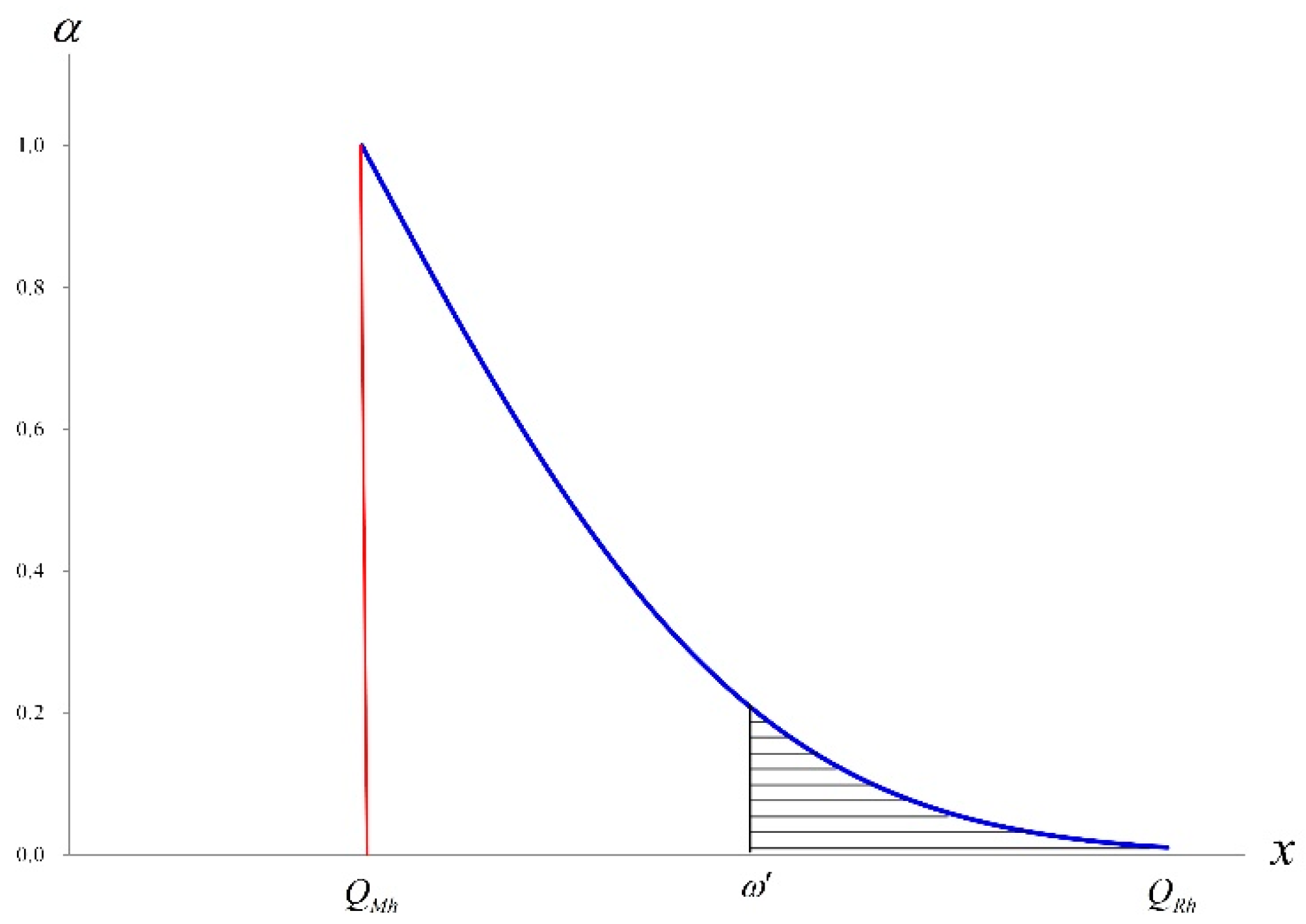
2.3. Fuzzy Evaluation Model
- If , then do not reject , and conclude that .
- If , then reject , and conclude that .
- , do not reject , and conclude that .
- , reject , and conclude that .
- (1)
- If , then we reject , and we conclude that .
- (2)
- If , then we make no decision regarding whether to reject/not reject.
- (3)
- If , then we do not reject , and we conclude that .
3. Practical Application
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Chang, T.C.; Chen, K.S. Testing process quality of wire bonding with multiple gold wires from the viewpoint of producers. Int. J. Prod. Res. 2018, 1–14. [Google Scholar] [CrossRef]
- Tunn, V.S.C.; Bocken, N.M.P.; van den Hende, E.A.; Schoormans, J.P.L. Business models for sustainable consumption in the circular economy: An expert study. J. Clean. Prod. 2019, 212, 324–333. [Google Scholar] [CrossRef]
- Tseng, M.L.; Chiang, J.H.; Lan, L.W. Selection of optimal supplier in supply chain management strategy with analytic network process and choquet integral. Comput. Ind. Eng. 2009, 57, 330–340. [Google Scholar] [CrossRef]
- Chen, K.S.; Wang, C.H.; Chang, T.C. The construction and application of capability evaluation models for larger-the-better type process on the assembly and packaging of passive components industry. Appl. Mech. Mater. 2011, 58, 1618–1623. [Google Scholar] [CrossRef]
- Wang, C.C.; Chen, K.S.; Wang, C.H.; Chang, P.H. Application of 6-sigma design system to developing an improvement model for multi-process multi-characteristic product quality. Proc. Inst. Mech. Eng. B J. Eng. 2011, 225, 1205–1216. [Google Scholar] [CrossRef]
- Pearn, W.L.; Chen, K.S. A Bayesian-like estimator of Cpk. Commun. Stat.-Simul. Comput. 1996, 25, 321–329. [Google Scholar] [CrossRef]
- Chen, K.S. Estimation of the process incapability index. Commun. Stat.-Theor. Methods 1988, 27, 1263–1274. [Google Scholar] [CrossRef]
- Yu, K.T.; Sheu, S.H.; Chen, K.S. The evaluation of process capability for a machining center. Int. J. Adv. Manuf. Tech. 2007, 33, 505–510. [Google Scholar] [CrossRef]
- Kashif, M.; Aslam, M.; Al-Marshadi, A.H.; Jun, C.H.; Khan, M.I. Evaluation of modified non-normal process capability index and its bootstrap confidence intervals. IEEE Access 2017, 5, 12135–12142. [Google Scholar] [CrossRef]
- Chen, K.S.; Wang, K.J.; Chang, T.C. A novel approach to deriving the lower confidence limit of indices Cpu, Cpl, and Cpk in assessing process capability. Int. J. Prod. Res. 2017, 55, 4963–4981. [Google Scholar] [CrossRef]
- de-Felipe, D.; Benedito, E. Monitoring high complex production processes using process capability indices. Int. J. Adv. Manuf. Technol. 2017, 93, 1257–1267. [Google Scholar] [CrossRef] [Green Version]
- Lepore, A.; Palumbo, B.; Castagliola, P. A note on decision making method for product acceptance based on process capability indices Cpk and Cpmk. Eur. J. Oper. Res. 2018, 267, 393–398. [Google Scholar] [CrossRef]
- Otsuka, A.; Nagata, F. Quality design method using process capability index based on Monte-Carlo method and real-coded genetic algorithm. Int. J. Prod. Econ. 2018, 204, 358–364. [Google Scholar] [CrossRef]
- Aslam, M. Statistical monitoring of process capability index having one sided specification under repetitive sampling using an exact distribution. IEEE Access 2018, 6, 25270–25276. [Google Scholar] [CrossRef]
- Liao, M.Y.; Pearn, W.L. Modified weighted standard deviation index for adequately interpreting a supplier’s lognormal process capability. Proc. Inst. Mech. Eng. B J. Eng. 2019, 233, 999–1008. [Google Scholar] [CrossRef]
- Chen, K.S.; Chen, H.T.; Wang, C.H. A study of process quality assessment for golf club-shaft in leisure sport industries. J. Test. Eval. 2012, 40, 512–519. [Google Scholar] [CrossRef]
- Chang, T.C.; Wang, K.J.; Chen, K.S. Capability performance analysis for processes with multiple characteristics using accuracy and precision. Proc. Inst. Mech. Eng. B J. Eng. 2014, 228, 766–776. [Google Scholar] [CrossRef]
- Yu, K.T.; Chen, K.S. Testing and analyzing capability performance for products with multiple characteristics. Int. J. Prod. Res. 2016, 54, 6633–6643. [Google Scholar] [CrossRef]
- Chen, K.S.; Chen, H.T.; Chang, T.C. The construction and application of six sigma quality indices. Int. J. Prod. Res. 2017, 55, 2365–2384. [Google Scholar] [CrossRef]
- Chen, K.S.; Wang, C.H.; Chen, H.T. A MAIC approach to TFT-LCD panel quality improvement. Microelectron. Reliab. 2006, 46, 1189–1198. [Google Scholar] [CrossRef]
- Buckley, J.J. Fuzzy statistics: Hypothesis testing. Soft Comput. 2005, 9, 512–518. [Google Scholar] [CrossRef]
- Chen, K.S.; Wang, C.H.; Tan, K.H. Developing a fuzzy green supplier selection model using Six Sigma quality indices. Int. J. Prod. Econ. 2016, 212, 1–7. [Google Scholar] [CrossRef]
- Sfiris, D.S.; Buckley, J.J. Non-asymptotic fuzzy estimators based on confidence intervals. Inf. Sci. 2014, 279, 446–459. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
| h | Quality Characteristic | Specification |
|---|---|---|
| 1 | Lead frame deformation | <0.05 mm |
| 2 | Wire sweep | <10% |
| 3 | Package warpage | <3 mil |
| Quality Level | ||
|---|---|---|
| 6σ | 6.00 | 6.23 |
| 5σ | 5.00 | 5.28 |
| 4σ | 4.00 | 4.37 |
| 3σ | 3.00 | 3.51 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, C.-M.; Lin, K.-P.; Chen, K.-S. Confidence Interval Based Fuzzy Evaluation Model for an Integrated-Circuit Packaging Molding Process. Appl. Sci. 2019, 9, 2623. https://doi.org/10.3390/app9132623
Yang C-M, Lin K-P, Chen K-S. Confidence Interval Based Fuzzy Evaluation Model for an Integrated-Circuit Packaging Molding Process. Applied Sciences. 2019; 9(13):2623. https://doi.org/10.3390/app9132623
Chicago/Turabian StyleYang, Chun-Ming, Kuo-Ping Lin, and Kuen-Suan Chen. 2019. "Confidence Interval Based Fuzzy Evaluation Model for an Integrated-Circuit Packaging Molding Process" Applied Sciences 9, no. 13: 2623. https://doi.org/10.3390/app9132623