
Influence of Demagnetization and Microstructure Non-Homogeneity on Barkhausen Noise in the High-Strength Low-Alloyed Steel 1100 MC

 , , and
, , and
Abstract
:1. Introduction
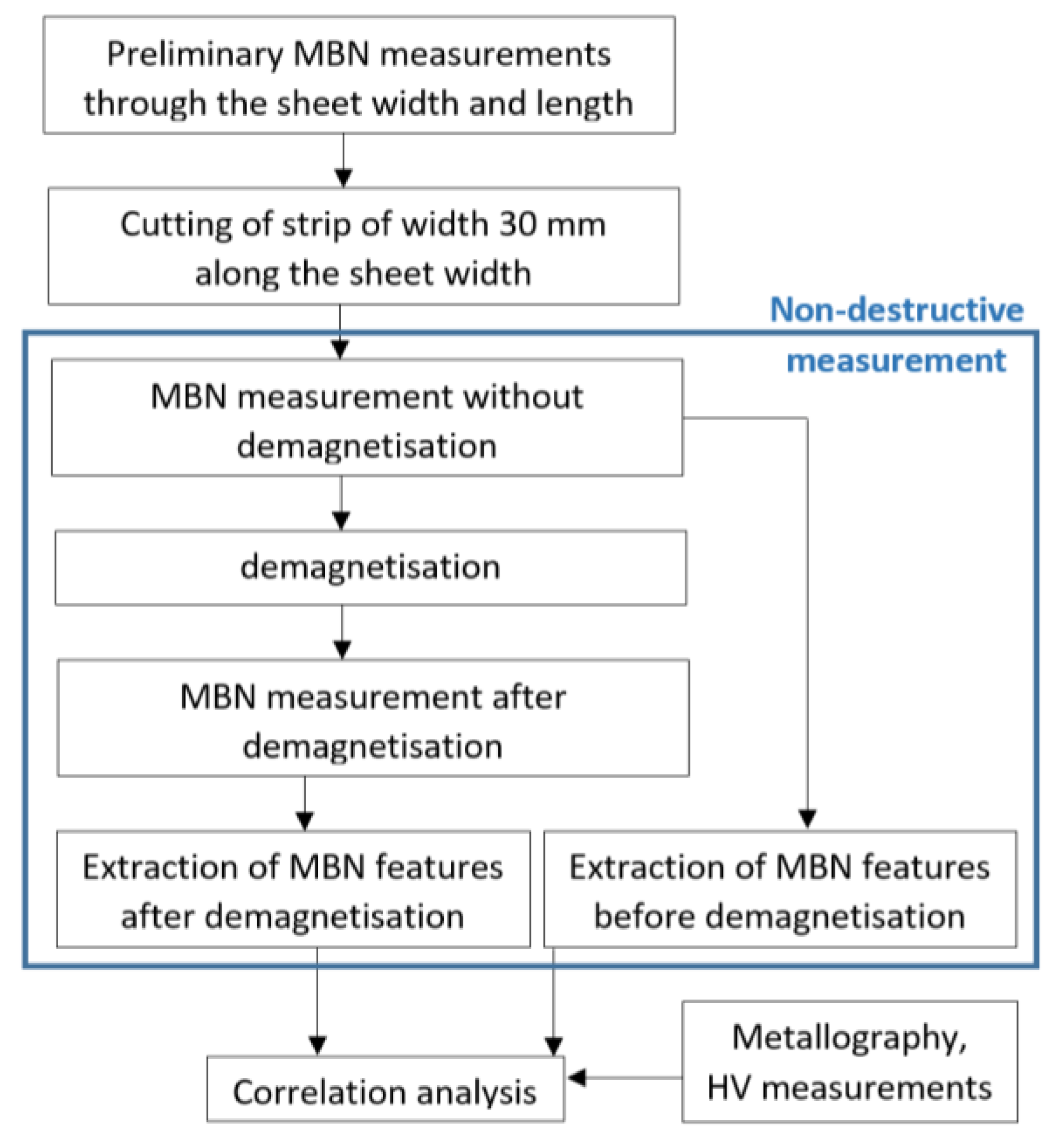
2. Materials and Methods
3. Results and Discussion
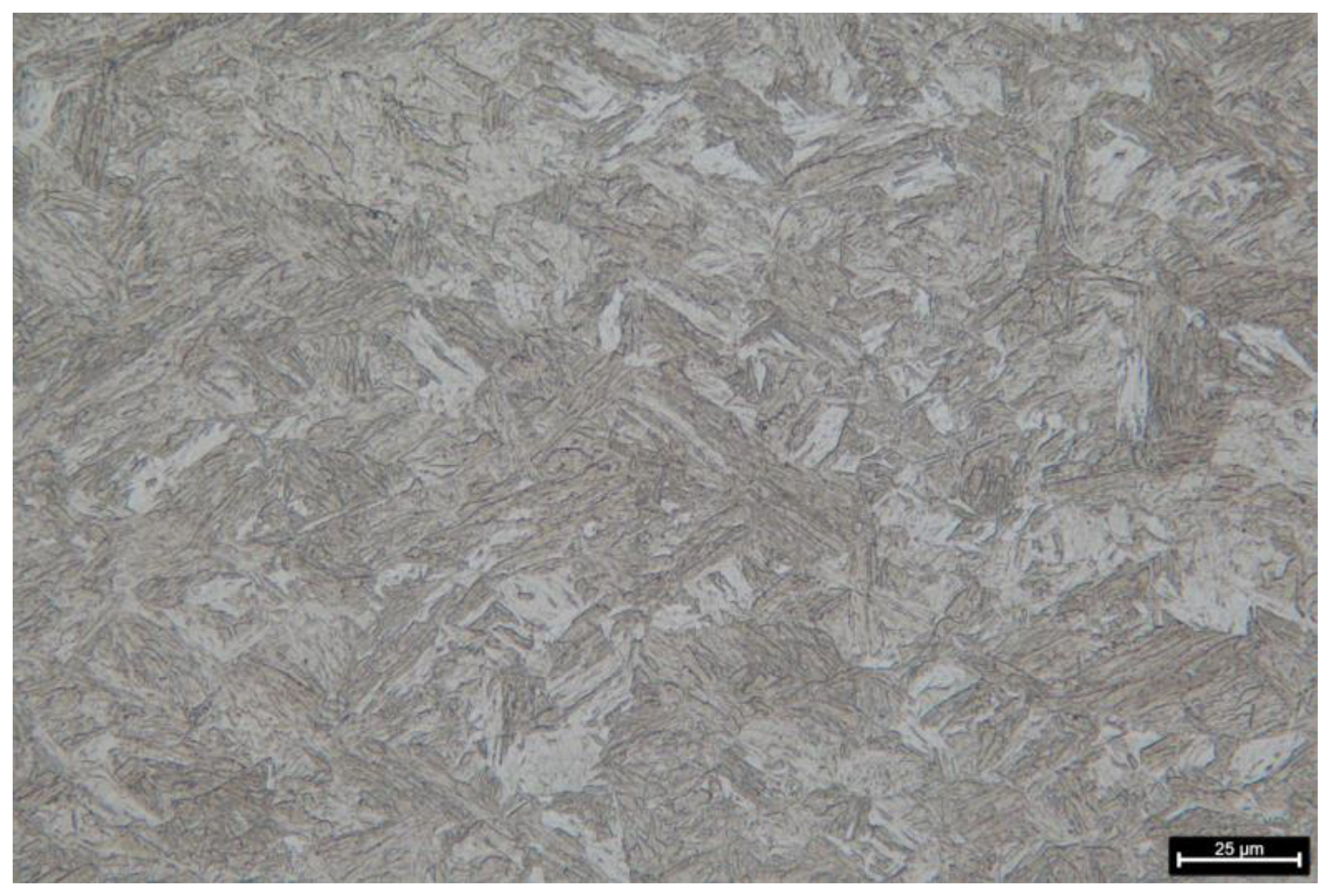
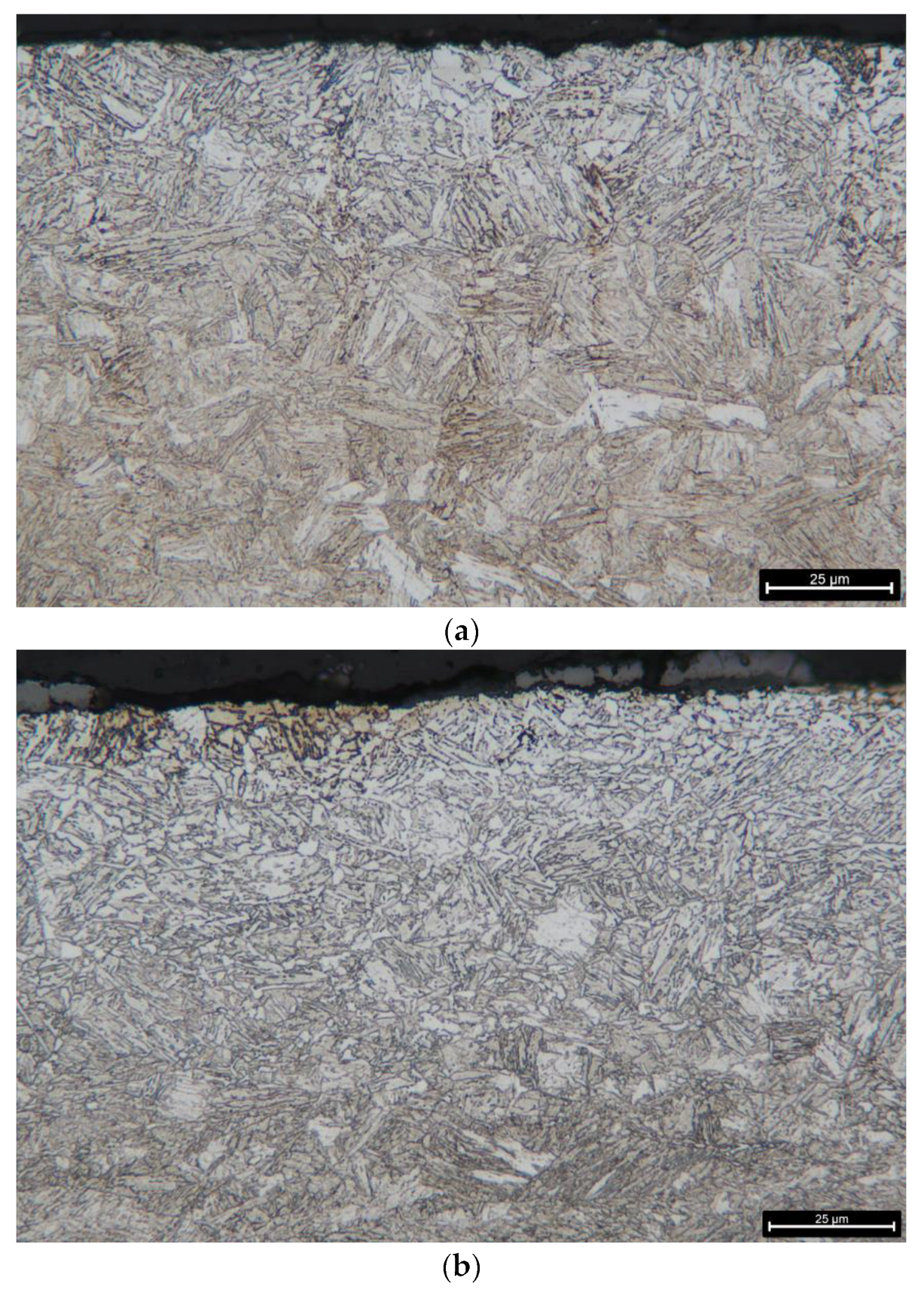
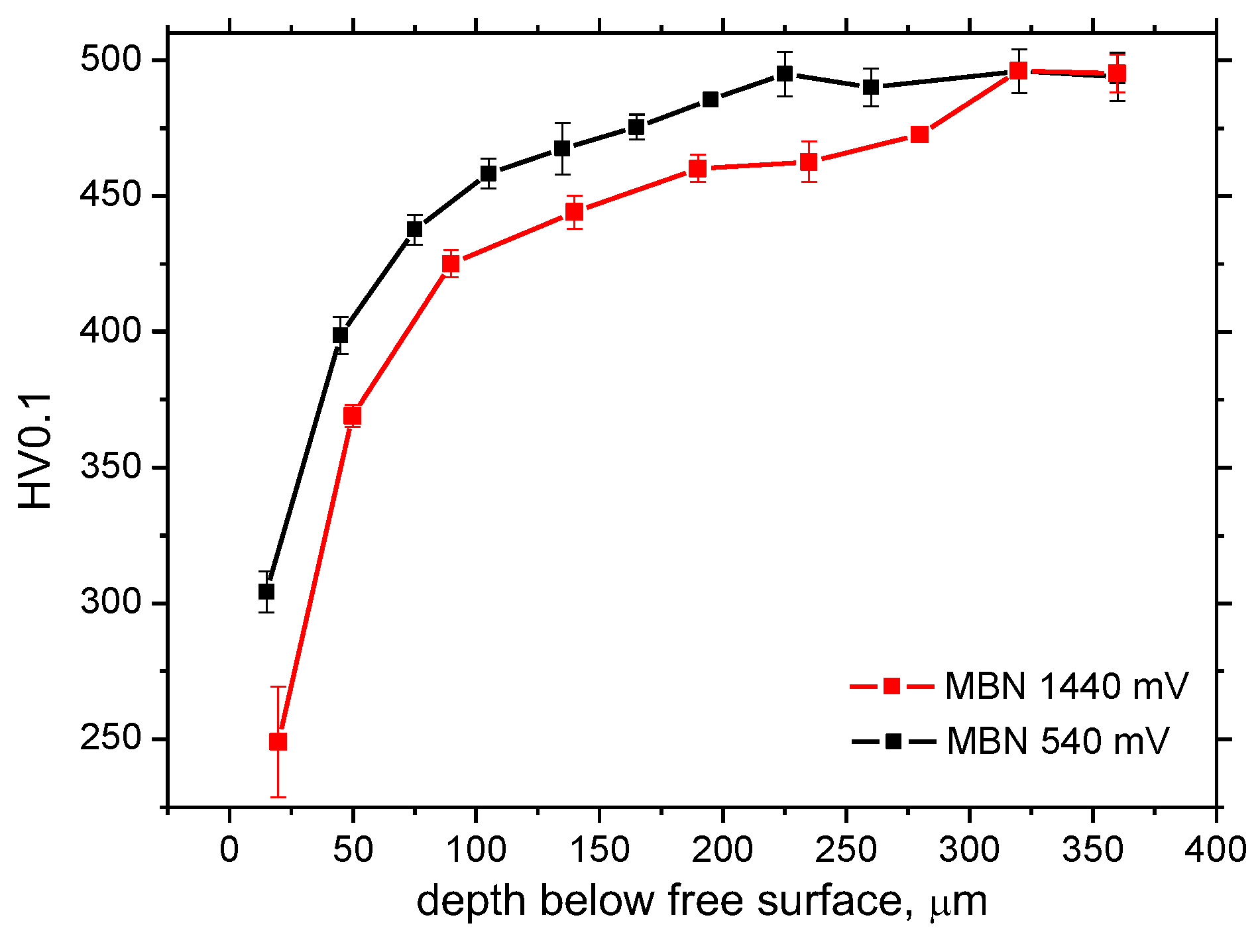
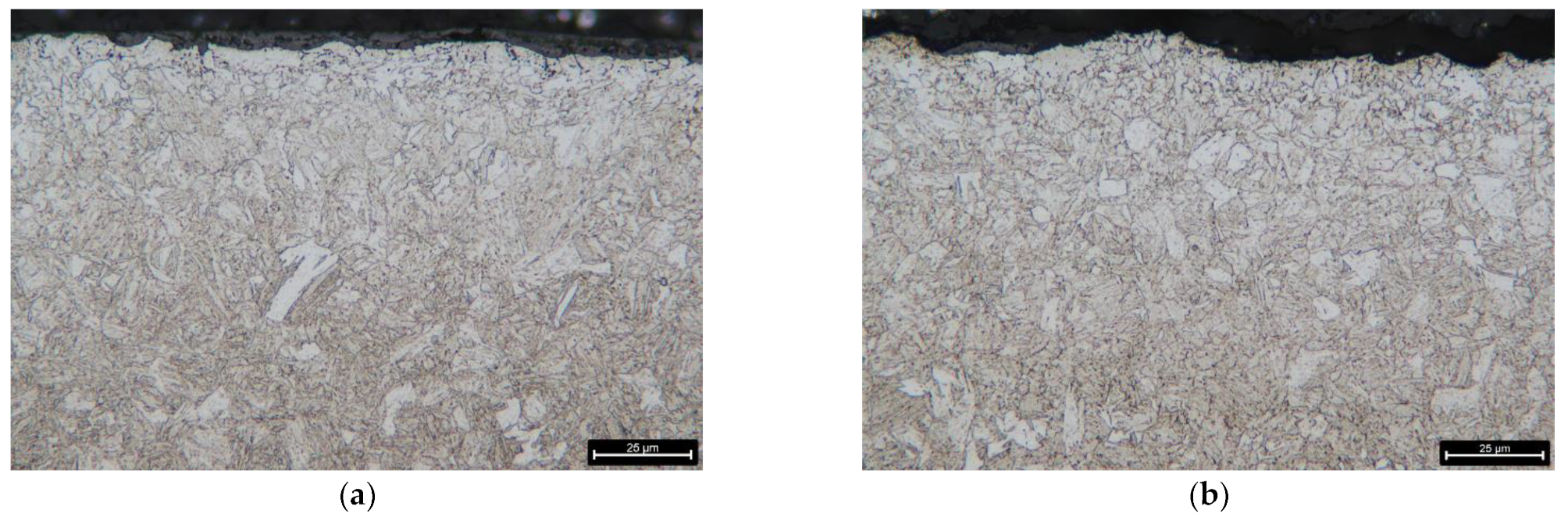
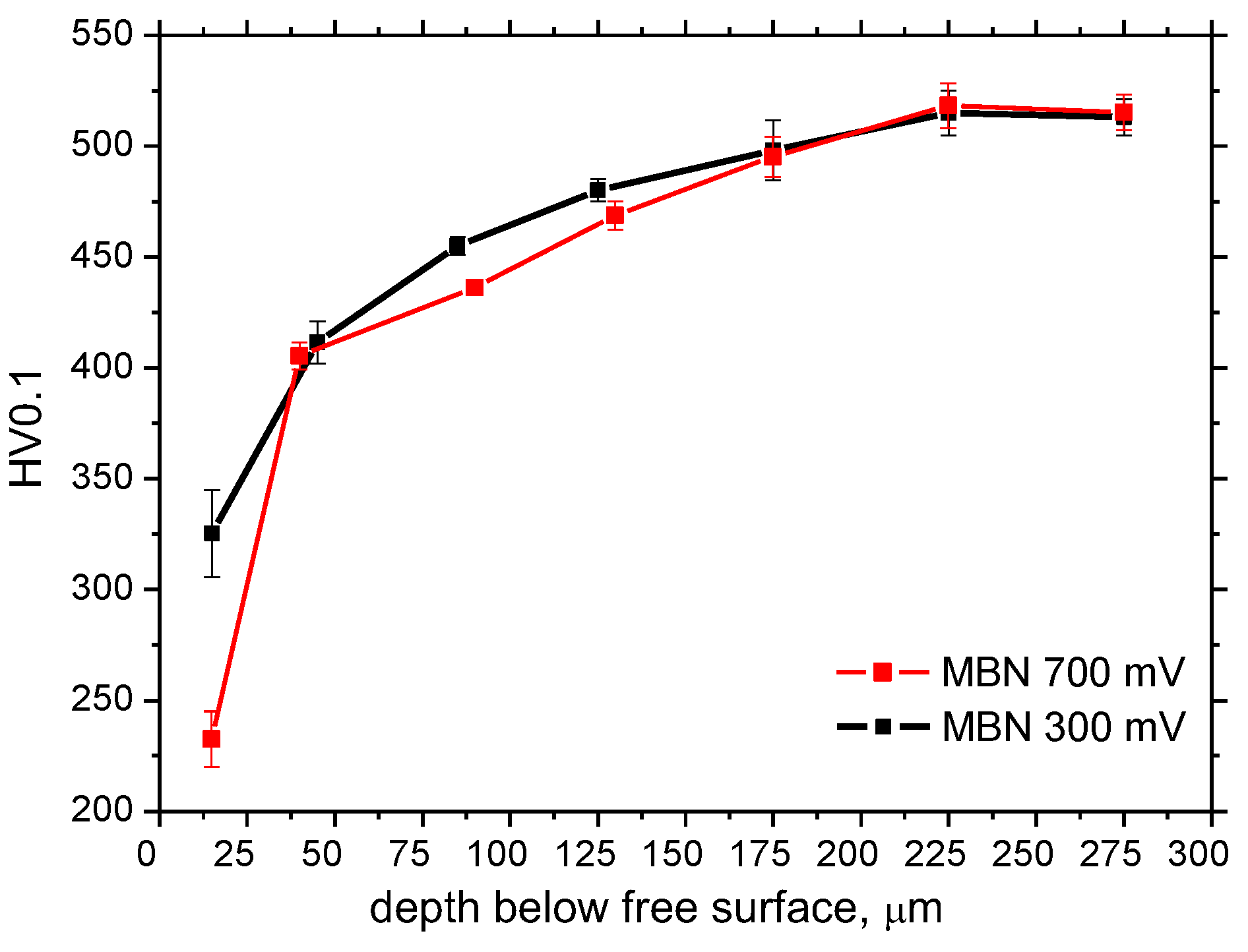
3.1. Metallographic Observations and Microhardness Measurements
3.2. MBN Measurements
3.3. MBN versus Tensile Stresses
3.4. Influence of Thermomechanical Treatment and Matrix Chemistry
4. Conclusions
- -
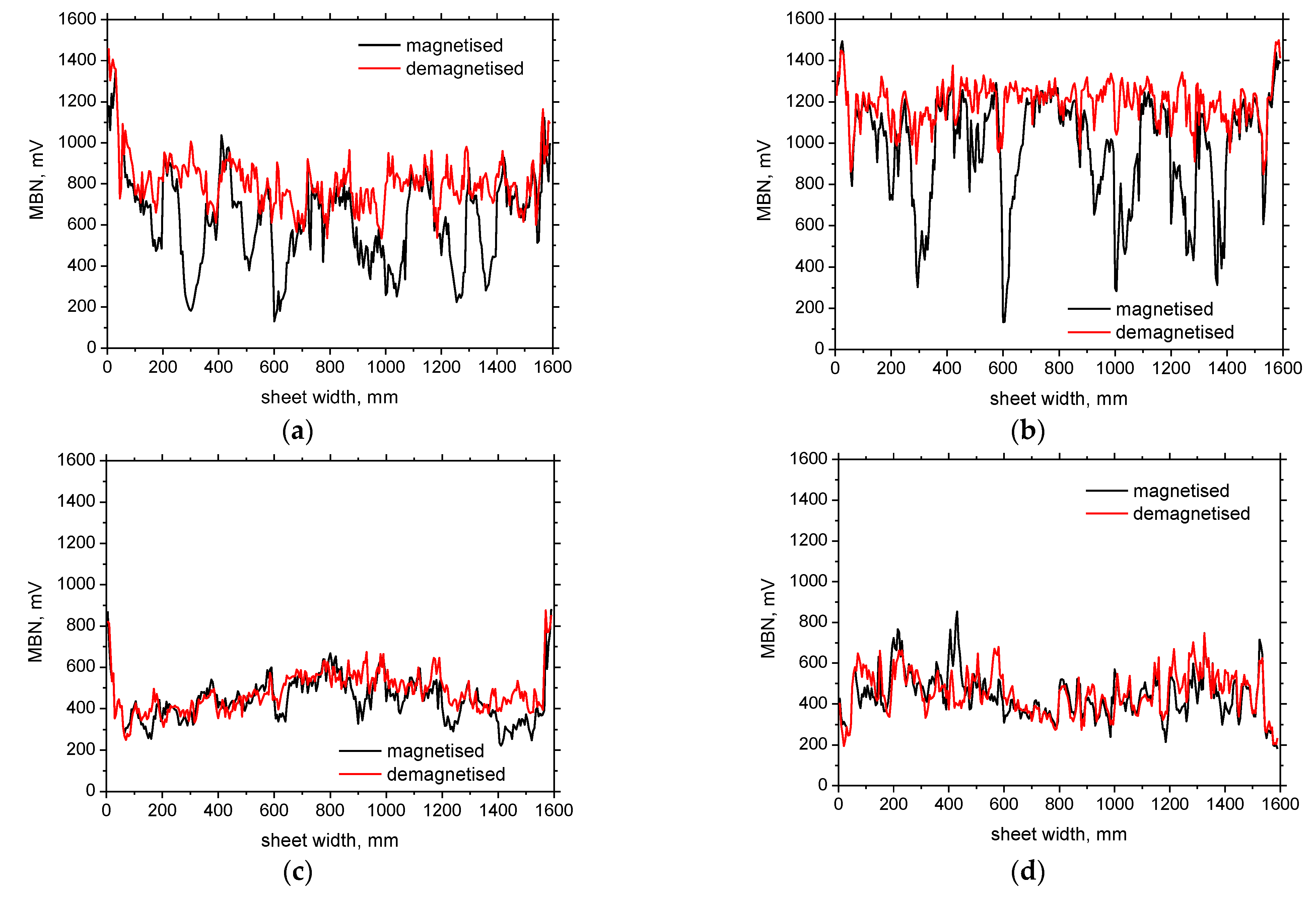
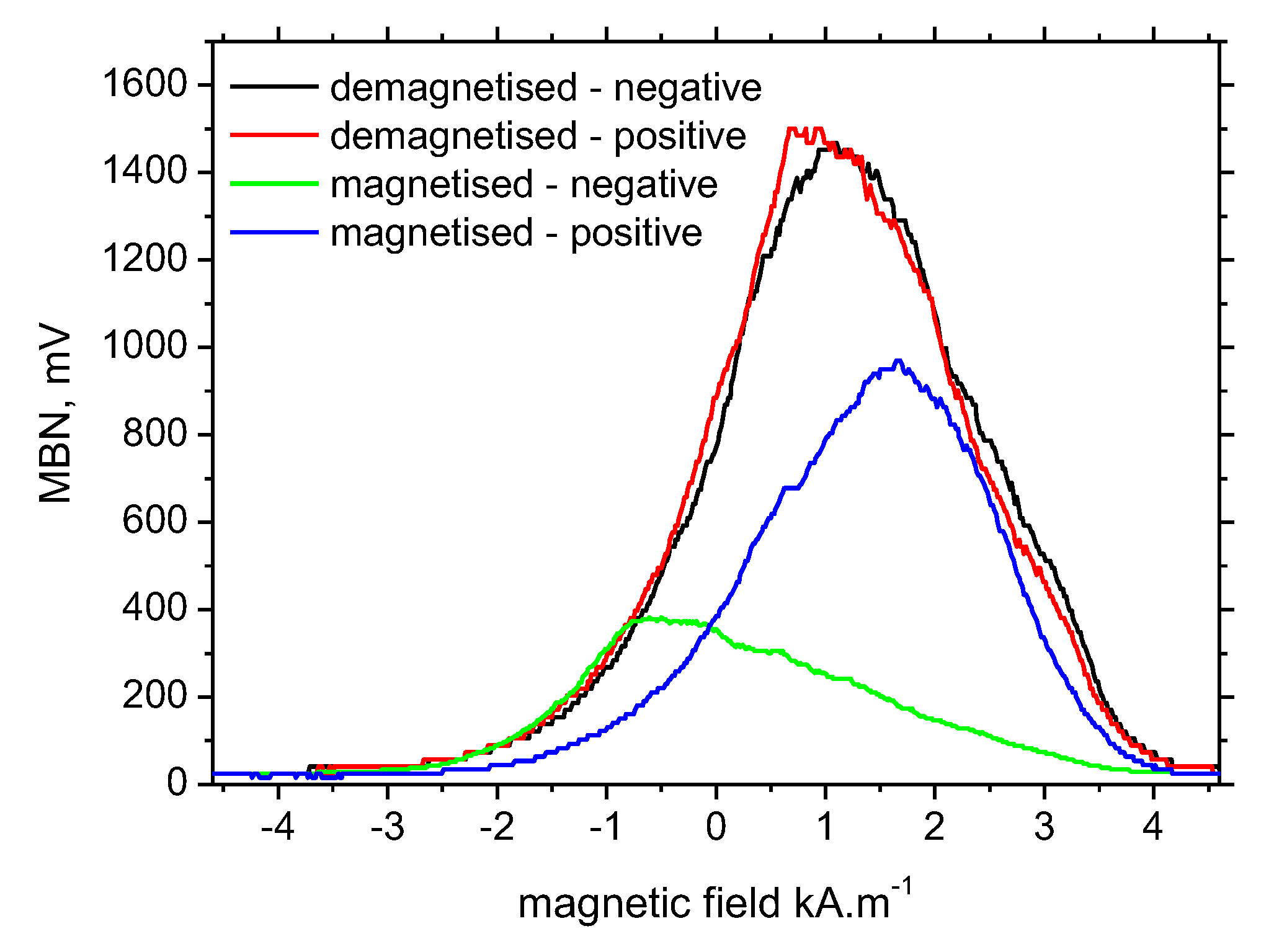
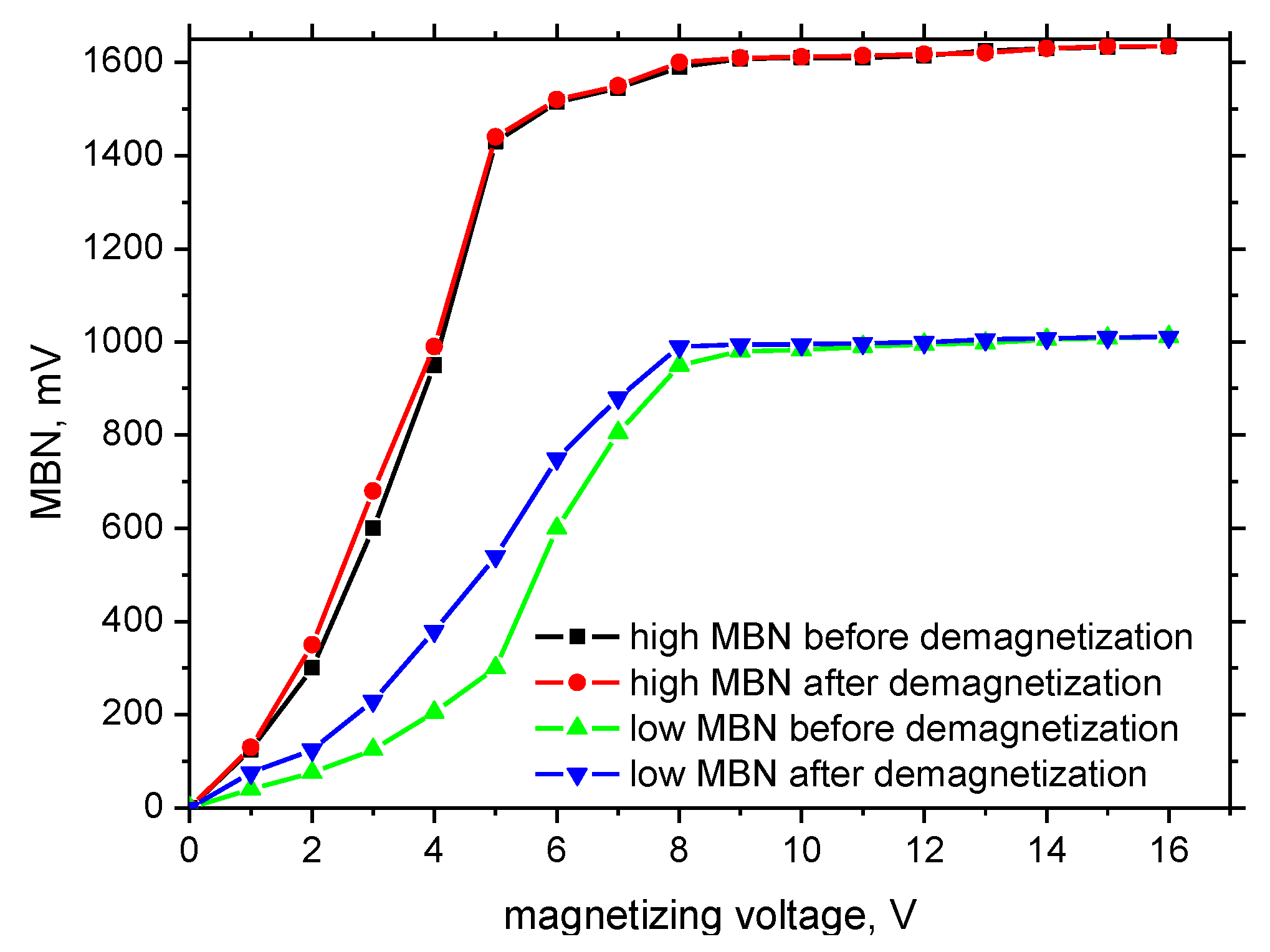
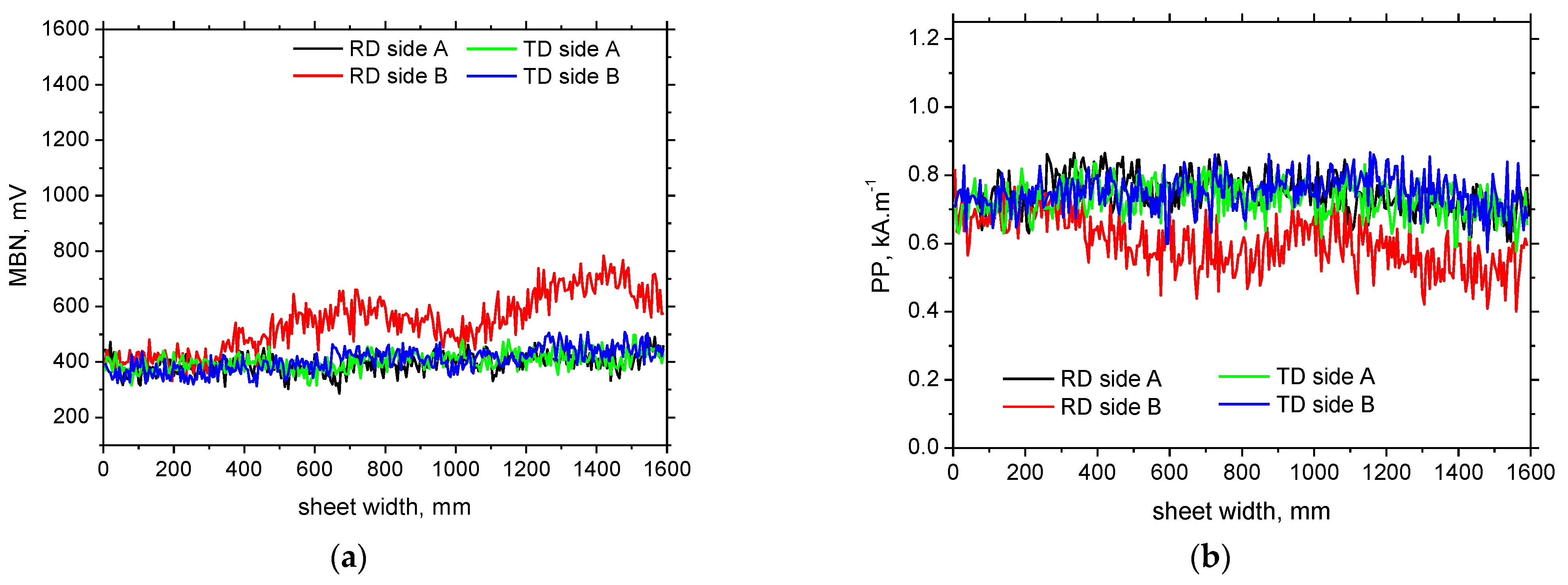
- The remarkable MBN heterogeneity along with the sheet width is due to the variable decarburizing developed during hot rolling when MBN fluctuates in the range from 540 mV up to 1440 mV in the RD.
- -
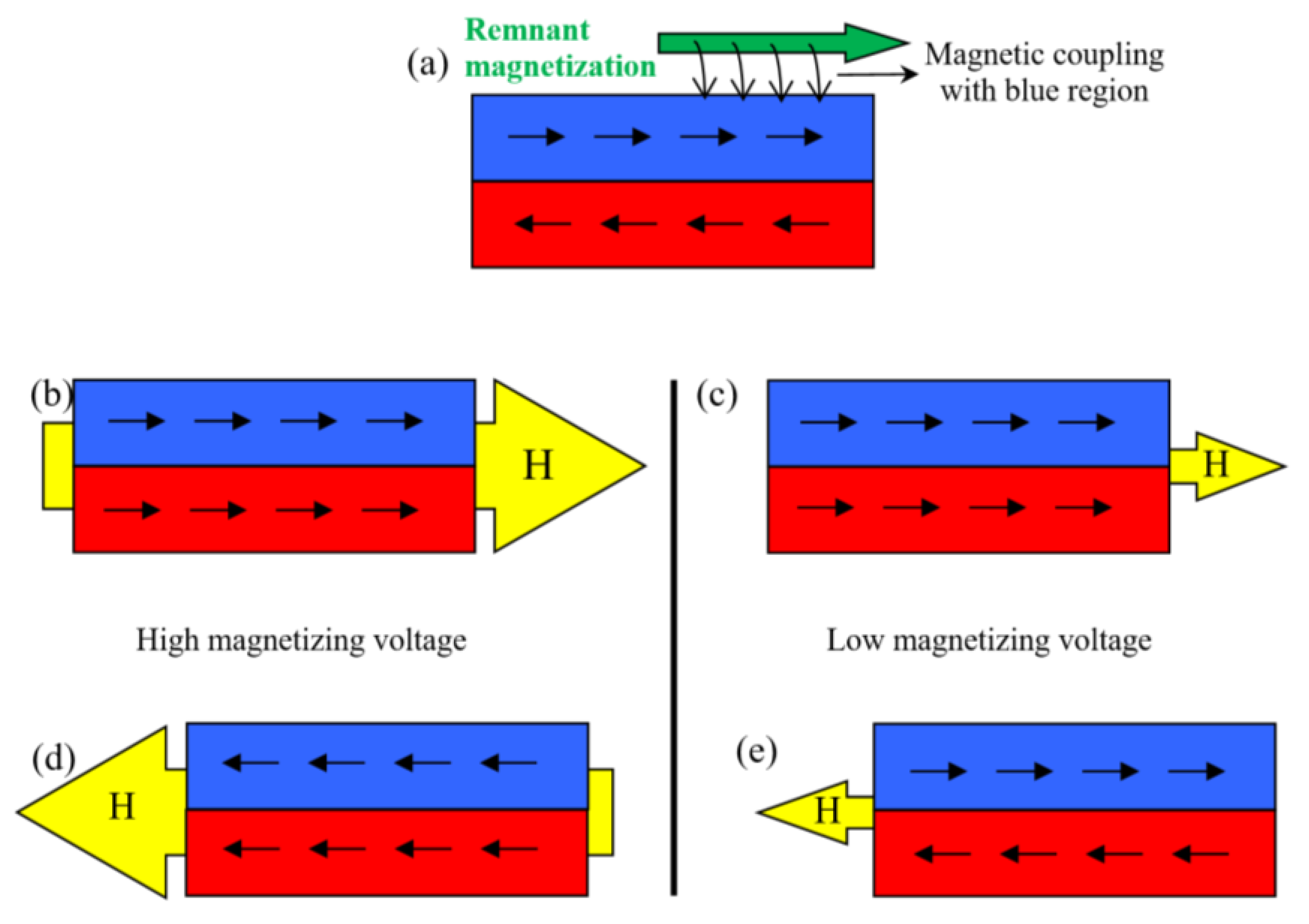
- Remnant magnetization makes the MBN heterogeneity more pronounced, and MBN (especially in the regions of lower decarburization) drops down to 150 mV.
- -
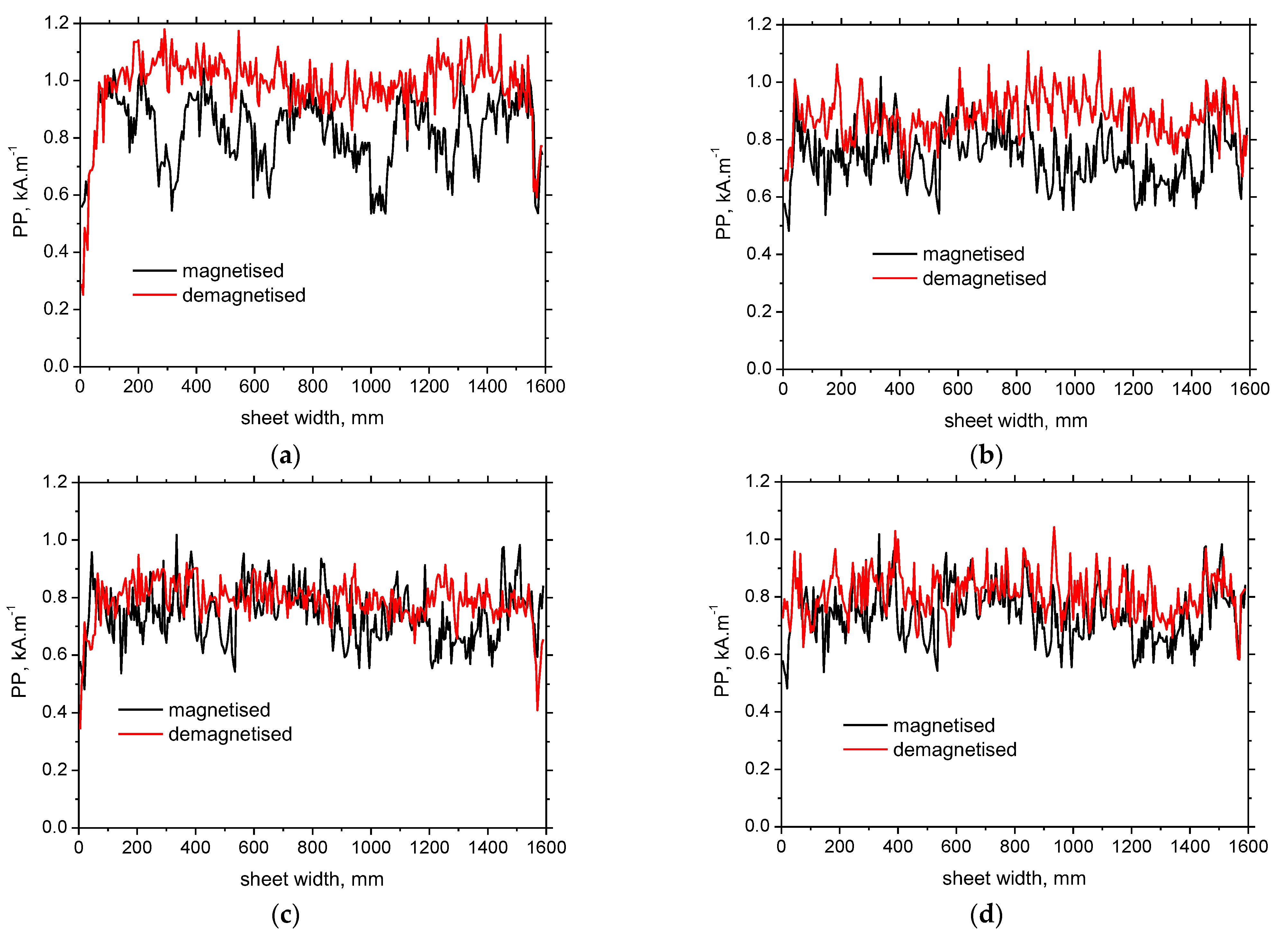
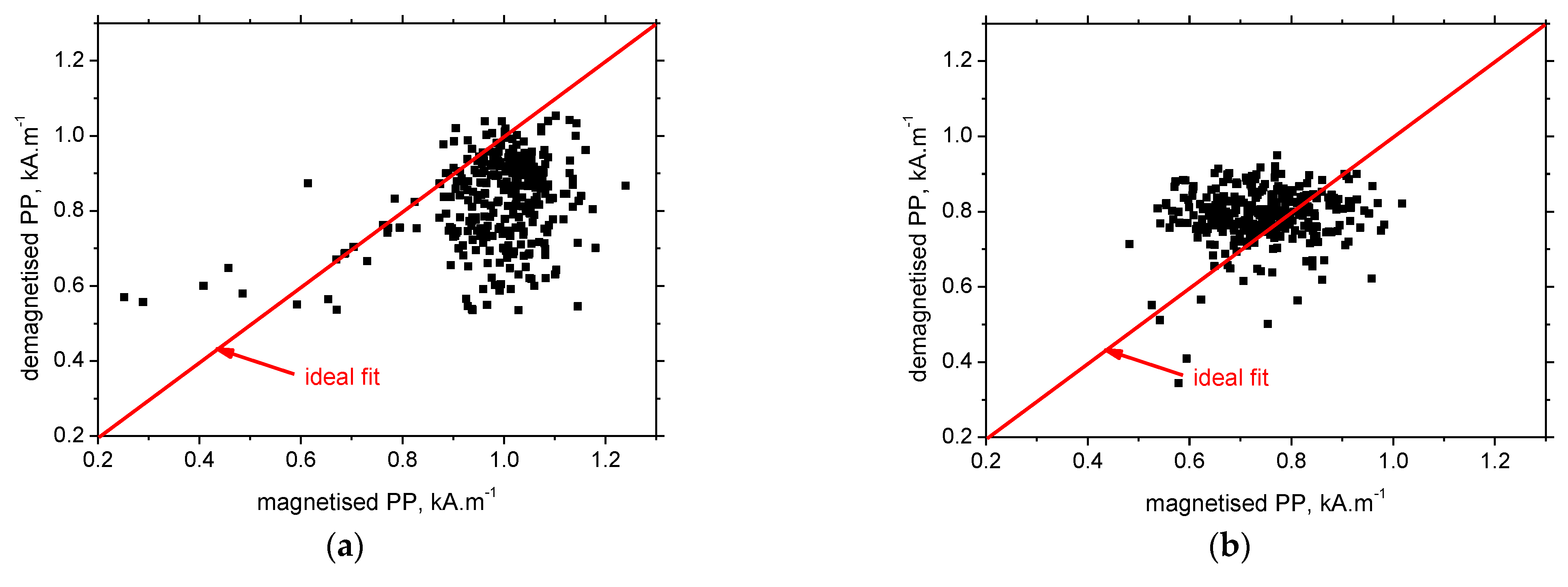
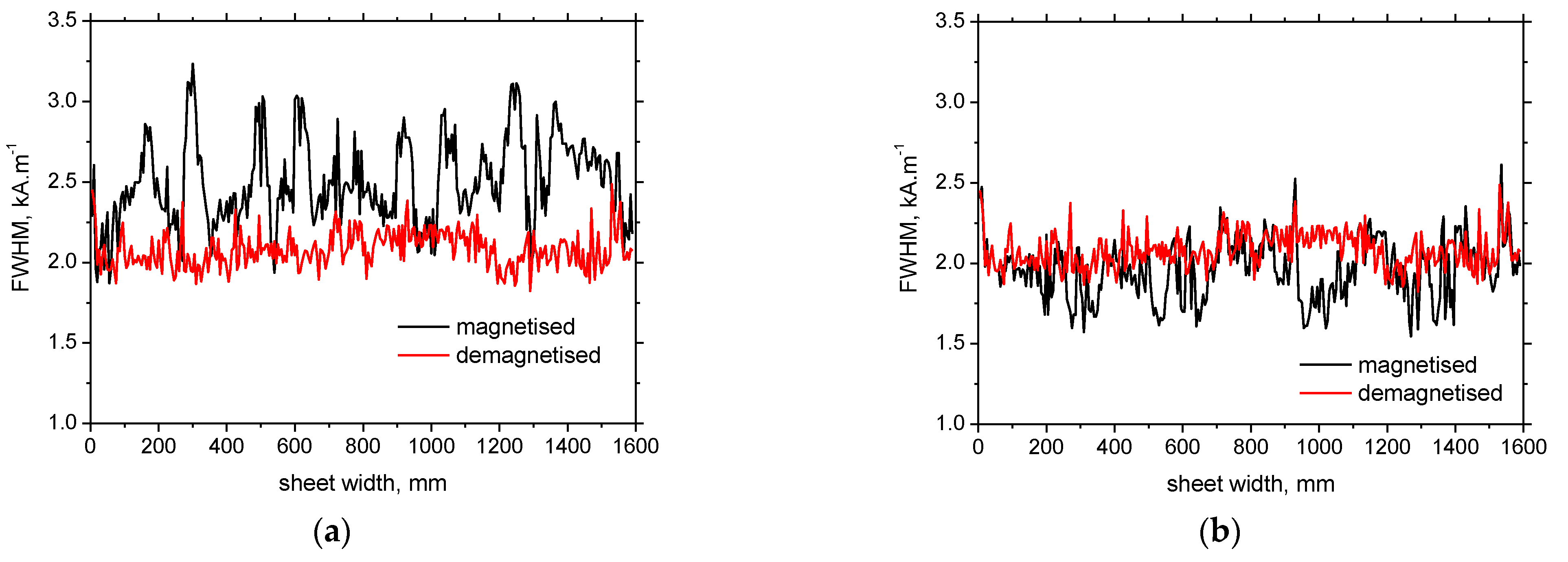
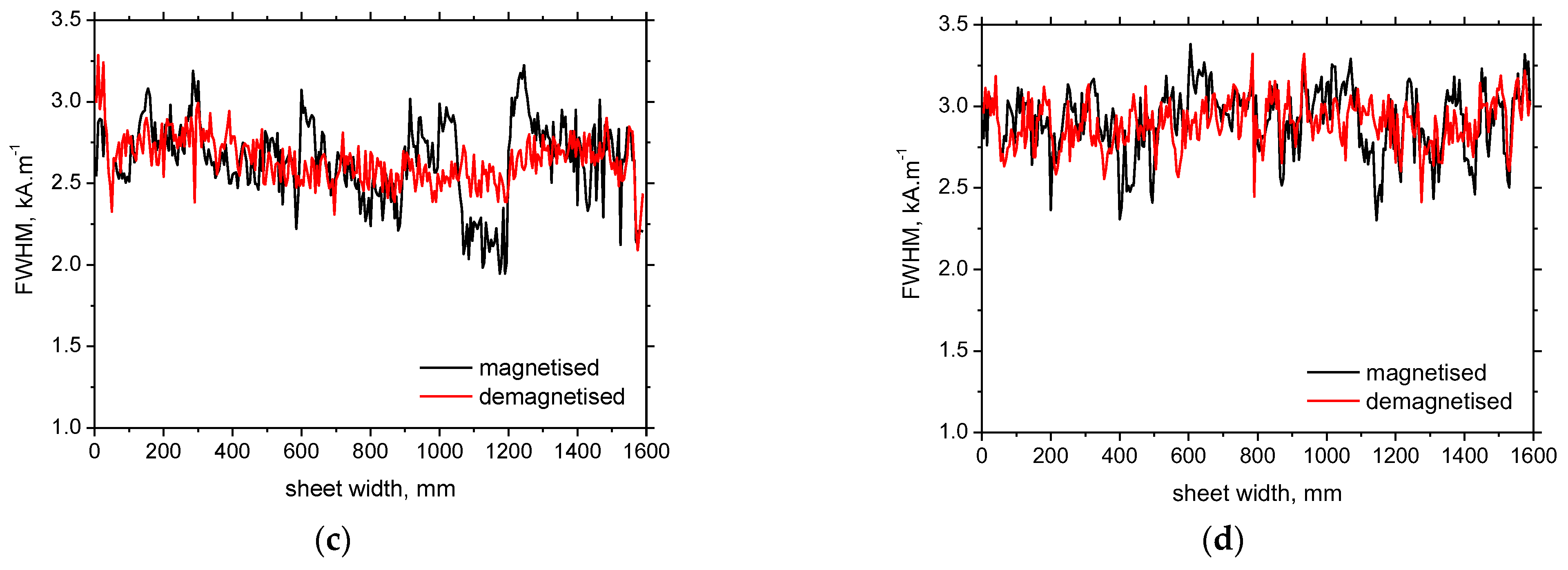
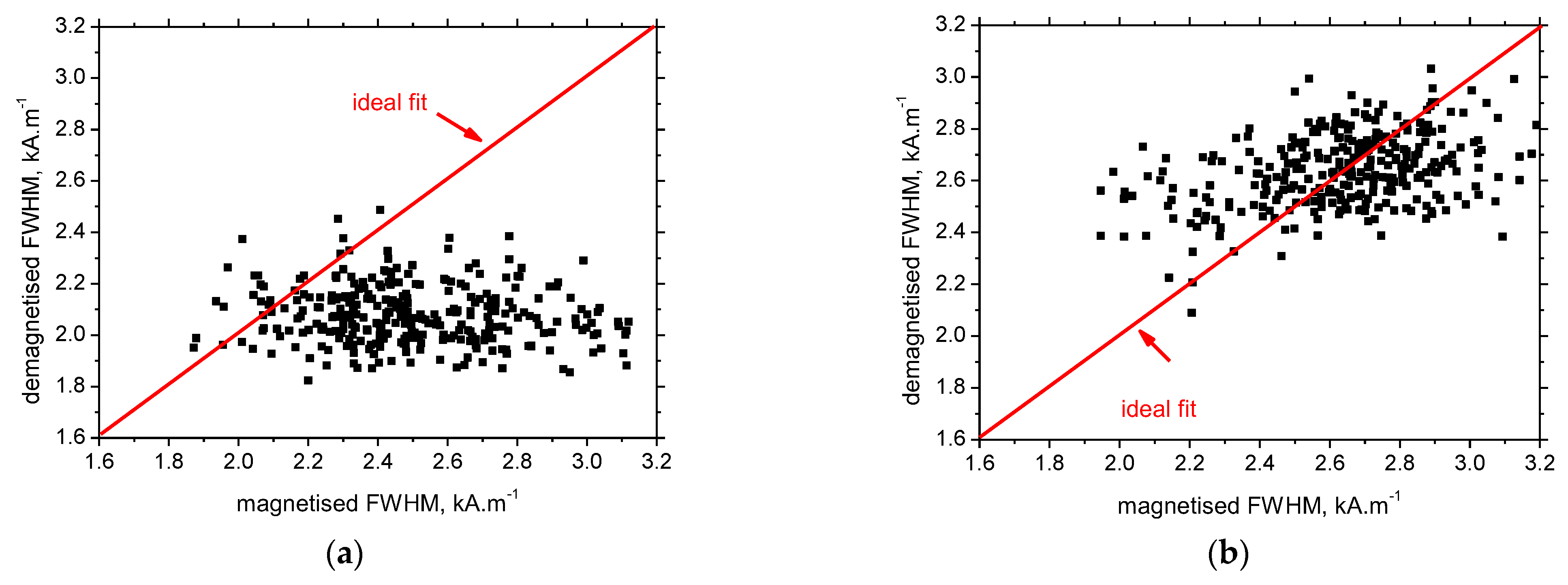
- Also, the PP values fluctuate in the range from 0.3 up to 1.2 kA.m−1, and this fluctuation becomes stronger in the magnetized state, whereas the fluctuation in FWHM is less remarkable.
- -
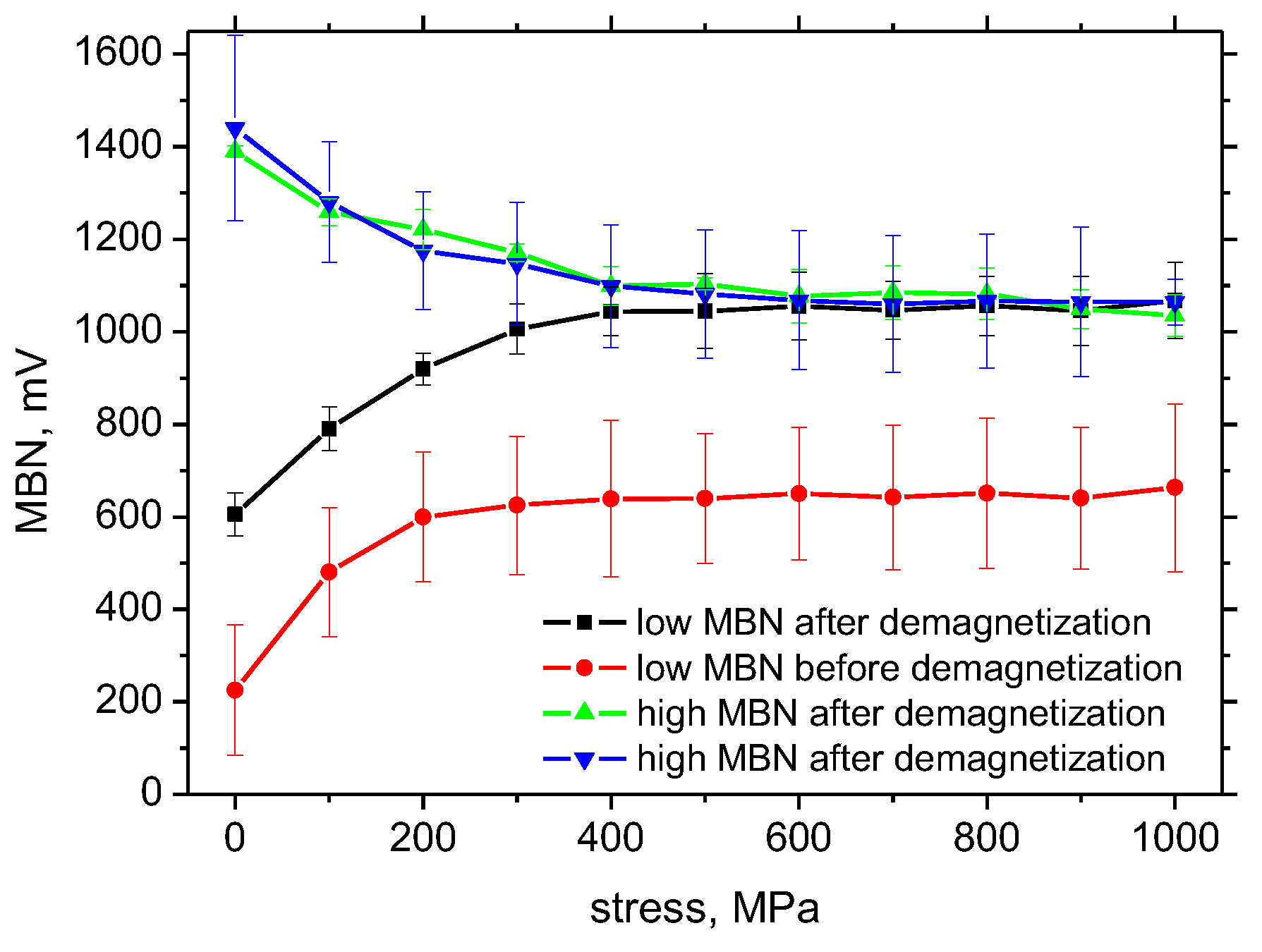
- The heterogeneity in the surface state and remnant magnetization affect the evolution of MBN under the tensile stress in a synergistic manner when MBN grows in the regions of low decarburization, whereas MBN drops down in the regions with a stronger decarburizing effect (however, these evolutions saturate above 400 MPa).
- -
- The surface heterogeneity as well as the decarburizing process become decelerated when the C content in the matrix is lower.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fonstein, N. Advanced High Strength Sheet Steels, 1st ed.; Springer International Publishing: Cham, Switzerland; Berlin, Germany, 2015. [Google Scholar] [CrossRef]
- Ding, H.; Zhu, G.; Xiang, C.; Pei, F.; Chen, J.; Wang, Y.; Chen, Q. Excellent combination of plasticity and ultra-high strength in a low-alloy automotive steel treated by conventional continuous annealing. Mater. Sci. Eng. A 2020, 791, 139694. [Google Scholar] [CrossRef]
- Zhang, H.K.; Xiao, H.; Fang, X.W.; Zhang, Q.; Logé, R.E.; Huang, K. A critical assessment of experimental investigation of dynamic recrystallization of metallic materials. Mater. Des. 2020, 193, 108873. [Google Scholar] [CrossRef]
- Vervynckt, S.; Verbeken, K.; Lopez, B.; Jonas, J.J. Modern HSLA steels and role of non-recrystallisation temperature. Int. Mater. Rew. 2012, 57, 187208. [Google Scholar] [CrossRef]
- De Ardo, A.J.; Hua, M.J.; Cho, K.G.; Garcia, G.I. On strength of micro alloyed steels: An interpretive review. Mater. Sci. Technol. 2009, 25, 1074. [Google Scholar] [CrossRef]
- Wang, J.; Wang, S.; Xi, X.; Wang, G.; Chen, L. The role of copper in microstructure and toughness of intercritically reheated coarse grained heat affected zone in a high strength low alloy steel. Mater. Charact. 2021, 181, 111511. [Google Scholar] [CrossRef]
- Li, S.; Yu, H.; Lu, Y.; Lu, J.; Wang, W.; Yang, S. Effects of titanium content on the impact wear properties of high-strength low-alloy steels. Wear 2021, 474–475, 203647. [Google Scholar] [CrossRef]
- Neslušan, M.; Pitoňák, M.; Minárik, P.; Tkáč, M.; Kollár, P.; Životský, O. Influence of domain walls thickness, density and alignment on Barkhausen noise emission in low alloyed steels. Sci. Rep. 2023, 13, 5687. [Google Scholar] [CrossRef]
- Jiles, D. Introduction to Magnetizm and Magnetic Materials, 3rd ed.; Taylor & Francis Group: New York, NY, USA, 2016. [Google Scholar]
- Chikazumi, S. Physics of Ferromagnetizm, 2nd ed.; Oxford University Press: Oxford, UK, 2005. [Google Scholar]
- Bayramoglu, S.; Gür, C.H.; Alexandrov, I.V.; Abramova, M.M. Characterization of ultra-fine grained steel samples produced by high pressure torsion via magnetic Barkhausen noise analysis. Mater. Sci. Eng. A 2010, 527, 927–933. [Google Scholar] [CrossRef]
- Kleber, X.; Vincent, A. On the role of residual internal stresses and dislocations on Barkhausen noise in plastically deformed steel. NDTE Int. 2004, 37, 439–445. [Google Scholar] [CrossRef]
- Neslušan, M.; Čížek, J.; Kolařík, K.; Minárik, P.; Čilliková, M.; Melikhová, O. Monitoring of grinding burn via Barkhausen noise emission in case-hardened steel in large-bearing production. J. Mater. Process. Technol. 2017, 240, 104–117. [Google Scholar] [CrossRef]
- Neslušan, M.; Minárik, P.; Čilliková, M.; Kolařík, K.; Rubešová, K. Barkhausen noise emission in tool steel X210Cr12 after semi-solid processing. Mater. Charact. 2019, 157, 109891. [Google Scholar] [CrossRef]
- Yamaura, S.; Furuya, Y.; Watanabe, T. The effect of grain boundary microstructure on Barkhausen noise in ferromagnetic materials. Acta Mater. 2001, 49, 3019–3027. [Google Scholar] [CrossRef]
- Neslušan, M.; Minárik, P.; Grenčík, J.; Trojan, K.; Zgútová, K. Non-destructive evaluation of the railway wheel surface damage after long-term operation via Barkhausen noise technique. Wear 2019, 420–421, 195–206. [Google Scholar] [CrossRef]
- Neslušan, M.; Bahleda, F.; Minárik, P.; Zgútová, K.; Jambor, M. Non-destructive monitoring of corrosion extent in steel rope wires via Barkhausen noise emission. J. Magn. Magn. Mater. 2019, 484, 179–187. [Google Scholar] [CrossRef]
- Manh, T.L.; Caleyo, F.; Hallen, J.M.; Espina-Hernández, J.H.; Pérez-Benitez, J.A. Model for the correlation between magnetocrystalline energy and Barkhausen noise in ferromagnetic materials. J. Magn. Magn. Mater. 2018, 454, 155–164; doiorg/101016/jjmmm201801066. [Google Scholar] [CrossRef]
- Sorsa, A.; Santa-Aho, S.; Wartiainen, J.; Souminen, L.; Vippola, M.; Leviskä, K. Effect of shot peening parameters to residual stress profiles and Barkhausen noise. J. Nondestruct. Eval. 2018, 37, 10. [Google Scholar] [CrossRef]
- Liu, J.; Tian, G.Y.; Gao, B.; Zeng, K.; Zheng, Y.; Chen, J. Micro-macro characteristics between domain wall motion and magnetic Barkhausen noise under tensile stress. J. Magn. Magn. Mater. 2020, 493, 165719. [Google Scholar] [CrossRef]
- Čilliková, M.; Mičietová, A.; Čep, R.; Mičieta, B.; Neslušan, M.; Kejzlar, P. Asymmetrical Barkhausen Noise of a Hard Milled Surface. Materials 2021, 14, 1293; [Google Scholar] [CrossRef]
- Rivas, M.; Martinéz-García, J.C.; Škorvánek, I.; Švec, P.; Gorria, P. Magnetostatic interaction in soft magnetic bilayer ribbons unambiguously identified by first-order reversal curve analysis. Appl. Phys. Lett. 2015, 107, 132240. [Google Scholar] [CrossRef]
- Pitoňák, M.; Neslušan, M.; Minárik, P.; Čapek, J.; Zgútová, K.; Jurkovič, M.; Kalina, T. Investigation of Magnetic Anisotropy and Barkhausen Noise Asymmetry Resulting from Uniaxial Plastic Deformation of Steel S235. Appl. Sci. 2021, 11, 3600. [Google Scholar] [CrossRef]
- Li, Y.; Shen, P.; Zhang, H.; Dong, K.; Deng, Y.; Chen, X.; Cui, Z. Deformation heterogeneity induced coarse grain refinement of the mixed-grain structure of 316LN steel through limited deformation condition. Mater. Des. 2021, 210, 110057. [Google Scholar] [CrossRef]
- Li, W.; Li, X.; Fang, Q.; Liu, B.; Jiang, C. Plastically heterogeneity-driven fracture in additive manufactured steels. Eng. Fract. Mech. 2023, 283, 109203. [Google Scholar] [CrossRef]
- Jafarzad-Shayan, M.M.; Zarei-Hanzaki, A.; Moshiri, A.; Seop Kim, H.; Haftlang, F.; Tahaghoghi, M.; Mahmoudi, M.; Momeni, M.; Abedi, H.R. Microstructural heterogeneity and exceptional mechanical properties in a wire-arc additively manufactured stainless steel. Mater. Sci. Eng. A 2023, 882, 145473. [Google Scholar] [CrossRef]
- Dépinoy, S. Influence of solidification conditions on chemical heterogeneities and dislocations patterning in additively manufactured 316L stainless steel. Materials 2022, 24, 101472. [Google Scholar] [CrossRef]
- Smallman, R.E. Modern Physical Metallurgy, 4th ed.; Butterworth-Heinemann: Oxford, UK, 1985. [Google Scholar] [CrossRef]
- Kanematsu, Y.; Uehigashi, N.; Matsui, M.; Noguchi, S. Influence of a decarburized layer on the formation of microcracks in railway rails: On-site investigation and twin-disc study. Wear 2022, 504–505, 204427. [Google Scholar] [CrossRef]
- Stupakov, O.; Perevertov, O.; Tomáš, I.; Skrbek, B. Evaluation of surface decarburization depth by magnetic Barkhausen noise technique. J. Magn. Magn. Mater. 2011, 323, 1692–1697. [Google Scholar] [CrossRef]
- Neslušan, M. Decarburizing of HSLA after Thermo-Mechanical Processing; Research Report n.08/2022; University of Žilina: Žilina, Slovakia, 2022. [Google Scholar]
- Bertotti, G.; Fiorillo, F. Bloch wall motion in Si-Fe investigated through surface e.m.f. measurements. J. Magn. Magn. Mater. 1984, 41, 303–305. [Google Scholar] [CrossRef]
- Alessandro, B.; Beatrice, C.; Bertotti, G.; Montorsi, A. Domain wall dynamics and Barkhausen effect in metallic ferromagnetic materials. II. Experiments. J. Appl. Phys. 1990, 68, 2908. [Google Scholar] [CrossRef]
- Bohn, F.; Durin, G.; Correa, M.A.; Machado, N.R.; Pace, R.D.; Chesman, C.; Sommer, R.L. Playing with universality classes of Barkhausen avalanches. Sci. Rep. 2018, 8, 11294. [Google Scholar] [CrossRef] [PubMed]
- Hansen, U.B.; Syljuåsen, O.F.; Jensen, J.; Schäffer, T.K.; Andersen, C.R.; Jose, M.B.; Rodriguez-Rivera, A.; Christensen, N.B.; Lefmann, K. Magnetic Bloch oscillations and domain wall dynamics in a near-Ising ferromagnetic chain. Nat. Commun. 2022, 13, 2547. [Google Scholar] [CrossRef] [PubMed]
- Tadić, B.; Mijatović, S.; Janićević, S.; Spasojević, D.; Rodgers, G.J. The critical Barkhausen avalanches in thin random-field ferromagnets with an open boundary. Sci. Rep. 2019, 9, 6340. [Google Scholar] [CrossRef]
- Varga, R. Domain Walls and Their Dynamics, 1st ed.; Pavol Jozef Šafárik University: Košice, Slovakia, 2014. [Google Scholar]
- Neslušan, M.; Jurkovič, M.; Kalina, T.; Pitoňák, M.; Zgútová, K. Monitoring of S235 steel over-stressing by the use of Barkhausen noise technique. Eng. Fail. Anal. 2020, 117, 104843. [Google Scholar] [CrossRef]
- Šrámek, J.; Neslušan, M.; Bahleda, F.; Zgútová, K.; Schenk, P. Influence of sample size and magnetizing voltage on Barkhausen noise during bending and uniaxial tensile test. Acta Phys. Pol. A 2020, 137, 640–643. [Google Scholar] [CrossRef]
- Neslušan, M.; Mičietová, A.; Hadzima, B.; Mičieta, B.; Kejzlar, P.; Čapek, J.; Uríček, J.; Pastorek, F. Barkhausen noise emission in hard-milled surfaces. Materials 2019, 12, 660. [Google Scholar] [CrossRef]
- MicroScan 600 Operating Instructions Manual V.5.4b (2015-0-06); Stresstech Group: Jyväskylä, Finland, 2015.
- Neslušan, M.; Zgútová, K.; Pitoňák, M.; Kajánek, D. Influence of Magnetizing Conditions on Barkhausen Noise in Fe Soft Magnetic Materials after Thermo-Mechanical Treatment. Materials 2022, 15, 7239. [Google Scholar] [CrossRef]
- Jedamski, R.; Heinzel, J.; Karpuschewski, B.; Epp, J. In-process measurement of Barkhausen noise for detection of surface integrity during grinding. Appl. Sci. 2022, 12, 4671. [Google Scholar] [CrossRef]
- Bahleda, F.; Neslušan, M.; Pastorek, F.; Koňár, R.; Kubjatko, T. Barkhausen Noise Emission as a Function of Tensile Stress in Low-Alloyed Steels: Influence of Corrosion and Steel Strength. Appl. Sci. 2023, 13, 6574. [Google Scholar] [CrossRef]
- Stupakov, A.; Perevertov, A.; Neslušan, M. Reading depth of the magnetic Barkhausen noise. II. Two-phase surface-treated steels. J. Magn. Magn. Mater. 2020, 513, 167239. [Google Scholar] [CrossRef]
- Chang, Y.; Haase, C.; Szeliga, D.; Madej, L.; Hangen, U.; Pietrzyk, M.; Bleck, W. Compositional heterogeneity in multiphase steels: Characterization and influence on local properties. Mater. Sci. Eng. A 2021, 827, 142078. [Google Scholar] [CrossRef]
- Chang, Y.; Lin, M.; Hangen, U.; Richter, S.; Haase, C.; Bleck, W. Revealing the relation between microstructural heterogeneities and local mechanical properties of complex-phase steel by correlative electron microscopy and nanoindentation characterization. Mater. Des. 2023, 203, 109620. [Google Scholar] [CrossRef]
- Charleux, L.; Tabourot, L.; Roux, E.; Issack Farah, M.; Bizet, L. Dependency of the Young’s modulus to plastic strain in DP steels: A consequence of heterogeneity? Mater. Today Commun. 2020, 24, 100972. [Google Scholar] [CrossRef]
- Deng, F.; Yang, G.; Zhou, S.; Wu, B.; Qin, L.; Zheng, J. Effect of heat treatment on microstructural heterogeneity and mechanical properties of maraging steel fabricated by wire arc additive manufacturing using 4% nitrogen shielding gas. Mater. Charact. 2022, 191, 112160. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | C | Mn | Si | P | Al | Nb + Ti | |
|---|---|---|---|---|---|---|---|
| 1100 MC | bal. | <0.15 | <1.8 | <0.5 | <0.02 | >0.015 | 0 |
| 1100 QL | bal. | 0.08 | <2.0 | <0.5 | <0.01 | >0.060 | 0.02 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pitoňák, M.; Ganev, N.; Zgútová, K.; Čapek, J.; Neslušan, M.; Trojan, K. Influence of Demagnetization and Microstructure Non-Homogeneity on Barkhausen Noise in the High-Strength Low-Alloyed Steel 1100 MC. Appl. Sci. 2024, 14, 1511. https://doi.org/10.3390/app14041511
Pitoňák M, Ganev N, Zgútová K, Čapek J, Neslušan M, Trojan K. Influence of Demagnetization and Microstructure Non-Homogeneity on Barkhausen Noise in the High-Strength Low-Alloyed Steel 1100 MC. Applied Sciences. 2024; 14(4):1511. https://doi.org/10.3390/app14041511
Chicago/Turabian StylePitoňák, Martin, Nikolaj Ganev, Katarína Zgútová, Jiří Čapek, Miroslav Neslušan, and Karel Trojan. 2024. "Influence of Demagnetization and Microstructure Non-Homogeneity on Barkhausen Noise in the High-Strength Low-Alloyed Steel 1100 MC" Applied Sciences 14, no. 4: 1511. https://doi.org/10.3390/app14041511