
Fabrication and Properties of Blended Calcium Sulfoaluminate Cements Based on Thermally Treated Reservoir Sediments

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods and Evaluation Techniques
3. Results and Discussion
3.1. Chemical and Mineralogical Characterization of the Raw Materials
3.2. DT-TG Results
3.3. XRD Results
3.4. Dimensional Stability Results
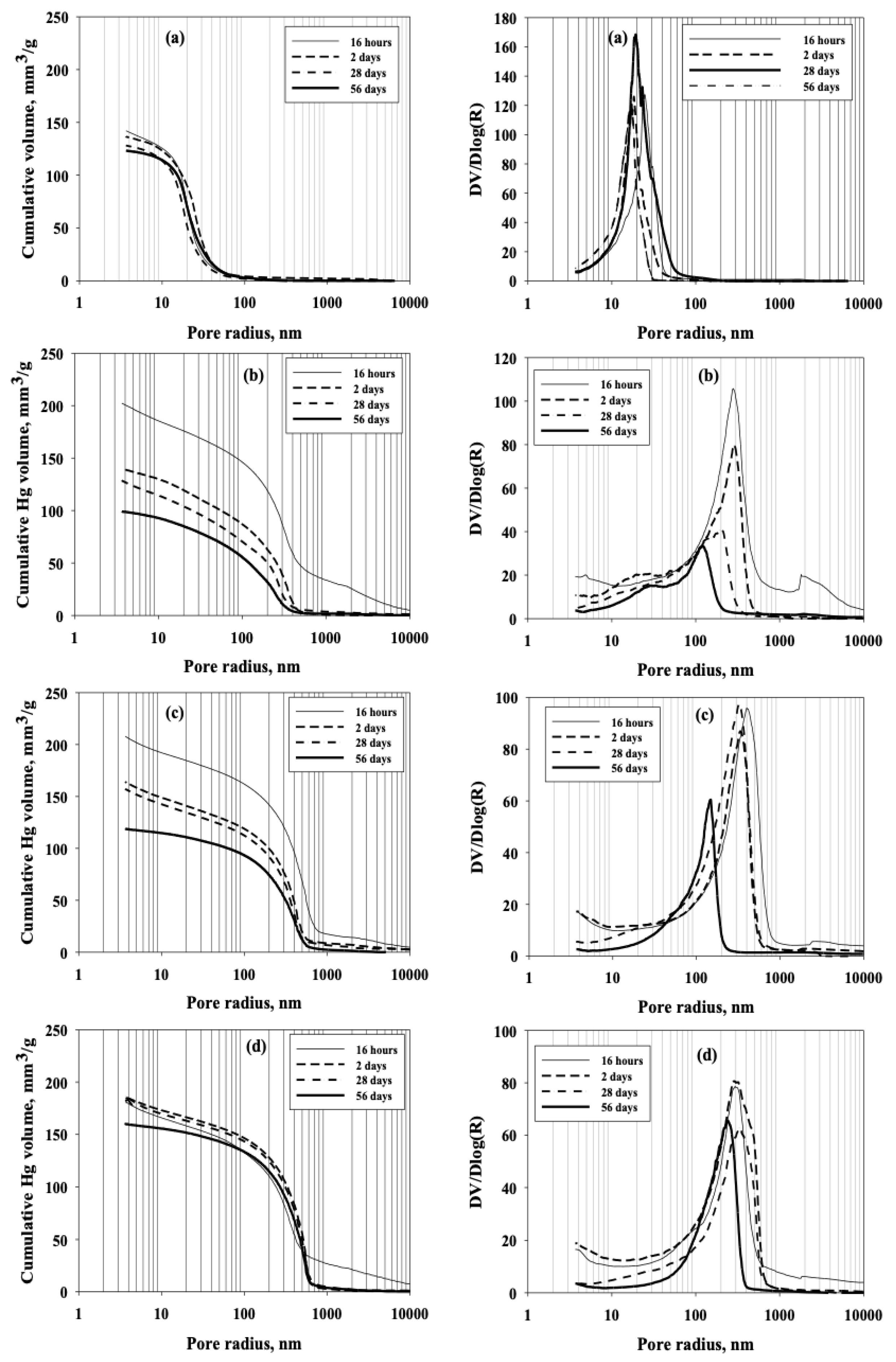
3.5. MIP Results
3.6. Mechanical Tests Results
4. Conclusions
- (1)
- when compared to plain CSA cement pastes, those based on blended CSA binders showed increased pore size distributions (as evidenced by the mercury intrusion investigations);
- (2)
- the mechanical strength decreased with increases in the TTRS replacement levels (the dilution effect), although the gaps for the plain CSA-based mortars were reduced as the curing time increased;
- (3)
- the X-ray diffraction and differential thermal-thermogravimetric results showed that the presence of thermally treated clayish reservoir sediments affected neither the creation of CSA hydration products nor the dimensional stability of cement pastes (when cured in both water and air).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Telesca, A.; Ibris, N.; Marroccoli, M. Use of Potabilized Water Sludge in the Production of Low-Energy Blended Calcium Sulfoaluminate Cements. Appl. Sci. 2021, 11, 1679. [Google Scholar] [CrossRef]
- Cembureau. Activity Report 2022; The European Cement Association, Cembureau: Brussels, Belgium, 2022. [Google Scholar]
- IEA. 2022. Available online: https://www.iea.org/data-and-statistics/charts/direct-emissions-intensity-of-cement-production-in-the-net-zero-scenario-2015-2030 (accessed on 24 November 2023).
- Supriya; Chaudhury, R.; Sharma, U.; Thapliyal, P.C.; Singh, L.P. Low-CO2 emission stategies to achieve net zero target in cement sector. J. Clean. Prod. 2023, 417, 137466. [Google Scholar] [CrossRef]
- Sahu, S.; Meininger, R.C. Sustainability and durability of solidia cement concrete. Concr. Int. 2020, 42, 29–34. [Google Scholar]
- Chatziaras, N.; Psomopoulos, C.; Themelis, N.J. Use of waste derived fuels in cement industry: A review. Manag. Environ. Qual. Int. J. 2016, 27, 178–193. [Google Scholar] [CrossRef]
- Telesca, A.; Marroccoli, M.; Tomasulo, M.; Valenti, G.L.; Dieter, H.; Montagnaro, F. Low-CO2 Cements from Fluidized Bed Process Wastes and Other Industrial By-Products. Comb. Sci. Technol. 2016, 188, 492–503. [Google Scholar] [CrossRef]
- Raina, K.; Yanakiraman, L.K. Use of mineralizer in black meal process for improved clinkerization and conservation of energy. Cem. Concr. Res. 1998, 28, 1093–1099. [Google Scholar] [CrossRef]
- Schneider, M. The cement industry on the way to a low-carbon future. Cem. Concr. Res. 2019, 124, 105792. [Google Scholar] [CrossRef]
- Juenger, M.C.G.; Snellings, R.; Bernal, S.A. Supplementary cementitious materials: New sources, characterization, and performance insights. Cem. Concr. Res. 2019, 122, 257–273. [Google Scholar] [CrossRef]
- Snellings, R.; Suraneni, P.; Skibsted, J. Future and emerging supplementary cementitious materials. Cem. Concr. Res. 2023, 173, 107199. [Google Scholar] [CrossRef]
- Skibsted, I.; Snellings, R. Reactivity of supplementary cementitious materials (SCMs) in cement blends. Cem. Concr. Res. 2019, 124, 105799. [Google Scholar] [CrossRef]
- Snellings, R.; Mertens, G.; Elsen, J. Supplementary cementitious materials. Rev. Mineral. Geochem. 2012, 74, 211–278. [Google Scholar] [CrossRef]
- Shah, I.H.; Miller, S.A.; Jiang, D.; Myers, R.J. Cement substitution with secondary materials can reduce annual global CO2 emissions by up to 1.3 gigatons. Nat. Commun. 2022, 13, 5758. [Google Scholar] [CrossRef]
- Song, N.; Zhou, J.; Yang, F.; Lan, M.; Li, J.; Zhang, Z.; Chen, Z.; Xu, M.; Li, H.; Sanjayan, J.G. Analysis of theoretical carbon dioxide emissions from cement production: Methodology and application. J. Clean. Prod. 2022, 334, 130270. [Google Scholar] [CrossRef]
- Naqi, A.; Jang, J.G. Recent Progress in Green Cement Technology Utilizing Low- Carbon Emission Fuels and Raw Materials: A Review. Sustainability 2019, 11, 537. [Google Scholar] [CrossRef]
- Shi, C.; Qu, B.; Provis, J.L. Recent progress in low-carbon binders. Cem. Concr. Res. 2019, 122, 227–250. [Google Scholar] [CrossRef]
- Gartner, E.; Sui, T. Alternative cement clinkers. Cem. Concr. Res. 2018, 114, 27–39. [Google Scholar] [CrossRef]
- Gartner, E.; Hirao, H. A review of alternative approaches to the reduction of CO2 emissions associated with the manufacture of the binder phase in concrete. Cem. Concr. Res. 2015, 78, 126–142. [Google Scholar] [CrossRef]
- Juenger, M.C.G.; Winnefeld, F.; Provis, J.L.; Ideker, J.H. Advances in alternative cementitious binders. Cem. Concr. Res. 2011, 41, 1232–1243. [Google Scholar] [CrossRef]
- Boháč, M.; Staněk, T.; Zezulová, A.; Rybová, A.; Kubátová, D.; Novotný, R. Early Hydration of Activated Belite-Rich Cement. Adv. Mat. Res. 2019, 1151, 23–27. [Google Scholar] [CrossRef]
- Dahhou, M.; El Hamidi, A.; El Moussaouiti, M.; Arshad, M.A. Synthesis and characterization of belite clinker by sustainable utilization of alumina sludge and natural fluorite (CaF2). Materialia 2021, 20, 101204. [Google Scholar] [CrossRef]
- Staněk, T.; Sulovský, P. Active low-energy belite cement. Cem. Concr. Res. 2015, 68, 203–210. [Google Scholar] [CrossRef]
- Cuesta, A.; Ayuela, A.; Aranda, M.A.G. Belite Cements and their Activation. Cem. Concr. Res. 2021, 140, 106319. [Google Scholar] [CrossRef]
- Morales-Cantero, A.; Cuesta, A.; De la Torre, A.G.; Santacruz, I.; Mazanec, O.; Borralleras, P.; Weldert, K.S.; Gastaldi, D.; Canonico, F.; Aranda, M.G.A. C-S-H seeding activation of Portland and Belite cements: An enlightening in situ synchrotron powder diffraction study. Cem. Concr. Res. 2022, 161, 106946. [Google Scholar] [CrossRef]
- Kong, Y.K.; Kurumisawa, K. Fresh properties and characteristic testing methods for alkali-activated materials: A review. J. Build. Eng. 2023, 75, 106830. [Google Scholar] [CrossRef]
- Ponomar, V.; Yliniemi, J.; Adesanya, E.; Ohenoja, K.; Illikainen, M. An overview of the utilisation of Fe-rich residues in alkali-activated binders: Mechanical properties and state of iron. J. Clean. Prod. 2022, 330, 129900. [Google Scholar] [CrossRef]
- Nehdi, M.; Yassine, A. Mitigating Portland cement CO2 emissions using alkali-activated materials: System dynamics model. Materials 2020, 13, 4685. [Google Scholar] [CrossRef]
- Kumar, S.; Kumar, R. Geopolymer: Cement for low carbon economy. Indian Concr. J. 2014, 88, 29–37. [Google Scholar]
- Muhammad, R.M.; Butt, F. Behavior of quarry rock dust, fly ash and slag based geopolymer concrete columns reinforced with steel fibers under Eccentric loading. Appl. Sci. 2021, 11, 6740. [Google Scholar] [CrossRef]
- Capasso, I.; Liguori, B.; Ferone, C.; Caputo, D.; Cioffi, R. Strategies for the valorization of soil waste by geopolymer production: An overview. J. Clean. Prod. 2021, 288, 125646. [Google Scholar] [CrossRef]
- Sandanayake, M.; Law, D.; Sargent, P. A new framework for assessing the environmental impacts of circular economy friendly soil waste-based geopolymer cements. Build. Environ. 2022, 210, 108702. [Google Scholar] [CrossRef]
- Zakka, W.P.; Shukor Lim, N.H.A.; Khun, M.C. A scientometric review of geopolymer concrete. J. Clean. Prod. 2021, 280, 124353. [Google Scholar] [CrossRef]
- Dung, N.T.; Unluer, C. Advances in the hydration of reactive MgO cement blends incorporating different magnesium carbonates. Constr. Build. Mat. 2021, 294, 123573. [Google Scholar] [CrossRef]
- Meng, D.; Unluer, C.; Yang, E.-H.; Qian, S. Recent advances in magnesium-based materials: CO2 sequestration and utilization, mechanical properties and environmental impact. Cem. Concr. Compos. 2023, 138, 104983. [Google Scholar] [CrossRef]
- Mi, T.; Yang, E.-H.; Unluer, C. Investigation of the properties of reactive MgO-based cements and their effect on performance. Cem. Concr. Compos. 2023, 138, 104984. [Google Scholar] [CrossRef]
- Soares, E.G.; Castro-Gomes, J.; Sitarz, M.; Zdeb, T.; Hager, I.; Hassan, K.; Al-Kuwari, M.S. Carbonation curing influencing factors of carbonated reactive magnesia cements (CRMC)—A review. J. Clean. Prod. 2021, 305, 127210. [Google Scholar] [CrossRef]
- Soares, E.G.; Castro-Gomes, J.; Sitarz, M.; Zdeb, T.; Hager, I.; Hassan, K.; Al-Kuwari, M.S. Feasibility for co-utilisation of Carbonated Reactive Magnesia Cement (CRMC) and industrial wastes in circular economy and CO2 mineralisation. Construct. Build. Mater. 2022, 323, 126488. [Google Scholar] [CrossRef]
- Nobre, J.; Ahmed, H.; Bravo, M.; Evangelista, L.; de Brito, J. Magnesia (MgO) production and characterization, and its influence on the performance of cementitious materials: A review. Materials 2020, 13, 4752. [Google Scholar] [CrossRef]
- Tao, Y.; Rahul, A.V.; Mohan, M.K.; De Schutter, G.; Van Tittelboom, K. Recent progress and technical challenges in using calcium sulfoaluminate (CSA) cement. Cem. Concr. Comp. 2023, 137, 104908. [Google Scholar] [CrossRef]
- Chaunsali, P.; Vaishnav, K. Calcium-sulfoaluminate-belite cements: Opportunities and challenge. Indian Concr. J. 2020, 94, 18–25. [Google Scholar]
- Marin, B.C.; Voicu, G.; Stoleriu, S. Synthesis of high-performance CSA cements as low carbon OPC alternative. Materials 2021, 14, 7057. [Google Scholar] [CrossRef]
- Gastaldi, D.; Bertola, F.; Irico, S.; Paul, G.; Canonico, F. Hydration behavior of cements with reduced clinker factor in mixture with sulfoaluminate binder. Cem. Concr. Res. 2021, 139, 106261. [Google Scholar] [CrossRef]
- Chitvoranund, N.; Winnefeld, F.; Hargis, C.W.; Sinthupinyo, S.; Lothenbach, B. Synthesis and hydration of alite-calcium sulfoaluminate cement. Adv. Cem. Res. 2017, 29, 101–111. [Google Scholar] [CrossRef]
- Yao, X.; Yang, S.; Dong, H.; Wu, S.; Liang, X.; Wang, W. Effect of CaO content in raw material on the mineral composition of ferric-rich sulfoaluminate clinker. Construct. Build. Mater. 2020, 263, 120431. [Google Scholar] [CrossRef]
- Hanein, T.; Duvallet, T.Y.; Jewell, R.B.; Oberlink, A.E.; Robl, T.L.; Zhou, Y.; Glasser, F.P.; Bannerman, M.N. Alite calcium sulfoaluminate cement: Chemistry and thermodynamics. Adv. Cem. Res. 2019, 31, 94–105. [Google Scholar] [CrossRef]
- Telesca, A.; Marroccoli, M.; Pace, M.L.; Tomasulo, M.; Valenti, G.L.; Monteiro, P.J.M. A hydration study of various calcium sulfoaluminate cements. Cem. Concr. Comp. 2014, 53, 224–232. [Google Scholar] [CrossRef]
- Mohan, M.K.; Rahul, A.V.; De Schutter, G.; Van Tittelboom, K. Early age hydration, rheology and pumping characteristics of CSA cement-based 3D printable concrete. Constr. Build. Mat. 2021, 275, 122136. [Google Scholar] [CrossRef]
- Sirtoli, D.; Wyrzykowski, M.; Riva, P.; Tortelli, S.; Marchi, M.; Lura, P. Shrinkage and creep of high-performance concrete based on calcium sulfoaluminate cement. Cem. Concr. Comp. 2019, 98, 61–73. [Google Scholar] [CrossRef]
- Pimraksa, K.; Chindaprasirt, P. Sulfoaluminate cement-based concrete. In Eco-Efficient Repair and Rehabilitation of Concrete Infrastructures; Pacheco-Torgal, F., Melchers, R.E., Shi, X., Belie, N.D., Tittelboom, K.V., S’aez, A., Eds.; Woodhead Publishing: Sawston, UK, 2018; Chapter 14; pp. 355–385. [Google Scholar] [CrossRef]
- Bertola, F.; Gastaldi, D.; Irico, S.; Paul, G.; Canonico, F. Influence of the amount of calcium sulfate on physical/mineralogical properties and carbonation resistance of CSA-based cements. Cem. Concr. Res. 2022, 151, 106634. [Google Scholar] [CrossRef]
- Yang, Z.; Ye, H.; Yuan, Q.; Li, B.; Li, Y.; Zhou, D. Factors influencing the hydration, dimensional stability, and strength development of the OPC-CSA-Anhydrite ternary system. Materials 2021, 14, 7001. [Google Scholar] [CrossRef]
- Tan, B.; Okoronkwo, M.U.; Kumar, A.; Ma, H. Durability of calcium sulfoaluminate cement concrete. J. Zhejiang Univ.-Sci. 2020, 21, 118–128. [Google Scholar] [CrossRef]
- Chen, I.A.; Hargis, C.W.; Juenger, M.C.G. Understanding expansion in calcium sulfoaluminate-belite cements. Cem. Concr. Res. 2012, 42, 51–60. [Google Scholar] [CrossRef]
- Wang, L.; Zhan, S.; Tang, X.; Xu, Q.; Qian, K. Pore Solution Chemistry of Calcium Sulfoaluminate Cement and Its Effects on Steel Passivation. Appl. Sci. 2019, 9, 1092. [Google Scholar] [CrossRef]
- Mobili, A.; Belli, A.; Giosué, C.; Telesca, A.; Marroccoli, M.; Tittarelli, F. Calcium sulfoaluminate, geopolimeric, and cementitious mortars for structural applications. Environments 2017, 4, 64. [Google Scholar] [CrossRef]
- Kiventerä, J.; Piekkari, K.; Isteri, V.; Ohenoja, K.; Tanskanen, P.; Illikainen, M. Solidification/stabilization of gold mine tailings using calcium sulfoaluminate-belite cement. J. Clean. Prod. 2019, 239, 118008. [Google Scholar] [CrossRef]
- Coppola, L.; Coffetti, D.; Crotti, E. An holistic approach to a sustainable future in concrete construction. IOP Conf. Ser. Mater. Sci. Eng. 2018, 442, 012024. [Google Scholar] [CrossRef]
- Ren, C.; Wang, W.; Mao, Y.; Yuan, X.; Song, Z.; Sun, J.; Zhao, X. Comparative life cycle assessment of sulfoaluminate clinker production derived from industrial solid wastes and conventional raw materials. J. Clean. Prod. 2017, 116, 1314–1324. [Google Scholar] [CrossRef]
- Marroccoli, M.; Montagnaro, F.; Telesca, A.; Valenti, G.L. Environmental implications of the manufacture of calcium sulfoaluminate-based cements. In Proceedings of the 2nd International Conference on Sustainable Construction Materials and Technologies, Ancona, Italy, 28–30 June 2010; Zachar, J., Claisse, P., Naik, T.R., Ganjiam, E., Eds.; UWM Center for By-Products Utilization: Milwaukee, WI, USA, 2010. [Google Scholar]
- Adolfsson, D.; Menad, N.; Viggh, E.; Bjorkman, B. Steelmaking slags as raw material for sulphoaluminate belite cement. Adv. Cem. Res. 2007, 19, 147–156. [Google Scholar] [CrossRef]
- El-Alfi, E.A.; Gado, R.A. Preparation of calcium sulfoaluminate-belite cement from marble sludge waste. Constr. Build. Mat. 2016, 113, 764–772. [Google Scholar] [CrossRef]
- Isteri, V.; Ohenoja, K.; Hanein, T.; Kinoshita, H.; Tanskanen, P.; Illikainen, M.; Fabritius, T. Production and properties of ferrite-rich CSAB cement from metallurgical industry residues. Sci. Total Environ. 2020, 712, 136208. [Google Scholar] [CrossRef]
- Chen, I.A.; Juenger, M.C.G. Incorporation of coal combustion residuals into calcium sulfoaluminate-belite cement clinkers. Cem. Concr. Comp. 2012, 34, 893–902. [Google Scholar] [CrossRef]
- Isteri, V.; Ohenoja, K.; Hanein, T.; Kinoshita, H.; Kletti, H.; R¨oßler, C.; Tanskanen, P.; Illikainen, M.; Fabritius, T. Ferritic calcium sulfoaluminate belite cement from metallurgical industry residues and phosphogypsum: Clinker production, scale-up, and microstructural characterization. Cem. Concr. Res. 2022, 154, 106715. [Google Scholar] [CrossRef]
- Telesca, A.; Marroccoli, M.; Winnefeld, F. Synthesis and characterization of calcium sulfoaluminate cements produced by different chemical gypsums. Adv. Cem. Res. 2019, 31, 113–123. [Google Scholar] [CrossRef]
- Telesca, A.; Matschei, T.; Marroccoli, M. Study of eco-friendly belite-calcium sulfoaluminate cements obtained from special wastes. Appl. Sci. 2020, 10, 8650. [Google Scholar] [CrossRef]
- Galluccio, S.; Beirau, T.; Pollmann, H. Maximization of the reuse of industrial residues for the production of eco-friendly CSA-belite clinker. Constr. Build. Mater. 2019, 208, 250–257. [Google Scholar] [CrossRef]
- Shen, Y.; Qian, J.; Chai, J.; Fan, Y. Calcium sulphoaluminate cements made with phosphogypsum: Production issues and material properties. Cem. Concr. Res. 2014, 48, 67–74. [Google Scholar] [CrossRef]
- Marroccoli, M.; Pace, M.L.; Telesca, A.; Valenti, G.L. Synthesis of calcium sulfoaluminate cements from Al2O3-rich by-products from aluminium manufacture. In Proceedings of the 2nd International Conference on Sustainable Construction Materials and Technologies, Ancona, Italy, 28–30 June 2010; Zachar, J., Claisse, P., Naik, T.R., Ganjiam, E., Eds.; UWM Center for By-Products Utilization: Milwaukee, WI, USA, 2010. [Google Scholar]
- Arjunan, P.; Silsbee, M.R.; Roy, D.M. Sulfoaluminate-belite cement from low-calcium fly ash and sulfur-rich and other industrial by-products. Cem. Concr. Res. 1999, 29, 1305–1311. [Google Scholar] [CrossRef]
- García-Maté, M.; De la Torre, A.G.; Leon-Reina, L.; Aranda, M.A.G.; Santacruz, I. Hydration studies of calcium sulfoaluminate cements blended with fly ash. Cem. Concr. Res. 2013, 54, 12–20. [Google Scholar] [CrossRef]
- Hargis, C.W.; Telesca, A.; Monteiro, P.J.M. Calcium sulfoaluminate (Ye’elimite) hydration in the presence of gypsum, calcite, and vaterite. Cem. Concr. Res. 2014, 65, 15–20. [Google Scholar] [CrossRef]
- Lukas, H.J.; Winnefeld, F.; Tschopp, E.; Müller, C.J.; Lothenbach, B. Influence of fly ash on the hydration of calcium sulfoaluminate cement. Cem. Concr. Res. 2017, 95, 152–163. [Google Scholar] [CrossRef]
- Martin, L.H.J.; Winnefeld, F.; Müller, C.J.; Lothenbach, B. Contribution of limestone to the hydration of calcium sulfoaluminate cement. Cem. Concr. Comp. 2015, 62, 204–211. [Google Scholar] [CrossRef]
- Pelletier-Chaignat, L.; Winnefeld, F.; Lothenbach, B.; Müller, C.J. Beneficial use of limestone filler with calcium sulfoaluminate cement. Constr. Build. Mat. 2012, 26, 619–627. [Google Scholar] [CrossRef]
- Bertola, F.; Gastaldi, D.; Canonico, F.; Paul, G. CSA and slag: Towards CSA composite binders. Adv. Cem. Res. 2019, 31, 147–158. [Google Scholar] [CrossRef]
- Yoon, H.N.; Seo, J.; Kim, S.; Lee, H.K.; Park, S. Hydration of calcium sulfoaluminate cement blended with blast-furnace slag. Const. Build. Mater. 2021, 268, 121214. [Google Scholar] [CrossRef]
- Gao, D.; Zhang, Z.; Meng, Y.; Tang, J.; Yang, L. Effect of Flue Gas Desulfurization Gypsum on the Properties of Calcium Sulfoaluminate Cement Blended with Ground Granulated Blast Furnace Slag. Materials 2021, 14, 382. [Google Scholar] [CrossRef] [PubMed]
- Kim, T.; Seo, K.-Y.; Kang, C.; Lee, T.-K. Development of Eco-Friendly Cement Using a Calcium Sulfoaluminate Expansive Agent Blended with Slag and Silica Fume. Appl. Sci. 2021, 11, 394. [Google Scholar] [CrossRef]
- IEA. Net Zero by 2050. A Roadmap for the Global Energy Sector; IEA: Paris, France, 2021. [Google Scholar]
- Eurofer. Low Carbon Roadmap. Pathways to a CO2-Neutral European Steel Industry; Eurofer: Brussels, Belgium, 2019; Available online: https://www.eurofer.eu/assets/Uploads/EUROFER-Low-Carbon-Roadmap-Pathways-to-a-CO2-neutral-European-Steel-Industry.pdf (accessed on 1 February 2024).
- Snellings, R. Assessing, understanding and unlocking supplementary cementitious materials. RILEM Tech. Lett. 2016, 1, 50–55. [Google Scholar] [CrossRef]
- Molino, B.; De Vincenzo, A.; Ferone, C.; Messina, F.; Colangelo, F.; Cioffi, R. Recycling of clay sediments for geopolymer binder production. A new perspective for reservoir management in the framework of Italian legislation: The Occhito reservoir case study. Materials 2014, 7, 5603–5616. [Google Scholar] [CrossRef] [PubMed]
- Hussain, M.; Levacher, D.; Leblanc, N.; Zmamou, H.; Djeran-Maigre, I.; Razakamanantsoa, A.; Saouti, L. Reuse of harbour and river dredged sediments in adobe bricks. Clean. Mater. 2022, 3, 100046. [Google Scholar] [CrossRef]
- Brils, J.; de Boer, P.; Mulder, J.; de Boer, E. Reuse of dredged material as a way to tackle societal challenges. J. Soils Sediments 2014, 14, 1638–1641. [Google Scholar] [CrossRef]
- Crocetti, P.; González-Camejo, J.; Li, K.; Foglia, A.; Eusebi, A.; Fatone, F. An overview of operations and processes for circular management of dredged sediments. Waste Manag. 2022, 146, 20–35. [Google Scholar] [CrossRef]
- Soleimani, T.; Hayek, M.; Junqua, G.; Salgues, M.; Souche, J.C. Environmental, economic and experimental assessment of the valorization of dredged sediment through sand substitution in concrete. Sci. Total Environ. 2023, 858, 159980. [Google Scholar] [CrossRef] [PubMed]
- Ferone, C.; Liguori, B.; Capasso, I.; Colangelo, F.; Cioffi, R.; Cappelletto, E.; Di Maggio, R. Thermally treated clay sediments as geopolymer source material. Appl. Clay Sci. 2015, 107, 195–204. [Google Scholar] [CrossRef]
- Anger, B.; Moulin, I.; Commene, J.P.; Thery, F.; Levacher, D. Fine-grained reservoir sediments: An interesting alternative raw material for Portland cement clinker production. Eur. J. Environ. Civ. Eng. 2017, 23, 957–970. [Google Scholar] [CrossRef]
- Faure, A.; Smith, A.; Coudray, C.; Anger, B.; Colina, H.; Moulin, I.; Thery, F. Ability of Two Dam Fine-Grained Sediments to be Used in Cement Industry as Raw Material for Clinker Production and as Pozzolanic Additional Constituent of Portland-Composite Cement. Waste Biomass Valorization 2017, 8, 2141–2163. [Google Scholar] [CrossRef]
- Snellings, R.; Cizer, Ö.; Horckmans, L.; Durdziński, P.T.; Dierckx, P.; Nielsen, P.; Van Balen, K.; Vandewalle, L. Properties and pozzolanic reactivity of flash calcined dredging sediments. Appl. Clay Sci. 2016, 129, 35–39. [Google Scholar] [CrossRef]
- Martellotta, A.M.N.; Petrella, A.; Gentile, F.; Levacher, D.; Piccinni, A.F. Reuse of Lake Sediments in Sustainable Mortar. Environments 2023, 10, 149. [Google Scholar] [CrossRef]
- Mohammed, S. Processing effect and reactivity assessment of artificial pozzolans obtained from clays and clay wastes: A review. Constr. Build. Mat. 2017, 140, 10–19. [Google Scholar] [CrossRef]
- Zhao, Z.; Benzerzour, M.; Abriak, N.E.; Damidot, D.; Courard, L.; Wang, D. Use of uncontaminated marine sediments in mortar and concrete by partial substitution of cement. Cem. Concr. Compos. 2018, 93, 155–162. [Google Scholar] [CrossRef]
- Aoual-Benslafa, F.K.; Kerdal, D.; Ameur, M.; Mekerta, B.; Semcha, A. Durability of mortars made with dredged sediments. Procedia Eng. 2015, 118, 240–250. [Google Scholar] [CrossRef]
- Rozière, E.; Samara, M.; Loukili, A.; Damidot, D. Valorisation of sediments in self-consolidating concrete: Mix-design and microstructure. Constr. Build. Mater. 2015, 81, 1–10. [Google Scholar] [CrossRef]
- Chu, D.C.; Kleib, J.; Amar, M.; Benzerzour, M.; Abriak, N.E. Recycling of dredged sediment as a raw material for the manufacture of Portland cement-Numerical modeling of the hydration of synthesized cement using the CEMHYD3D code. J. Build. Eng. 2022, 48, 103871. [Google Scholar] [CrossRef]
- Taylor, H.F.W. Cement Chemistry, 2nd ed.; Academic Press: London, UK, 1997; p. 480. [Google Scholar] [CrossRef]
- Cook, R.A.; Hover, K.C. Mercury porosimetry of hardened cement pastes. Cem. Concr. Res. 1999, 29, 933–943. [Google Scholar] [CrossRef]
- Diamond, S. Mercury porosimetry—An inappropriate method for the measurement of pore size distributions in cement-based materials. Cem. Concr. Res. 2000, 30, 1517–1525. [Google Scholar] [CrossRef]
- Bernardo, G.; Telesca, A.; Valenti, G.L. A porosimetric study of calcium sulfoaluminate cement pastes cured at early ages. Cem. Concr. Res. 2006, 36, 1042–1047. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | Mineralogical Phase Composition | |||||
|---|---|---|---|---|---|---|
| CSA Cement | RS | TTCRSBT | CSA Cement | ICDD Ref. Number | ||
| CaO | 44.58 | 9.05 | 10.10 | Ye’elimite | 30-0256 | 43.0 |
| SiO2 | 8.95 | 51.86 | 58.11 | β-belite | 33-0302 | 21.7 |
| Al2O3 | 22.42 | 13.48 | 15.26 | Celite | 38-1429 | 3.8 |
| Fe2O3 | 1.86 | 5.16 | 5.10 | Anhydrite | 37-1496 | 19.1 |
| TiO2 | 1.10 | 0.65 | 0.76 | Calcite | 05-0586 | 1.1 |
| K2O | 0.30 | 1.74 | 1.94 | Brownmillerite | 30-0256 | 4.5 |
| MnO | 0.08 | 0.15 | 0.17 | Gehlenite | 73-2041 | 1.6 |
| Na2O | 0.08 | 0.81 | 0.90 | Others | 5.2 | |
| MgO | 0.94 | 2.04 | 2.26 | |||
| SO3 | 16.85 | 0.22 | 0.46 | |||
| P2O5 | 0.05 | 0.15 | 0.18 | |||
| L.o.i * | 2.16 | 14.50 | 2.70 | |||
| Total | 99.37 | 99.81 | 97.94 | Total | 100.0 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Telesca, A.; Marroccoli, M. Fabrication and Properties of Blended Calcium Sulfoaluminate Cements Based on Thermally Treated Reservoir Sediments. Appl. Sci. 2024, 14, 1359. https://doi.org/10.3390/app14041359
Telesca A, Marroccoli M. Fabrication and Properties of Blended Calcium Sulfoaluminate Cements Based on Thermally Treated Reservoir Sediments. Applied Sciences. 2024; 14(4):1359. https://doi.org/10.3390/app14041359
Chicago/Turabian StyleTelesca, Antonio, and Milena Marroccoli. 2024. "Fabrication and Properties of Blended Calcium Sulfoaluminate Cements Based on Thermally Treated Reservoir Sediments" Applied Sciences 14, no. 4: 1359. https://doi.org/10.3390/app14041359