
Enhanced Mechanical Joining between Carbon-Fiber- Reinforced Plastic and Steel Plates Using the Clearance-Filling Effect of Structural Adhesive

Abstract
:1. Introduction
2. Experimental Methods
2.1. Materials
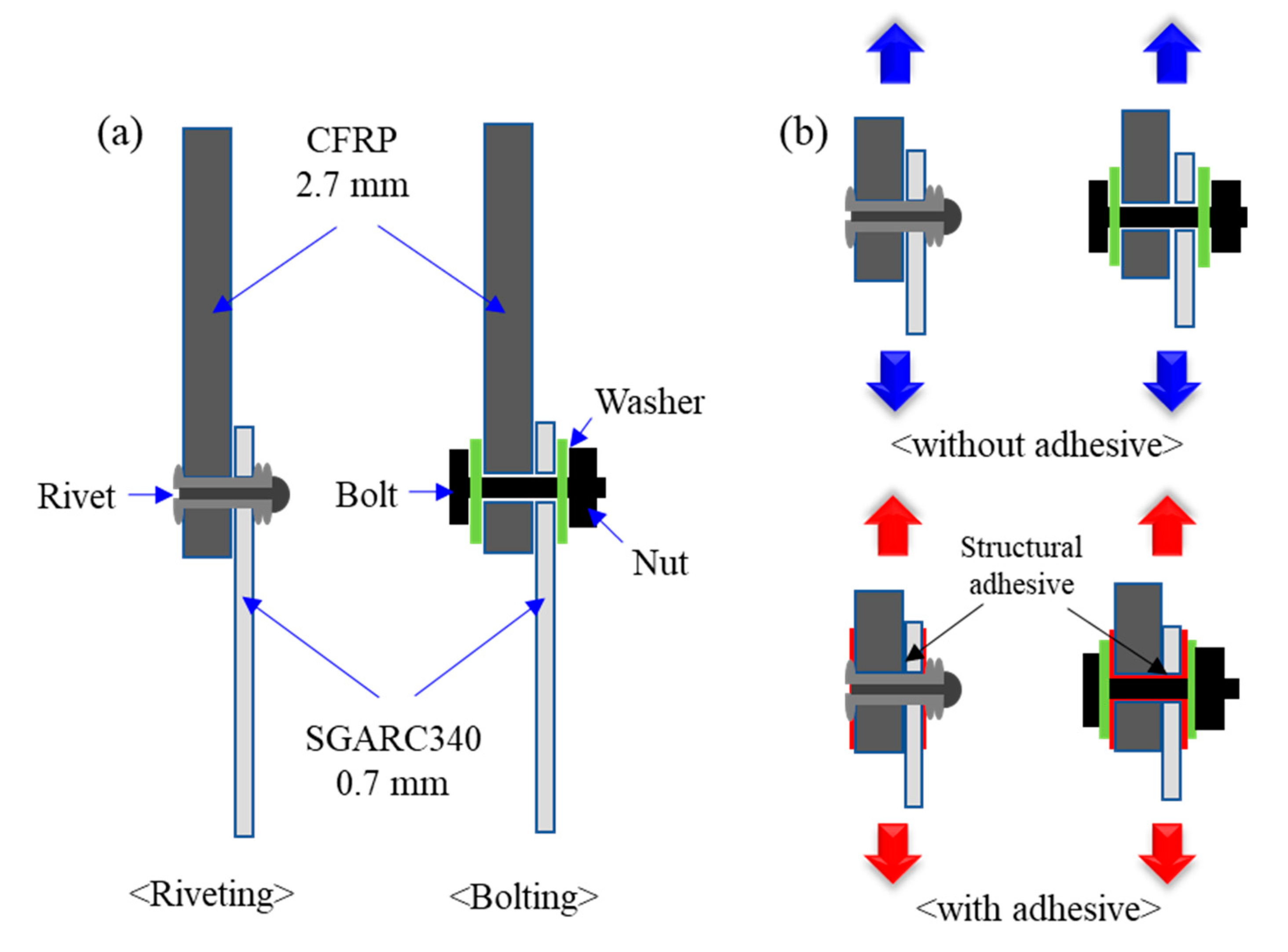
2.2. Preparation of CFRP/Steel Specimens for LSS Test
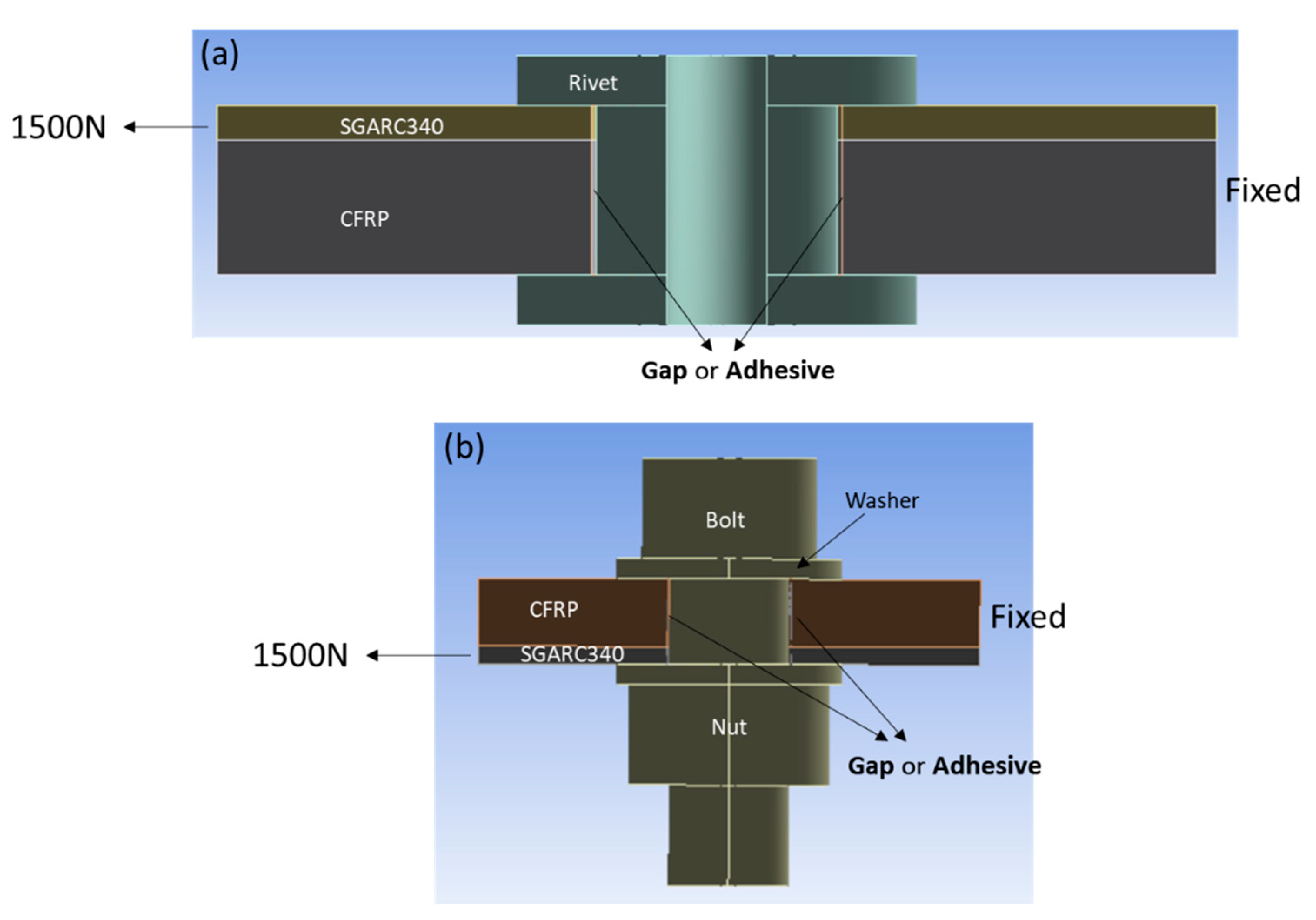
2.3. Numerical Analysis of Stress Distribution for the CFRP/Steel Specimens
3. Results and Discussion
3.1. Characteristics of LSS in Hybrid Bonding between CFRP/Steel with Clearance-Filling Effect
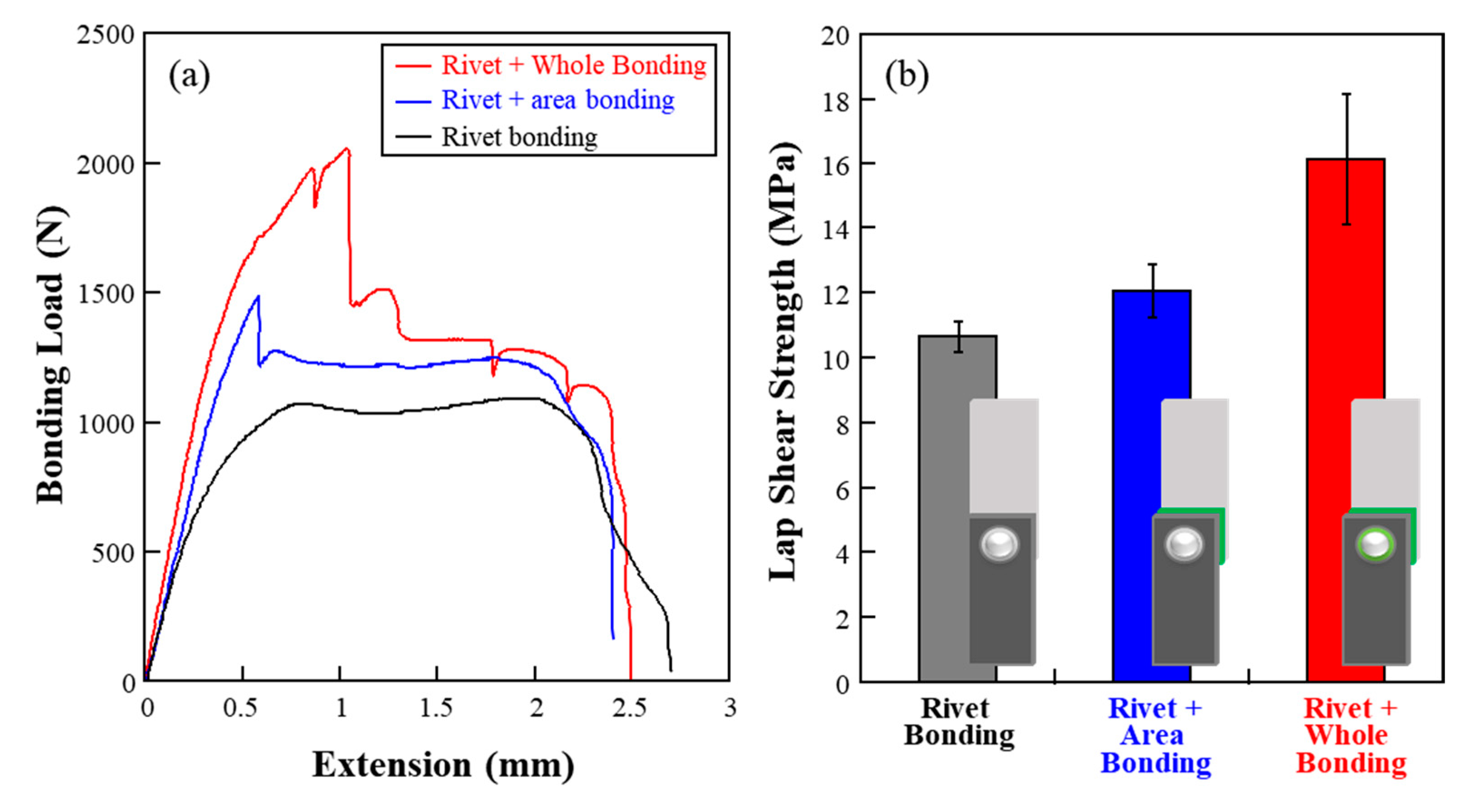
3.1.1. Riveting
3.1.2. Bolting
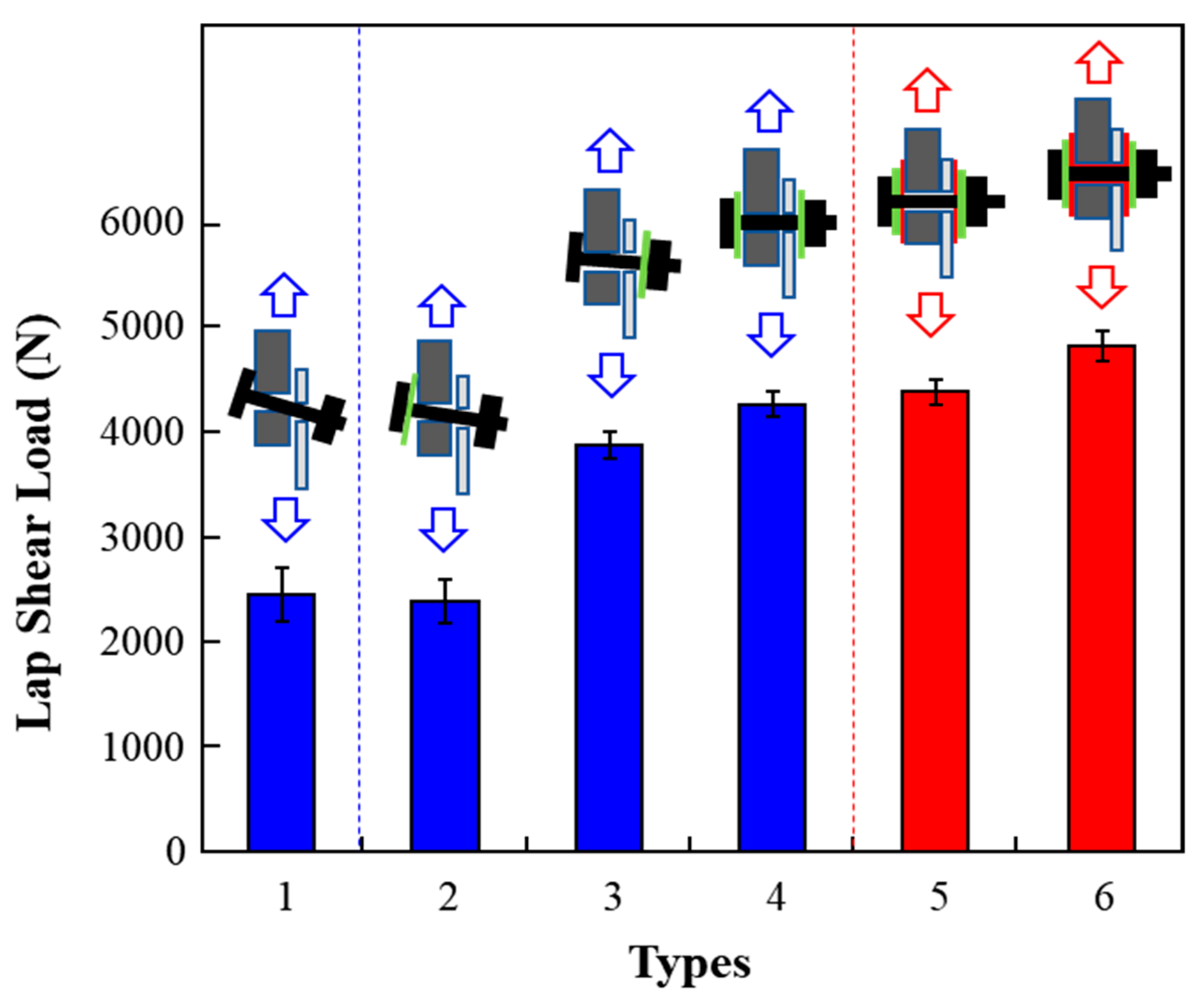
3.2. Riveting and Bolting in Hybrid Bonding between CFRP/Steel Composites
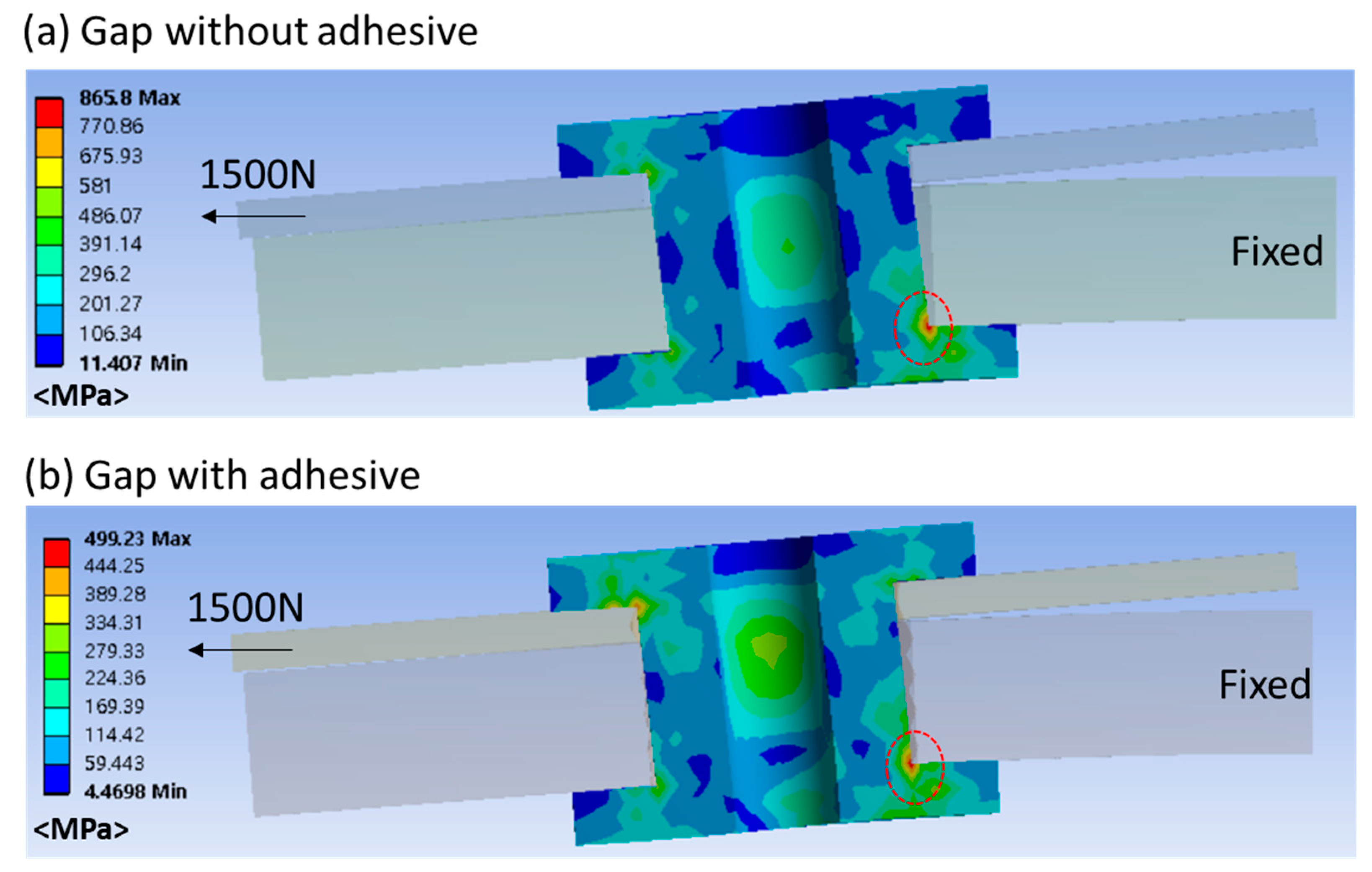
3.3. Numerical Analysis of Hybrid-Bonded CFPR/Steel Composites
4. Conclusions
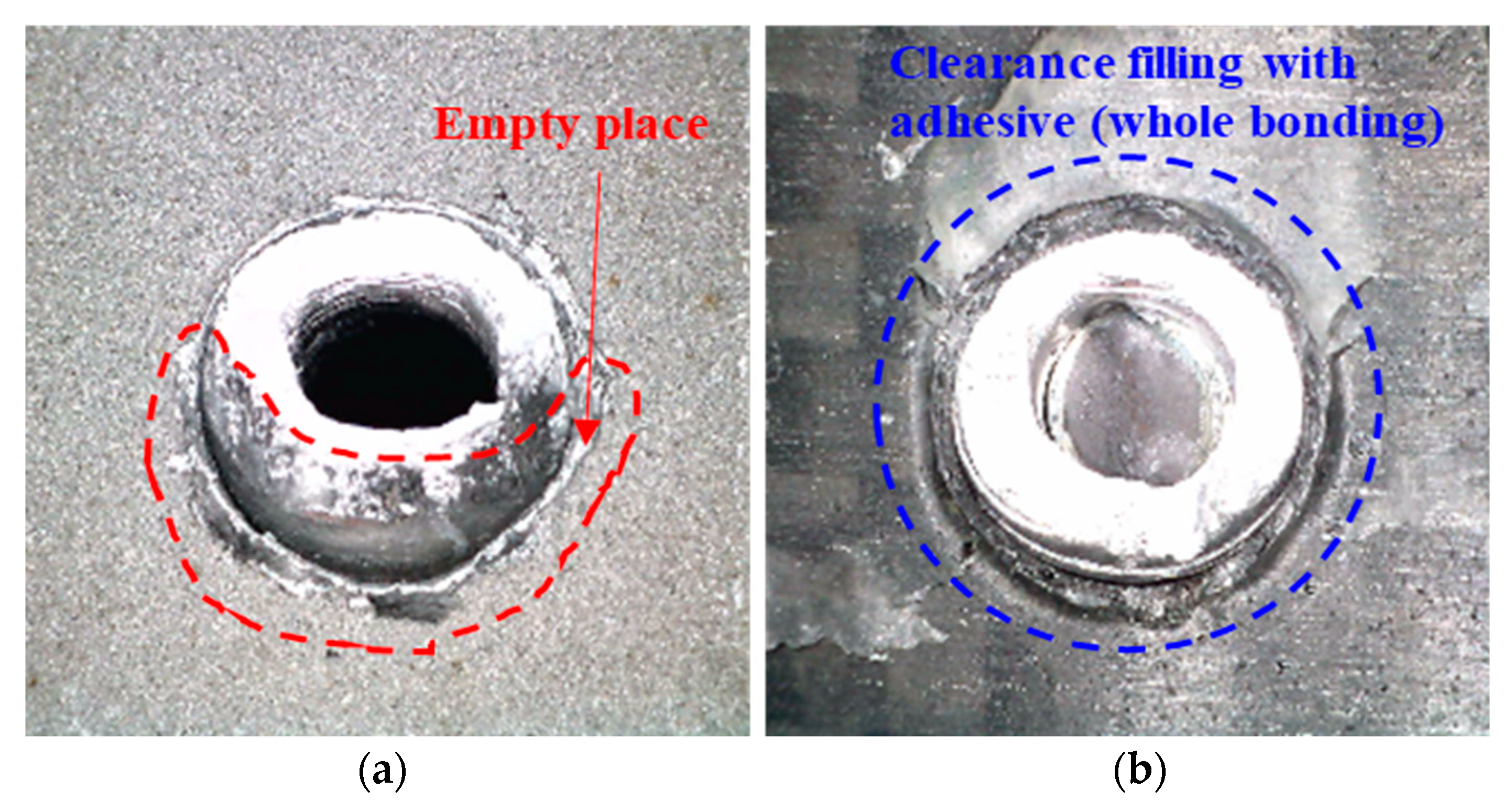
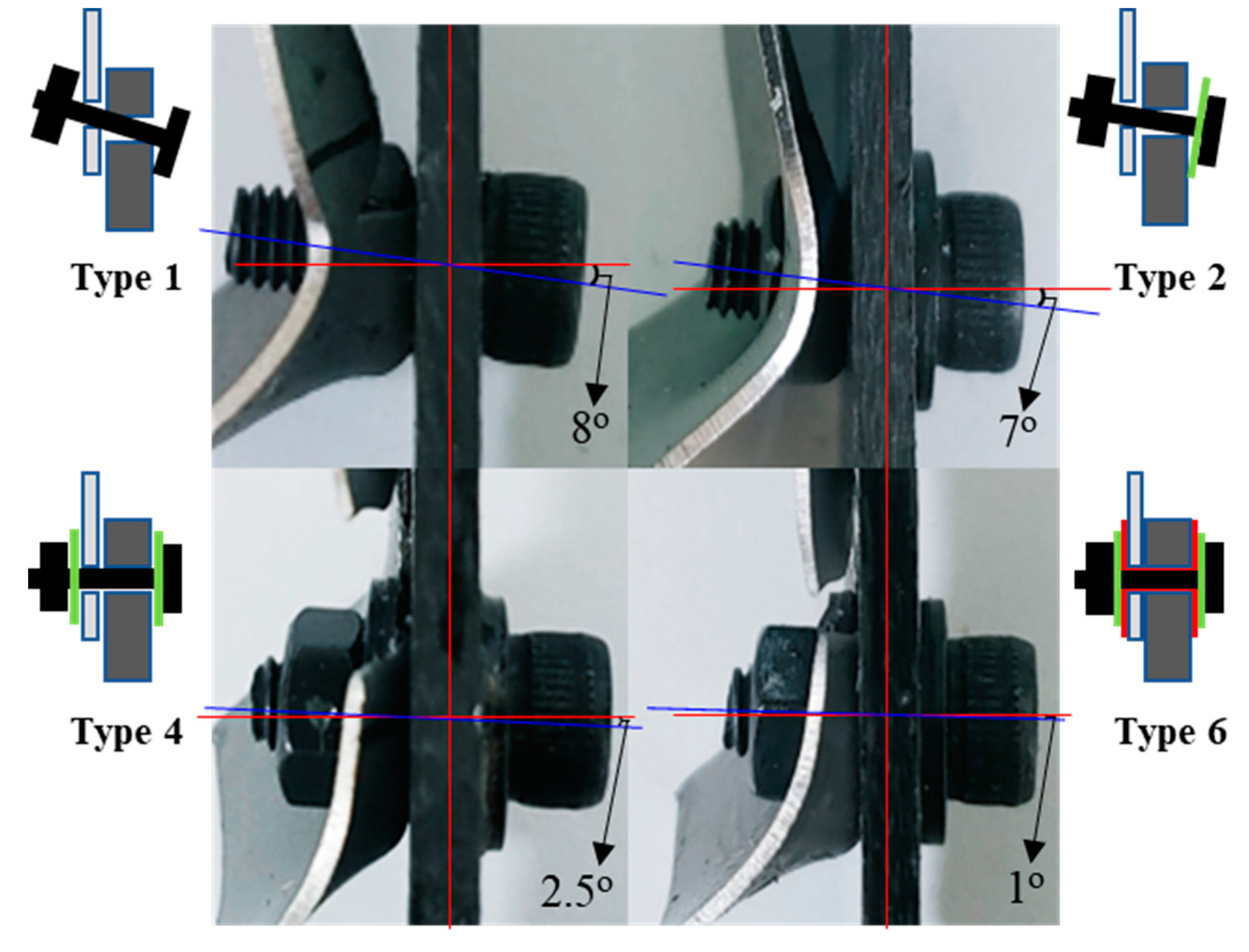
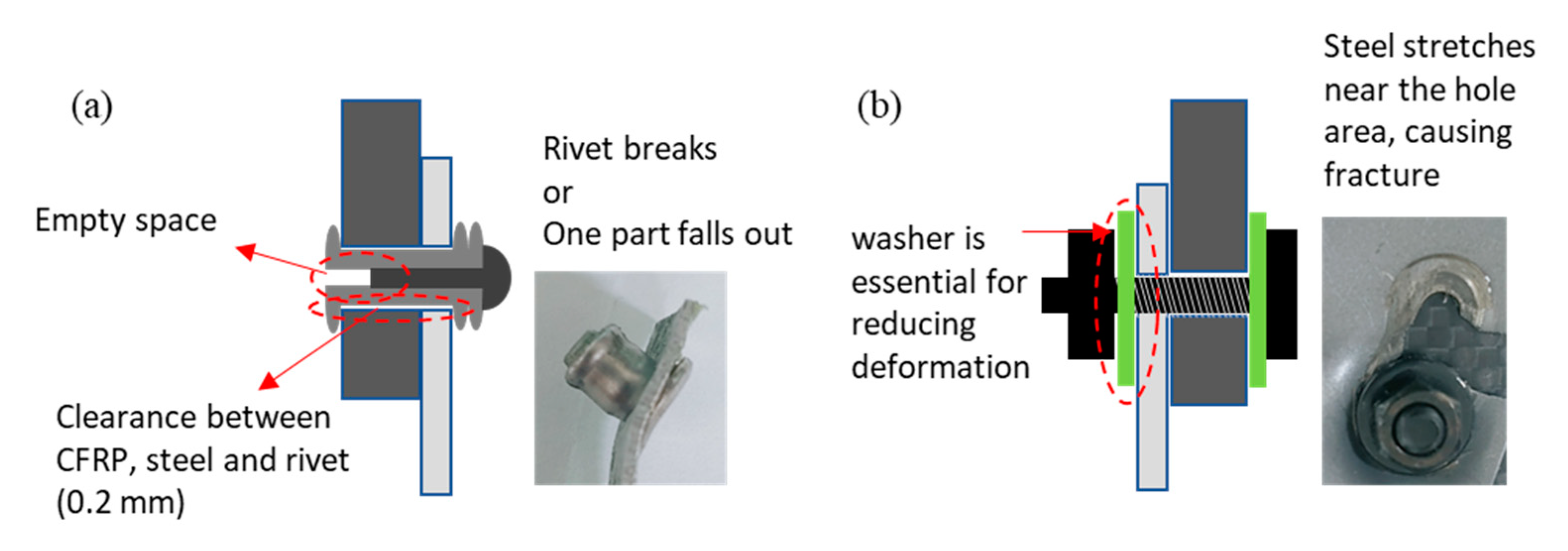
- The clearance is inevitable when mechanically fastening dissimilar materials using rivets and bolts, and the clearance causes inclination of the fastener when an external force is applied.
- When using structural adhesive, it is natural that the bonding strength increases due to the adhesion force, but in addition to this, the bonding strength improves due to the mechanism in which the fastener is prevented from tilting. In riveting, the clearance-filling effect showed an 33% improvement in LSS, even if the adhesion force caused by adhesive was excluded. In bolting, the bonding strength increased to twice the original value using the structural adhesive in the clearance, along with the washer to prevent the deformation of the steel. With the washer, the clearance-filling effect alone showed a 10% improvement in LSS.
- The clearance-filling effect reduces the stress applied to the rivet and bolt when subjected to external force. So, this effect was significant in the case of the rivet that fractured in the fastener. Even in the case of the bolt, in which fracture did not occur in the fastener, the deformation of the bolt was reduced, resulting in less deformation of the steel where fracture occurred, leading to improved bonding strength.
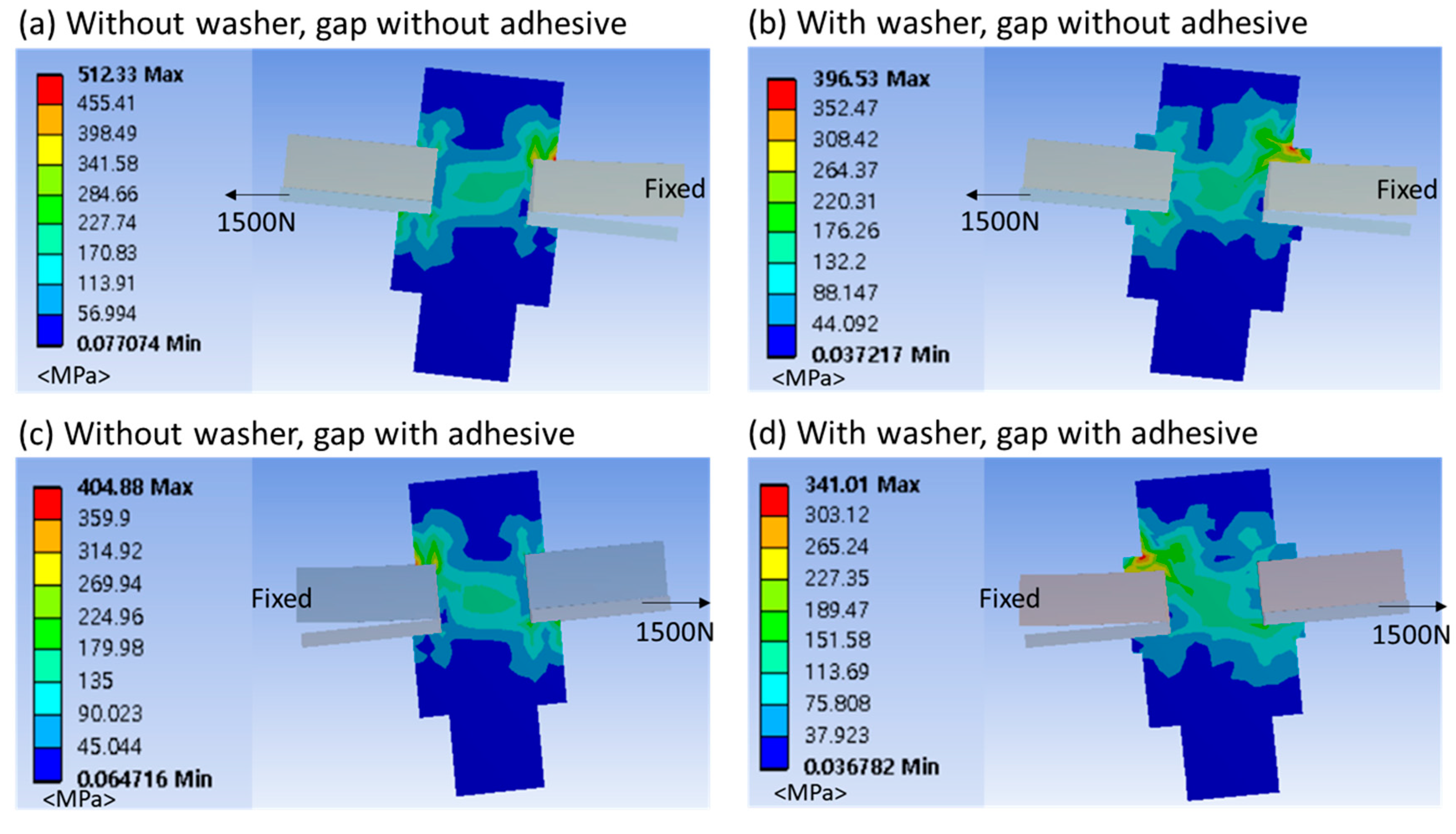
- Various cases were numerically analyzed to verify the above findings. In riveting, the maximum stress exerted on the rivet was reduced by clearance-filling, in accordance with the experimental results. Similar trends of numerical analysis results were obtained in bolting. One thing to note is that the use of washers in bolting had the same effect as the stress reduction on the bolt caused by the clearance-filling effect.
- The results show the necessity of preventing the inclination of the fastener during mechanical fastening between dissimilar materials and reveal the mechanism that can help develop an efficient fastening method in the future.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chung, D.D.L. A Review of Multifunctional Polymer-Matrix Structural Composites. Compos. Part B Eng. 2019, 160, 644–660. [Google Scholar] [CrossRef]
- González, C.; Vilatela, J.; Molina-Aldareguía, J.; Lopes, C.; LLorca, J. Structural Composites for Multifunctional Applications: Current Challenges and Future Trends. Prog. Mater. Sci. 2017, 89, 194–251. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Biscaia, H.; Chastre, C.; Silva, M.A. Bond characteristics of CFRP-to-steel joints. J. Constr. Steel Res. 2017, 138, 401–419. [Google Scholar] [CrossRef]
- Pan, Z.; Qiao, F.; Wang, M.; Wu, Z.; Ying, Z. A novel damage mechanism analysis of integrally braided CFRP and CFRP/Aluminum hybrid composite tube subjected to transverse impact. Mater. Des. 2021, 206, 109815. [Google Scholar] [CrossRef]
- Xu, L.Y.; Lu, J.; Li, K.; Hu, J. Experimental Study of CFRP Laser Surface Modification and Bonding Characteristics of CFRP/Al6061 Heterogeneous Joints. Compos. Struct. 2022, 283, 115030. [Google Scholar] [CrossRef]
- Moreira, R.D.F.; Moura, M.; Silva, F.; Rodrigues, J.; Silva, F.D.R. Fracture Characterization of a Bi-material Bonded Aluminum/CFRP Joints under Mixed-mode I + II Loading. Fatigue Fract. Eng. Mater. Struct. 2022, 45, 2215–2226. [Google Scholar] [CrossRef]
- Sun, Y.; Zhang, Y.; Long, H.; Sun, Y.; Zou, L.; Yang, X. Friction Stir Lap Welding for Dissimilar Materials of Aluminum Alloy and Carbon-Fiber-Reinforced Polyetherimide. Mater. Today Commun. 2022, 33, 104427. [Google Scholar] [CrossRef]
- Wang, S.; Xu, Y.; Wang, W.; Tian, Y.; Zhang, X.; Huang, H.; Zheng, D. Enhancing Interfacial Bonding in Friction Stir Lap Welding of Light Metal and Carbon Fiber Reinforced Polymer Composite. J. Manuf. Process. 2022, 83, 729–741. [Google Scholar] [CrossRef]
- Paliwal, I.; Ramji, M. A Detailed Study on the Damage Evolution and Failure Assessment of Single-Lap Hybrid Joints in CFRP Laminates under Tensile Loading. Compos. Struct. 2022, 299, 104427. [Google Scholar] [CrossRef]
- Jiang, L.; Dong, D.; Xiao, S.; Chen, D.; Yang, B.; Yang, G.; Zhu, T. Experiment and Simulation Study on Bonded, Bolted and Hybrid Bolted/Bonded Joints of Textile CFRP Using Bimodulus Constitutive Model. Int. J. Adhes. Adhes. 2022, 116, 103154. [Google Scholar] [CrossRef]
- Suo, H.; Wei, Z.; Zhang, K.; Deng, K.; Cheng, H.; Luo, B.; Li, H.; Wang, L.; Liang, B. Interfacial Wear Damage of CFRP/Ti-Alloy Single-Lap Bolted Joint after Long-Term Seawater Aging. Eng. Fail. Anal. 2022, 139, 106464. [Google Scholar] [CrossRef]
- Li, S.; Zhang, S.; Li, H.; Qin, X.; Wu, X.; Gui, L. Numerical and Experimental Investigation of Fitting Tolerance Effects on Bearing Strength of CFRP/Al Single-Lap Blind Riveted Joints. Compos. Struct. 2022, 281, 115022. [Google Scholar] [CrossRef]
- Ding, G.; Feng, P.; Wang, Y.; Ai, P. Novel Pre-Clamp Lap Joint for CFRP Plates: Design and Experimental Study. Compos. Struct. 2022, 302, 116240. [Google Scholar] [CrossRef]
- Kapidžić, Z.; Granados, D.; Arias, J.; Aguilera, M.; Rodríguez, J.; Callejas, J. Bolt Fatigue in CFRP Joints. Int. J. Fatigue 2022, 164, 107138. [Google Scholar] [CrossRef]
- Vorderbrüggen, J.; Köhler, D.; Grüber, B.; Troschitz, J.; Gude, M.; Meschut, G. Development of a Rivet Geometry for Solid Self-Piercing Riveting of Thermally Loaded CFRP-Metal Joints in Automotive Construction. Compos. Struct. 2022, 291, 115583. [Google Scholar] [CrossRef]
- Fink, A.; Camanho, P.P.; Andrés, J.M.; Pfeiffer, E.; Obst, A. Hybrid CFRP/titanium bolted joints: Performance assessment and application to a spacecraft payload adaptor. Compos. Sci. Technol. 2010, 70, 305–317. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, L.; Xu, C.; Liu, Z.; Zhu, P. Global Sensitivity Analysis of Mechanical Properties in Hybrid Single Lap Aluminum-CFRP (Plain Woven) Joints Based on Uncertainty Quantification. Compos. Struct. 2022, 280, 114841. [Google Scholar] [CrossRef]
- Jiang, H.; Ren, Y. CFRP-Patching Enhancement on Open-Hole CFRP Panel with Micro/Nanofillers-Modified Adhesive Interface: Experimental and Numerical Simulation. Compos. Sci. Technol. 2022, 218, 109180. [Google Scholar] [CrossRef]
- He, Z.; Luo, Q.; Li, Q.; Zheng, G.; Sun, G. Fatigue Behavior of CFRP/Al Adhesive Joints—Failure Mechanisms Study Using Digital Image Correlation (DIC) Technique. Thin-Walled Struct. 2022, 174, 109075. [Google Scholar] [CrossRef]
- Chen, Y.; Li, M.; Su, T.; Yang, X. Mechanical Degradation and Corrosion Characteri zation of Riveted Joints for CFRP/Al Stacks in Simulated Marine Environments. Eng. Fail. Anal. 2022, 137, 106382. [Google Scholar] [CrossRef]
- Wang, A.; Wang, Z.; Zhao, Y.; Chang, Z.; Shao, X.; Kang, Y. Fatigue Behaviour and Failure Mechanism of the Thin/Thick-Ply Hybrid Laminated Composite Bolted Joints. Compos. Struct. 2022, 295, 115636. [Google Scholar] [CrossRef]
- Korbel, A. Effect of Aircraft Rivet Installation Process and Production Variables on Residual Stress, Clamping Force and Fatigue Behaviour of Thin Sheet Riveted Lap Joints. Thin-Walled Struct. 2022, 181, 110041. [Google Scholar] [CrossRef]
- Geier, N.; Póka, G.; Jacsó, Á.; Pereszlai, C. A Method to Predict Drilling-Induced Burr Occurrence in Chopped Carbon Fibre Reinforced Polymer (CFRP) Composites Based on Digital Image Processing. Compos. Part B Eng. 2022, 242, 110054. [Google Scholar] [CrossRef]
- Xu, J.; Yin, Y.; Davim, J.P.; Li, L.; Ji, M.; Geier, N.; Chen, M. A Critical Review Addressing Drilling-Induced Damage of CFRP Composites. Compos. Struct. 2022, 294, 115594. [Google Scholar] [CrossRef]
- Zhou, J.; Shi, Y.; Zuo, Y.; Shan, C.; Gu, Z. Experimental Investigation into Influences of Z-Pin and Deltoid on Structural Properties and Damage Tolerance of CFRP T-Joints. Compos. Part B Eng. 2022, 237, 109875. [Google Scholar] [CrossRef]
- Ouyang, Y.; Chen, C. Research Advances in the Mechanical Joining Process for Fiber Reinforced Plastic Composites. Compos. Struct. 2022, 296, 115906. [Google Scholar] [CrossRef]
- Song, Y.; Cao, H.; Zheng, W.; Qu, D.; Liu, L.; Yan, C. Cutting Force Modeling of Machining Carbon Fiber Reinforced Polymer (CFRP) Composites: A Review. Compos. Struct. 2022, 299, 116096. [Google Scholar] [CrossRef]
- Wu, J.; Chen, C.; Chen, C. Experimental Investigation of High Impact Polystyrene/Metal Self-piercing Riveted Joint. Polym. Adv. Technol. 2022, 33, 2221–2230. [Google Scholar] [CrossRef]
- Lim, Y.; Jun, J.; Leonard, D.; Li, Y.; Chen, J.; Brady, M.; Feng, Z. Study of Galvanic Corrosion and Mechanical Joint Properties of AZ31B and Carbon-Fiber–Reinforced Polymer Joined by Friction Self-Piercing Riveting. J. Magnes. Alloy. 2022, 10, 400–410. [Google Scholar] [CrossRef]
- Granju, J.L.; Balouch, S.U. Corrosion of steel fibre reinforced concrete from the cracks. Cem. Concr. Res. 2005, 35, 572–577. [Google Scholar] [CrossRef]
- Ren, X.; Sherif, M.; Wei, Y.; Lyu, Y.; Sun, Y.; Ozbulut, O. Effect of Corrosion on the Tensile and Fatigue Performance of CFRP Strand Sheet/Steel Double Strap Joints. Eng. Struct. 2022, 260, 114240. [Google Scholar] [CrossRef]
- Schanz, J.; Meinhard, D.; Dostal, I.; Riegel, H.; De Silva, A.; Harrison, D.; Knoblauch, V. Comprehensive Study on the Influence of Different Pretreatment Methods and Structural Adhesives on the Shear Strength of Hybrid CFRP/Aluminum Joints. J. Adhes. 2022, 98, 1772–1800. [Google Scholar] [CrossRef]
- Yang, M.; Kainuma, S.; Xie, J.; Liu, W.; Liu, Y. Bond Behavior between CFRP and Corroded Steel Plate Associations with Surface Treatments. Compos. Part B Eng. 2022, 246, 110280. [Google Scholar] [CrossRef]
- Jabbari, M.; Raftery, G.; Lim, J. Environmental Durability of Epoxy-Bonded CFRP-to-Steel Joints in Mode I Fracture. Int. J. Adhes. Adhes. 2022, 112, 103034. [Google Scholar] [CrossRef]
- Gómez, J.; Barris, C.; Jahani, Y.; Baena, M.; Torres, L. The Effect of Steady and Cyclic Environmental Conditions on the Tensile Behaviour of a Structural Adhesive under Sustained Loading. Compos. Struct. 2022, 286, 115287. [Google Scholar] [CrossRef]
- Moreira, R.; de Moura, M.; Silva, F.; Reina, J. Mixed-Mode I+II Fatigue/Fracture Characterisation of Bi-Material Aluminium/CFRP Bonded Joints. Compos. Part B Eng. 2022, 246, 110240. [Google Scholar] [CrossRef]
- Cristiani, D.; Falcetelli, F.; Yue, N.; Sbarufatti, C.; Di Sante, R.; Zarouchas, D.; Giglio, M. Strain-Based Delamination Prediction in Fatigue Loaded CFRP Coupon Specimens by Deep Learning and Static Loading Data. Compos. Part B Eng. 2022, 241, 110020. [Google Scholar] [CrossRef]
- Wojtczak, E.; Rucka, M. Damage Imaging Algorithm for Non-Destructive Inspection of CFRP/Steel Adhesive Joints Based on Ultrasonic Guided Wave Propagation. Compos. Struct. 2022, 297, 115930. [Google Scholar] [CrossRef]
- Mu, W.-L.; Xu, Q.-H.; Na, J.-X.; Wang, H.; Tan, W.; Li, D.-F. Influence of Temperature and Humidity on the Fatigue Behaviour of Adhesively Bonded CFRP/Aluminium Alloy Joints. J. Adhes. 2022, 98, 1358–1376. [Google Scholar] [CrossRef]
- Silva Neto, A.; Cruz, D.T.L.D.; Ávila, A.F. Nano-modified adhesive by graphene: The single lap-loint case. Mater. Res. 2013, 16, 592–596. [Google Scholar] [CrossRef]
- Ramaswamy, K.; O’Higgins, R.; McCarthy, C. Impact Damage Tolerance and Residual Performance of Novel Interlocked-Hybrid Structural Joints. Compos. Part B Eng. 2022, 241, 109996. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Riveting | Bolting | |
|---|---|---|
| Type 1 | Just riveting | Just bolting |
| Type 2 | Riveting + contact area bonding | Bolting + washer on the bolt-head side |
| Type 3 | Riveting + whole area bonding | Bolting + washer on the nut side |
| Type 4 | - | Bolting + washers on the bolt-head and nut side |
| Type 5 | - | Bolting + washers on the bolt-head and nut side + washer contact area bonding |
| Type 6 | - | Bolting + washers on the bolt-head and nut side + whole area bonding |
| Material | Density | Young’s Modulus | Poisson’s Ratio | |
|---|---|---|---|---|
| Rivet | Al2017 | 2770 kg/m3 | 72 GPa | 0.22 |
| Bolt | Stainless steel | 7750 kg/m3 | 193 GPa | 0.31 |
| CFRP | CFRP | 1540 kg/m3 | 53.5 GPa (In-plane) | 0.32 (In-plane) |
| 9.6 GPa (Out-of-plane) | 0.03 (Out-of-plane) | |||
| SGARC340 | Structural steel | 7850 kg/m3 | 200 GPa | 0.3 |
| Adhesive | Adhesive | 1200 kg/m3 | 0.163 GPa | 0.12 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kwon, D.-J.; Park, J.; Yoo, H.-M. Enhanced Mechanical Joining between Carbon-Fiber- Reinforced Plastic and Steel Plates Using the Clearance-Filling Effect of Structural Adhesive. Appl. Sci. 2023, 13, 4332. https://doi.org/10.3390/app13074332
Kwon D-J, Park J, Yoo H-M. Enhanced Mechanical Joining between Carbon-Fiber- Reinforced Plastic and Steel Plates Using the Clearance-Filling Effect of Structural Adhesive. Applied Sciences. 2023; 13(7):4332. https://doi.org/10.3390/app13074332
Chicago/Turabian StyleKwon, Dong-Jun, Jaehyun Park, and Hyeong-Min Yoo. 2023. "Enhanced Mechanical Joining between Carbon-Fiber- Reinforced Plastic and Steel Plates Using the Clearance-Filling Effect of Structural Adhesive" Applied Sciences 13, no. 7: 4332. https://doi.org/10.3390/app13074332