
Characterization of the Superplastic Magnesium Alloy AZ31 through Free-Forming Tests and Inverse Analysis

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
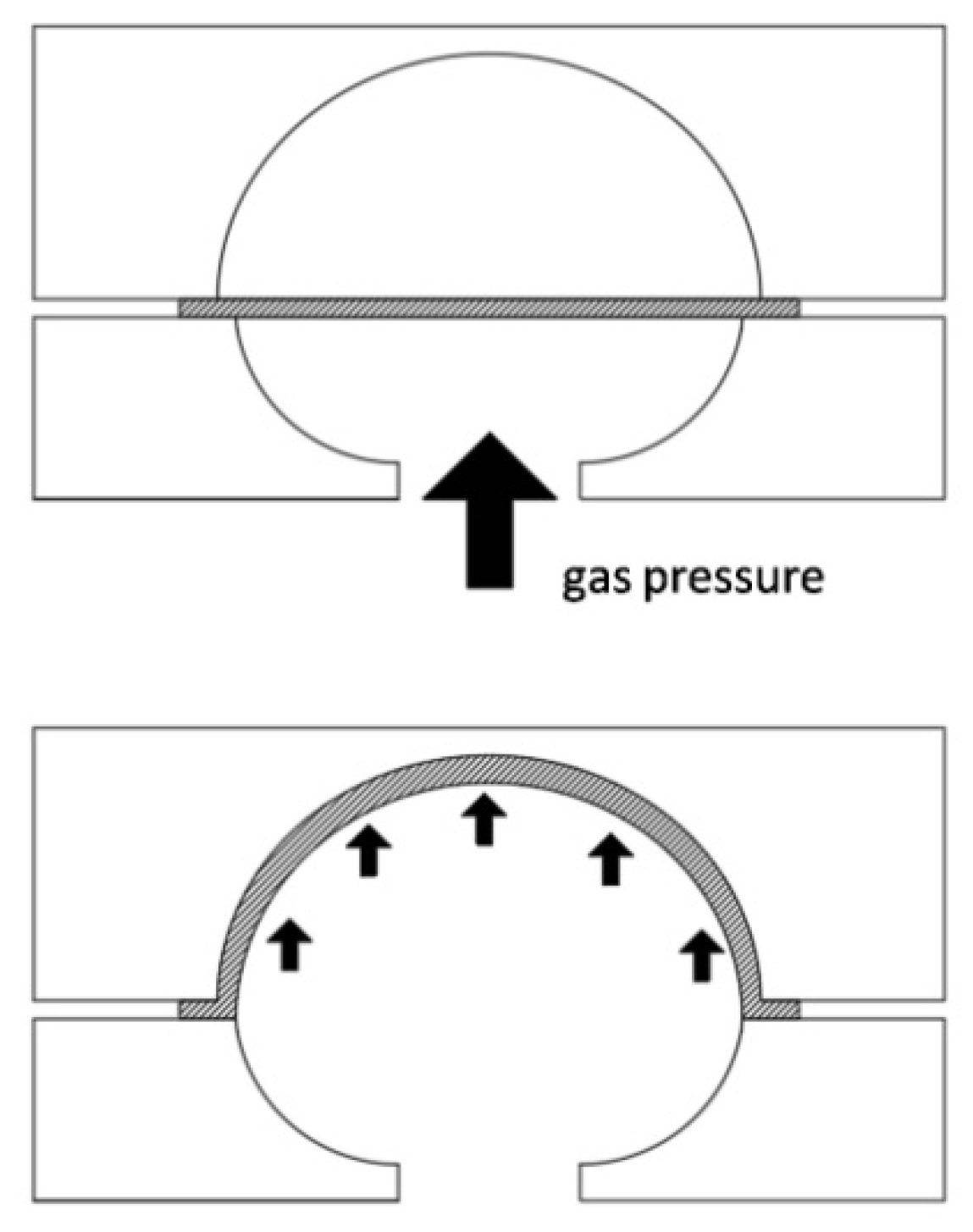
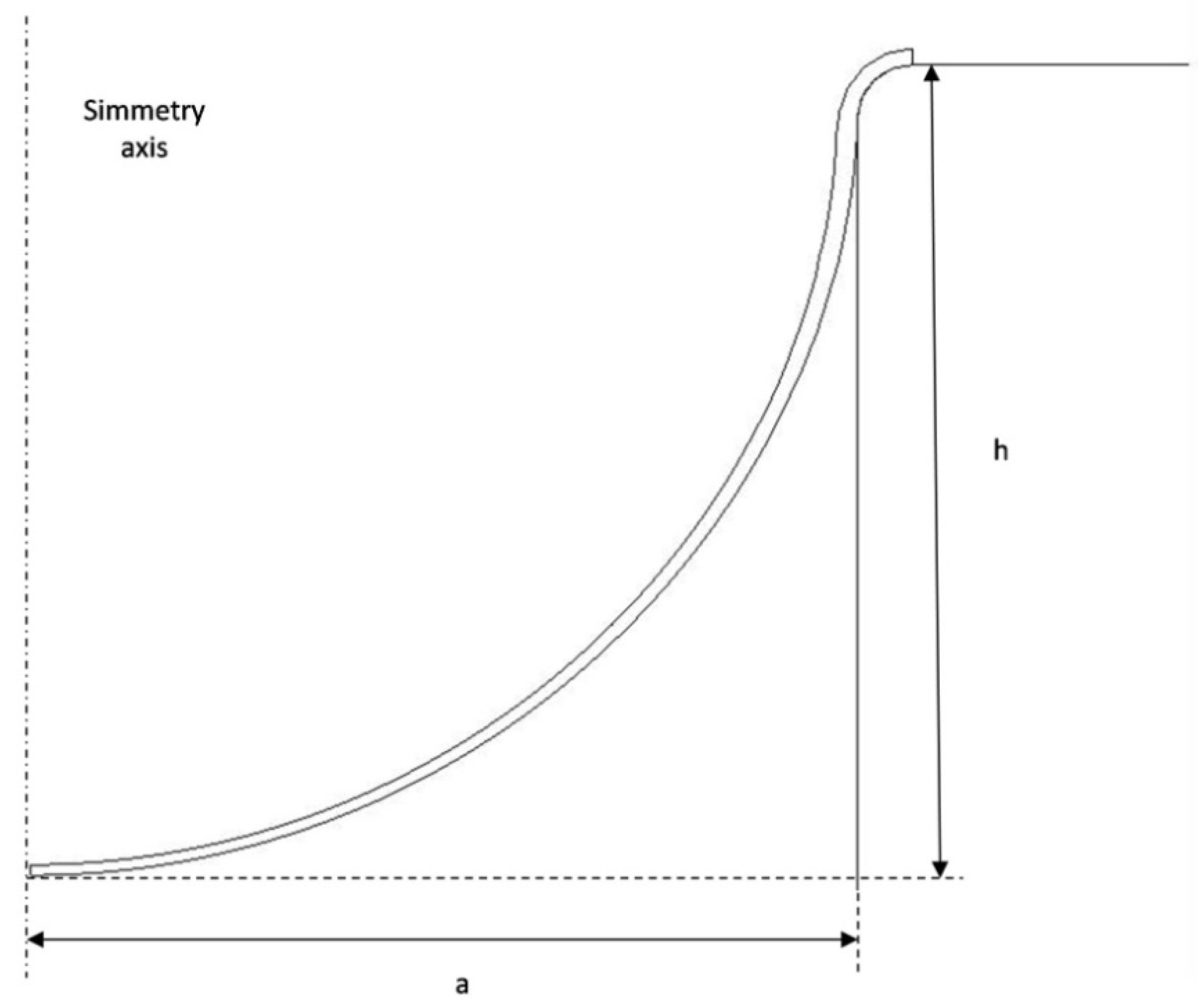
2. Free-Forming Test
2.1. Material
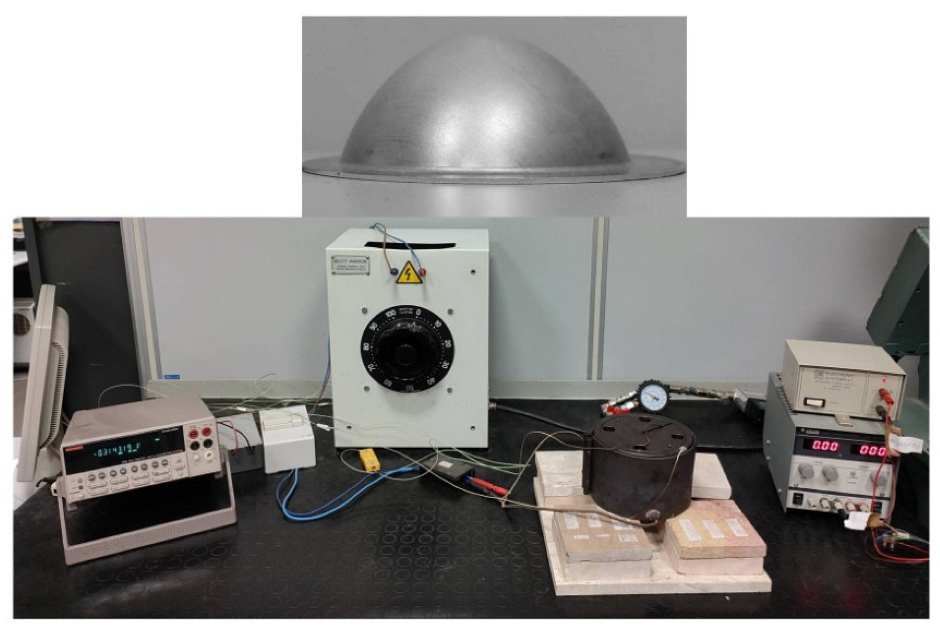
2.2. Experimental Equipment
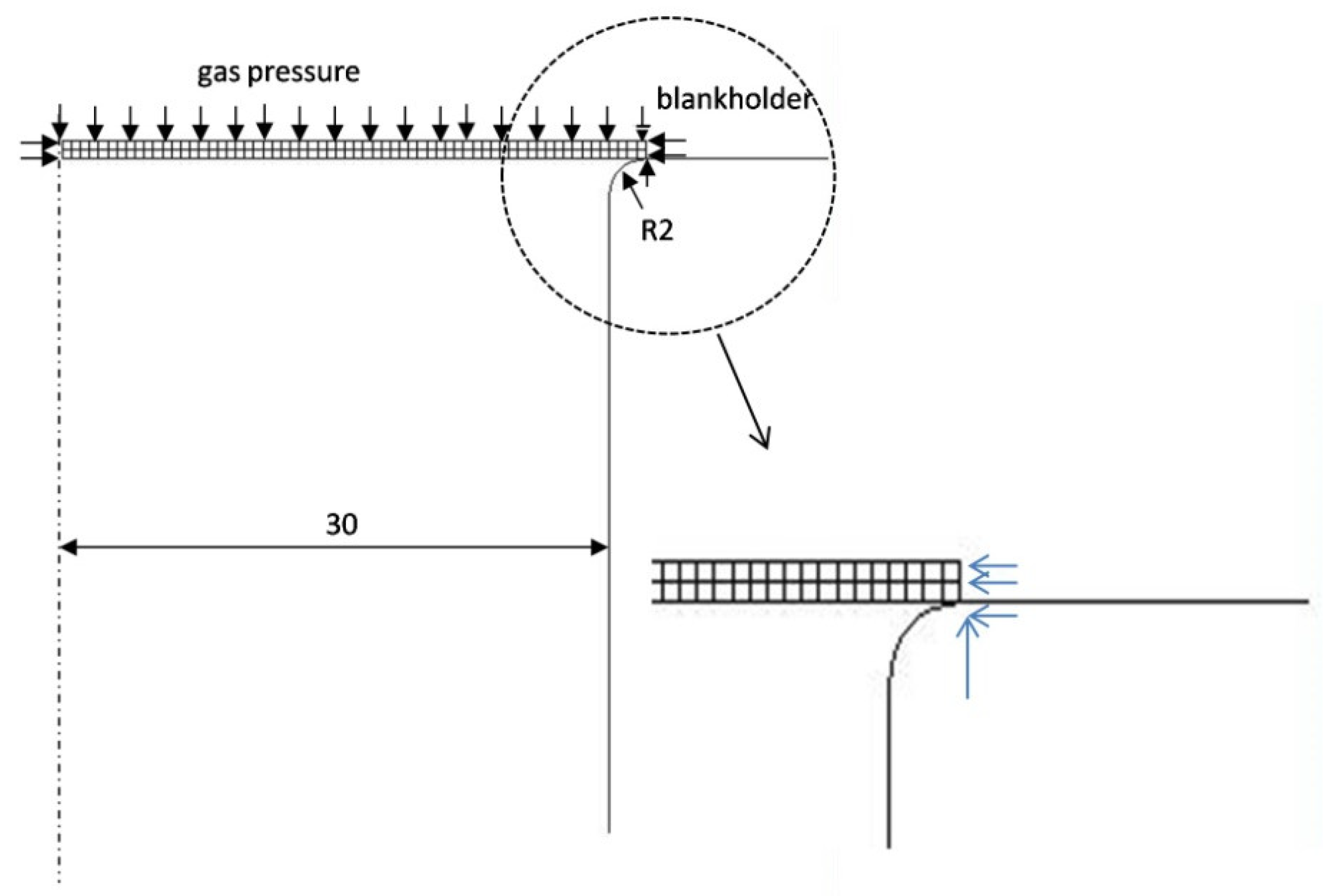
2.3. Finite Element Modeling
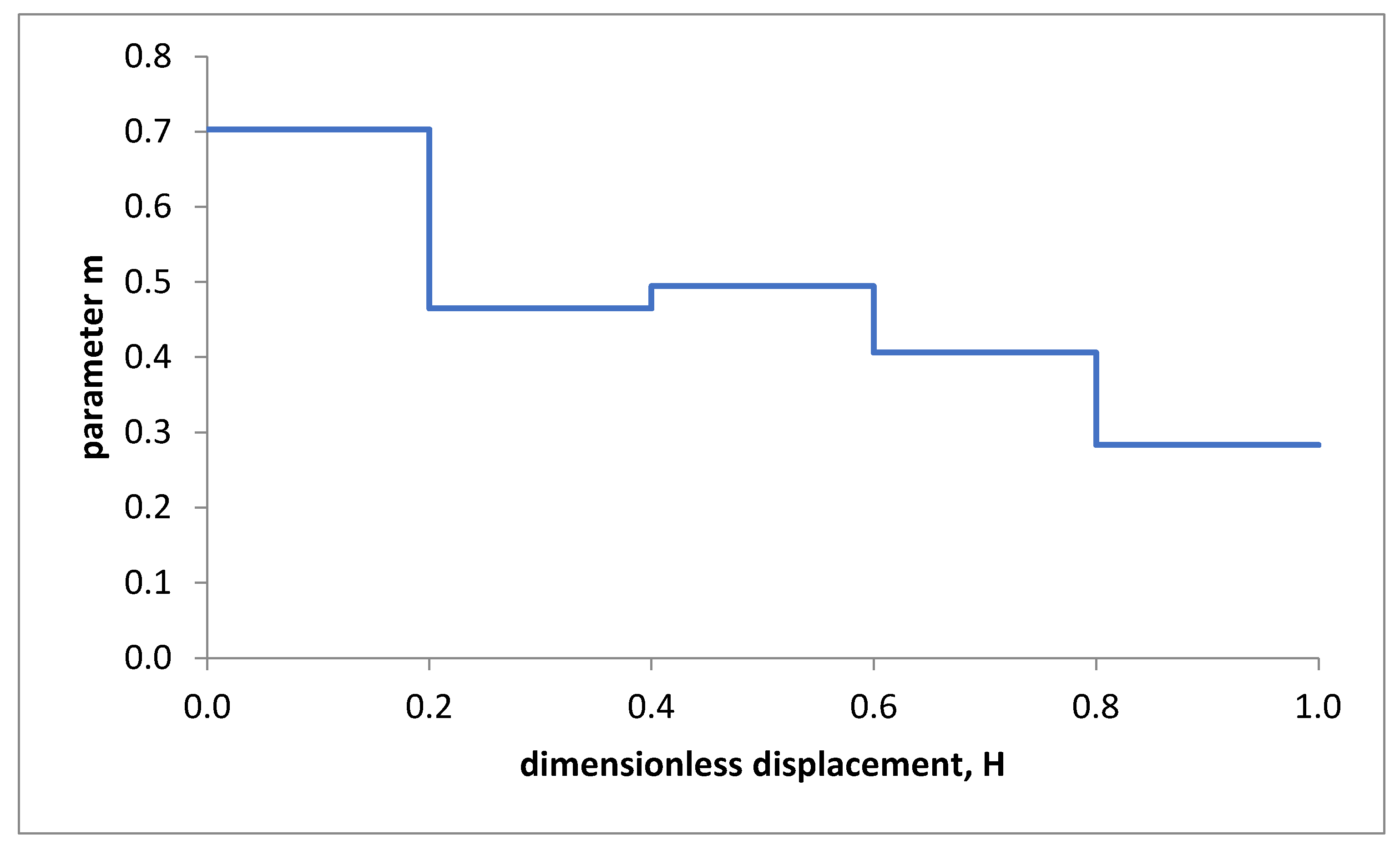
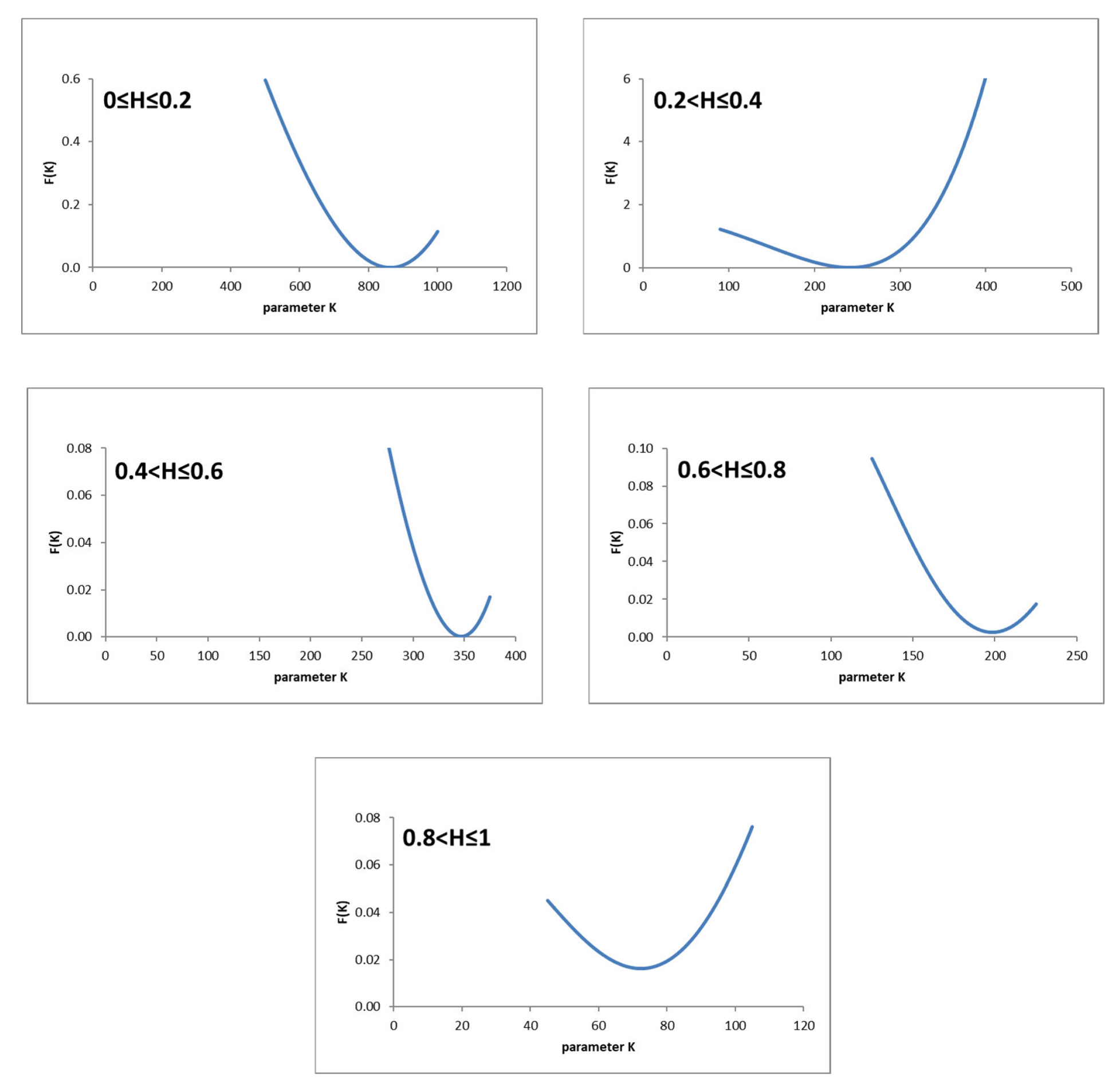
2.4. Procedure to Mechanically Characterize the Superplastic Material
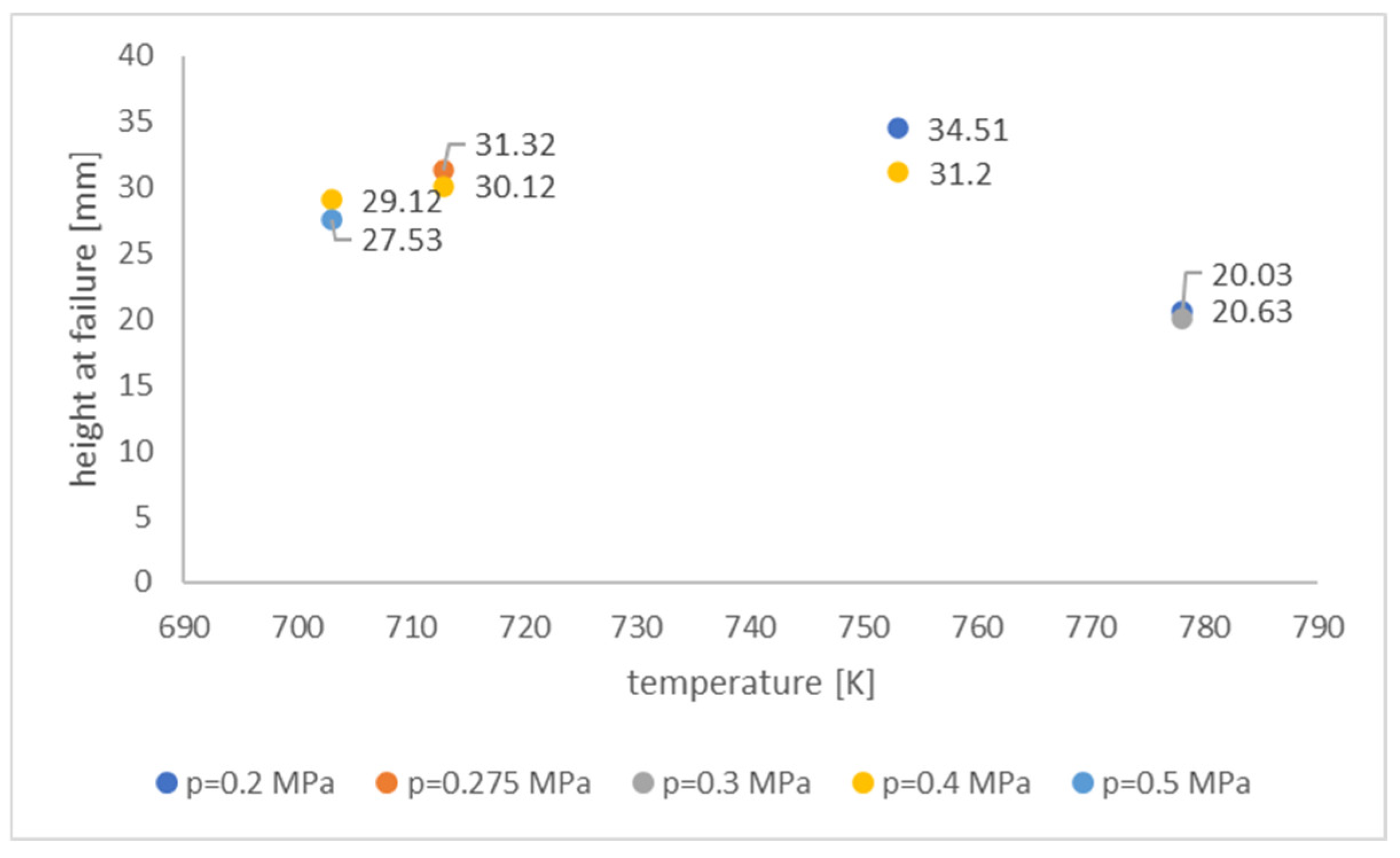
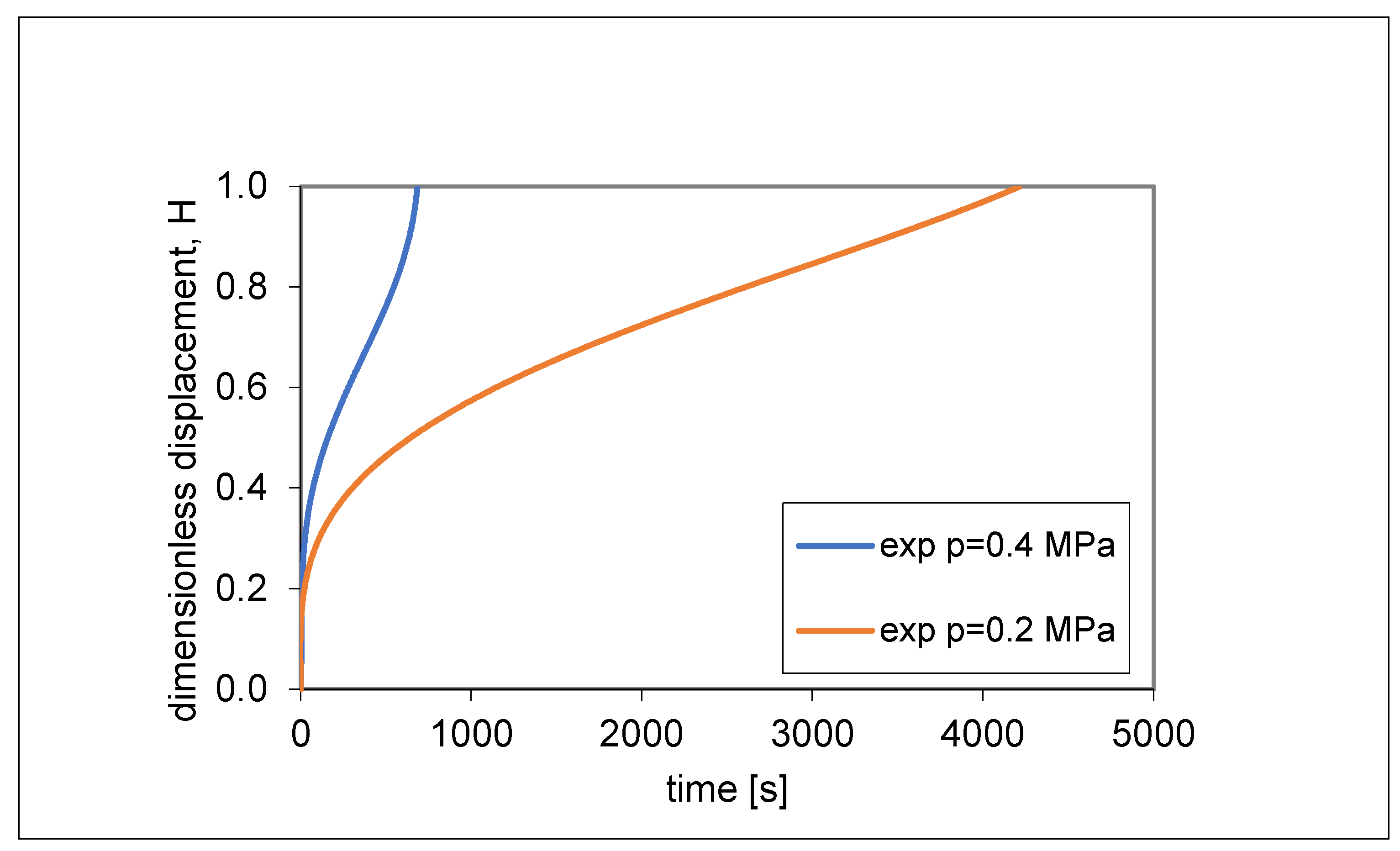
3. Results
4. Discussions
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Pilling, J.; Ridley, N. Superplasticity in Cristalline Solids; Institute of Metals: London, UK, 1989. [Google Scholar]
- Giuliano, G. Superplastic Forming of Advanced Metallic Materials: Methods and Applications; Woodhead Publishing Ltd.: Cambridge, UK, 2011. [Google Scholar]
- Wu, J.; Ebrahimi, M.; Attarilar, S.; Gode, C.; Zadshakoyan, M. Cyclic extrusion compression process for achieving ultrafine-grained 5052 aluminium alloy with eminent strength and wear resistance. Metals 2022, 12, 1627. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Wang, Q.; Attarilar, S. A comprehensive review of magnesium-based alloys and composites processed by cyclic extrusion compression and the related techniques. Prog. Mater. Sci. 2023, 131, 101016. [Google Scholar] [CrossRef]
- Pearce, R. Superplasticity—An Overview; AGARD Lecture Series No. 168; Specialized Printing Service Ltd.: Marietta, GA, USA, 1989; pp. 1.1–1.24. [Google Scholar]
- Watanabe, H.; Mukai, T.; Ishikawa, K.; Mohri, T.; Mabuchi, M.; Higashi, K. Superplasticity of a particle strengthened WE43 magnesium alloy. Mater. Trans. JIM 2001, 42, 157–162. [Google Scholar] [CrossRef] [Green Version]
- Mabuchi, M.; Ameyama, K.; Iwasaki, H.; Higashi, K. Low temperature superplasticity of AZ91 magnesium alloy with non-equilibrium grain boundaries. Acta Mater. 1999, 47, 2047–2057. [Google Scholar] [CrossRef]
- Kim, W.; Kim, M.; Wang, J. Superplastic behaviour of a fine-grained ZK60 magnesium alloy processed by high-ratio differential speed rolling. Mater. Sci. Eng. 2009, 527, 322–327. [Google Scholar]
- Zhang, D.-T.; Xiong, F.; Zhang, W.-W.; Qiu, C.; Zhang, W. Superplasticity of AZ31 magnesium alloy prepared by friction stir processing. Trans. Nonferrous Met. Soc. China 2011, 21, 1911–1916. [Google Scholar] [CrossRef]
- Chung, S.W.; Higashi, K.; Kim, W.J. Superplastic gas pressure forming of fine-grained AZ61 magnesium alloy sheet. Mater. Sci. Eng. 2004, 372, 15–20. [Google Scholar] [CrossRef]
- Lee, C.J.; Huang, J.C. Cavitation characteristics in AZ31 Mg alloys during LTSP or HSRSP. Acta Mater. 2004, 52, 3111–3122. [Google Scholar] [CrossRef]
- Miao, Q.; Hu, L.; Wang, X.; Wang, E. Grain growth kinetics of a fine-grained AZ31 magnesium alloy produced by hot rolling. J. Alloys Compd. 2010, 493, 87–90. [Google Scholar] [CrossRef]
- Neugebauer, R.; Altan, T.; Geiger, M.; Kleiner, M.; Sterzing, A. Sheet metal forming at elevated temperatures. Ann. CIRP 2006, 55, 793–816. [Google Scholar] [CrossRef]
- Boissiere, R.; Terzi, S.; Blandin, J.J.; Salvo, L. Quick-plastic forming: Similarities and differences with super-plastic forming. In Proceedings of the 6th EUROSPF Conference, Carcassonne, France, 3–5 September 2008. [Google Scholar]
- Giuliano, G.; Samani, F. Comparison between superplastic and non-superplastic grade AA 5083. J. Test. Eval. 2016, 44, 2114–2119. [Google Scholar] [CrossRef]
- Giuliano, G.; Polini, W. Influence of the initial blank geometry on the final thickness distribution of the hemispheres in superplastic AZ31 alloy. Appl. Sci. 2022, 12, 1912. [Google Scholar] [CrossRef]
- Sorgente, D.; Palumbo, G.; Scintilla, L.D.; Tricarico, L. Gas forming of an AZ31 magnesium alloy at elevated strain rates. Int. J. Adv. Manuf. Technol. 2016, 83, 861–872. [Google Scholar] [CrossRef]
- Doltsinis, J.S.; Loginsland, J.; Nolting, S. Some Developments in the Numerical Simulation of Metal Forming Processes. In Proceedings of the International Conference on Computational Plasticity, Barcelona, Spain, 6–10 April 1987. [Google Scholar]
- Chandra, N. Analysis of superplastic metal forming by a finite element method. Int. J. Num. Meth. Eng. 1988, 26, 1925–1944. [Google Scholar] [CrossRef]
- Carrino, L.; Giuliano, G.; Palmieri, C. Analysis of superplastic bulge forming by the finite element method. Mater. Technol. 2001, 16, 237–241. [Google Scholar] [CrossRef]
- Kim, Y.H.; Hong, S.S.; Lee, J.S.; Wagoner, R.H. Analysis of superplastic forming processes using a finite-element method. J. Mater. Process. Technol. 1996, 62, 90–99. [Google Scholar] [CrossRef]
- Wood, R.D.; Bonet, J. A review of the numerical analysis of superplastic forming. J. Mater. Process. Technol. 1996, 60, 45–53. [Google Scholar] [CrossRef]
- Franchitti, S.; Giuliano, G.; Palumbo, G.; Sorgente, D.; Tricarico, L. On the optimisation of superplastic free forming test of an AZ31 magnesium alloy sheet. Int. J. Mater. Form. 2008, 1, 1067–1070. [Google Scholar] [CrossRef]
- Jovane, F. An approximate analysis of the superplastic forming of a thin circular diaphragm: Theory and experiments. Int. J. Mech. Sci. 1968, 10, 403–427. [Google Scholar] [CrossRef]
- Giuliano, G.; Franchitti, S. On the evaluation of superplastic characteristics using the finite element method. Int. J. Mach. Tools Manuf. 2007, 47, 471–476. [Google Scholar] [CrossRef]
- Hamilton, C.H.; Ghosh, A.K. Superplastic sheet forming. In Metals Handbook; ASM: Metals Park, OH, USA, 1988; Volume 14, pp. 852–873. [Google Scholar]
- Giuliano, G.; Polini, W. Influence of blank variable thickness on the material formability in hot gas sheet metal forming process. Manuf. Lett. 2020, 24, 72–76. [Google Scholar] [CrossRef]
- Akkus, N.; Suzuki, K.; Kawahara, M.; Nishimura, H. Influence of performing on the final thickness distribution of the superplastically deformed domes. Mater. Sci. Forum. 1999, 304–306, 759–764. [Google Scholar] [CrossRef]
- Luckey, G.; Friedman, P.; Weinmann, K. Design and experimental validation of a two-stage superplastic forming die. J. Mater. Process. Technol. 2009, 209, 2152–2160. [Google Scholar] [CrossRef]
- Giuliano, G.; Corrado, A.; Polini, W. Influence of multiphase forming approach on the thickness uniformity of components from superplastic PbSn60 alloy. Manuf. Lett. 2018, 18, 16–19. [Google Scholar] [CrossRef]
- Giuliano, G. Multiphase gas blow forming of AA2017. J. Test. Eval. 2019, 47, 1236–1243. [Google Scholar] [CrossRef]
- Kim, Y.H.; Lee, J.M.; Hong, S.S. Optimal design of superplastic forming processes. J. Mater. Process. Technol. 2001, 112, 166–173. [Google Scholar] [CrossRef]
- Huang, A.; Lowe, A.; Cardew-Hill, M.J. Experimental validation of sheet thickness optimization for superplastic forming of engineering structures. J. Mater. Process. Technol. 2001, 112, 136–143. [Google Scholar] [CrossRef]
- Dutta, A. Thickness-profiling of initial blank for superplastic forming of uniformly thick domes. Mater. Sci. Eng. A 2004, 371, 79–81. [Google Scholar] [CrossRef]
- Giuliano, G.; Polini, W. Optimal design of blank thickness in superplastic AZ31 alloy to decrease forming time and product weight. Int. J. Adv. Manuf. Technol. 2022, 118, 2153–2162. [Google Scholar] [CrossRef]
- Lin, J.; Yang, J. GA based multiple objective optimization for determining viscoplastic constitutive equations for superplastic alloys. Int. J. Plast. 1999, 15, 1181–1196. [Google Scholar] [CrossRef]
- Kim, T.W.; Dunne, F.P.E. Determination of superplastic constitutive equations and strain rate sensitivity for aerospace alloys. Proc. Inst. Mech. Eng. Part G J. Aerosp. Eng. 1997, 211, 367–380. [Google Scholar] [CrossRef]
- Cheong, B.H. Modelling of Microstructural and Damage Evolution in Superplastic Forming. Ph.D. Thesis, University of Birmingham, Birmingham, UK, 2002; pp. 96–97. [Google Scholar]
- Lin, J.; Cheong, B.H.; Yao, X. Universal multi-objective function for optimising superplastic-damage constitutive equations. J. Mater. Process. Technol. 2002, 125–126, 199–205. [Google Scholar] [CrossRef]
- Majidi, O.; Jahazi, M.; Bombardier, N. A viscoplastic model based on a variable strain rate sensitivity index for superplastic sheet metals. Int. J. Mater. Form. 2019, 12, 693–702. [Google Scholar] [CrossRef]
- Yoo, J.T.; Yoon, J.H.; Lee, H.S.; Youn, S.K. Material characterization of Inconel 718 from free bulging test at high temperature. J. Mech. Sci. Technol. 2012, 26, 2101–2105. [Google Scholar] [CrossRef]
- Aksenov, S.A.; Chumachenko, E.N.; Kolesnikov, A.V.; Osipov, S.A. Determination of optimal gas forming conditions from free bulging tests at constant pressure. J. Mater. Process. Technol. 2015, 217, 158–164. [Google Scholar] [CrossRef]
- Enikeev, F.U.; Kruglov, A.A. An analysis of the superplastic forming of a thin circular diaphragm. Int. J. Mech. Sci. 1995, 37, 473–483. [Google Scholar] [CrossRef]
- Sorgente, D.; Palumbo, G.; Piccininni, A.; Guglielmi, P.; Tricarico, L. Modelling the superplastic behaviour of the Ti6Al4V-ELI by means of a numerical/experimental approach. Int. J. Adv. Manuf. Technol. 2017, 90, 1–10. [Google Scholar] [CrossRef]
- ISO 20032: 2013; International Standard Properties of Metallic Superplastic. ISO: Geneva, Switzerland, 2013.
- Giuliano, G. Modelling of Superplastic Forming of AZ31 Magnesium Alloy. AIP Conf. Proc. 2011, 1315, 1651. [Google Scholar]
- Grimes, R. Superplastic forming of magnesium alloys. In Superplastic Forming of Advanced Metallic Materials; Giuliano, G., Ed.; Woodhead Publishing Ltd.: Cambridge, UK, 2011; Volume 1, pp. 304–326. [Google Scholar]
- Giovinco, G.; Giuliano, G.; Testa, G. Forming apparatus to investigate the effect of temperature on the superplastic behaviour of alloys. AIP Conf. Proc. 2010, 1252, 304–311. [Google Scholar]
- Carrino, L.; Giuliano, G.; Polini, W. A method to characterise superplastic materials in comparison with alternative methods. J. Mater. Process. Technol. 2003, 138, 417–422. [Google Scholar] [CrossRef]
- Chandra, N.; Chandy, K. Superplastic process modelling of plan strain components with complex shapes. J. Mater. Shap. Technol. 1993, 1, 813–822. [Google Scholar]
- Cheng, J.H. The determination of material parameters from superplastic inflation tests. J. Mater. Process. Technol. 1996, 58, 233–246. [Google Scholar] [CrossRef]












Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Giuliano, G.; Polini, W. Characterization of the Superplastic Magnesium Alloy AZ31 through Free-Forming Tests and Inverse Analysis. Appl. Sci. 2023, 13, 2730. https://doi.org/10.3390/app13042730
Giuliano G, Polini W. Characterization of the Superplastic Magnesium Alloy AZ31 through Free-Forming Tests and Inverse Analysis. Applied Sciences. 2023; 13(4):2730. https://doi.org/10.3390/app13042730
Chicago/Turabian StyleGiuliano, Gillo, and Wilma Polini. 2023. "Characterization of the Superplastic Magnesium Alloy AZ31 through Free-Forming Tests and Inverse Analysis" Applied Sciences 13, no. 4: 2730. https://doi.org/10.3390/app13042730