
Simulation and Experiment Study on Cone End Billet Method in Upsetting Billet with a Large Height-to-Diameter Ratio

Abstract
:1. Introduction
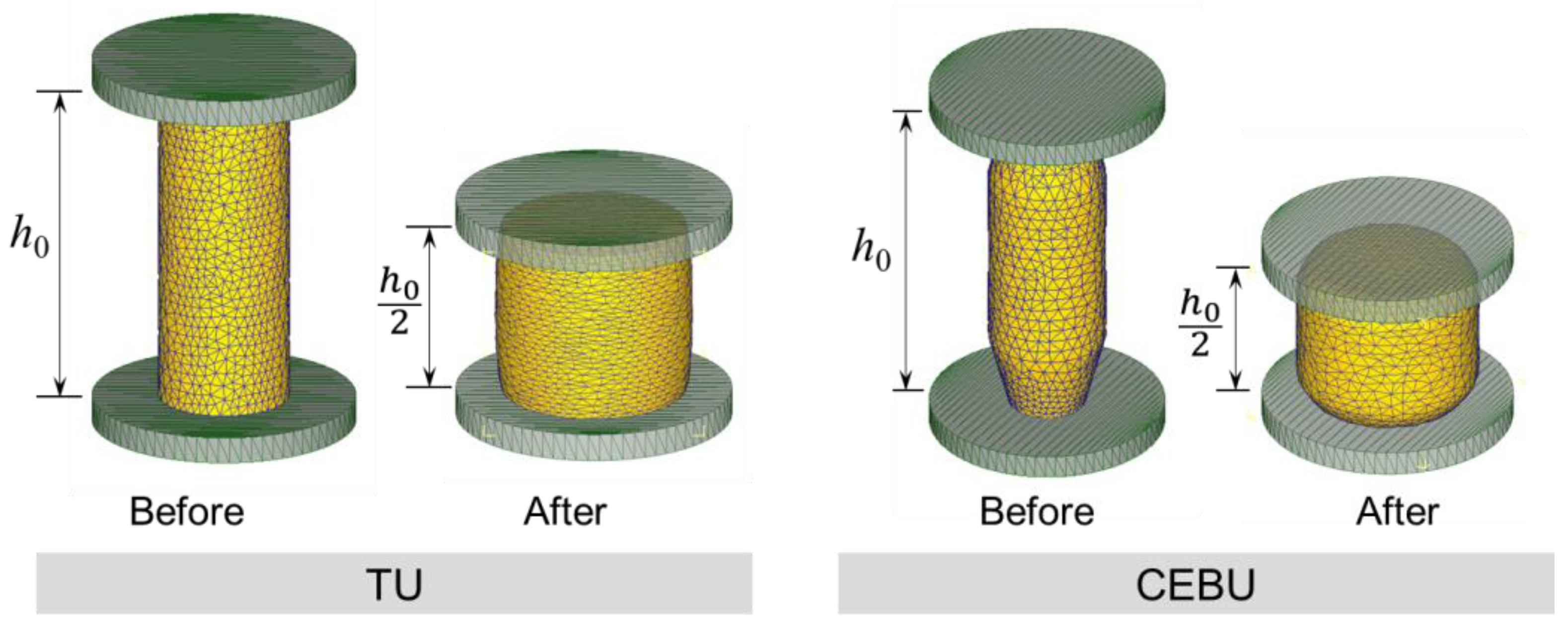
2. Principles of TU and CEBU
3. Finite Element Analysis
3.1. Finite Element Analysis Model
3.2. Simulation Results and Discussion
4. Validation Experiment
4.1. Experimental Procedure
4.2. Experimental Results and Discussion
5. Influence Factors in CEBU
5.1. Friction Coefficient
5.2. Taper Angle of the Billet Cone End
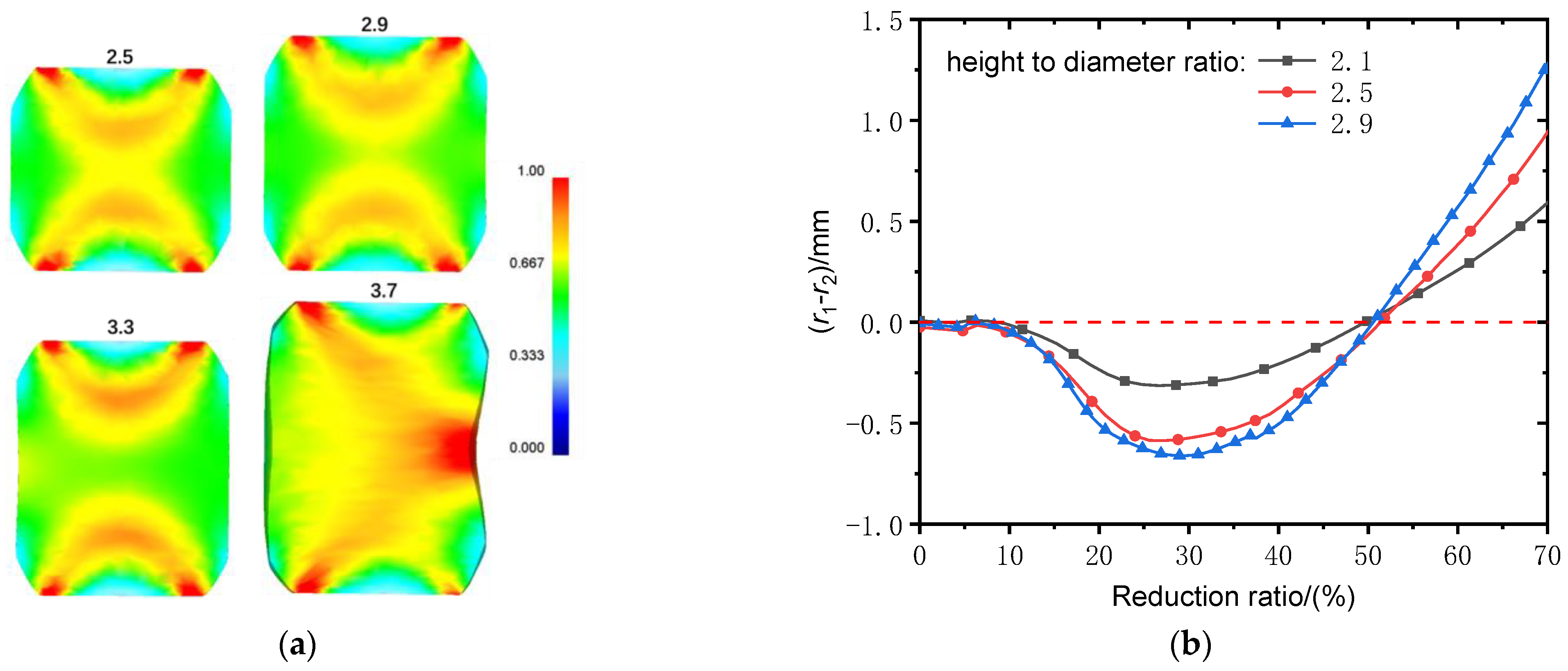
5.3. Height-to-Diameter Ratio
6. Conclusions
- (1)
- In CEBU, the deformation is more concentrated at the billet cone end, and two fan-shaped high-strain zones are correspondingly generated at the billet ends. With increasing reduction, the two fan-shaped strain zones gradually approach each other, resulting in a large compression effect at the billet center;
- (2)
- In CEBU, the frictional effect of upsetting is largely dispersed by metal flows around the conical ends of the billet. Compared with TU, CEBU can produce a much smaller rigid deformation zone at the same reduction ratio, resulting in a much smaller bulging;
- (3)
- Upsetting bulging can be eliminated when the reduction ratio reaches about 50% in CEBU. If the reduction ratio is less than 50%, bulging will occur at the bottom of the billet cone end. However, when the reduction ratio is above 50%, bulging may occur at the billet middle;
- (4)
- Benefiting from the cone end, the deformation character is not sensitive to the friction effect at the billet end in CEBU. It is much better to use a small taper angle to control bulging and improve the compaction effect at the billet center. In addition, the billet HDR should be less than 3.0 to avoid instability and deformation. Regardless of the different friction coefficients, taper angles, and HDR, bulging can only be eliminated with a 50% reduction ratio.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, Z.J.; Cheng, L.D. Experimental research and numerical simulation of the dynamic cylinder upsetting. Mater. Sci. Eng. A 2009, 499, 138–141. [Google Scholar] [CrossRef]
- Hamzah, S.; Ståhlberg, U. A study of pore closure in the manufacturing of heavy rings. J. Mater. Process. Technol. 1998, 84, 25–37. [Google Scholar] [CrossRef]
- Lee, M.C.; Jang, S.M.; Cho, J.H. Finite element simulation of pore closing during cylinder upsetting. Int. J. Mod. Phys. B 2008, 22, 5768–5773. [Google Scholar] [CrossRef]
- Yang, T.-S.; Hsu, Y.-C. Study on the bulging deformation of the porous metal in upsetting. J. Mater. Process. Technol. 2006, 177, 154–158. [Google Scholar] [CrossRef]
- Kim, J.H.; Yang, D.Y. An analysis of upset forging of square blocks considering the three-dimensional bulging of sides. Int. J. Mach. Tool Des. Res. 1985, 25, 327–336. [Google Scholar] [CrossRef]
- Rao, J.B.; Kamaluddin, S.; Rao, J.A. Deformation behavior of Al-4Cu-2Mg alloy during cold upset forging. J. Alloys Compd. 2009, 471, 128–136. [Google Scholar] [CrossRef]
- Joun, M.S.; Lee, H.J.; Lim, S.G.; Lee, K.H.; Cho, G.S. Dynamic strain aging of an AISI 1025 steel coil and its relationship with macroscopic responses during the upsetting process. Int. J. Mech. Sci. 2021, 200, 106423. [Google Scholar] [CrossRef]
- Zhu, S.; Zhuang, X.; Zhu, Y.; Zhao, Z. Thickening of cup sidewall through sheet-bulk forming with controllable deformation zone. J. Mater. Process. Technol. 2018, 262, 597–604. [Google Scholar] [CrossRef]
- Manisekar, K.; Narayanasamy, R.; Malayappan, S. Effect of friction on barrelling in square billets of aluminium during cold upset forging. Mater. Des. 2006, 27, 147–155. [Google Scholar] [CrossRef]
- Lin, Z.-C.; Chen, C.-K. Inverse calculation of the friction coefficient for upsetting a cylindrical mild steel by the experimental load. J. Mater. Process. Technol. 2006, 178, 297–306. [Google Scholar] [CrossRef]
- Hong, J.J.; Yeh, W.C. Application of response surface methodology to establish friction model of upset forging. Adv. Mech. Eng. 2018, 10, 1687814018766744. [Google Scholar] [CrossRef]
- Deng, L.; Li, X.T.; Jin, J.S.; Wang, X.Y.; Li, J.J. T-shape upsetting–extruding test for evaluating friction conditions during rib–web part forming. J. Mater. Process. Technol. 2014, 214, 2276–2283. [Google Scholar] [CrossRef]
- Tan, X. Evaluation of friction in upsetting. Prod. Eng. 2011, 5, 141–149. [Google Scholar] [CrossRef]
- Azushima, A.; Yoneyama, S.; Utsunomiya, H. Coefficient of friction at interface of lubricated upsetting process. Wear 2012, 286–287, 3–7. [Google Scholar] [CrossRef]
- Tian, B.; Kleber, S.; Schneller, S.; Markiewicz, P. Influencing factors of global and local deformation in hot compression. Procedia Manuf. 2018, 15, 381–387. [Google Scholar] [CrossRef]
- Jenner, A.; Bai, Y.; Dodd, B. A shear instability criterion applied to surface cracking in upsetting. J. Mech. Work. Technol. 1981, 4, 369–375. [Google Scholar] [CrossRef]
- HariKrishna, C.; Nagaraju, C. Modeling of cylindrical upsetting process for enhanced ductile fracture. Mater. Today Proc. 2021, 39, 1629–1634. [Google Scholar] [CrossRef]
- Coppieters, S.; Lava, P.; Sol, H.; Bae, A.V. Determination of the flow stress and contact friction of sheet metal in a multi-layered upsetting test. J. Mater. Process. Technol. 2010, 210, 1290–1296. [Google Scholar] [CrossRef]
- Wang, M.; Li, D.; Wang, F. Analysis of laminated crack defect in the upsetting process of heavy disk-shaped forgings. Eng. Fail. Anal. 2016, 59, 197–210. [Google Scholar] [CrossRef]
- Antoshchenkov, Y.M.; Taupek, I.M. Computer simulation of axisymmetric upsetting. Steel Transl. 2015, 45, 38–41. [Google Scholar] [CrossRef]
- Han, J.; Zheng, W.; Wang, G.; Yu, M. Experimental study on size effect of dry friction in meso/micro-upsetting process. Int. J. Adv. Manuf. Technol. 2018, 95, 1127–1133. [Google Scholar] [CrossRef]
- Sljapic, V.; Hartley, P.; Pillinger, I. Observations on fracture in axi-symmetric and three-dimensional cold upsetting of brass. J. Mater. Process. Technol. 2002, 125–126, 267–274. [Google Scholar] [CrossRef]
- Arikawa, T.; Yamabe, D.; Kakimoto, H. Influence of anvil shape of surface crack generation in large hot forging process. Procedia Eng. 2014, 81, 480–485. [Google Scholar] [CrossRef]
- Zhang, Z.J.; Dai, G.Z.; Wu, S.N.; Dong, L.X.; Liu, L.L. Simulation of 42CrMo steel billet upsetting and its defects analyses during forming process based on the software DEFORM-3D. Mater. Sci. Eng. A 2009, 499, 49–52. [Google Scholar] [CrossRef]
- Mi, G.; Zhang, J.; Xu, B.l. Surface stress evolution and cracks prevention of ingots during the upsetting process. Eng. Rev. 2019, 39, 292–301. [Google Scholar] [CrossRef]
- Lin, S.Y. Stress analysis of upsetting with concave curve dies. J. Mater. Process. Technol. 2002, 123, 36–41. [Google Scholar] [CrossRef]
- Bouchard, P.-O.; Lebret, G.; Hachem, E. Identification of glass pad lubricant viscosity using a trapping thermomechanical test. J. Mater. Process. Technol. 2013, 213, 392–400. [Google Scholar] [CrossRef]
- Hong, C.; Leigang, W.; Xigen, Q. Study on forming law in the forging of 06Cr25Ni20 ring billet. Heavy Cast. Forg. 2012, 5, 1–3. [Google Scholar]
- Lehto, P.; Remes, H.; Saukkonen, T.; Hänninen, H.; Romanoff, J. Influence of grain size distribution on the Hall-Petch relationship of welded structural steel. Mater. Sci. Eng. A 2014, 592, 28–39. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CEBU | TU | ||
|---|---|---|---|
| d | 25 mm | d | 25 mm |
| h | 40 mm | ht | 62.5 mm |
| hc | 16.25 mm | ||
| α | 15° | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, J.; Liu, Z.; Liu, W.; Wang, C. Simulation and Experiment Study on Cone End Billet Method in Upsetting Billet with a Large Height-to-Diameter Ratio. Appl. Sci. 2023, 13, 9523. https://doi.org/10.3390/app13179523
Fan J, Liu Z, Liu W, Wang C. Simulation and Experiment Study on Cone End Billet Method in Upsetting Billet with a Large Height-to-Diameter Ratio. Applied Sciences. 2023; 13(17):9523. https://doi.org/10.3390/app13179523
Chicago/Turabian StyleFan, Junkai, Zhenpeng Liu, Wei Liu, and Chengpeng Wang. 2023. "Simulation and Experiment Study on Cone End Billet Method in Upsetting Billet with a Large Height-to-Diameter Ratio" Applied Sciences 13, no. 17: 9523. https://doi.org/10.3390/app13179523