
Enhancing the Fatigue of Mechanical Systems Such as Dispensers Entrenched on Generalized Life-Stress Models and Sample Sizes


Abstract
:1. Introduction
2. Parametric ALT for a System Operated by a Machinery
2.1. Denotation of BX Life
2.2. Placing a Complete ALT Strategy
2.3. Derivation of the (Generalized) Life-Stress Prototype
2.4. Deduction of Sample Size Expression for the Design of Mechanical Systems
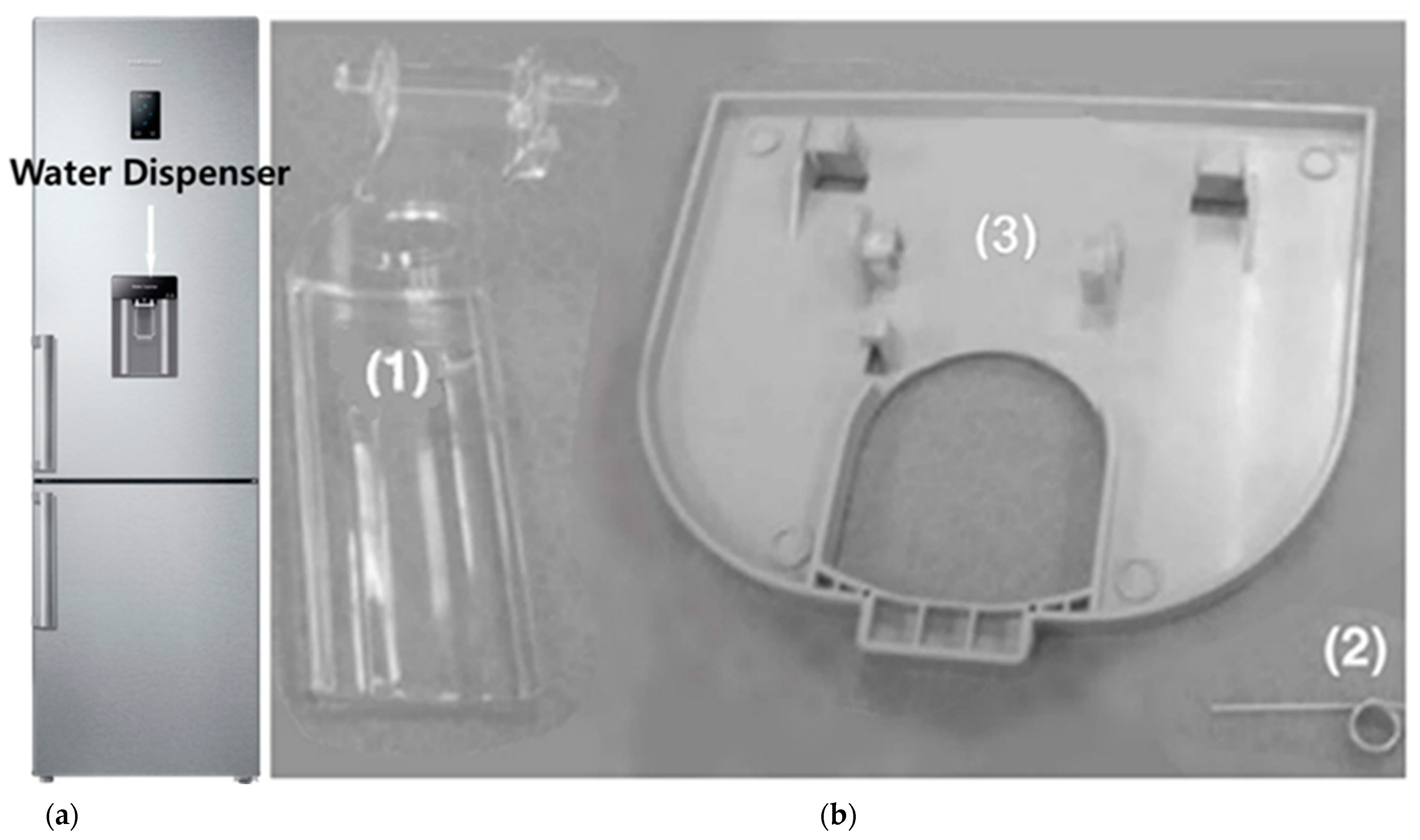
2.5. Case Study—Increasing the Life of a New Water Dispenser System in a BMF Refrigerator
3. Results and Discussion
4. Summary and Conclusions
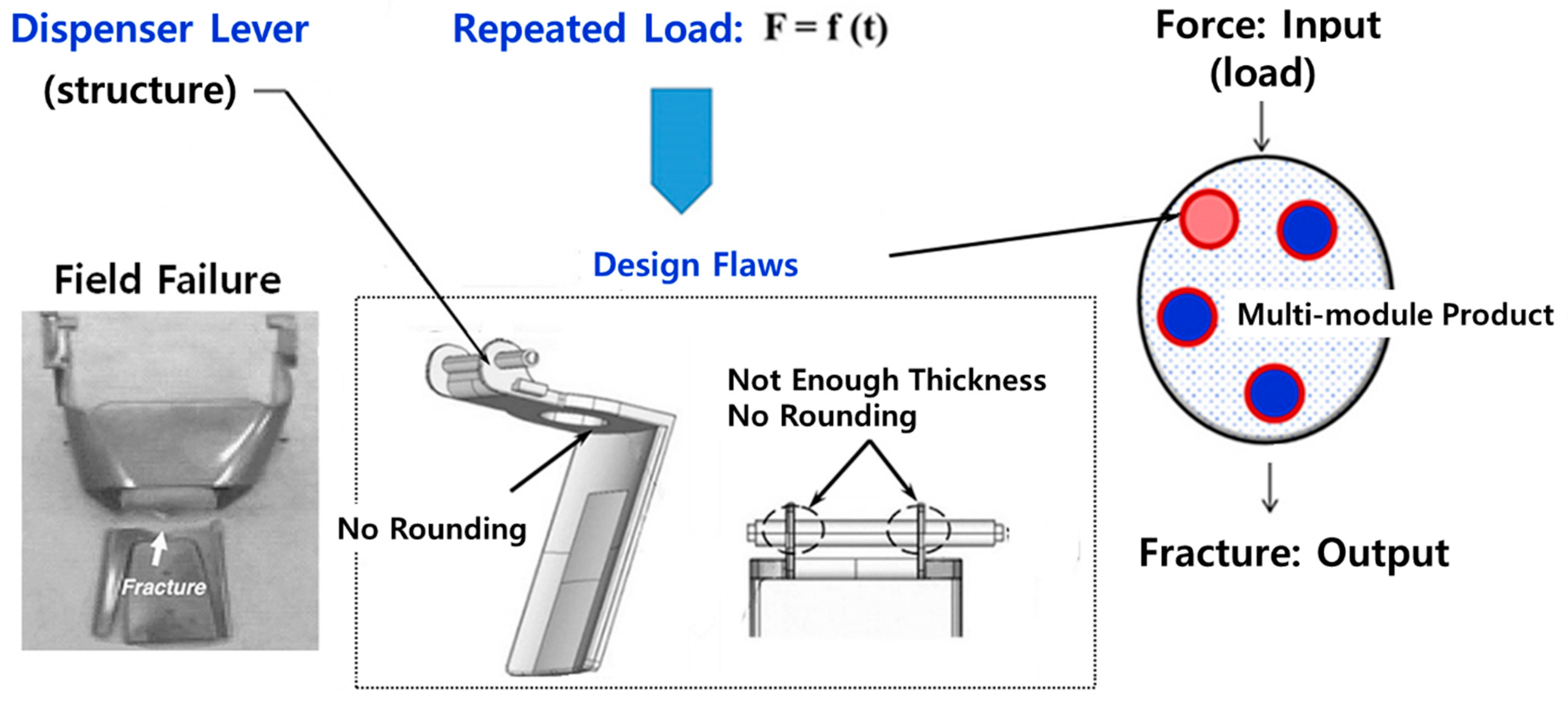
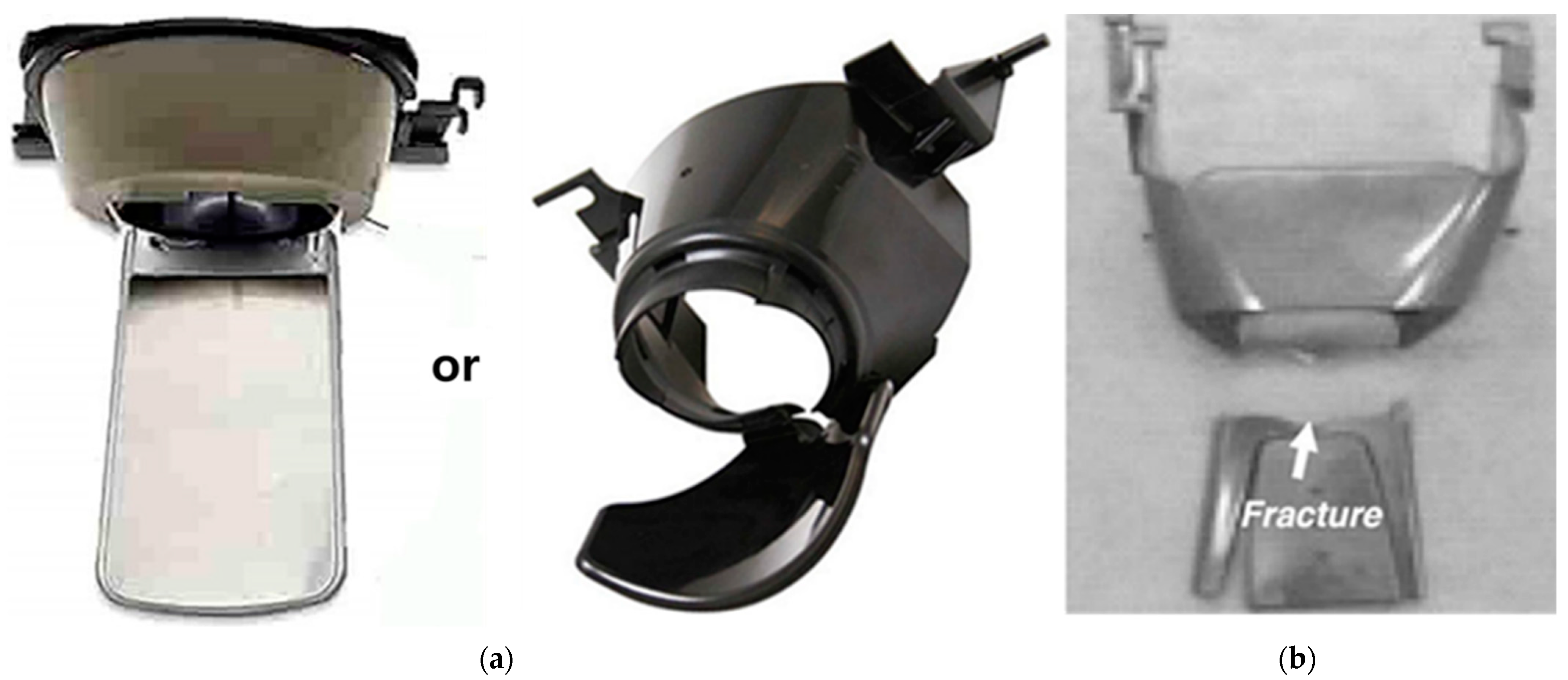
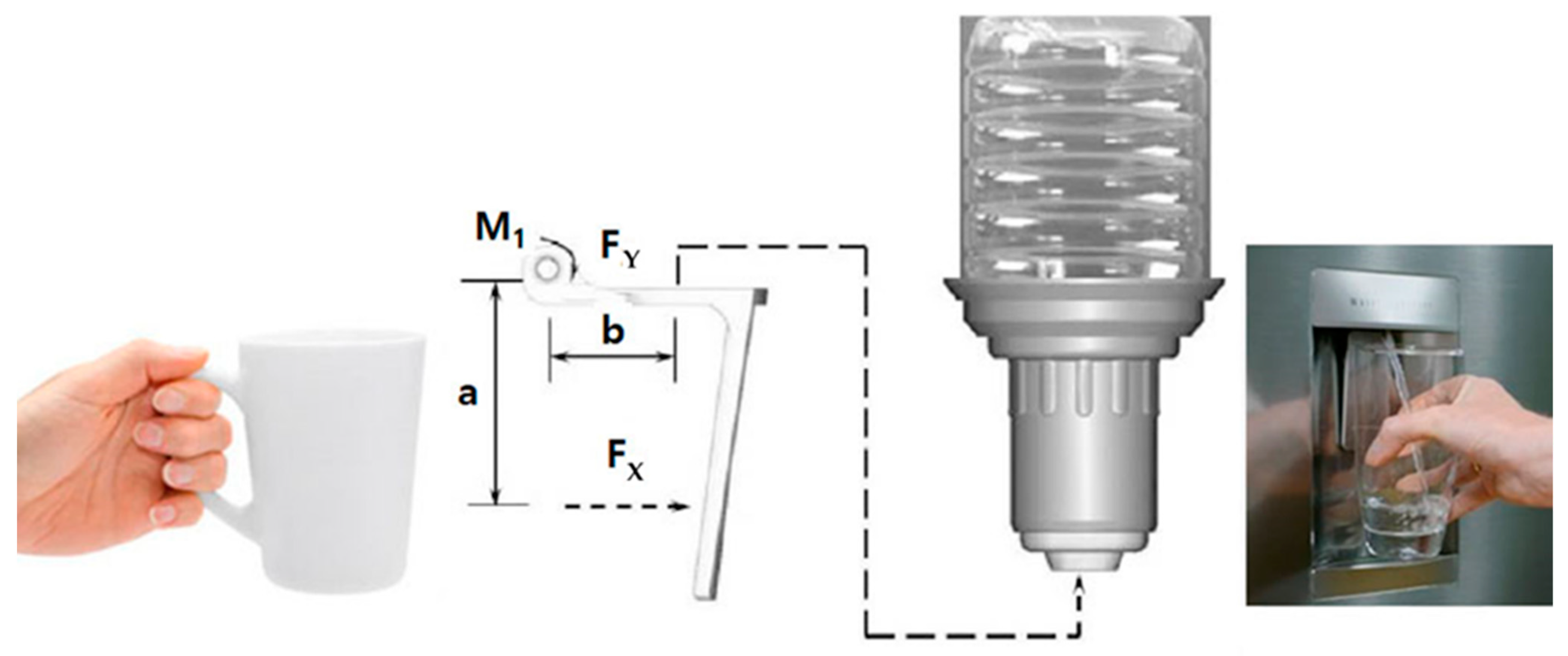
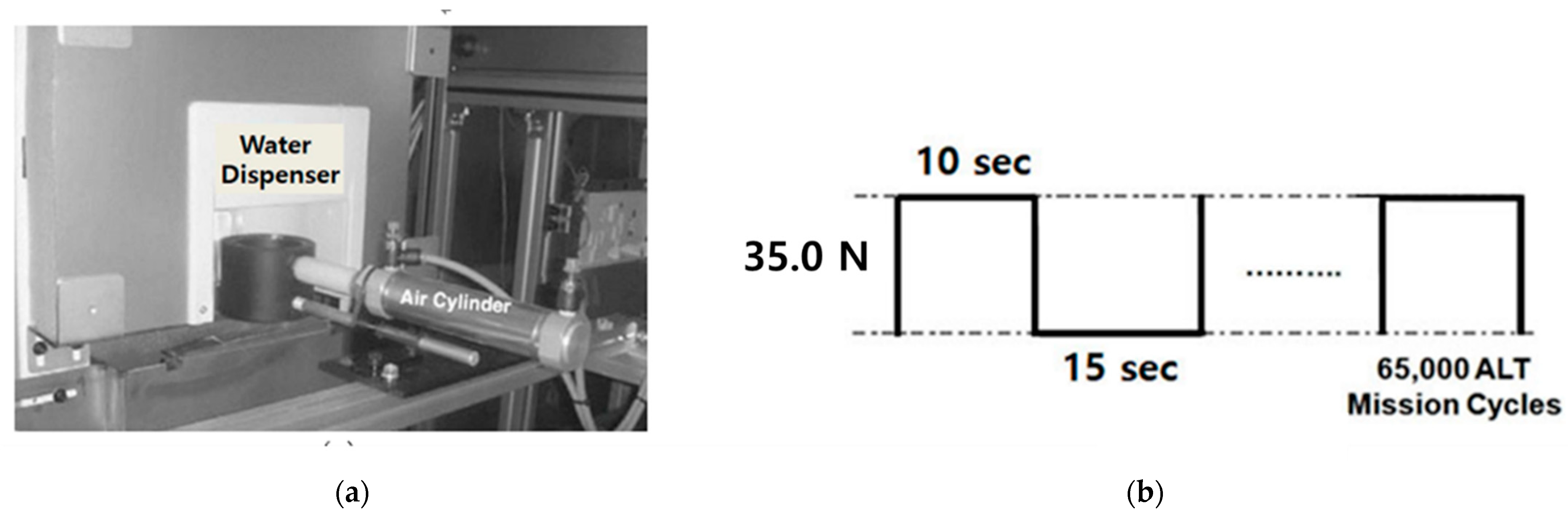
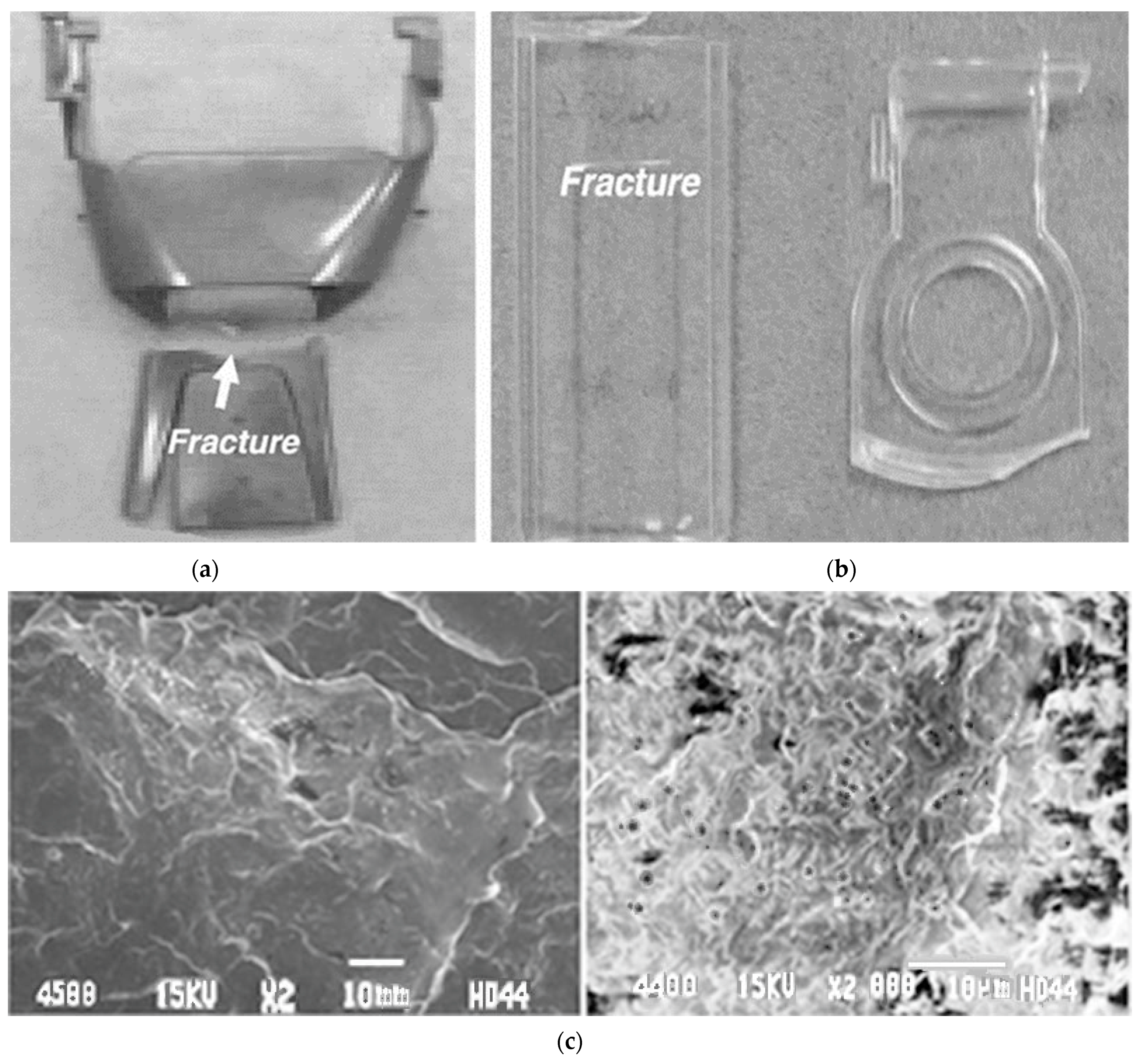
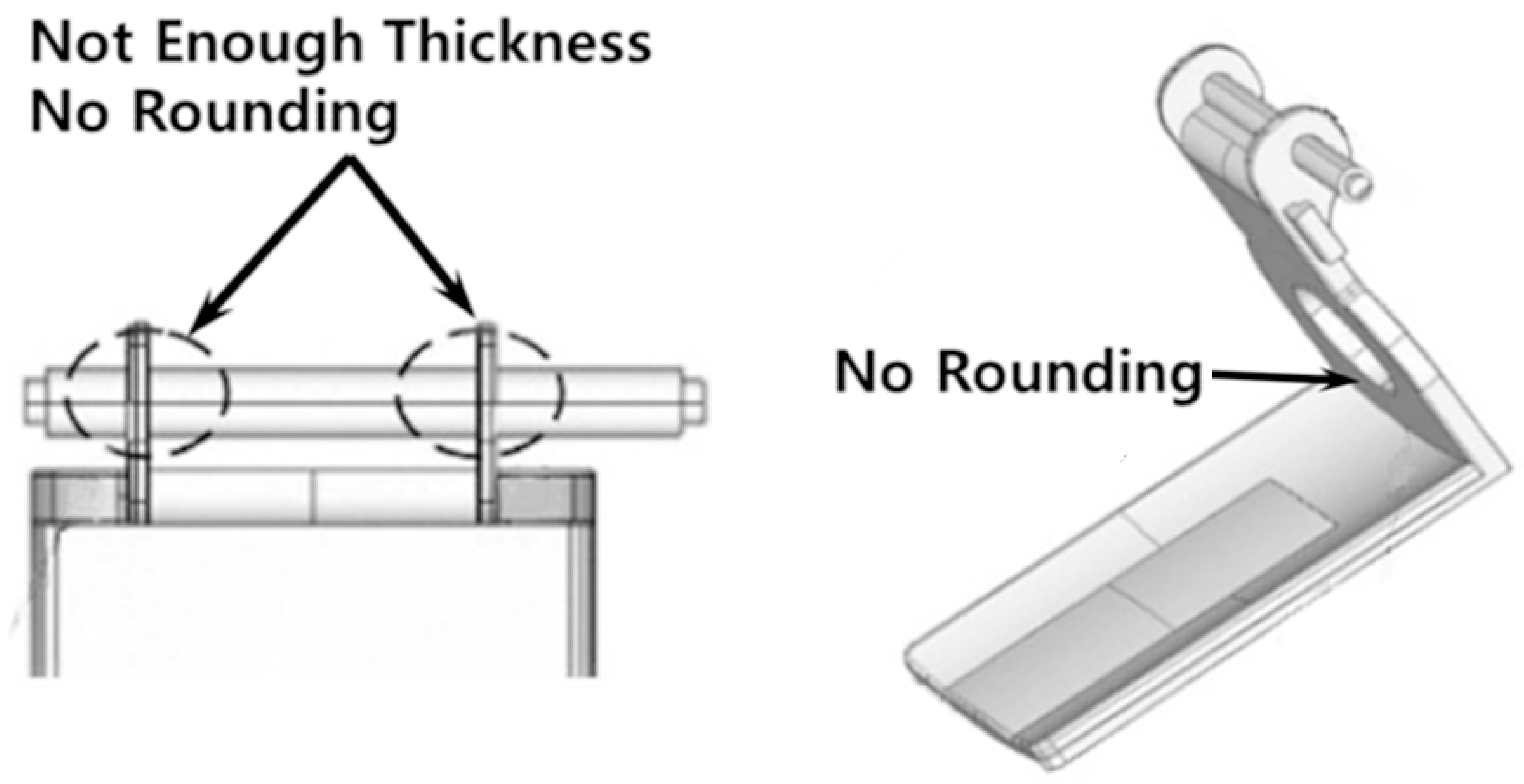
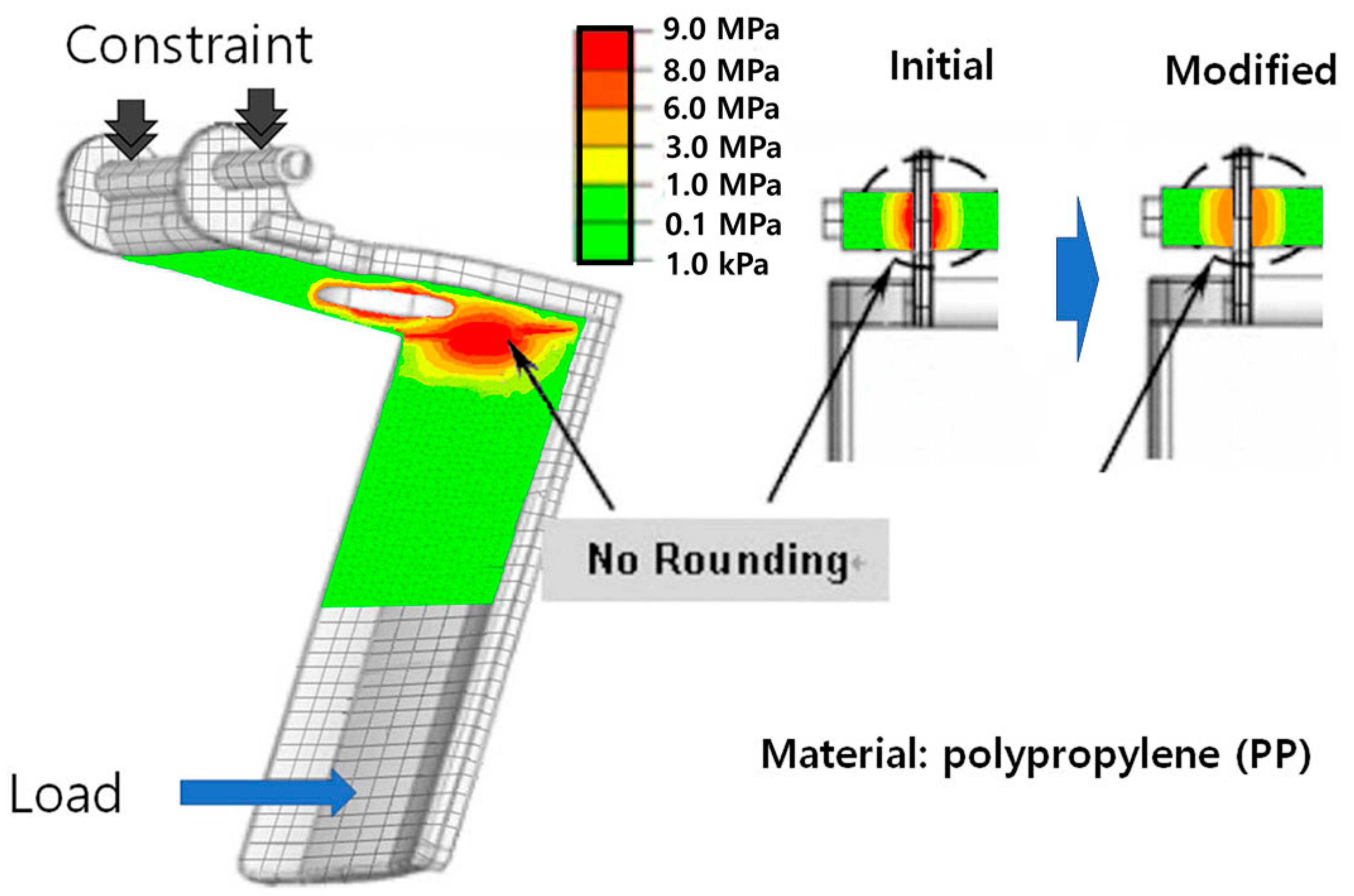
- In the field and ALTs, a dispenser lever made of stainless steel or polypropylene (pp) was fracturing at the hinge and front corner because of design defects combined with repeated impacts. In the first ALT, the dispenser system (n = 8) was stopped at approximately 25,000 cycles with an impact force of 35 N. After examining two problematic samples, the dispenser structure had no rounding at the corner and insufficient thickness. They were altered by (1) enlarging the hinge rib rounding (Fillet1), C1, from 0.0 mm to 1.5 mm; (2) thickening the front corner rounding (Fillet2), C2, from 0.0 mm to 1.5 mm; (3) thickening the hinge rib (Rib1), C3, from 1.0 mm to 1.8 mm; and (4) enlarging the rounding of the front side (Fillet3), C4, from 0.0 mm to 8.0 mm.
- In the second ALT, at approximately 32,000 cycles the fracture and cracking of the dispensing lever occurred at the front corner of the lever. As a modification, we altered it by (1) enlarging the hinge rib rounding (Fillet 1), C1, from 1.5 mm to 2.0 mm and (2) enlarging the front side rounding (Fillet 3), C4, from 8.0 mm to 11.0 mm.
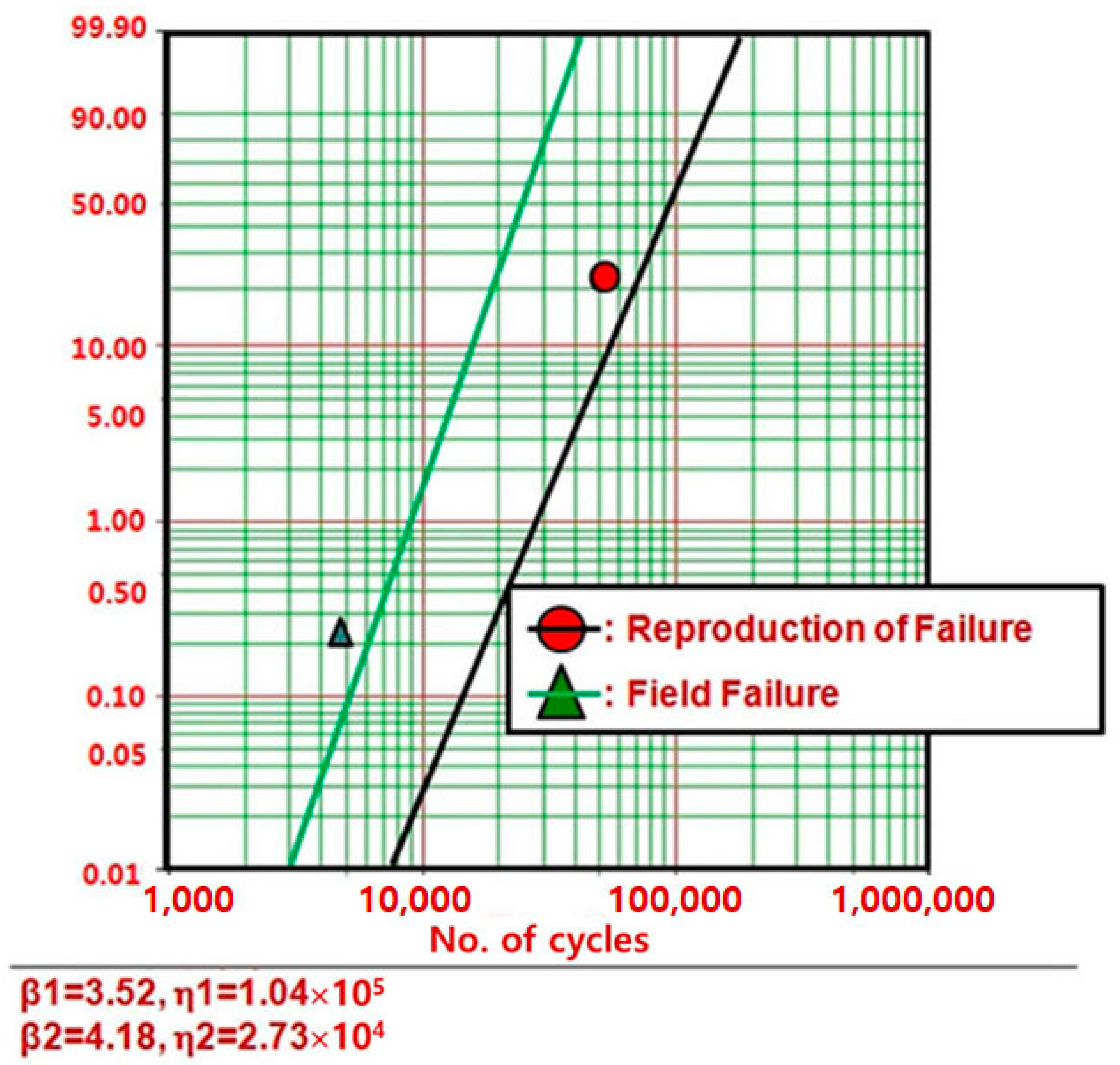
- During the third ALT, no issues were discovered. Thus, the water dispensing system with modified designs was insured to have the life requirement—a B1 life of 10 years.
- By understanding the design issues of products returned from the field, parametric ALTs with design alternations might be performed. After reproducing the field failure, they could be altered. Eventually, we assessed whether the product met the life goals. In the meantime, the quantum-based time to failure prototype and sample size equation were used.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| AF | Acceleration factor |
| BX | Cycles that are an accumulated failure rate of X%: durability index |
| D | (Thermodynamic or propelling) force |
| Ea | Activation energy of a chemical reaction, eV |
| e | Effort in a multiport system |
| f | Flow in a multiport system |
| F(t) | Unreliability |
| h | Testing time (or cycles) |
| h* | Nondimensional testing cycles, |
| ha | Actual test time (or cycles) |
| k | Boltzmann’s constant quantity, 8.62 × 10−5 eV/deg |
| K | Reaction speed |
| L | Phenomenological transport quantity |
| LB | Target BX life and x = 0.01 X, on the circumstances that x ≤ 0.2 |
| n | Number of test samples |
| r | Unsuccessful numbers |
| S | Stress |
| T | Temperature, K |
| ti | Testing cycle for individual sample |
| TF | Time to failure |
| X | Cumulated failure rate, % |
| x | x = 0.01 X, on condition that x ≤ 0.2. |
| Greek symbols | |
| ξ | Electrical field applied |
| η | Characteristic life |
| λ | Cumulative damage quantity in Palmgren–Miner’s rule |
| χ2 | Chi-square distribution |
| α | Confidence level |
| Superscripts | |
| β | Shape parameter in Weibull distribution |
| n | Stress dependence, |
| Subscripts | |
| 0 | Normal stress circumstances |
| 1 | Elevated stress circumstances |
References
- Woo, S.-W.; Pecht, M.; O’Neal, D.L. Reliability design and case study of the domestic compressor subjected to repetitive internal stresses. Reliab. Eng. Syst. Saf. 2019, 193, 106604. [Google Scholar] [CrossRef]
- Magaziner, I.C.; Patinkin, M. Cold competition: GE wages the refrigerator war. Harv. Bus. Rev. 1989, 89, 114–124. [Google Scholar]
- Bigg, G.; Billings, S. The iceberg risk in the Titanic year of 1912: Was it exceptional? Significance 2014, 11, 6–10. [Google Scholar] [CrossRef]
- Rogers, W.P.; Armstrong, N.A.; Acheson, D.C.; Covert, E.E.; Feynman, R.P.; Hotz, R.B.; Kutyna, D.J.; Ride, S.K.; Rummel, R.W.; Sutter, J.F.; et al. Report of the Presidential Commission on the Space Shuttle Challenger Accident; NASA: Washington, DC, USA, 1986. [Google Scholar]
- DVB Bank SE Aviation Research (AR). An Overview of Commercial Jet Aircraft 2013; DVB Bank SE Aviation Research (AR): Schiphol, The Netherlands, 2014; p. 20. [Google Scholar]
- WRDA 2020 Updates. The Final Report of the US House Committee on Transportation and Infrastructure on the Boeing 737 Max. Available online: https://transportation.house.gov/committee-activity/boeing-737-max-investigation (accessed on 1 September 2020).
- Woo, S.; O’Neal, D.L.; Hassen, Y.M. Study on Reliability Design of Mechanical Systems Such as Compressor Subjected to Repetitive Stresses. Metals 2022, 11, 1261. [Google Scholar] [CrossRef]
- Woo, S.; O’Neal, D.L.; Hassen, Y.M. Systematic Methods to Increase the Lifetime of Mechanical Products Such as Refrigerators by Employing Parametric Accelerated Life Testing. Appl. Sci. 2022, 12, 7484. [Google Scholar] [CrossRef]
- Duga, J.J.; Fisher, W.H.; Buxaum, R.W.; Rosenfield, A.R.; Buhr, A.R.; Honton, E.J.; McMillan, S.C. The Economic Effects of Fracture in the United States; Final Report; Available as NBS Special Publication 647-2; Battelle Laboratories: Columbus, OH, USA, 1982. [Google Scholar]
- Gope, P.C.; Mahar, C.S. Evaluation of fatigue damage parameters for Ni-based super alloys Inconel 825 steel notched specimen using stochastic approach. Fatigue Fract. Eng. Mater. Struct. 2020, 44, 427–443. [Google Scholar] [CrossRef]
- Sola, J.F.; Kelton, R.; Meletis, E.I.; Huang, H. Predicting crack initiation site in polycrystalline nickel through surface topography changes. Int. J. Fatigue 2019, 124, 70–81. [Google Scholar] [CrossRef]
- Campbell, F.C. (Ed.) Fatigue. In Elements of Metallurgy and Engineering Alloys; ASM International: Materials Park, OH, USA, 2008. [Google Scholar]
- Taguchi, G. Off-line and on-line quality control systems. In Proceedings of the International Conference on Quality Control, Tokyo, Japan, 17–20 October 1978. [Google Scholar]
- Chowdhury, S.; Taguchi, S. Robust Optimization: World’s Best Practices for Developing Winning Vehicles, 1st ed.; John Wiley and Son: Hoboken, NJ, USA, 2016. [Google Scholar]
- Montgomery, D. Design and Analysis of Experiments, 10th ed.; John Wiley and Son: Hoboken, NJ, USA, 2020. [Google Scholar]
- Weingart, R.G.; Stephen, P. Timoshenko: Father of Engineering Mechanics in the U.S. Structure Magazine, August 2007. [Google Scholar]
- Goodno, B.J.; Gere, J.M. Mechanics of Materials, 9th ed.; Cengage Learning, Inc.: Boston, MA, USA, 2017. [Google Scholar]
- Anderson, T.L. Fracture Mechanics—Fundamentals and Applications, 3rd ed.; CRC: Boca Raton, FL, USA, 2017. [Google Scholar]
- ASTM E606/E606 M; Standard Test Method for Strain-Controlled Fatigue Testing. ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM E399; Standard Test Method for Linear-Elastic Plane-Strain Fracture Toughness of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM E647; Standard Test Method for Measurement of Fatigue Crack Growth Rates. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM E739-10; Standard Practice for Statistical Analysis of Linear or Linearized Stress-Life (S-N) and Strain-Life (ε-N) Fatigue Data. ASTM International: West Conshohocken, PA, USA, 2015.
- Branco, R.; Prates, P.; Costa, J.D.M.; Berto, F.; Kotousov, A. New methodology of fatigue life evaluation for multiaxially loaded notched components based on two uniaxial strain-controlled tests. Int. J. Fatigue 2018, 111, 308–320. [Google Scholar] [CrossRef]
- Panahi, H.; Lone, S.A. Estimation procedures for partially accelerated life test model based on unified hybrid censored sample from the Gompertz distribution. Eksploat. Niezawodn. Maint. Reliab. 2022, 24, 427–436. [Google Scholar] [CrossRef]
- McPherson, J. Accelerated Testing, Electronic Materials Handbook Volume 1: Packaging; ASM International Publishing, Materials Park Vampus: Novelty, OH, USA, 1989. [Google Scholar]
- McPherson, J. Reliability Physics and Engineering: Time-to-Failure Modeling; Springer: New York, NY, USA, 2010. [Google Scholar]
- Reddy, J.N. An Introduction to the Finite Element Method, 4th ed.; McGraw-Hill: New York, NY, USA, 2020. [Google Scholar]
- Zupančič, B.; Prokop, Y.; Nikonov, A. FEM analysis of dispersive elastic waves in three-layered composite plates with high contrast properties. Finite Elem. Anal. Des. 2021, 193, 103553. [Google Scholar] [CrossRef]
- Matsuishi, M.; Endo, T. Fatigue of metals subjected to varying stress. Jpn. Soc. Mech. Eng. 1968, 68, 37–40. [Google Scholar]
- Palmgren, A.G. Die Lebensdauer von Kugellagern. Z. Ver. Dtsch. Ing. 1924, 68, 339–341. [Google Scholar]
- Cengel, Y.; Boles, M.; Kanoglu, M. Thermodynamics: An Engineering Approach, 9th ed.; McGraw—Hill: New York, NY, USA, 2018. [Google Scholar]
- IEEE Std 610. IEEE Std 610.12-1990; IEEE Standard Glossary of Software Engineering Terminology. IEEE: Manhattan, NY, USA, 1990; pp. 1–84. Available online: https://ieeexplore.ieee.org/document/159342 (accessed on 31 December 2020).
- Kreyszig, E. Advanced Engineering Mathematics, 10th ed.; John Wiley and Son: Hoboken, NJ, USA, 2011; p. 683. [Google Scholar]
- Bird, R.B.; Stewart, W.E.; Lightfoot, E.N. Transport Phenomena, 2nd ed.; John Wiley and Son: Hoboken, NJ, USA, 2006. [Google Scholar]
- Plawsky, J.L. Transport Phenomena Fundamentals, 4th ed.; CRC Press: Boca Raton, FL, USA, 2019. [Google Scholar]
- Grove, A. Physics and Technology of Semiconductor Device, 1st ed.; Wiley International Edition: New York, NY, USA, 1967; p. 37. [Google Scholar]
- Karnopp, D.C.; Margolis, D.L.; Rosenberg, R.C. System Dynamics: Modeling, Simulation, and Control of Mechatronic Systems, 6th ed.; John Wiley & Sons: New York, NY, USA, 2012. [Google Scholar]
- Wasserman, G. Reliability Verification, Testing, and Analysis in Engineering Design; Marcel Dekker: New York, NY, USA, 2003; p. 228. [Google Scholar]
- Tang, L.C. Multiple-steps step-stress accelerated life tests: A model and its spreadsheet analysis. Int. J. Mater. Prod. Technol. 2004, 21, 423–434. [Google Scholar] [CrossRef]
- SAMSUNG. Refrigerator Field Report Data, SRTP 97-2; SAMSUNG: Gwangju, Republic of Korea, 2003; p. 45. [Google Scholar]
- El-Azeem, S.O.A.; Abu-Moussa, M.H.; El-Din, M.M.M.; Diab, L.S. On Step-Stress Partially Accelerated Life Testing with Competing Risks Under Progressive Type-II Censoring. Ann. Data Sci. 2022, 1–22. [Google Scholar] [CrossRef]
- Samanta, D.; Mondal, S.; Kundu, D. Optimal plan for ordered step-stress stage life testing. Statistics 2022, 56, 1–26. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
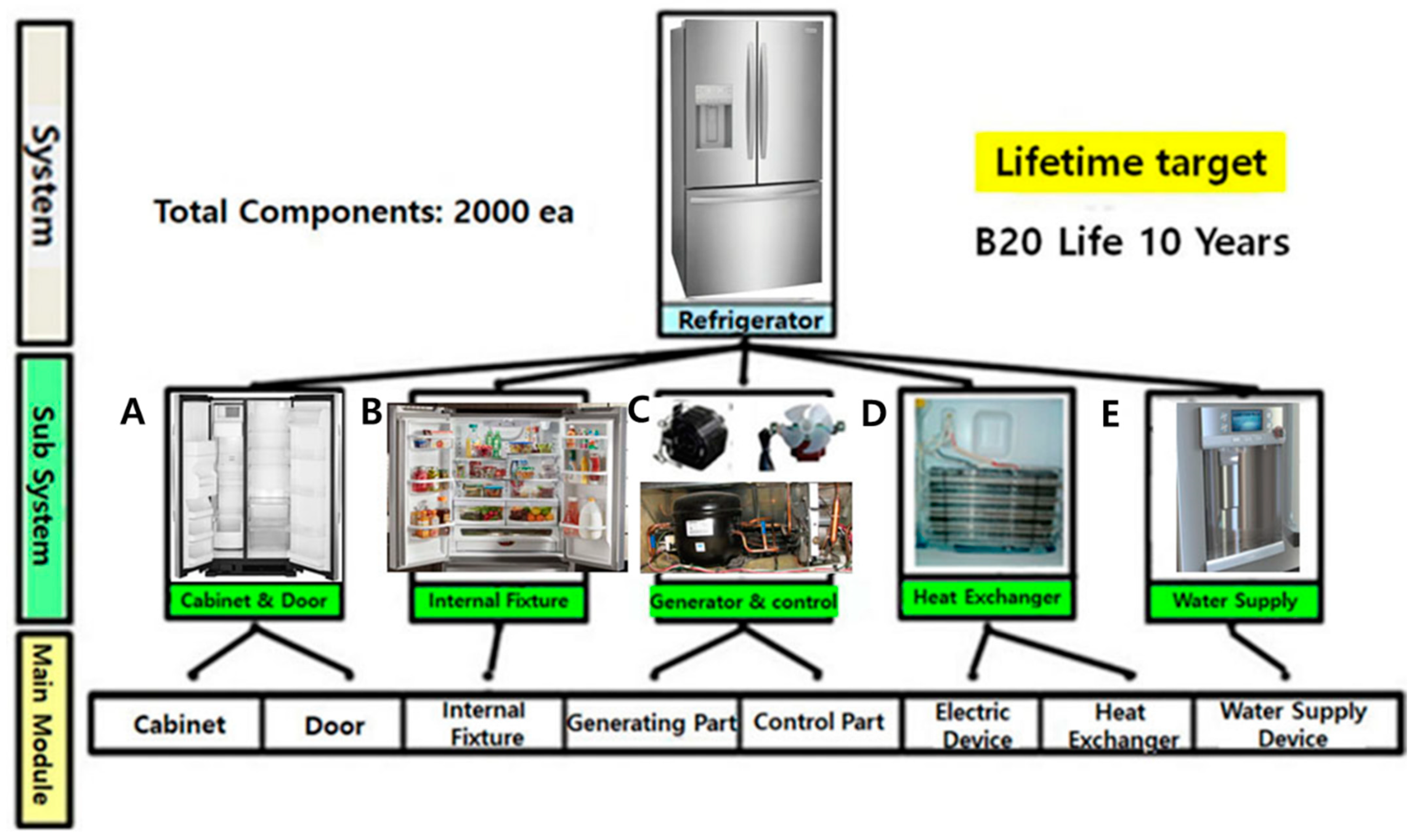
| Modules | Field Data | Anticipated Reliability | Aimed Reliability | |||||
|---|---|---|---|---|---|---|---|---|
| Failure Rate per Year, %/Year | BX Life, Year | Failure Rate per Year, %/Year | BX Life, LB (Year) | Failure Rate per Year, %/Year | BX Life, Year | |||
| A | 0.30 | 3.3 | Similar | ×1 | 0.30 | 3.33 | 0.10 | 10(BX = 1.0) |
| B | 0.24 | 4.2 | New | ×5 | 1.20 | 0.83 | 0.10 | 10(BX = 1.0) |
| C | 0.35 | 2.9 | Similar | ×1 | 0.35 | 2.9 | 0.10 | 10(BX = 1.0) |
| D | 0.31 | 3.2 | Altered | ×2 | 0.62 | 1.61 | 0.10 | 10(BX = 1.0) |
| E | 0.15 | 6.7 | Altered | ×2 | 0.30 | 3.33 | 0.10 | 10(BX = 1.0) |
| Others | 0.50 | 10.0 | Similar | ×1 | 0.50 | 10.0 | 0.50 | 10(BX = 5.0) |
| Product | 1.9 | 2.9 | - | - | 3.27 | 0.83 | 1.00 | 10(BX = 10) |
| Ohm’s Law of electrical conduction: | ||
| J = electric current density, j (units: A/cm2) | D = electric field, −∇ V (units: V/cm, V = electrical potential) | L = conductivity, σ = 1/ρ (units: ρ = resistivity (Ω cm)) |
| Fourier’s Law of heat transport: q = −κ∇T | ||
| J = heat flux, q (units: W/cm2) | D = thermal force, −∇ T (units: °K/cm, T = temperature) | L = thermal conductivity, κ (units: W/°K cm) |
| Fick’s Law of diffusion: F = −D∇ C | ||
| J = material flux, F (units:/sec cm2) | D = diffusion force, −∇ C (units:/cm4, C = concentration) | L = diffusivity, D (units: cm2/sec) |
| Newton’s Law of viscous fluid flow: Fu = −μ∇ u | ||
| J = fluid velocity flux, Fu (units:/sec2 cm) | D = viscous force, −∇ u (units:/sec, u = fluid velocity) | L = viscosity, μ (units:/sec cm) |
 | |
| C1: Fillet1 R0 → R1.5 (first ALT) → R2.0 (second ALT) C3: Rib1 T1 → T1.8 (first ALT) C5: Rib2 T3 → T4 (third ALT) | C2: Fillet2 R0 → R1.5 (first ALT) C4: Fillet3 R0 → R8.0 (first ALT) → R11.0 (second ALT) |
| Parametric ALT | First ALT | Second ALT | Third ALT |
|---|---|---|---|
| Draft Design | - | Final Design | |
| In 38,000 cycles, the water dispenser has no problems | 25,000 cycles: 2/8 Fracture | 32,000 cycles: 1/8 Fracture | 38,000 cycles: 8/8 OK 56,000 cycles: 8/8 OK 68,000 cycles: 1/8 Fracture |
| Structure |   |  | |
| Action plans | C1: Fillet 1 R0 → R1.5 C2: Fillet2 R0 → R1.5 C3: Rib1 T1 → T1.8 C4: Fillet3 R0 → R8.0 | C1: Fillet 1 R1.5 → R2.0 C4: Fillet 3 R8.0 → R11.0 | C5: Rib2 T3 → T4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Woo, S.; O’Neal, D.L.; Matvienko, Y.G.; Mebrahtu, G. Enhancing the Fatigue of Mechanical Systems Such as Dispensers Entrenched on Generalized Life-Stress Models and Sample Sizes. Appl. Sci. 2023, 13, 1358. https://doi.org/10.3390/app13031358
Woo S, O’Neal DL, Matvienko YG, Mebrahtu G. Enhancing the Fatigue of Mechanical Systems Such as Dispensers Entrenched on Generalized Life-Stress Models and Sample Sizes. Applied Sciences. 2023; 13(3):1358. https://doi.org/10.3390/app13031358
Chicago/Turabian StyleWoo, Seongwoo, Dennis L. O’Neal, Yury G. Matvienko, and Gezae Mebrahtu. 2023. "Enhancing the Fatigue of Mechanical Systems Such as Dispensers Entrenched on Generalized Life-Stress Models and Sample Sizes" Applied Sciences 13, no. 3: 1358. https://doi.org/10.3390/app13031358