1. Introduction
Optimizing gearboxes is a critical aspect of mechanical engineering as it has a direct impact on their efficiency, durability, and reliability, as well as the performance of other machinery and equipment. Multi-objective optimization of gearboxes involves simultaneously optimizing various performance parameters, such as load-carrying capacity, noise, mass, size, and efficiency, making it a complex and challenging task. To address these challenges, various optimization techniques have been developed in recent years. Helical gearboxes, one of many gearbox types, are widely used in industrial applications due to their superior load-carrying capacity, smooth operation [
1], simple structure, and low cost. However, designing a helical gearbox involves numerous design parameters, making it difficult to optimize for multiple objectives.
Numerous studies on the optimal design of helical gearboxes have been conducted thus far. This research looked into both single-objective and multi-objective optimization problems. Many authors are also interested in the single-objective optimization problem. I. Römhild and H. Linke [
2] presented formulas for calculating gear ratios for two-, three-, and four-stage helical gearboxes in order to obtain the smallest gear mass. Milou et al. [
3] presented a practical approach for reducing the mass of a two-stage helical gearbox in their paper. The method entailed analyzing data from gearbox manufacturers. Their findings suggested a center distance ratio (aw
2/aw
1) between the second and first stages in the range of 1.4 to 1.6 to achieve the minimum mass. Once the optimal center distance ratio has been determined, the corresponding partial gear ratios are obtained using a lookup table. Various objective functions are utilized to solve the single-objective optimization problem of determining the optimal gear ratio of helical gearboxes. These objective functions include minimizing gearbox length [
4,
5,
6,
7], minimizing gearbox cross section area [
6,
8,
9,
10], minimizing gearbox mass [
6,
11], minimizing gearbox volume [
12], and minimizing gearbox cost [
13,
14,
15,
16]. All of these studies share a common feature in that only one design parameter, the partial gear ratio, is defined in the form of an explicit model.
The multi-objective optimization problem for designing helical gearboxes has also been of interest to researchers. M. Patil et al. [
1] conducted a study in which a two-stage helical gearbox was subjected to multi-objective optimization with a broad range of constraints using a specially formulated discrete version of non-dominated sorting genetical algorithm II (NSGA-II). The study formulated two objective functions, namely the minimum gearbox volume and minimum total gearbox power loss. Moreover, the study considered constraints, such as bending stress, pitting stress, and tribological factors. Wu, Y.-R. and V.-T. Tran [
17] introduced a new microgeometry modification for helical gear pairs, leading to substantial enhancements in performance with regards to noise and vibration. In their research, C. Gologlu and M. Zeyveli [
18] utilized a genetic algorithm (GA) to optimize the volume of a two-stage helical gearbox. To handle the design constraints, such as bending stress, contact stress, number of teeth on pinion and gear, module, and face width of gear, the objective function was subject to static and dynamic penalty functions. The results from the GA were compared to those of a deterministic design procedure, with the GA being found to be the superior method. D. F. Thompson and colleagues [
19] presented a generalized optimization technique for reducing the volume of two-stage and three-stage helical gearboxes, while considering tradeoffs with surface fatigue life. In their study, Edmund S. Maputi and Rajesh Arora [
20] explored multi-objective optimization by simultaneously considering three objectives: volume, power output, and center-distance. They employed the NSGA-II evolutionary algorithm to generate Pareto frontiers in their research. From the results of the study, insights for the design of compact gearboxes can be gained. The NSGA-II method was also applied by C. Sanghvi et al. [
21] to solve the multi-objective optimization problem of a two-stage helical gearbox for minimum volume and maximum load. The results of the multi-objective optimization of the tooth surface in helical gears using the response surface method were presented by Park C.I. [
22].
The best or optimal level of the selected criterion is determined by single-objective optimization, which is an absolute optimization. A multi-objective optimization problem is one with two or more simple goals (or criteria). As a result, the solution to the multi-objective optimization problem cannot best satisfy all criteria simultaneously. For instance, it is not possible to meet both the efficiency and cost requirements of the gearbox. In simple terms, determining a solution to a problem that is both “white” and “black” is impossible; only a “gray” solution can be determined. The gray solution is the one that falls between the best and worst solutions, or between “white” and “black” in the multi-objective optimization problem. As a result, it is known as optimization based on gray relation analysis. The original Taguchi method is used to solve the single-objective problem, and the Taguchi method and gray relation analysis are required to solve the multi-objective optimization problem.
While numerous studies have focused on multi-objective optimization for helical gearboxes, the identification of optimal main design factors for such gearboxes has not received adequate attention. Furthermore, previous research on multi-objective optimization for helical gearboxes has not demonstrated the relationship between optimal input factors and total gearbox ratio. This is a critical issue to consider when designing a new gearbox. In this paper, we present a multi-objective optimization study for a two-stage helical gearbox, considering two single objectives: minimizing gearbox mass and maximizing gearbox efficiency. The proposal of five optimal main design factors for the two-stage helical gearbox is the most significant result of this research. These variables include the CWFW for both stages, the ACS for both stages, and the first stage’s gear ratio. Furthermore, by combining the Taguchi method and the GRA in a two-stage process not previously described, we present a novel approach to addressing the multi-objective optimization problem in gearbox design. Additionally, a link between optimal input factors and the total gearbox ratio was proposed.
5. Multi-Objective Optimization
The multi-objective optimization problem in this research aims to identify the optimal main design factors that satisfy two single-objective functions: minimizing the maximum optimization and maximizing gearbox efficiency in the design of a two-stage helical gearbox with a specific total gearbox ratio. To address this problem, a simulation experiment was conducted. The experiment was designed using the Taguchi method, and the analysis of the results was performed using Minitab R18 software. In addition, as noted above, the design L25 (5
5) was chosen for obtaining maximal levels of the variable. A computer program has been developed to perform these experiments. An investigation was conducted to minimize programming intricacy by examining the influence of five key design parameters on gearbox mass. The input first pinion speed of 1480 (rpm) was selected as it is the most common. The steel 45 was selected as the shaft material as it is a very common shaft material. The total gearbox ratios considered for analysis were 10, 15, 20, 25, 30, and 35. Employing a five-level Taguchi design (L25), a total of 25 simulation experiments were carried out for each total gearbox ratio mentioned above.
Table 3 describes the main design factors and their levels, and
Table 4 presents the experimental plan and the corresponding output results, encompassing the gearbox mass and efficiency, specifically for the total gearbox ratio of 15.
The multi-optimization optimization problem is solved by applying the Taguchi and GRA methods. The main steps for this process are as follows:
- -
For the gearbox mass objective, the-smaller-is-the-better S/N:
- -
For the gearbox efficiency objective, the-larger-is-the-better S/N:
where y
i is the ouput response value; m is number of experimental repetitions. In this case, m = 1 because the experiment is a simulation; no repetition is required.
The calculated S/N indexes for the two mentioned output targets are presented in
Table 5.
In fact, the data of the two considered single-objective functions have different dimensions. To ensure comparability, it is essential to normalize the data, bringing them to a standardized scale. The data normalization is performed using the normalization value Zij, which ranges from 0 to 1. This value is determined using the following formula:
In the formula, “n” represents the experimental number, which in this case is 25.
The grey relational coefficient is calculated by:
with
. In the formula, “k” represents the number of objective targets, which is 2 in this case;
is the absolute value,
width; Z
0(k) and Z
j(k) are the reference and the specific comparison sequences, respectively;
and
are the min and max values of Δi(k); ζ is the characteristic coefficient, 0 ≤ ζ ≤ 1. In this work ζ = 0.5.
The degree of grey relation is determined by calculating the mean of the grey relational coefficients associated with the output objectives.
where y
ij is the grey relation value of the j
th output targets in the i
th experiment.
Table 6 displays the calculated results of the grey relation value (y
i) and the average grey relation value of all experiments.
To ensure harmony among the output parameters, a higher average grey relation value is desirable. As a result, the objective function of the multi-objective problem can be transformed into a single-objective optimization problem, with the mean grey relation value serving as the output.
The impact of the main design factors on the average grey relation value (
) was analyzed using the ANOVA method, and the corresponding results are presented in
Table 7. From the results in
Table 7, AS
2 has the most influence on
(57.35%), followed by the influence of u
1 (25.16%), X
ba1 (5.38%), X
ba2 2.50%), and AS
1 (0.84%). The order of influence of the main design factors on
through ANOVA analysis is described in
Table 8.
Theoretically, the set of main design parameters with the levels that have the highest S/N values would be the rational (or optimal) parameter set. Therefore, the impact of the main design factors on the S/N ratio was determined (
Figure 5). From
Figure 3, the optimal levels and values of main design factors for multi-objective function were found (
Table 9).
The adequacy of the proposed model is assessed using the Anderson–Darling method, and the results are presented in
Figure 6. From the graph, it is evident that the data points corresponding to the experimental observations (represented by blue dots) fall within the region bounded by upper and lower limits with a 95% standard deviation. Furthermore, the
p-value of 0.226 significantly exceeds the significance level α = 0.05. These findings indicate that the empirical model employed in this study is appropriate and suitable for the analysis.
Continuing from the previous discussion, the optimal values for the main design parameters corresponding to the remaining u
t values of 10, 20, 25, 30, and 35 are presented in
Table 10.
Based on the data in
Table 10, the following conclusions can be drawn:
The optimal values for X
ba1 are mostly their minimum values (X
ba1 = 0.25) and for X
ba2 are the maximum values (X
ba2 = 0.4). This is due to the desire for a low gearbox mass, and because the second gear stage is more loaded than the first, a larger Xba is required to reduce the diameter and thus the total gear mass. This is also consistent with the instructions in [
23] for determining the factor X
ba for a two-stage helical gearbox.
Similarly, the optimal values for AS1 and AS2 are also their maximum values. This is because minimizing the gearbox mass requires maximizing the values of AS1 and AS2. By increasing these values, the center distance of gear stage i (as represented by Equation (19)) can be minimized. It will lead to the gear widths (as determined by Equations (15) and (16)), the pinion, and the gear pitch diameters of the ith stage (i = 1 and 2) (as calculated by Equations (17) and (18)), and therefore, the gear mass (as represented by Equations (13) and (14)) can be minimized.
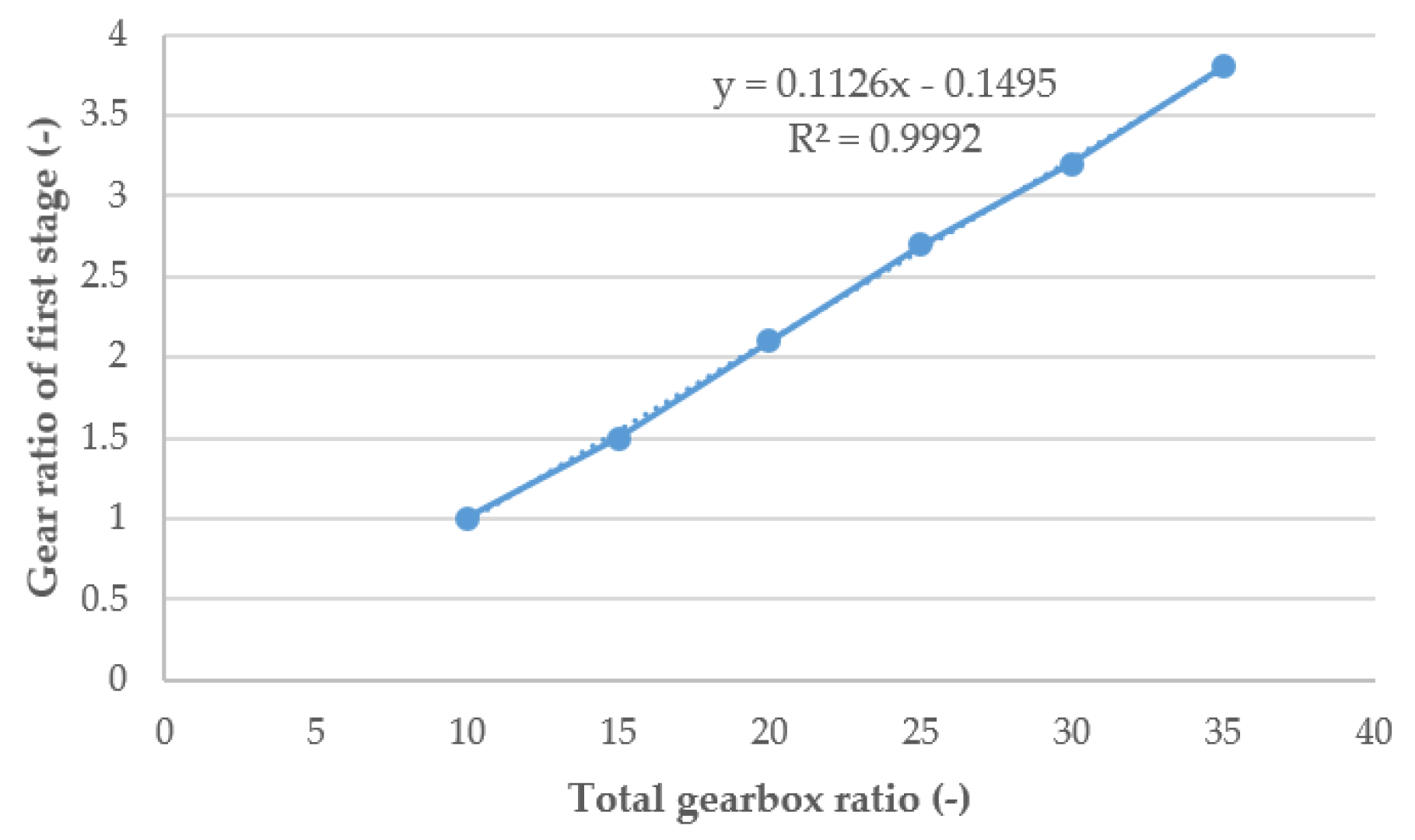
Figure 7 depicts an obvious first-order relationship among the optimal values of u
1 and u
t. Additionally, the following regression equation (with R
2 = 0.9992) to find the optimal values of u
1 was found:
After finding , the optimum value of can be determined by .
To assess the effectiveness of the proposed method, the multi-objective optimization problem was solved using the constraints of u
1, as shown in
Table 1 (referred to as the solution by the traditional method). The optimal values for the main design parameters discovered by this method are shown in
Table 11.
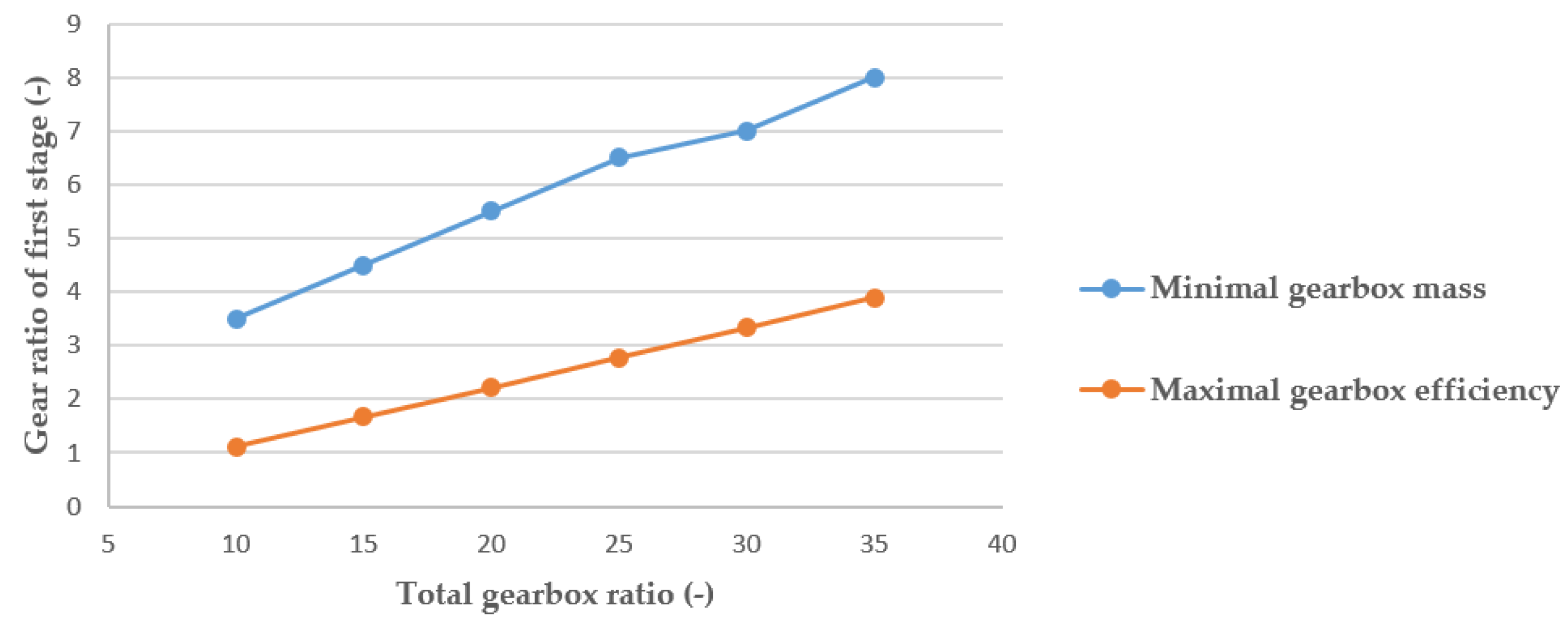
Figure 8 depicts the optimal values of u
1 as determined by the traditional method (data from
Table 10) and the new method (data from
Table 9). This figure clearly shows that the optimal values of u
1 for the new method are easily determined and obey a very simple first-order function (Equation (52)). Furthermore, when determined by traditional methods, these values are distributed randomly rather than according to common rules (
Figure 8), and they will almost certainly be less accurate than when determined by the new method.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}