
Light–Matter Complex Interactions in Stereolithographies


Abstract
:Featured Application
Abstract
1. Introduction
2. Resins and Additive Manufacturing
2.1. Materials
- The photopolymer must not dissolve in the resin that gave birth to it, which requires multifunctional monomers (see Figure 4);
- The polymer is generally denser than the initial monomer, which leads to shrinkage (as in foundry); and if the object was not supported, it falls (Stokes’ law) to the bottom of the reactor by being deformed;
- A complex deformation linked to the manufacturing process (anisotropy of local tensions and global deformation);
- An obligation of post-treatment with the risk of an ageing likely to lead to the destruction in a few days of the realized object.
2.2. Polymerization
- a zone (I) with very slow kinetics where the free radicals formed in the initiation step consume the inhibitors (oxygen);
- the zone (II) of the polymerization itself;
- the terminal step, linked to the imprisonment of the free macro-radicals which can no longer reach the reactive bonds of the remaining monomers because of the passage from a fluid material to a highly polymerized entity in which the diffusion of the reactive species is strongly hindered (cf. Figure 5).
2.3. Exothermicity
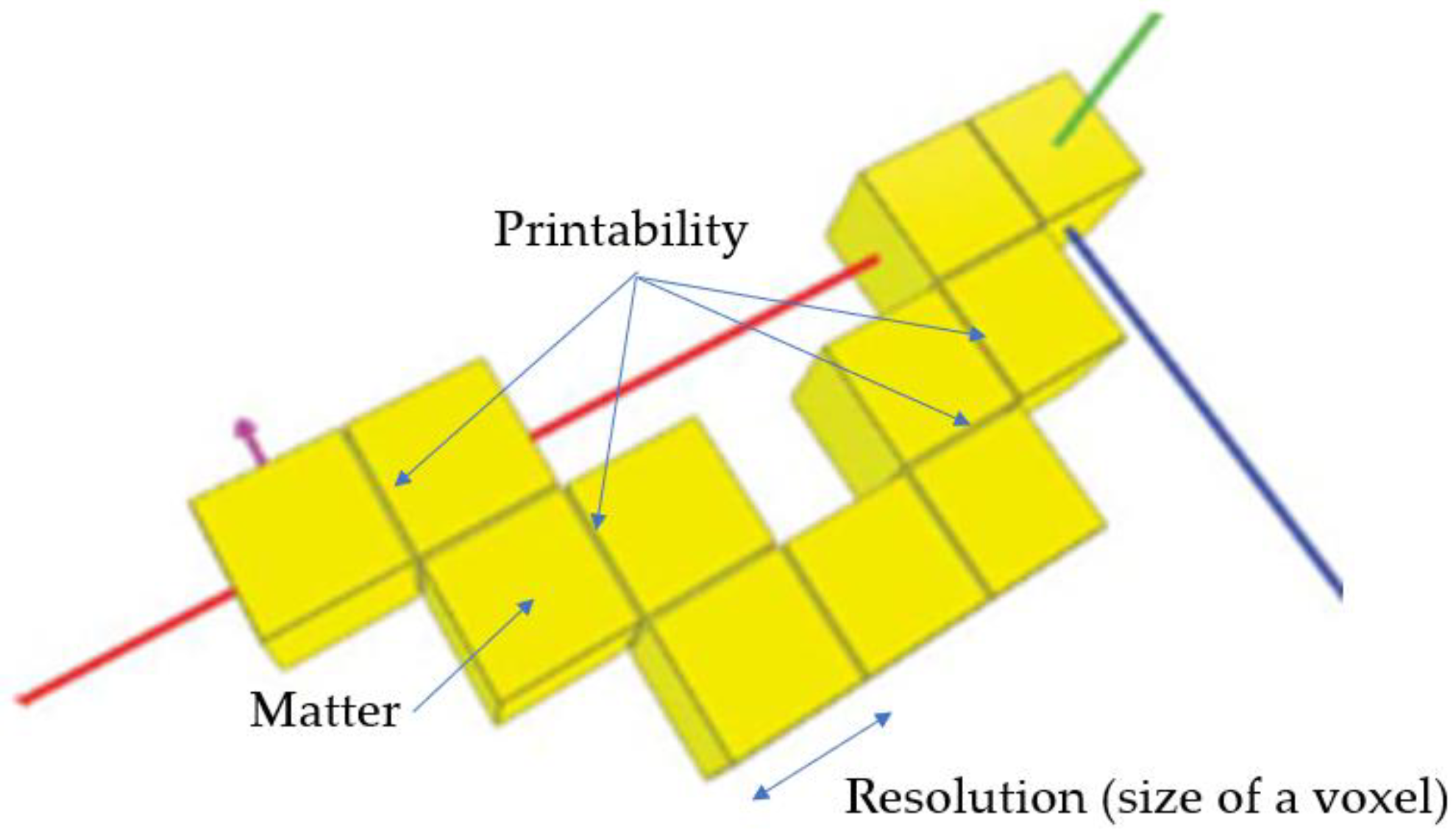
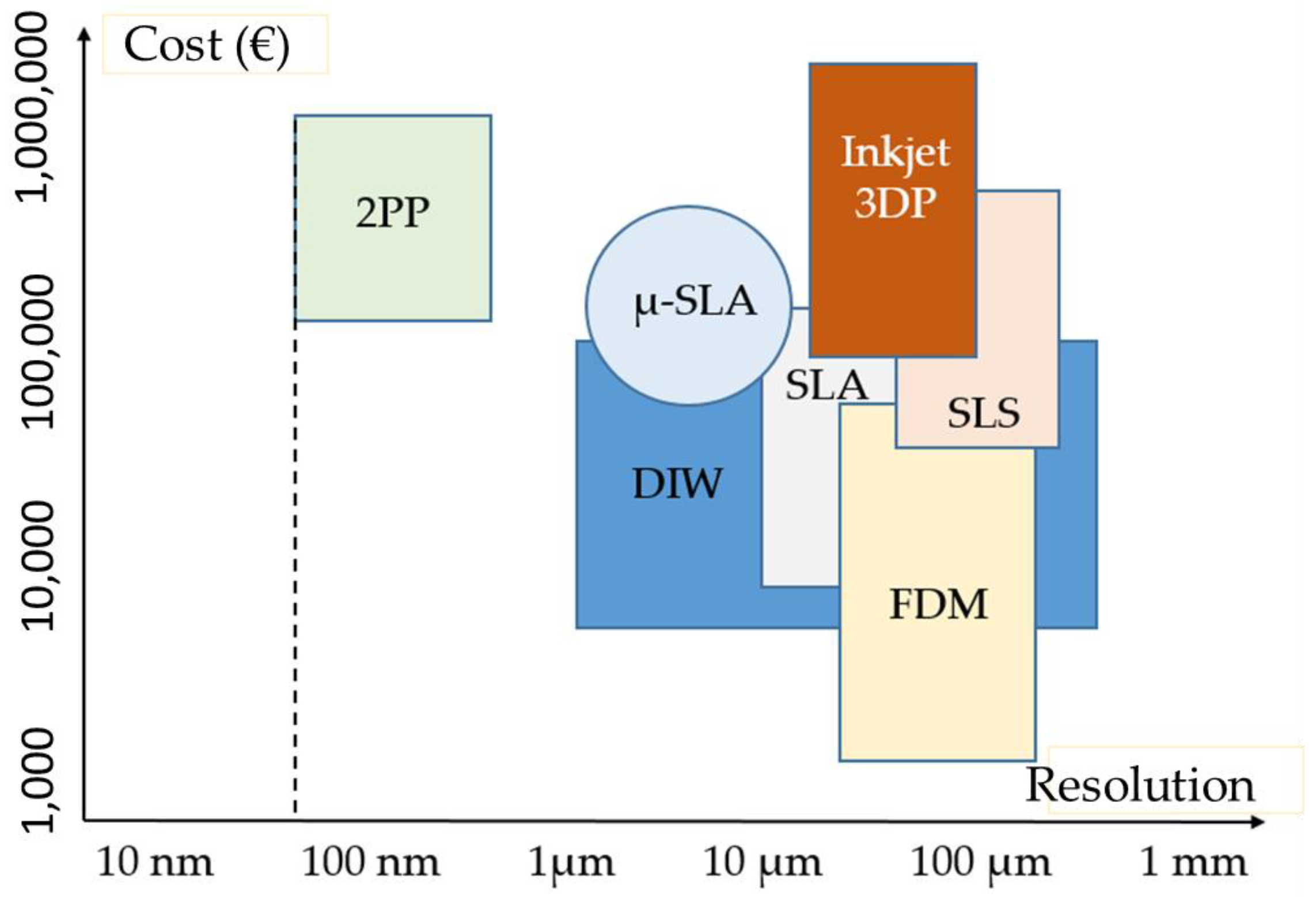
2.4. Resolution
2.5. Initiation Time
2.6. Composites
2.7. Conclusions
3. Printability
3.1. General Considerations
- -
- Mechanical: The adhesive will lodge in the pores, the asperities of the voxels. The roughness of the voxel and the notion of wetting are involved;
- -
- Diffusion: Adhesion occurs by the progressive disappearance of the interface. It is the inter-diffusion of the macromolecules that achieves the adhesion. This diffusion obeys the classical parameters: molecular weight, polarity, crystallinity, degree of cross-linking, glass transition temperature.
3.2. Acrylic Resins
3.3. Conclusions
4. Production of Free Radicals by Light
4.1. General Considerations
4.2. One-Photon Process
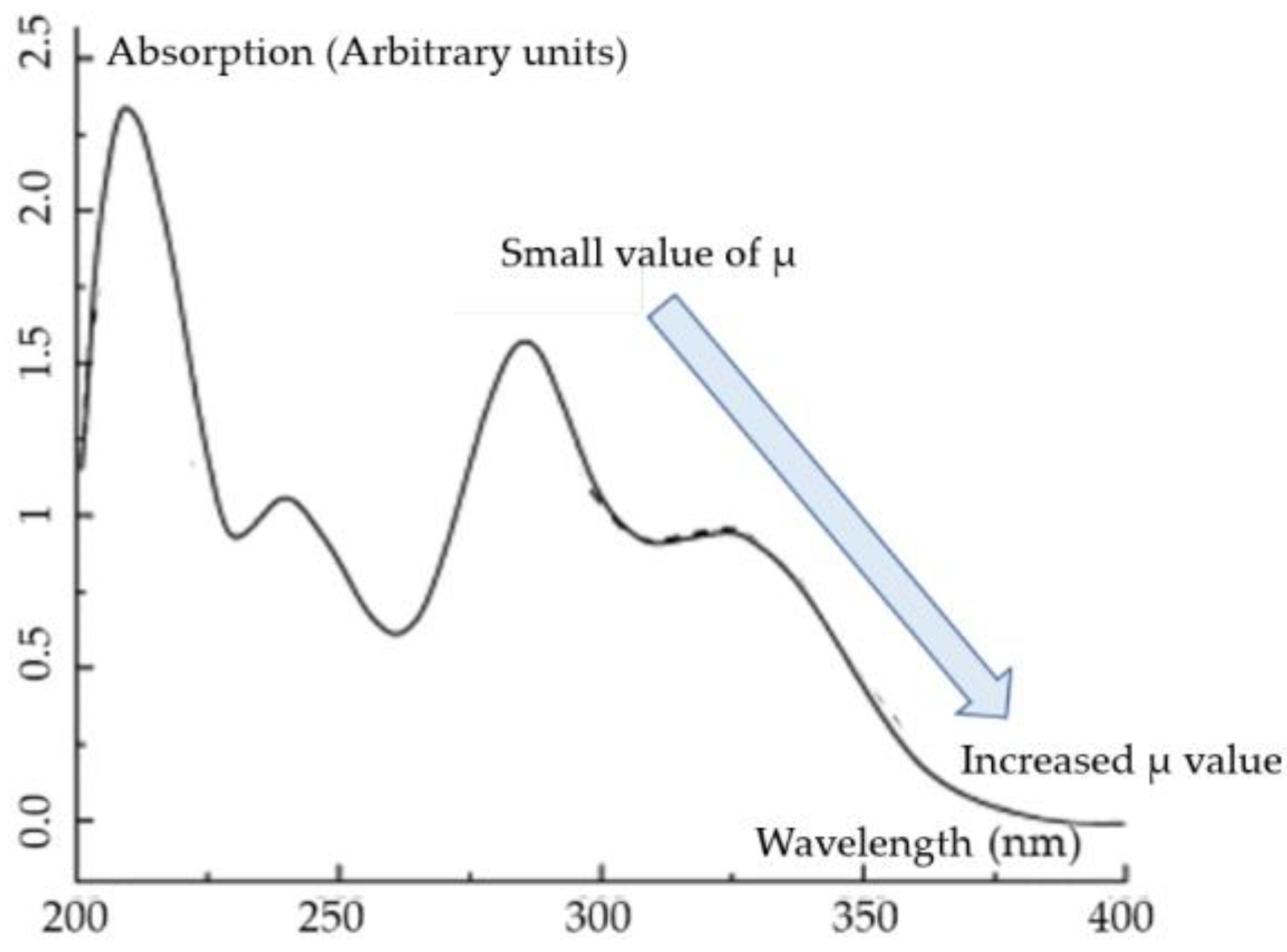
4.2.1. Absorption by an Unfilled Resin
4.2.2. Absorption by a Filled Resin
- D50: the average diameter of the particles (assumed to be spherical);
- Q: light scattering parameter defined by h.Δn2/λ, with h the interparticle distance;
- λ: irradiation wavelength;
- Δn: the difference in refractive indexes between the resin and the mineral filler (with indexes that are of the order of 2) or organic;
- C: the charge density.
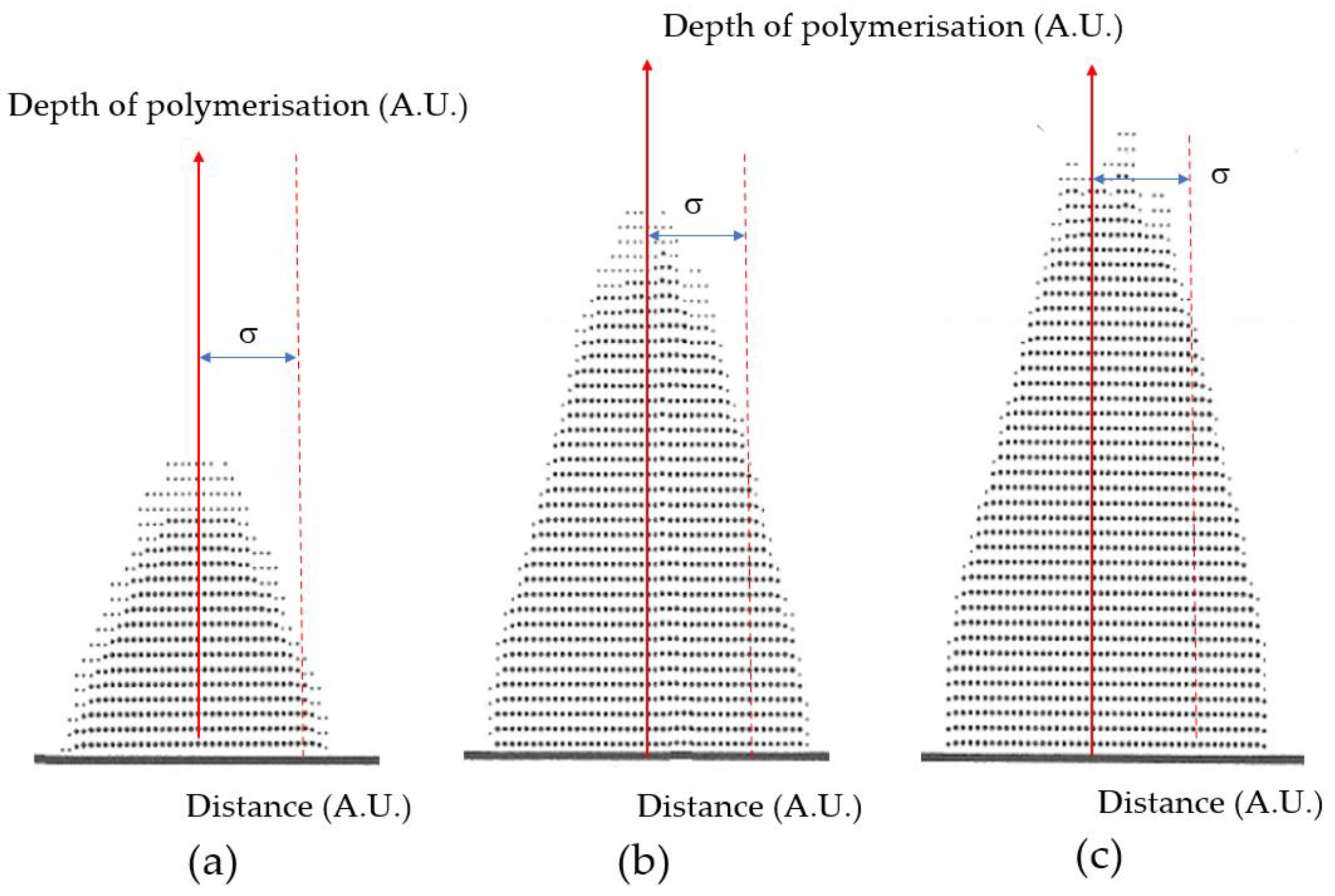
4.2.3. Polymerized Depth
- The use of oligomers (reduction in chain length and increase in the molar mass of oligomeric units);
- The use of passive fillers, which reduces the phenomenon;
- The polymerization kinetics function of the resin;
- The heat transfer (Fourier law) from the reactive zones to the whole reactor.
4.3. Simultaneously Absorbed Two-Photon Stereolithography
4.3.1. General Framework
4.3.2. Resolution
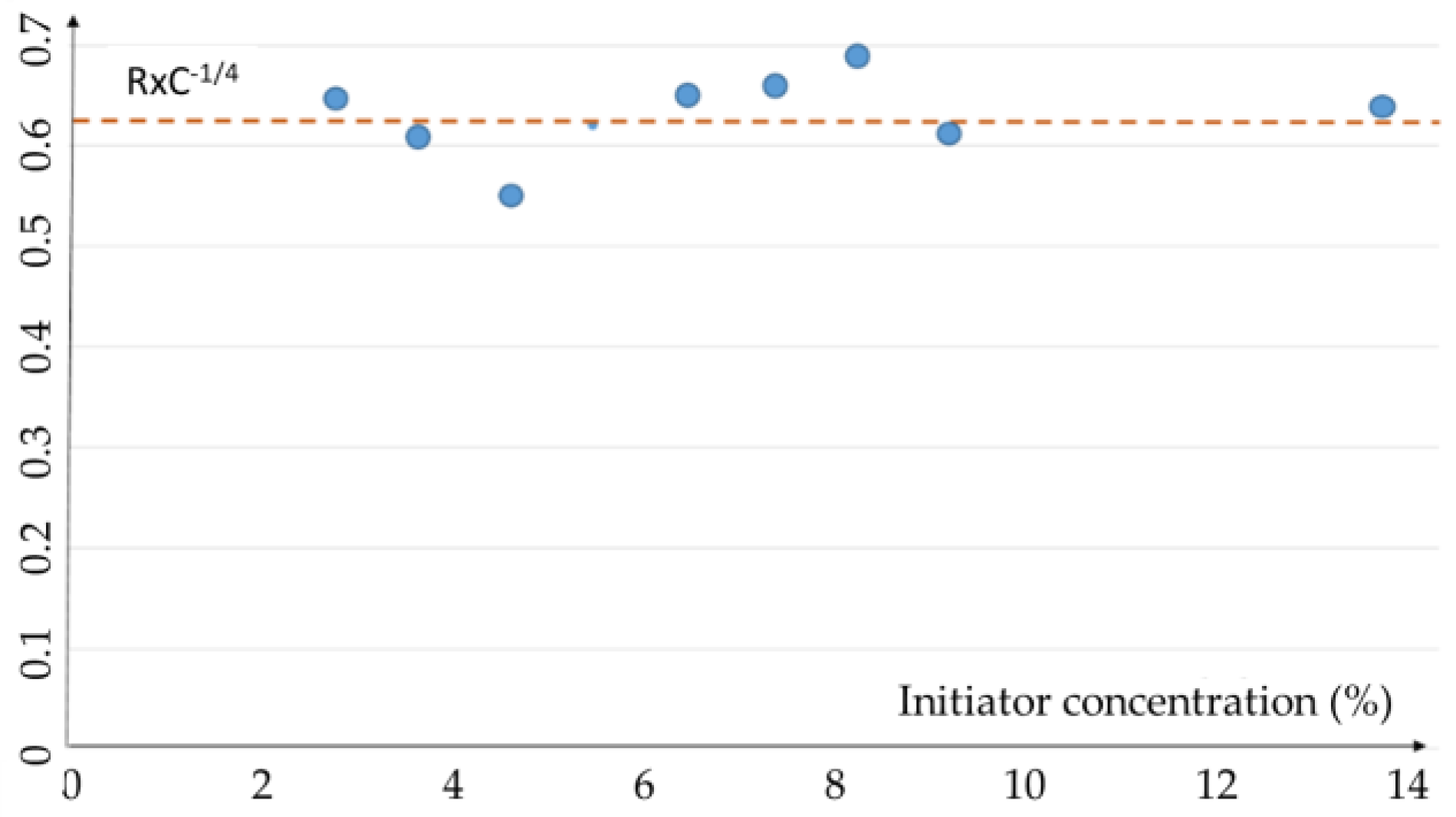
4.3.3. Classical Initiators
4.3.4. Two-Photon µ-Stereolithography
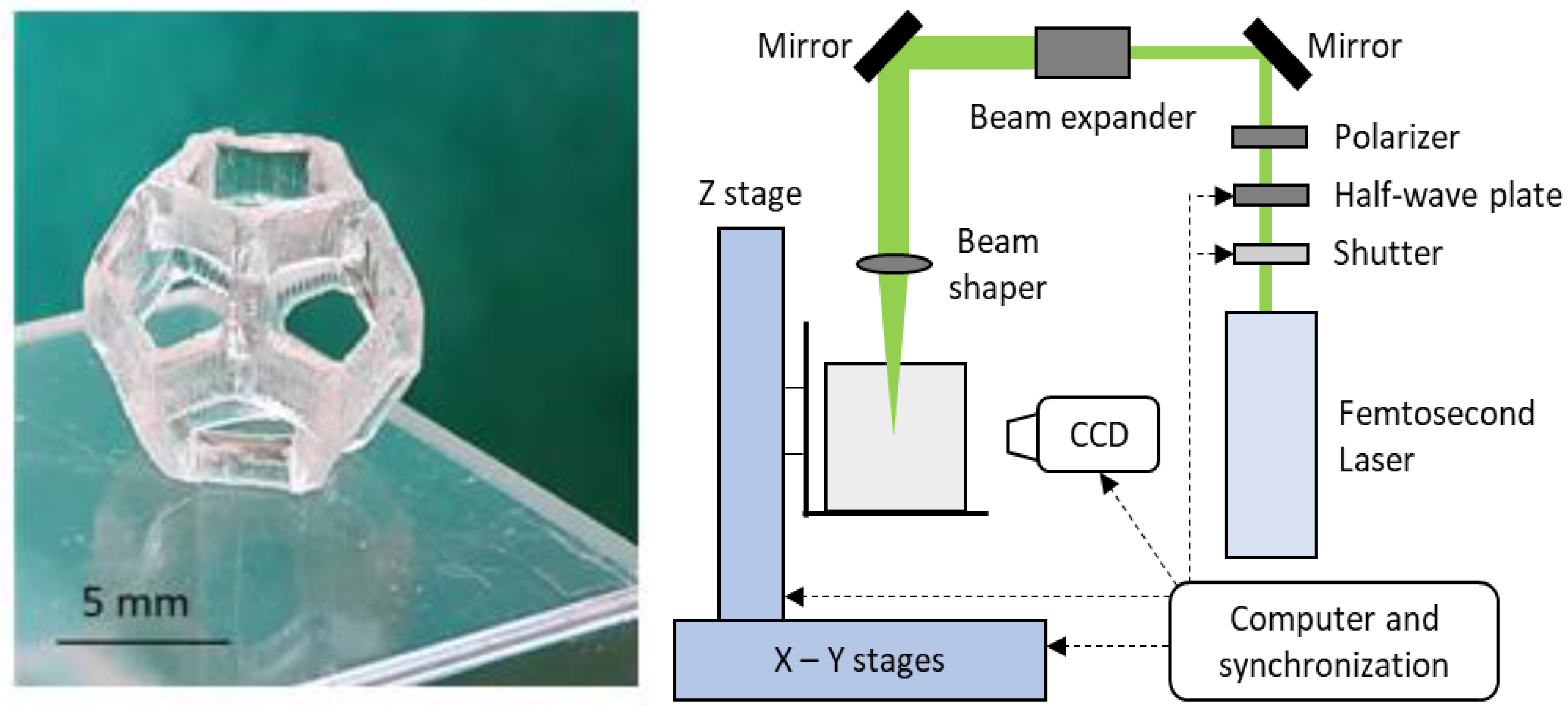
4.3.5. Two-Photon Stereolithography
Proof of Concept
Removal of Layers
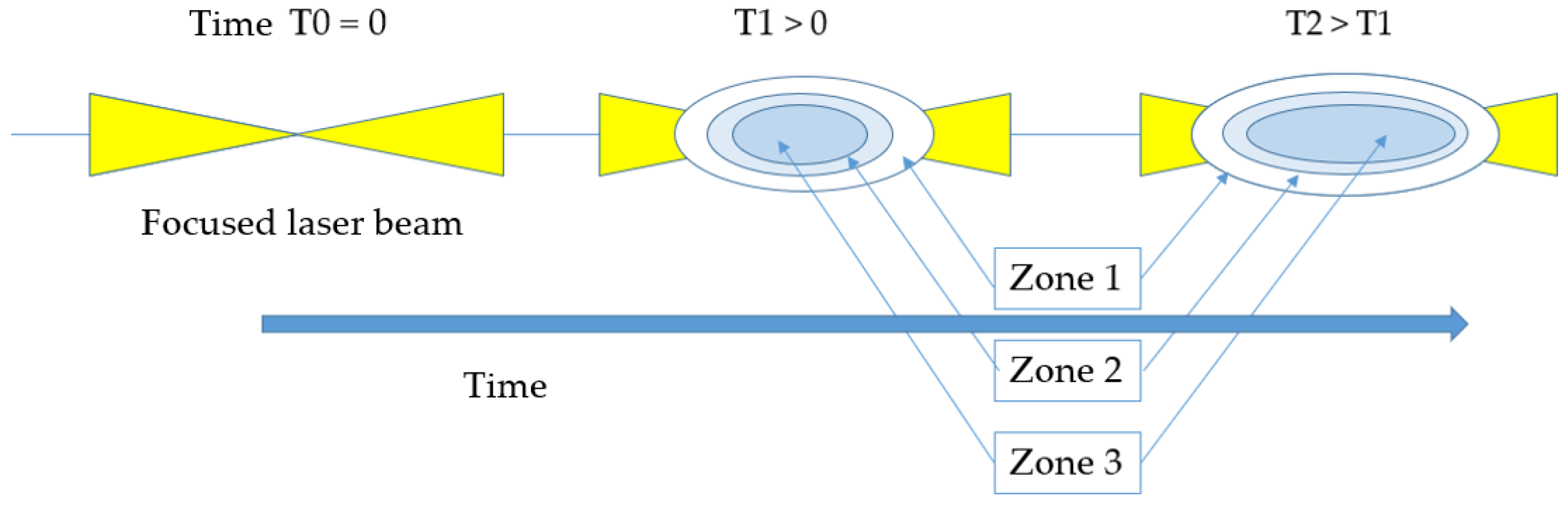
Voxels Size vs. Time
Interest of Loaded Resins
4.4. Two-Photon Stereolithography, Sequential Absorption
- A + hν1 → A* → unstable E-species with non-radiative relaxation to the ground state
- E + hν2 → production of free radicals
4.5. Conclusions
5. General Conclusions
- To be able to manufacture ever finer structures (in reasonable manufacturing times);
- To have a fast means of displacement of the laser beam(s) without prejudice to the resolution, keeping the optical properties of the light beams;
- To have a good transparency of polymerizable materials (with commercial resin, it becomes difficult to manufacture an object beyond a few cm (typically 5 for parts of 10);
- To be able to go beyond polymer parts; the example of silica, transparent charge, illustrates the direction of work to be carried out as long as one has a transparent reactive set;
- To have less expensive laser sources;
- Considering multi-material manufacturing and approaching the 4D technologies that are emerging.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- André, J.C.; Le Méhauté, A.; De Witte, O. Dispositif pour Réaliser un Modèle de Pièce Industrielle. French Patent 84 11 241, 16 July 1984. [Google Scholar]
- André, J.C. From Additive Manufacturing to 3D/4D Printing—Volume 1: From the First Concept to the Present Applications. Volume 2: Improvement of the Present Technologies and Constraints. Volume 3: Breakdown Innovations: Programmable Matter. 4D Printing and Bio-Printing; ISTE/Wiley: London, UK, 2017. [Google Scholar]
- Bougdid, Y.; Maouli, I.; Rahmouni, A.; Mochizuki, K.; Bennani, I.; Halim, M.; Sekkat, Z. Systematic λ/21 resolution achieved in nanofabrication by two-photon-absorption induced polymerization. J. Micromech. Microeng. 2019, 29, 035018. [Google Scholar] [CrossRef]
- Susperrgui, N. Etude Théorique de la Polymérisation D’esters par Voie Organométallique et Organique. Ph.D. Thesis, Université de Toulouse, Toulouse, France, 2010. [Google Scholar]
- Fiedor, P.; Pilch, M.; Szymaszek, P.; Chachaj-Brekiesz, A.; Galek, M.; Ortyl, J. Photochemical Study of a New Bimolecular Photo-initiating System for Vat Photopolymerization 3D Printing Techniques under Visible Light. Catalysts 2020, 10, 284. [Google Scholar] [CrossRef] [Green Version]
- Sertoglou, K. 3D Systems Announces Two New SLA 750 3D Printers, Resin and More—Technical Specifications and Pricing. Available online: https://3dprintingindustry.com/news/3d-systems-announces-two-new-sla-750-3d-printers-resin-and-more-technical-specifications-and-pricing-207277/ (accessed on 27 May 2023).
- Stevenson, K. Ten Juicy 3D Print Corporate Acquisition Targets. Available online: https://commentclient-com.ngontinh24.com/article/ten-juicy-3d-print-corporate-acquisition-targets-fabbaloo (accessed on 27 May 2023).
- Mélanie, W. Quels Sont les Matériaux Innovants du Formnext 2021? Available online: https://www.3dnatives.com/materiaux-formnext-2021/ (accessed on 27 May 2023).
- Mélanie, W. Quel Procédé faut-il Privilégier? Nous Avons Interrogé 3 Experts Français du Secteur afin d’en Savoir Plus! Available online: https://www.3dnatives.com/conseils-experts-imprimante-3d-resine-24082021/ (accessed on 27 May 2023).
- Merck “Irgacure”. Available online: https://www.sigmaaldrich.com/FR/fr/search/irgacure?focus=products&page=1&perpage=30&sort=relevance&term=irgacure&type=product (accessed on 27 May 2023).
- von Raumer, M.; Suppan, P.; Jacques, P. Photoinduced charge transfer processes of triplet benzophenone in acetonitrile. J. Photochem. Photobiol. A Chem. 1997, 105, 21–28. [Google Scholar] [CrossRef]
- Sigma-Aldrich “AIBN”. Available online: https://www.sigmaaldrich.com/FR/fr/search/azobisisobutyronitrile-(aibn?focus=products&page=1&perpage=30&sort=relevance&term=azobisisobutyronitrile%20(aibn&type=product (accessed on 27 May 2023).
- Sigma-Aldrich “Benzoyl Peroxide”. Available online: https://www.sigmaaldrich.com/FR/fr/search/94-36-0?focus=products&gclid=EAIaIQobChMI3_6Czv-6_gIVZxMGAB12xwGCEAMYASAAEgKBLfD_BwE&page=1&perpage=30&sort=relevance&term=94-36-0&type=cas_number (accessed on 27 May 2023).
- André, J.C.; Corbel, S. Stéréo-Photolithographie Laser; Polytechnica: Paris, France, 1994. [Google Scholar]
- Irmouli, Y.; George, B.; Merlin, A. Study of the polymerization of acrylic resins by photo-calorimetry: Interactions between UV initiators and absorbers. J. Therm. Anal. Calorim. 2009, 96, 911–916. [Google Scholar] [CrossRef]
- Nuyken, O.; Pask, S.D. Ring-Opening Polymerization—An Introductory Review. Polymers 2013, 5, 361–403. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Jiang, M.; Zhou, Z.W.; Gou, J.H.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Charton, N.; Felderman, A.; Theis, A.; Stenzel, M.H.; Davis, T.P.; Bamer-Kowolik, C. Initiation efficiency of 2,2′-azo-bis-(isobutyronitrile) in bulk dodecyl acrylate free radical polymerization over a wide conversion and molecular weight range. J. Polym. Sci. 2004, 42, 5170–5179. [Google Scholar] [CrossRef]
- Makitra, R.G.; Polyuzhin, I.P.; Golovata, I.P. Effect of solvation on the decomposition rate of azo-di-iso-butyro-nitrile. Russ. J. Gen. Chem. 2005, 75, 172–176. [Google Scholar] [CrossRef]
- Guo, S.; Wan, W.; Chen, C.; Chen, W.H. Thermal decomposition kinetic evaluation and its thermal hazards prediction of AIBN. J. Therm. Anal. Calorim. 2013, 113, 1169–1176. [Google Scholar] [CrossRef]
- Lee, M.H.; Chen, J.R.; Shine, G.Y.; Shu, C.M. Simulation approach to benzoyl peroxide decomposition kinetics by thermal calorimetric methods. J. Taiwan Inst. Chem. Eng. 2014, 45, 115–120. [Google Scholar] [CrossRef]
- Odian, G. Radical Chain Polymerization in Principles of Polymerization; J. Wiley&Sons: New York, NY, USA, 2004. [Google Scholar]
- André, J.C.; Grisoni, B.; Corbet, A. Dispositif de Réalisation d’objets Réels par Polymérisation Induite Thermiquement. French Patent 86 023 27, 20 February 1986. [Google Scholar]
- Corbel, S.; Grisoni, B.; Jezequel, J.Y.; Andre, J.C. Morpho-synthesis by space resolved thermal polymerization induced by IR lasers. Can. J. Chem. Eng. 1992, 70, 1041–1047. [Google Scholar] [CrossRef]
- Kompis, V. (Ed.) Composites with Micro- and Nano-Structure—Computational Modeling and Experiments; Springer: Frankfurt, Germany, 2007. [Google Scholar]
- Le Duigou, A.; Chabaud, G.; Castro, M. Impression 3D/4D de matériaux composites thermoplastiques. Tech. L’ingénieur 2021, BM7922. Available online: https://www.techniques-ingenieur.fr/base-documentaire/materiaux-th11/finitions-des-plastiques-fabrication-additive-des-polymeres-42475210/impression-3d-4d-de-materiaux-composites-thermoplastiques-bm7922/ (accessed on 27 May 2023). [CrossRef]
- Aguiar, B.A.; Nisar, A.; Thomas, T.; Zhang, C.; Agarwal, A. In-situ resource utilization of lunar highlands regolith via additive manufacturing using digital light processing. Ceram. Int. 2023, 49, 17283–17295. [Google Scholar] [CrossRef]
- Mollon, G. A numerical framework for discrete modelling of friction and wear using Voronoi polyhedrons. Tribol. Int. 2015, 90, 343–355. [Google Scholar] [CrossRef]
- Enferad, S.; Petit, J.; Gaiani, C.; Falk, V.; Burgain, J.; De Richter, S.K.; Jenny, M. Effect of particle size and formulation on powder rheology. Part. Sci. Technol. 2020, 39, 362–370. [Google Scholar] [CrossRef]
- Enferad, S. Compacting and Aging of Powders: Influence of the Formulation. PhD Thesis, Université de Lorraine, Lorraine, France, 2020. [Google Scholar]
- Keller, S.; Jaeger, H.M. Aleatory architectures. Granul. Matter 2016, 18, 26. [Google Scholar] [CrossRef] [Green Version]
- Ouabbas, Y.; Galet, L.; Patry, S.; Devrient, L. Modification des propriétés des poudres par enrobage à sec dans un mélangeur Cyclomix. In Formulation des Solides Divisés; EDP Sciences: Les Ulis, France, 2009. [Google Scholar]
- Paroissien, E. Contribution Aux Assemblages Hybrides (Boulonnés/Collés)—Application Aux Jonctions Aéronautiques. Ph.D. Thesis, ENSMP, Paris, France, 2016. [Google Scholar]
- Bretton, C.; Villoutreix, G. Familles d’adhésifs et caractérisation d’un collage structural. Tech. L’ingénieur 2022, AM3560 V2. Available online: https://www.techniques-ingenieur.fr/base-documentaire/materiaux-th11/applications-des-plastiques-42141210/familles-d-adhesifs-et-caracterisation-d-un-collage-structural-am3560/ (accessed on 27 May 2023). [CrossRef]
- Schaeffer, P.; Bertsch, A.; Corbel, S.; Jezequel, J.Y.; Andre, J.C. Industrial photochemistry: XXIV—Relations between light flux and polymerized depth in laser stereo-photolithography. J. Photochem. Photobiol. A Chem. 1997, 107, 283–290. [Google Scholar] [CrossRef]
- Göppert-Mayer, M. Historic Article—Elementary processes with two quantum transitions. Ann. Für Phys. 2009, 18, 466–479. [Google Scholar] [CrossRef]
- Adamson, A.W.; Lewis, J.D. Method and Apparatus for Generating 3 Dimensional Patterns. U.S. Patent 3609706 A, 6 December 1968. [Google Scholar]
- McGinniss, V.D.; Schwerzel, R.E. Photo-Polymerizable Composition Containing a Photosensitizer Donor and Photo-Initiator Acceptor. U.S. Patent 4571377 A, 23 February 1984. [Google Scholar]
- Jiang, L.J.; Zhou, Y.S.; Xiang, W.; Gao, Y.; Huang, X.; Jiang, L.; Balocchini, T.; Silvain, J.F. Two photon polymerization: Investigation of chemical and mechanical properties of resin using Raman micro-spectroscopy. Opt. Lett. 2014, 39, 3034–3037. [Google Scholar] [CrossRef]
- Wei, J.; Li, Y.; Song, P.; Yang, Y.; Ma, F. Effect of Polymerization on the Charge-Transfer Mechanism in the One (Two).—Photon Absorption Process of D–A-Type Triphenylamine Derivatives. J. Phys. Chem. 2021, A125, 777–794. [Google Scholar] [CrossRef] [PubMed]
- McClain, W.M. Two-photon molecular spectroscopy. Acc. Chem. Res. 1974, 7, 129–135. [Google Scholar] [CrossRef]
- Cagnac, B.; Grynberg, G.; Biraben, F. Spectroscopie d’absorption multi-photonique sans effet Doppler. J. Phys. 1973, 34, 845–858. [Google Scholar] [CrossRef] [Green Version]
- Bonin, K.D.; McIlrath, T.J. Two-photon electric-dipole selection rules. J. Opt. Soc. Am. 1983, B1, 52–55. [Google Scholar] [CrossRef]
- Melikechi, N.; Allen, L. Two-photon electric-dipole selection rules and nondegenerate real intermediate states. J. Opt. Soc. Am. B 1986, 3, 41–44. [Google Scholar] [CrossRef]
- Dufour, P.; Dufour, S.; Castonguay, A.; McCarthy, N.; De Koninck, Y. Two-photon laser scanning fluorescence microscopy for functional cellular imaging: Advantages and challenges or One photon is good… but two is better! Med. Sci. 2006, 22, 837–844. [Google Scholar]
- Lewandowska-Andralojc, A.; Hug, G.L.; Hörner, G.; Pedzinski, T.; Marciniak, B. Unusual photo-behaviour of benzophenone triplets in hexa-fluoro-isopropanol. Inversion of the triplet character of benzophenone. J. Photochem. Photobiol. 2012, 244A, 1–8. [Google Scholar] [CrossRef]
- Kellmann, A.; Tfibel, F. Radicals produced from the laser-induced photoionization of acridine in solution. J. Photochem. 1982, 18, 81–88. [Google Scholar] [CrossRef]
- Bensasson, R.; Land, E.J. Triplet-triplet extinction coefficients via energy transfer. Trans. Faraday Soc. 1971, 67, 1904–1915. [Google Scholar] [CrossRef]
- Bagdasaryan, K.S.; Kirjukhin, Y.I.; Sinitsina, Z.A. Quantitative studies of bi-photonic reactions. J. Photochem. 1972, 1, 225–240. [Google Scholar] [CrossRef]
- Nielsen, B.R.; Jørgensen, K.; Skibsted, L.H. Triplet—Triplet extinction coefficients, rate constants of triplet decay and rate constant of anthracene triplet sensitization by laser flash photolysis of astaxanthin, β-carotene, canthaxanthin and zeaxanthin in deaerated toluene at 298 K. J. Photochem. Photobiol. A Chem. 1998, 112, 127–133. [Google Scholar] [CrossRef]
- Brinen, J.; Innes, J.; Kazan, J. T-T′ absorption of molecules with extremely high extinction coefficients. Chem. Phys. Lett. 1972, 15, 69–72. [Google Scholar] [CrossRef]
- Malval, J.P.; Dietlin, C.; Allonas, X.; Fouassier, J.P. Sterically tuned photo-reactivity of an aromatic α-diketones family. J. Photochem. Photobiol. 2007, A192, 66–73. [Google Scholar] [CrossRef]
- Malval, J.-P.; Jin, M.; Morlet-Savary, F.; Chaumeil, H.; Defoin, A.; Soppera, O.; Scheul, T.; Bouriau, M.; Baldeck, P.L. Enhancement of the Two-Photon Initiating Efficiency of a Thioxanthone Derivative through a Chevron-Shaped Architecture. Chem. Mater. 2011, 23, 3411–3420. [Google Scholar] [CrossRef]
- Singh-Rachford, T.N.; Castellano, F.N. Low power visible to UV up-conversion. J. Phys. Chem. 2009, A113, 5912–5917. [Google Scholar] [CrossRef]
- Land, E.J. Extinction coefficients of triplet-triplet transitions. Proc. R. Soc. 1968, A305, 457–471. [Google Scholar]
- Almgren, M. The natural phosphorescence lifetime of biacetyl and Benzil in fluid solution. Photochem. Photobiol. 1967, 6, 829–840. [Google Scholar] [CrossRef]
- Zhao, Y.; Dan, Y. Synthesis and characterization of a polymerizable benzophenone derivative and its application in styrenic polymers as UV-stabilizer. Eur. Polym. J. 2007, 43, 4541–4551. [Google Scholar] [CrossRef]
- Balland, D.; Gukllard, R.; Andre, J.; Guillard, R. Experimental Studies and Modelling of Light Distribution in Photopolymerizable Composite Materials. Dent. Mater. J. 1984, 3, 93–98. [Google Scholar] [CrossRef] [Green Version]
- Braun, C.; Andre, J. Industrial photochemistry VII: Light distribution in a diffusing medium of titanium dioxide in water. J. Photochem. 1985, 28, 13–29. [Google Scholar] [CrossRef]
- Zhakeyev, A.; Zhang, L.; Xuan, J. Photoactive resin formulations and composites for optical 3D and 4D printing of functional materials and devices. In 3D and 4D Printing of Polymer Nano-Composite Materials—Processes—Applications and Challenges; Sadavisuni, K.K., Deshmukh, K., Almaadeed, M.A., Eds.; Elsevier: Amsterdam, The Netherlands, 2020; pp. 387–425. [Google Scholar]
- Quan, H.; Zhang, T.; Xu, H.; Luo, S.; Nie, J.; Zhu, X. Photo-curing 3D printing technique and its challenges. Bioact. Mater. 2020, 5, 110–115. [Google Scholar] [CrossRef] [PubMed]
- Bertsch, A.; Renaud, P. Micro-stereolithography. In Stereolithography—Materials, Processes and Applications; Bartolo, P.J., Ed.; Springer: New York, NY, USA, 2011. [Google Scholar]
- Kannan, R.; He, G.S.; Yuan, I.; Xu, F.; Prasad, P.N.; Dombroskie, A.G.; Reinhardt, B.A.; Baur, J.W.; Vaia, R.A.; Tan, L.S. Diphenyl-amino-fluorene-based two-photon-absorbing chromophores with various π-electron acceptors. Chem. Mater. 2001, 13, 1896–1904. [Google Scholar] [CrossRef]
- Belfield, K.D.; Schafer, K.J.; Liu, Y.; Liu, J.; Ren, X.; Stryland, E.W.V. Multiphoton-absorbing organic materials for microfabrication. emerging optical applications and non-destructive three-dimensional imaging. J. Phys. Org. Chem. 2000, 13, 837–849. [Google Scholar] [CrossRef]
- Selimis, A.; Mironov, V.; Farsari, M. Direct laser writing: Principles and materials for scaffold 3D printing. Microelectron. Eng. 2015, 132, 83–89. [Google Scholar] [CrossRef]
- Woodward, J.R.; Lin, T.S.; Sakaguchi, Y.; Hayashi, H. Biphotonic photochemistry of benzophenone in DMSO: A flash photolysis EPR study. Mol. Phys. 2002, 100, 1235–1244. [Google Scholar] [CrossRef]
- Schafer, K.J.; Hales, J.M.; Balu, M.; Belfield, K.D.; Van Stryland, E.W.; Hagan, D.J. Two-photon absorption cross-sections of common photo-initiators. J. Photochem. Photobiol. 2004, A162, 497–502. [Google Scholar] [CrossRef]
- Kim, H.M.; Cho, B.R. Two photon materials with large two-photon cross section: Structure property relationship. Chem. Commun. 2009, 153–164. [Google Scholar] [CrossRef]
- Devi, C.L.; Yesudas, K.; Makarov, N.S.; Rao, V.J.; Bhanuprakash, K.; Perry, J. Fluororenyl-ethynperylene derivatives with strong two photon absorption: Influence of substituents on optical properties. J. Mater. Chem. 2015, C3, 3730–3744. [Google Scholar]
- Liu, X.T.; Reu, A.M.; Guo, J.F.; Sun, Y.; Huang, S.; Feu, J.K. Theoretical investigation of one- and two-photon spectra of pyrazabole chromophores. Theor. Chem. Acc. 2011, 130, 37–50. [Google Scholar] [CrossRef]
- Liu, Y.; Nolte, D.D.; Pyrak-Nolte, L. Large format fabrication by two-photon polymerization. Appl. Phys. 2010, 100A, 181–191. [Google Scholar] [CrossRef]
- Liu, Y.; Hu, Q.; Zhang, F.; Tuck, C.; Irvine, D.; Hague, R.; He, Y.; Simonelli, M.; Rance, G.A.; Smith, E.F.; et al. Additive Manufacture of Three Dimensional Nanocomposite Based Objects through Multiphoton Fabrication. Polymers 2016, 8, 325. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Moura, G.L.; Simas, A.M. Two photon absorption of fluorine derivatives: Systematic molecular design. J. Phys. Chem. 2010, 114, 6106–6116. [Google Scholar]
- Terenziani, F.; Katan, C.; Badaeva, E.; Tretiak, S.; Blanchard-Desce, M. Enhanced two-photon absorption of organic chromophores: Theoretical and experimental assessments. Adv. Mater. 2008, 20, 4641–4687. [Google Scholar] [CrossRef] [Green Version]
- Cumpston, B.H.; Ananthavel, S.P.; Barlow, S.; Dyer, D.L.; Ehrlich, J.E.; Erskine, L.L.; Heikal, A.A.; Kuebler, S.M.; Lee, I.-Y.S.; McCord-Maughon, D.; et al. Two-photon polymerization initiators for three-dimensional optical data storage and microfabrication. Nature 1999, 398, 51–54. [Google Scholar] [CrossRef]
- Lee, K.S.; Kim, S.O.; Yang, H.K.; Sao, B.K.; Sun, H.B.; Kowata, S.; Fleitz, P. Lithographic microfabrication by using two photon absorbing phenylene-vinylene derivatives. Molecular Crystals. Liq. Cryst. 2004, 424, 35–41. [Google Scholar] [CrossRef]
- Lee, K.S.; Kim, R.H.; Yang, D.Y.; Park, S.H. Advances in 3D Nano/microfabrication using two photons induced polymerization. Prog. Polym. Sci. 2008, 33, 631–681. [Google Scholar] [CrossRef]
- Chakrabarti, S.; Ruud, K. Large two photon absorption cross section: Molecular tweezer as a new promising class of compounds for nonlinear optics. Physical Chemistry. Chem. Phys. 2009, 11, 2592–2596. [Google Scholar] [CrossRef]
- Park, S.H.; Lee, S.H.; Yang, D.Y. Sub-regional slicing method to increase three-dimensional nanofabrication efficiency in two-photon polymerization. Appl. Phys. Lett. 2005, 87, 154108. [Google Scholar] [CrossRef] [Green Version]
- Park, S.H.; Yang, D.Y.; Lee, K.S. Two-photon stereo-lithography for realizing ultraprecise three-dimensional Nano/micro-devices. Laser Photonics Rev. 2009, 3, 1–11. [Google Scholar] [CrossRef]
- Skoog, S.A.; Goering, P.L.; Narayan, R.J. Stereolithography in tissue engineering. J. Mater. Sci. Mater. Med. 2010, 25, 845–856. [Google Scholar] [CrossRef]
- Ovsianikov, A.; Farsari, M.; Chichkov, B. Photonic and biomedical applications of the two photon polymerization technique. In Stereo-Lithography. Materials. Processes and Applications; Bartolo, P.J., Ed.; Springer: New York, NY, USA, 2011. [Google Scholar]
- Farsari, M.; Chichkov, B.N. Two-photon fabrication. Nat. Photon. 2009, 3, 450–452. [Google Scholar] [CrossRef]
- Zhao, Y.; Li, X.; Wu, F.; Fang, X. Novel multi-branched two-photon-polymerization initiators of keto-coumarin derivatives. J. Photochem. Photobiol. 2006, 177A, 12–16. [Google Scholar] [CrossRef]
- Geng, Q.; Wang, D.; Chen, P.; Chen, S.C. Ultrafast multi-focus 3-D nano-fabrication based on two-photon polymerization. Nat. Commun. 2019, 10, 2179. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Berg, A.; Wyrwa, R.; Weisser, J.; Weiss, T.; Schade, R.; Hildebrand, G.; Liefeith, K.; Schneider, B.; Ellinger, R.; Schnabelrauch, M. Synthesis of Photopolymerizable Hydrophilic Macromers and Evaluation of Their Applicability as Reactive Resin Components for the Fabrication of Three-Dimensionally Structured Hydrogel Matrices by 2-Photon-Polymerization. Adv. Eng. Mater. 2011, 13, B274–B284. [Google Scholar] [CrossRef]
- André, J.C.; Gallais, L. Procédé pour la Réalisation d’un Objet Tridimensionnel par un Processus de Photo-Polymérisation Multi-Photonique et Dispositif Associé Utilisant des Nanoparticules. French Patent FR 1852698, 28 March 2018. [Google Scholar]
- André, J.C.; Gallais, L.; Amra, C. Procédé Pour la Réalisation d’un Objet Tridimensionnel par un Processus de Photopolymérisation Multi-Photonique et Dispositif Associé. French Patent 16-59211, 28 September 2016. [Google Scholar]
- André, J.C.; Gallais, L.; Amra, C.; Zerrad, M. Procédé de Fabrication d’un Objet Tridimensionnel. ou de Modification de l’état de Surface d’un Objet Préformé. par Photopolymérisation. French Patent FR 1908646, 4 February 2021. [Google Scholar]
- Surkamp, N.; Zyla, G.; Gurevich, E.L.; Klehr, A.; Knigge, A.; Ostendorf, A.; Hofmann, M.R. Mode-locked diode laser-based two-photon polymerization. Electron. Lett. 2020, 56, 91–93. [Google Scholar] [CrossRef]
- Doualle, T.; André, J.C.; Gallais, L. 3D-printing of silica glass through multiphoton polymerization process. Opt. Lett. 2021, 46, 364–367. [Google Scholar] [CrossRef]
- Carlotti, M.; Mattoli, V. Functional Materials for Two-Photon Polymerization in Microfabrication. Small 2019, 15, e1902687. [Google Scholar] [CrossRef]
- Bagheri, A.; Jin, J. Photo-polymerization in 3D Printing. ACS Appl. Polym. Mater. 2019, 1, 593–611. [Google Scholar] [CrossRef] [Green Version]
- Sänger, J.; Pauw, B.R.; Sturm, H.; Günster, J. First time additively manufactured advanced ceramics by using two-photon polymerization for powder processing. Open Ceram. 2020, 4, 100040. [Google Scholar] [CrossRef]
- Kotz, F.; Quic, A.S.; Risch, P.; Martin, T.; Hoose, T.; Thiel, M.; Helmer, D.; Rapp, B.E. Two-Photon Polymerization of Nanocomposites for the Fabrication of Transparent Fused Silica Glass Microstructures. Adv. Mater. 2021, 33, 2006341. [Google Scholar] [CrossRef]
- Regehly, M.; Garmshausen, Y.; Reuter, M.; König, N.F.; Israel, E.; Kelly, D.P.; Chou, C.Y.; Koch, K.; Asfari, B.; Hecht, S. Xolography for linear volumetric 3D printing. Nature 2020, 588, 620–624. [Google Scholar] [CrossRef] [PubMed]
- André, J.C. Impression 3D «volumique»: Du décimètre au mm? Tech. L’ingénieur 2022, RE289. Available online: https://www.techniques-ingenieur.fr/base-documentaire/mecanique-th7/enjeux-procedes-et-marches-42686210/impression-3d-volumique-du-decimetre-au-m-re289/vers-le-principe-de-l-impression-3d-volumique-re289niv10001.html (accessed on 27 May 2023).


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Some Commercial Resins | References |
|---|---|
| Monomers, initiators: Acrylic resins and photochemical initiators (aromatic ketones). Examples: 2-hydroxyethyl methacrylate, 1,6-hexanediol diacrylate, pentaerythritol tetra-acrylate, etc. | Cf. Fluka; Sigma-Aldrich (St. Louis, MO, USA); Quick-Parts; Merck; Arkema; Norland; Yosra; Nanoscribe catalogs (2022) |
| Specific monomer: Ionic polymerization monomer | [5] |
| Commercial resins: Materialise, Acura AMX, Durable natural 3D printing resin (3D Systems), etc. | Materialise (2022); [6]; Additive 3D (2022); Evonik catalog; 3D Ceram (2022) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Doualle, T.; Gallais, L.; André, J.-C. Light–Matter Complex Interactions in Stereolithographies. Appl. Sci. 2023, 13, 6844. https://doi.org/10.3390/app13116844
Doualle T, Gallais L, André J-C. Light–Matter Complex Interactions in Stereolithographies. Applied Sciences. 2023; 13(11):6844. https://doi.org/10.3390/app13116844
Chicago/Turabian StyleDoualle, Thomas, Laurent Gallais, and Jean-Claude André. 2023. "Light–Matter Complex Interactions in Stereolithographies" Applied Sciences 13, no. 11: 6844. https://doi.org/10.3390/app13116844