
Recent Developments and Emerging Trends in Paint Industry Wastewater Treatment Methods

Abstract
:Featured Application
Abstract
1. Introduction
2. Wastewater from the Paint Industry
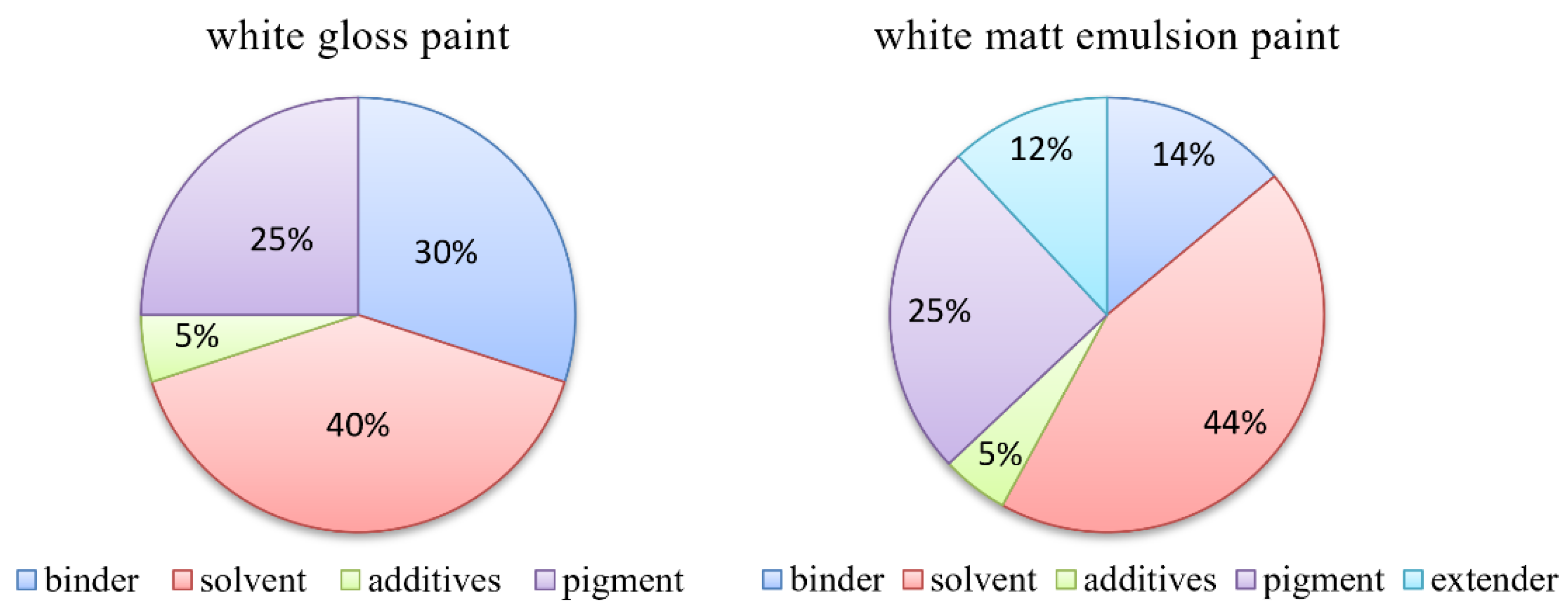
2.1. Paint
2.2. Paint Industrial Wastewater
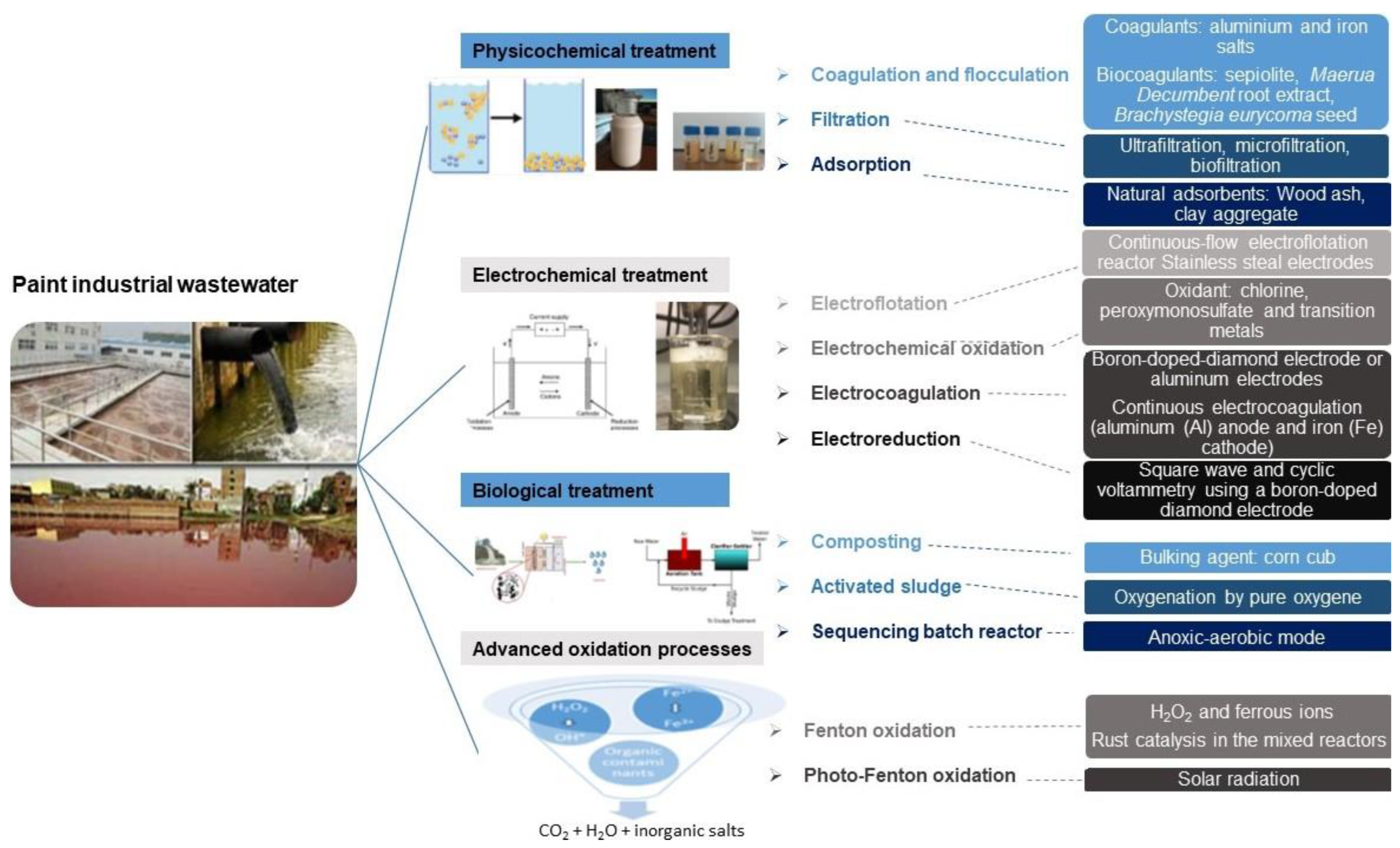
3. Paint Industry Wastewater Treatment Methods
3.1. Physicochemical treatment
3.1.1. Coagulation and Flocculation
3.1.2. Adsorption
3.2. Biological Treatment
3.3. Electrochemical Treatment
3.3.1. Electroflotation
3.3.2. Electrochemical Oxidation
3.3.3. Electrocoagulation
3.4. Treatment by Advanced Oxidation Processes
3.5. Combination of Treatment Processes

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatment Method | Treatment Parameters | Results | Source of Wastewater | References |
|---|---|---|---|---|
| Radiation in combination with coagulation and adsorption | Coagulant Al2(SO4)3 10 g/L, pH 8 adsorbent granular activated carbon absorbed radiation dose range 0.5–10 kGy | COD removal 92% BOD removal 98.5% efficient radiation dose 2 kGy to remove nearly 100% of bacteria 10 kGy for reduction of COD, BOD and TSS | Discharge of a paint factory | [29] |
| Combination of chemical coagulation-flocculation with aerobic biological process | FeCl3 and coagulant aid centrifuged at 6000 rpm 25 min | 96% of COD removal, 97% of color removal and 92.5% of BOD removal | Collected from equalization tank of a paint factory | [19] |
| Multilevel contact oxidation system | 25 L active sludge, 30 L painting wastewater and 25 L clean water evenly mixed and then fed to biological tank with special biological stuffing total process time 30 days | Removal of COD 84% SS 82.5% with hydraulic retention time of 8 h | Painting wastewater pretreated by physicochemical process | [82] |
| Hybrid electro-thermochemical wastewater treatment technology | Additives—two types: organic, inorganic—added during the treatment procedure both additives were used for 2 different potential settings resulting in 4 treated water samples | Removal efficiency factor (REF) 90% | Water discharge of paint factory | [6] |
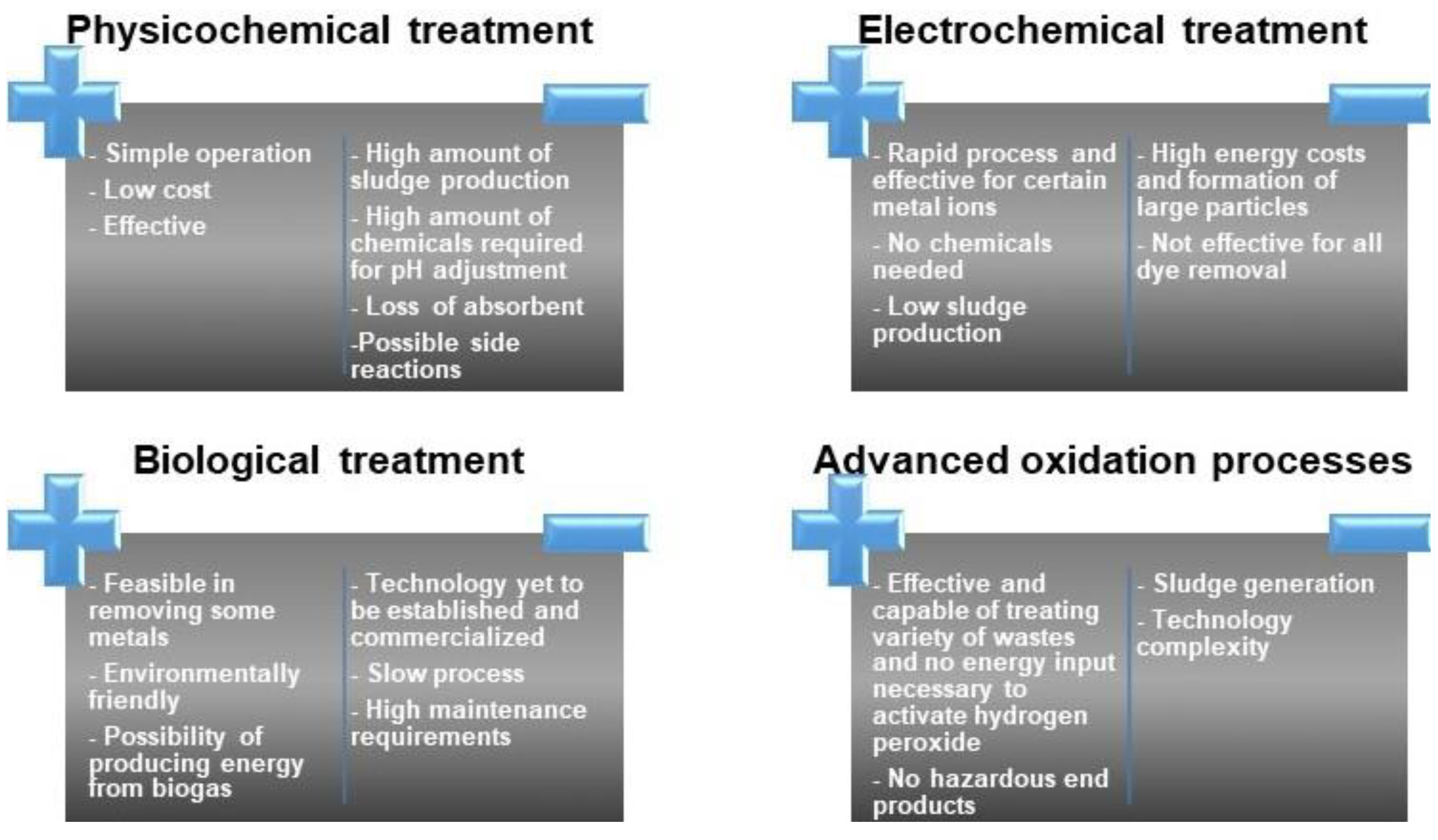
4. Comparison of Techniques and Future Trends
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Li, J.; Pham, A.N.; Dai, R.; Wang, Z.; Waite, T.D. Recent advances in Cu-Fenton systems for the treatment of industrial wastewaters: Role of Cu complexes and Cu composites. J. Hazard. Mater. 2020, 392, 122261. [Google Scholar] [CrossRef] [PubMed]
- Zhou, S.; Xia, L.; Fu, Z.; Zhang, C.; Duan, X.; Zhang, S.; Wang, Y.; Ding, C.; Xin, L.; Xu, W. Purification of dye-contaminated ethanol-water mixture using magnetic cellulose powders derived from agricultural waste biomass. Carbohydr. Polym. 2021, 258, 117690. [Google Scholar] [CrossRef] [PubMed]
- Croce, R.; Cinà, F.; Lombardo, A.; Crispeyn, G.; Cappelli, C.I.; Vian, M.; Maiorana, S.; Benfenati, E.; Baderna, D. Aquatic toxicity of several textile dye formulations: Acute and chronic assays with Daphnia magna and Raphidocelis subcapitata. Ecotoxicol. Environ. Saf. 2017, 144, 79–87. [Google Scholar] [CrossRef] [PubMed]
- Nicholas, N. Innovation in Industrial Wastewater Treatment—Sustainable Water Reuse Strategies Applied to the Paint/Pigment Dye Industry. Genes. Available online: https://www.linkedin.com/pulse/innovation-industrial-wastewater-treatment-water-reuse-nicholas (accessed on 24 April 2022).
- Dovletoglou, O.; Philippopoulos, C.; Grigoropoulou, H. Coagulation for treatment of paint industry wastewater. J. Environ. Sci. Health A—Toxic/Hazardous Subst. Environ. Eng. 2002, 37, 1361–1377. [Google Scholar] [CrossRef] [PubMed]
- Szarka, A.; Viktoryová, N.; Horváth, G.; Szalay, Z.; Šimo, F.; Hrouzková, S. GC–MS methods for the evaluation of the performance of electrochemical water treatment for the degradation of pollutants from paint industry effluents. Monatsh. Chem. 2022, 153, 161–169. [Google Scholar] [CrossRef]
- Gondal, M.A.; Hussain, T. Determination of poisonous metals in wastewater collected from pain manufacturing plant using laser-induced breakdown spectroscopy. Talanta 2007, 71, 73–80. [Google Scholar] [CrossRef]
- Ahmed, J.; Thakur, A.; Goyal, A. Industrial Wastewater and Its Toxic Effects. In Biological Treatment of Industrial Wastewater; Royal Society of Chemistry: London, UK, 2021; pp. 1–14. [Google Scholar]
- Aniyikaiye, T.E.; Oluseyi, T.; Odiyo, J.O.; Edokpayi, J.N. Physico-chemical analysis of wastewater discharge from selected paint industries in Lagos, Nigeria. Int. J. Environ. Res. Public Health 2019, 16, 1235. [Google Scholar] [CrossRef] [Green Version]
- El-Shazly, M.A.; Hasanin, E.A.; Kamel, M.M. Appropriate technology for industrial wastewater treatment of paint industry. Am. J. Agric. Environ. Sci. 2010, 8, 597–601. [Google Scholar]
- Kakoi, B.; Kaluli, J.W.; Ndiba, P.; Thiong’o, G. Optimization of Maerua Decumbent bio-coagulant in paint industry wastewater treatment with response surface methodology. J. Clean. Prod. 2017, 164, 1124–1134. [Google Scholar] [CrossRef]
- Paints. Available online: https://www.essentialchemicalindustry.org/materials-and-applications/paints.html (accessed on 18 May 2022).
- Mohan, S.V.; Roa, C.N.; Prasad, K.K.; Karthokeyan, J. Treatment of simulated reactive yellow 22 (azo) dye effluents using Spirogyra species. J. Waste Manag. 2002, 22, 575–582. [Google Scholar] [CrossRef]
- Zaharia, C.; Suteu, D. Textile Organic Dyes—Characteristics, Polluting Effects and Separation/Elimination Procedures from Industrial Effluents—A Critical Overview, Organic Pollutants Ten Years After the Stockholm Convention; Environmental and Analytical Update; Puzyn, T., Ed.; IntechOpen: Rijeka, Croatia, 2012. [Google Scholar]
- Winterthur, G.; Muntwyler, S. Color pigments dyes colour stories; The book on pigments and dyes. Their origin, production, and application; Alata: Winterthur, Switzerland, 2010; Volume 1, pp. 15–20. [Google Scholar]
- Lutzenberger, K. Artist colours in transition—Synthetic organic pigments of the 20th century and possibilities of their low-destructive, analytical identification. Herbert Utz Verlag, Munich 2009, 1, 10–12. [Google Scholar]
- Paint, chemical product. Available online: https://www.britannica.com/technology/paint (accessed on 25 April 2022).
- Körbahti, B.K.; Tanyolaç, A. Electrochemical treatment of simulated industrial paint wastewater in a continuous tubular reactor. Chem Eng J. 2009, 148, 444–451. [Google Scholar] [CrossRef]
- Aboulhassan, M.A.; Souabi, S.; Yaacoubi, A.; Baudu, M. Improvement of paint effluents coagulation using natural and synthetic coagulant aids. J. Hazard. Mater. 2006, 138, 40–45. [Google Scholar] [CrossRef] [PubMed]
- Rathi, B.S.; Kumar, P.S.; Vo, D.-V.N. Critical review on hazardous pollutants in water environment: Occurrence, monitoring, fate, removal technologies and risk assessment. Sci. Total Environ. 2021, 797, 149134. [Google Scholar] [CrossRef]
- Randall, P.M. Pollution prevention methods in the surface coating industry. J. Hazard. Mater. 1992, 29, 275–295. [Google Scholar] [CrossRef]
- Güven, D.; Hanhan, O.; Aksoy, E.C.; Insel, G.; Cokgör, E. Impact of paint shop decanter effluents on biological treatability of automotive industry wastewater. J. Hazard. Mater. 2017, 330, 61–67. [Google Scholar] [CrossRef]
- Vishali, S.; Roshini, S.K.; Samyuktha, M.R.; Ashish, K. Towards zero waste production in the paint industry wastewater using an agro-based material in the treatment train. Environ. Monit. Assess. 2018, 190, 587. [Google Scholar] [CrossRef]
- La Rosa, F.R.; Giese, E.C.; Dekker, R.F.H.; Sánchez Pelayo, J.; Barbosa, A.M. Microbiological contamination of water-based paints from an industry in the state of Paraná, Brazil. Semina Ciências Exatas e Tecnológicas 2008, 29, 85–92. [Google Scholar]
- Dursan, D.; Sengul, F. Waste minimization study in a solvent-based paint manufacturing plant. Resour. Conserv. Recycl. 2006, 47, 316–331. [Google Scholar] [CrossRef]
- Hrouzková, S.; Szarka, A. Development of a modified QuEChERS procedure for the isolation of pesticide residues from textile samples, followed by GC-MS determination. Separation 2021, 8, 106. [Google Scholar] [CrossRef]
- Aboulhassan, M.A.; Souabi, S.; Yaacoubi, A.; Baudu, M. Treatment of paint manufacturing wastewater by the combination of chemical and biological process. Int. J. Environ. Sci. Technol. 2014, 3, 1747–1758. [Google Scholar]
- da Silva, L.F.; Barbosa, A.D.; de Paula, H.M.; Romualdo, L.L.; Andrade, L.S. Treatment of paint manufacturing wastewater by coagulation/electrochemical methods: Proposals for disposal and/or reuse of treated water. Water Res. 2016, 101, 467–475. [Google Scholar] [CrossRef] [PubMed]
- El-Sawy, N.M.; Sokker, H.H.; Hassan, M.A.; El-Anadouli, B.E. Treatment of paint wastewater by radiation combined with coagulation and adsorption. Int. J. Environ. Waste Manag. 2013, 11, 87–99. [Google Scholar] [CrossRef]
- Nair, K.S.; Manu, B.; Azhoni, A. Sustainable treatment of paint industry wastewater: Current techniques and challenges. J. Environ. Manag. 2021, 296, 113105. [Google Scholar] [CrossRef]
- Balik, Ö.Y.; Aydin, S. Coagulation/flocculation optimization and sludge production for pre-treatment of paint industry wastewater. Desalin. Water Treat. 2016, 57, 12692–12699. [Google Scholar] [CrossRef]
- Salihoglu, N.K.; Ucaroglu, S.; Salihoglu, G. Bioconversion of industrial wastes: Paint sludge from automotive manufacturing. J. Mater. Cycles Waste Manag. 2018, 20, 2100–2109. [Google Scholar] [CrossRef]
- Gül, Ü.D. A green approach for the treatment of dye and surfactant contaminated industrial wastewater. Braz. J. Biol. 2020, 80, 615–620. [Google Scholar] [CrossRef] [Green Version]
- Barbosa, A.D.; da Silva, L.F.; de Paula, H.M.; Romualdo, L.L.; Sadoyama, G.; Andrade, L.S. Combined use of coagulation (M. oleifera) and electrochemical techniques in the treatment of industrial paint wastewater for reuse and/or disposal. Water Res. 2018, 145, 153–161. [Google Scholar] [CrossRef]
- Ghaly, A.E.; Ananthashankar, R.; Alhattab, M.; Ramakrishnan, V.V. Production, characterization, and treatment of textile effluents: A critical review. J. Chem. Eng. Technol. 2014, 5, 1–18. [Google Scholar]
- Atul, K.; Pratibha, C.; Poonam, V. A comparative study on the treatment methods of textile dye effluents. J. Chem. Pharm. 2012, 4, 763–771. [Google Scholar]
- Sharma, G.; Kandasubramanian, B. Molecularly imprinted polymers for selective recognition and extraction of heavy metal ions and toxic dyes. J. Chem. Eng. Data. 2020, 65, 396–418. [Google Scholar] [CrossRef]
- Hazourli, S.; Ziati, M.; Benredjem, Z.; Delimi, R.; Boudiba, L. Analysis of Wastewater Loaded with Paint Before and After Treatment of Coagulation–Flocculation. Arab. J. Sci. Eng. 2012, 37, 897–903. [Google Scholar] [CrossRef]
- Riveros, R. Chemical treatment and reuse applications for latex paint industry wastewater. Desalin. Water Treat. 2018, 103, 290–295. [Google Scholar] [CrossRef]
- Saleem, M.; Bachmann, R.T. A contemporary review on plant-based coagulants for applications in water treatment. J. Ind. Eng. Chem. 2019, 72, 281–297. [Google Scholar] [CrossRef]
- Eremektar, G.; Goksen, S.; Babuna, F.; Dogruel, S. Coagulation-flocculation of wastewaters from a water-based paint and allied products industry and its effect on inert COD. J. Environ. Sci. Health A-Toxic/Hazardous Subst. Environ. Eng. 2006, 41, 1843–1852. [Google Scholar] [CrossRef]
- Jiang, J.; Lloyd, B. Progress in the development and use of ferrate (VI) salts as an oxidant and coagulant for water and wastewater treatment. Water Res. 2002, 36, 1397–1408. [Google Scholar] [CrossRef]
- Namasirayam, C.; Sangeetha, D. Removal of anions, heavy metals, organics, and dyes from water by adsorption onto a new activated carbon from jatropha husk, an agro-industrial solid waste. Process Saf. Environ. Prot. 2007, 85, 181–184. [Google Scholar] [CrossRef]
- Malakootian, M.; Nouri, J.; Hossaini, H. Removal of heavy metals from paint industry’s wastewater using Leca as an available adsorbent. Int. J. Environ. Sci. Technol. 2009, 6, 183–190. [Google Scholar] [CrossRef] [Green Version]
- Nharingo, T.; Moyo, M. Application of Opuntia ficus-indica in bioremediation of wastewaters. A critical review. J. Environ. Manag. 2016, 166, 55–72. [Google Scholar] [CrossRef]
- Gürtekin, E. Physicochemical treatability of cheese whey by coagulation/flocculation process. AKU-J. Sci. 2011, 11, 17–22. [Google Scholar]
- Birjandi, N.; Younesi, H.; Bahramifar, N.; Ghafari, S.; Zinatizadeh, A.A.; Sethupati, S. Optimization of coagulation-flocculation treatment on paper-recycling wastewater: Application of response surface methodology. J. Environ. Sci. Heal, A-Toxic/Hazardous Subst. Environ. Eng. 2013, 48, 1573–1582. [Google Scholar] [CrossRef] [PubMed]
- Köse, T.E.; Çaliskan Bíroğul, N. Real textile wastewater reclamation using a combined coagulation/flocculation/ membrane filtration system and the evaluation of several natural materials as flocculant aids. Gazi Univ. J. Sci. 2016, 29, 565–572. [Google Scholar]
- Aldemir, A.; Hakkıtanır, E.; Özgüven, A. Determination of optimum treatment conditions for paint industry wastewater with the coagulation/flocculation method. Desalin. Water Treat. 2021, 211, 165–176. [Google Scholar] [CrossRef]
- Burka, J.M. Waste treatment of metal working fluids—A comparison of 3 common methods. Lubr. Eng. 1991, 47, 238–246. [Google Scholar]
- Bektaş, T.E. Reduction dye in paint and construction chemicals wastewater by improved coagulation–flocculation process. Water Sci. Technol. 2017, 76, 2816–2820. [Google Scholar] [CrossRef] [Green Version]
- Maduabuchi, M.N. Bacteriological treatment of wastewater from paint industry using Moringa oleifera seed. Int. J. Waste Resour. 2018, 8, 8–11. [Google Scholar]
- Menkiti, M.C.; Okoani, A.O.; Ejimofor, M.I. Adsorptive study of coagulation treatment of paint wastewater using novel Brachystegia eurycoma extract. Appl. Water Sci. 2018, 8, 189. [Google Scholar] [CrossRef] [Green Version]
- Zagklis, D.P.; Koutsoukos, P.G.; Paraskeva, C.A. A combined coagulation/ flocculation and membrane filtration process for the treatment of paint industry wastewaters. Ind. Eng. Chem. Res. 2012, 51, 15456–15462. [Google Scholar] [CrossRef]
- Malakootian, M.; Almasi, A.; Hossaini, H. Pb and Co removal from paint industries effluent using wood ash. Int. J. Environ. Sci. Technol. 2008, 5, 217–222. [Google Scholar] [CrossRef] [Green Version]
- Popli, S.; Patel, U.D. Destruction of azo dyes by anaerobic–aerobic sequential biological treatment: A review. Int. J. Environ. Sci. Technol. 2015, 12, 405–420. [Google Scholar] [CrossRef]
- Satyanarayan, S.; Kaul, S.N. Performance evaluation of a pure oxygen-based activated sludge system treating a combined paint industry wastewater and domestic sewage. Int. J. Environ. Stud. 2001, 58, 445–457. [Google Scholar] [CrossRef]
- Putatunda, S.; Bhattacharya, S.; Sen, D.; Bhattacharjee, C. A review on the application of different treatment processes for emulsified oily wastewater. Int. J. Environ. Sci. Technol. 2019, 16, 2525–2536. [Google Scholar] [CrossRef]
- Sharma, D.; Chaudhari, P.K.; Dubey, S.; Prajapati, A.K. Electrocoagulation treatment of electroplating wastewater: A review. J. Environ. Eng. 2020, 146, 03120009. [Google Scholar] [CrossRef]
- Mohtashami, R.; Shang, J.Q.; Xu, Y. Treatment of Automotive Paint Wastewater Using Electroflotation: Kinetic Study, Influencing Factors and Data Analysis. Environ. Process. 2018, 5, 577–591. [Google Scholar] [CrossRef]
- Mohtashami, R.; Shang, J.Q. Treatment of automotive paint wastewater in continuous- flow electroflotation reactor. J. Clean. Prod. 2019, 218, 335–346. [Google Scholar] [CrossRef]
- Körbahti, B.K.; Aktas¸, N.; Tanyolaç, A. Optimization of electrochemical treatment of industrial paint wastewater with response surface methodology. J. Hazard Mater. 2007, 148, 83–90. [Google Scholar] [CrossRef]
- Nidheesh, P.V.; Kumar, A.; Syam Babu, D.; Scaria, J.; Suresh Kumar, M. Treatment of mixed industrial wastewater by electrocoagulation and indirect electrochemical oxidation. Chemosphere 2020, 251, 126437. [Google Scholar] [CrossRef]
- Ozturk, D.; Dagdas, E.; Fil, B.A.; Bashir, M.J.K. Central composite modeling for electrochemical degradation of paint manufacturing plant wastewater: One-step/two-response optimization. Environ. Technol. Innov. 2021, 21, 101264. [Google Scholar] [CrossRef]
- Rajaniemi, K.; Raulio, M.; Tuomikoski, S.; Lassi, U. Comparison of batch and novel continuous electrocoagulation processes in the treatment of paint industry wash water. Desalin. Water Treat. 2019, 170, 394–404. [Google Scholar] [CrossRef] [Green Version]
- Anglada, Á.; Urtiaga, A.; Ortiz, I. Contributions of electrochemical oxidation to waste-water treatment: Fundamentals and review of applications. J. Chem. Technol. Biotechnol. 2009, 84, 1747–1755. [Google Scholar] [CrossRef]
- Martínez-Huitle, C.A.; Panizza, M. Electrochemical oxidation of organic pollutants for wastewater treatment. Curr. Opin. Electrochem. 2018, 11, 62–71. [Google Scholar] [CrossRef]
- Can-Güven, E.; Guvenc, S.Y.; Ilhan, F.; Varank, G. Application of combined EO/PMS/Me2+ process in organic matter and true color removal from paint manufacturing industry wastewater. Environ. Res. 2022, 212, 113451. [Google Scholar] [CrossRef] [PubMed]
- Moussa, D.T.; El-Nass, M.H.; Nasser, M.; Al-Marri, M.J. A comprehensive review of electrocoagulation for water treatment: Potentials and challenges. J. Environ. Man. 2017, 186, 24–41. [Google Scholar] [CrossRef]
- Sahu, O.P.; Chaudhari, P.K. Review on chemical treatment of industrial wastewater. J. Appl. SCI Environ. Manag. 2013, 17, 241–257. [Google Scholar]
- Oller, I.; Malato, S.; Sanchez-Perez, J.A. Combination of Advanced Oxidation Processes and biological treatments for wastewater decontaminationda review. Sci. Total Environ. 2011, 409, 4141–4166. [Google Scholar] [CrossRef]
- Abid, M.F.; Alwan, G.M.; Abdul-Ridha, L.A. Study on catalytic wet air oxidation process for phenol degradation in synthetic wastewater using trickle bed reactor. Arab. J. Sci. Eng. 2016, 41, 2659–2670. [Google Scholar] [CrossRef]
- Quiroz, M.A.; Martínez-Huitle, C.A.; Bandala, E.R. Advanced oxidation processes (AOPs) for removal of pesticides from aqueous media; IntechOpen: London, UK, 2011; pp. 83–117. [Google Scholar]
- Kurt, U.; Avsar, Y.; Talha Gonullu, M. Treatability of water-based paint wastewater with Fenton process in different reactor types. Chemosphere 2006, 64, 1536–1540. [Google Scholar] [CrossRef]
- de Oliveira, I.S.; Viana, L.; Verona, C.; Fallavena, V.L.V.; Azevedo, C.M.N.; Pires, M. Alkydic resin wastewaters treatment by fenton and photo-Fenton processes. J. Hazard. Mater. 2007, 146, 564–568. [Google Scholar] [CrossRef]
- Mamadiev, M.; Yilmaz, G. Treatment and recycling facilities of highly polluted water-based paint wastewater. Desalin. Water Treat. 2011, 26, 66–71. [Google Scholar] [CrossRef]
- Padervand, M.; Rhimi, B.; Wang, C. One-pot synthesis of novel ternary Fe3N/Fe2O3/C3N4 photocatalyst for efficient removal of rhodamine B and CO2 reduction. J. Alloys Compd. 2021, 852, 156955. [Google Scholar] [CrossRef]
- Padervand, M.; Hajiahmadi, S. Ag/AgCl@Tubular g-C3N4 nanostructure as an enhanced visible light photocatalyst for the removal of organic dye compounds and biomedical waste under visible light. J. Photochem. Photobiol A 2022, 425, 113700. [Google Scholar] [CrossRef]
- Drzewicz, P.; Gehringer, P.; Bojanowska-Czajka, A.; Zona, R.; Solar, S.; Cz-Jawecki, G.N.; Sawicki, J.; Trojanowicz, M. Gamma radiation induced effects on slaughterhouse wastewater treatment: Radiolytic degradation of the herbicide dicomba for environmental protection. Arch. Environ. Contam. Toxicol. 2005, 48, 311–322. [Google Scholar] [CrossRef]
- Casimiro, M.H.; Leal, J.P.; Gil, M.H.; Botelho, M.L. Study on chemical, UV and gamma radiation induced gravity of 2-hydroxyethyl methacrylate onto Chitosan. Radiat. Phys. and Chem. 2005, 72, 731–735. [Google Scholar] [CrossRef] [Green Version]
- Caboverrde, S.; Tenreiro, R.; Botelho, M.L. Sanitation of chicken eggs by ionizing radiation: HACCP and inactivation studies. Radiat. Phys. Chem. 2004, 71, 27–31. [Google Scholar]
- Zhu, T.; Zhu, Y.; Fienko, U.; Yuanhua, X.; Kuo, Z. Performance of Multilevel Contact Oxidation in the Treatment of Wastewater from Automobile Painting Industry. IOP Conf. Ser. Earth Environ. Sci. 2017, 51, 012018. [Google Scholar] [CrossRef] [Green Version]
- Yapicioğlu, P. Investigation of Environmental-friendly Technology for a Paint Industry Wastewater Plant in Turkey. SDU J. Nat. Appl. Sci. 2018, 22, 98–106. [Google Scholar] [CrossRef]
- Loh, Z.Z.; Zaidi, N.S.; Yong, E.L.; Boopathy, R.; Kadier, A. Current status and future research trends of biofiltration in wastewater treatment: A bibliometric review. Curr. Pollut. Rep. 2022, 8, 234–248. [Google Scholar] [CrossRef]
- Frontisitis, Z. Current and Future Trends in Environmental Electrochemistry for Wastewater Treatment. Water 2022, 14, 1817. [Google Scholar] [CrossRef]






| Treatment Method | Treatment Parameters | Results | Source of Wastewater | References |
|---|---|---|---|---|
| Coagulation–flocculation | FeCl3 at pH 5.9, filtration | COD removal 40–59% | Water-based paint and allied products industry | [38] |
| Coagulation–flocculation | FeCl3, FeSO4, and PACl pH 4.5–10 | COD removal 88% SS removal: 100% Color removal 46–72% | Paint industry wastewater | [32] |
| Coagulation–flocculation aeration process filtration | NaOH and alum as coagulant agents followed by lamella clarification process, aeration process (1–2 h) and palm hemp filtration process | Removal of COD 85% TSS 91% BOD up to 90% | Different paint factory industrial wastewater | [10] |
| Coagulation–flocculation | 2 coagulants Al2(SO4)3 and FeCl3 2 flocculants: anionic and cationic optimal pH 5.3 | BOD and COD reduction above 95% | Wastewater from the main collector of a local factory of painted steel tiles | [39] |
| Coagulation–flocculation disinfection with sodium hypochlorite | Filtration coagulant—PAC flocculant—anionic PAM, pH = 7.3 | BOD = 78.6% COD = 90.6% TSS = 99.9% TDS = 65.0% aluminum = 99.9% | Wastewater reservoir of a production plant (Latex paint company) | [40] |
| Coagulation–flocculation | FeCl3 and several natural-based materials, namely, limestone, pumice, sepiolite, bentonite, and mussel shell were used as flocculant aids | Most of the SS removed sepiolite—highest COD reduction 80% | Wastewater of paint and construction chemicals producing factory in Turkey | [41] |
| Coagulation–flocculation | 3 coagulants: FeSO4, FeCl3 and Al2(SO4)3, optimal pH = 7.54 mixing 100 rpm 5 min, followed by slow mixing 20 rpm 30 min, settling time 30 min | The coagulant FeCl3 provided the best treatment efficiency under optimized conditions removal of COD 94.1%, TSS 95.3%, color 97.1%, and turbidity 99.5% | Water-based paint wastewater from paint manufacturing plant, from washing tanks and mixing equipment | [42] |
| Coagulation–flocculation natural coagulant Combined with electrolysis | Natural coagulant—Moringa oleifera fortified with Ca2+ (CaCl2) rotation 100 rpm, 1 min, slow mixing 20 min, 40 rpm 30 min sedimentationoptimal pH 6.5 coagulant dosage = 80 mL/L BDD electrode | COD removal 41% turbidity removal > 99% After 1.5 h electrolysis, COD removal of wastewaters previously treated with MOAE/CaCl2 and MOAE/Ca(NO3)2 was 70% and 75%, respectively | Paint manufacturing water-based paint wastewater collected directly from the plant’s wastewater reservoir | [35] |
| Coagulation–flocculation | Natural coagulant Maerua decumbent roots, aluminum sulphate pre-set doses of Maerua decumbent and alum coagulant rapid mixing (3 min at 180 rpm), slow mixing (30 min of at 20 rpm), 20–60 min of settling | Removal of turbidity 99.2%, COD 78.6% | Paint industry located in industrial area | [11] |
| Coagulation–flocculation using | Brachystegia eurycoma (seed) pH 8 and coagulation temperature of 35 °C | Process efficiency 96.50% at coagulant dosage of 5 g/L | Collected at batch production wash-off from a paint factory | [43] |
| Adsorption using | Adsorbent wood ash pH = 2, contact time 3 h, 100 g/L wood ash | Pb removal efficiency—96.1% maximum Co removal efficiency—99% | From industry equalization tank laboratory | [44] |
| Adsorption with | Adsorbent light expanded clay aggregate pH = 7 and exposure to 10 g/L of light expanded clay aggregate | Removal efficiency for Pb 93.75%, Cd, nearly 89.7% | Samples were taken from industry equalization tank effluent | [45] |
| Treatment Method | Treatment Parameters | Results | Source of Wastewater | References |
|---|---|---|---|---|
| Composting of paint sludge | Reactors with temperature 40 °C for a minimum of 5 days | 85% of paint sludge bio-dried using corncob as bulking agent | Water-based paint sludge originating from the automotive industry | [32] |
| Pure oxygen-based activated sludge system | Oxygen flow rate maintained at 5.0–8.0 mL/L | 87.8–93.6% COD, and 97.7–99.2% of BOD removal | Wastewater from the paint industry effluent and sewage | [57] |
| Sequencing batch reactor chemical pre-treatment | Volume 14 L, cycle run time 24 h followed by 2 h settling, decanting and idle period, temperature 20 ± 1 °C, pH = 6.5–7.5 | Effluents met the in-sewer discharge limits for COD | Bus production factory located in Istanbul (Turkey), from coating process, treated with domestic wastewater in the existing treatment plant (after chemical pre-treatment) | [22] |
| Treatment Method | Treatment Parameters | Results | Source of Wastewater | References |
|---|---|---|---|---|
| Electroflotation | NaOH added to mixture to adjust pH total testing time was 40 min | TSS removal from 90.39 to 97.43% | Automotive paint solvent-based auto paint (clear coat and primer) synthetically prepared in the laboratory | [60] |
| Continuous flow electroflotation | Stainless-steel electrodes | TSS removal rate 95 ± 7% under initial TS 500 mg/L, current density 100 A/m2, retention time 8 min | Automotive paint wastewater was synthetically prepared in the laboratory | [61] |
| Electrochemical oxidation | Batch-wise in the presence of NaCl electrolyte with carbon electrodes | Removal of COD—65.68%, color—98.74%, and turbidity—96.56% | Synthetic water-based paint wastewater | [62] |
| Indirect electrochemical oxidation | Reaction time = 1 h pH = 3–12 graphite electrodes NaCl = 1–3 g/L | COD removal 55% | Mixed wastewater from textile and chemical industry | [63] |
| Electrooxidation | Peroxymonosulfate and transition metals (Fe2+, Cu2+, Zn2+) graphite cathode different anode materials (Ti/IrO2, Ti/RuO2, Ti/SnO2) | COD and true color removal efficiencies as a result of validation studies 74.28%, 99.03%, respectively | Paint manufacturing industry wastewater | [22] |
| Electrooxidation | pH = 4, temperature 39.99 °C, NaCl concentration 100 mM, feed rate of 40 mL/min current 5.21 A | COD removal 80.95%. color removal 79.12% under optimum conditions | Paint manufacturing plant wastewater | [64] |
| Electrochemical treatment in tubular reactor | Batch-wise in the presence of NaCl electrolyte with carbon electrodes | COD removal 44.3% color removal 86,2% turbidity 87.1% | Synthetic water-based paint wastewater (acrylic copolymer water-based white primer) | [18] |
| Electrocoagulation | BDD electrode current dosage i = 10 mA/cm2 (90 min) coagulant: aluminum sulfate dosage 12 mL/L | 12 mL/L of Al2(SO4)3 TS decreased from 10.7 kg/m3 to 0.37 kg/m3 (97% removal TS) COD removal 85% | Wall paint manufacturing plant wastewater reservoir | [28] |
| Electrocoagulation with advanced electricity and flow control | Current density for batch process i = 14.2 mA/cm2 and for continuous process i = 14.4 mA/cm2 | COD removal 69.7% in continuous flow reactor and 68.0% in batch process aluminum removal: 62.1% continuous process 79.8% batch process | Paint industry wash water from storage tank | [65] |
| Electrocoagulation | Reaction time = 1 h applied voltage = 1–2 V pH = 3–10 aluminum electrodes | COD removal 43–55% | Mixed wastewater from textile and chemical industry | [63] |
| Treatment Method | Treatment Parameters | Results | Source of Wastewater | References |
|---|---|---|---|---|
| Fenton’s oxidation process using rust particles | 10 g rust particles/L within 70 h | COD removal 80% rust materials practically not an efficient source of Fe ions | Grab from painting unit of Profilo Telra plant, manufacturing televisions | [74] |
| Fenton and photo-Fenton processes | All processes were carried out in pH 3.0 15.15 × 10−3 mol/L FeSO4 0.30 mol/L H2O2 during 6 h | Photo-Fenton process assisted with solar radiation, reductions of 99.5 and 99.1% of COD and TOC levels photo-Fenton’s is very efficient in treating alkyd resin using solar light compared to artificial source | Wastewaters generated during alkydic resins manufacture | [75] |
| Fenton’s oxidation process | Sample volume 250 mL, sample temperature 24 °C, pH = 3 stirring for 5 min at 200 rpm and subsequently for 45 min at 20 rpm, supernatant was withdrawn, pH adjusted to 8.5–9 by Ca(OH)2 | 81% of COD removal sludge generated in the Fenton’s process was not as much as in coagulation, hazardous chemical sludge clearance necessary | Treatment and recycling facilities of highly polluted water-based paint wastewater from electronics industry | [76] |
| Photocatalysis | Ternary photocatalyst containing iron nitride, carbon nitride, and hematite (Fe3N/Fe2O3/C3N4) 0.04 g catalyst dosage, 5 ppm rhodamine B concentration, pH 3.5 | Removal of rhodamine B solutions and CO2 photoreduction 98% of the contaminant was removed over the photocatalyst in the aqueous phase | Rhodamine B solutions | [77] |
| Photocatalysis | Ag/AgCl@T-C3N4 photocatalysts | Removal efficiency of 98% after repeated use 5x | Organic dye compound AB92 | [78] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Viktoryová, N.; Szarka, A.; Hrouzková, S. Recent Developments and Emerging Trends in Paint Industry Wastewater Treatment Methods. Appl. Sci. 2022, 12, 10678. https://doi.org/10.3390/app122010678
Viktoryová N, Szarka A, Hrouzková S. Recent Developments and Emerging Trends in Paint Industry Wastewater Treatment Methods. Applied Sciences. 2022; 12(20):10678. https://doi.org/10.3390/app122010678
Chicago/Turabian StyleViktoryová, Nicolette, Agneša Szarka, and Svetlana Hrouzková. 2022. "Recent Developments and Emerging Trends in Paint Industry Wastewater Treatment Methods" Applied Sciences 12, no. 20: 10678. https://doi.org/10.3390/app122010678