
Design of an In-Process Quality Monitoring Strategy for FDM-Type 3D Printer Using Deep Learning

 , ,
, , 
Abstract
:1. Introduction
2. Development of In-Process Monitoring System
2.1. Multi-Variate Data
- D: the combination of various sensor readings that the acquisition device has collected;
- x: the global epoch time in seconds;
- : the data matrix which contains the collection of unit data.
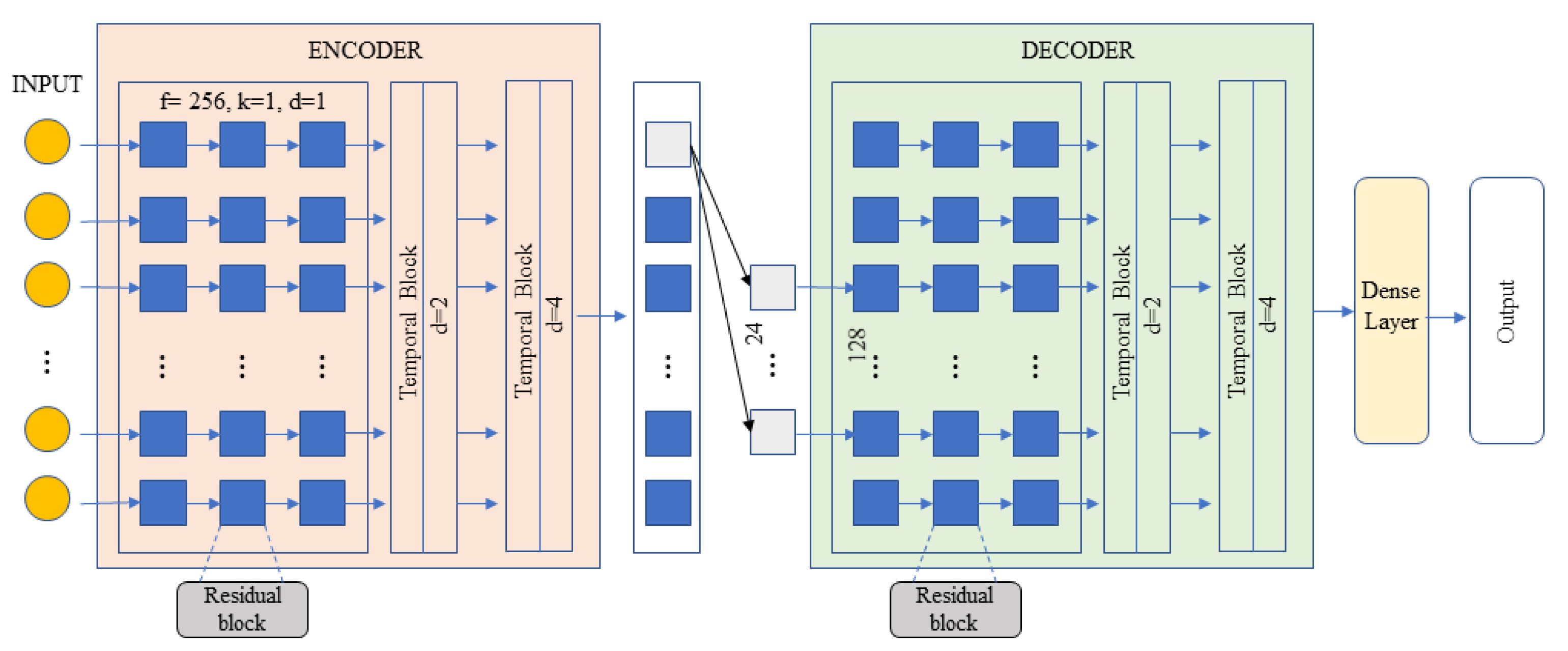
2.2. Multi-Head Encoder-Decoder TCN Architecture
Residual Blocks
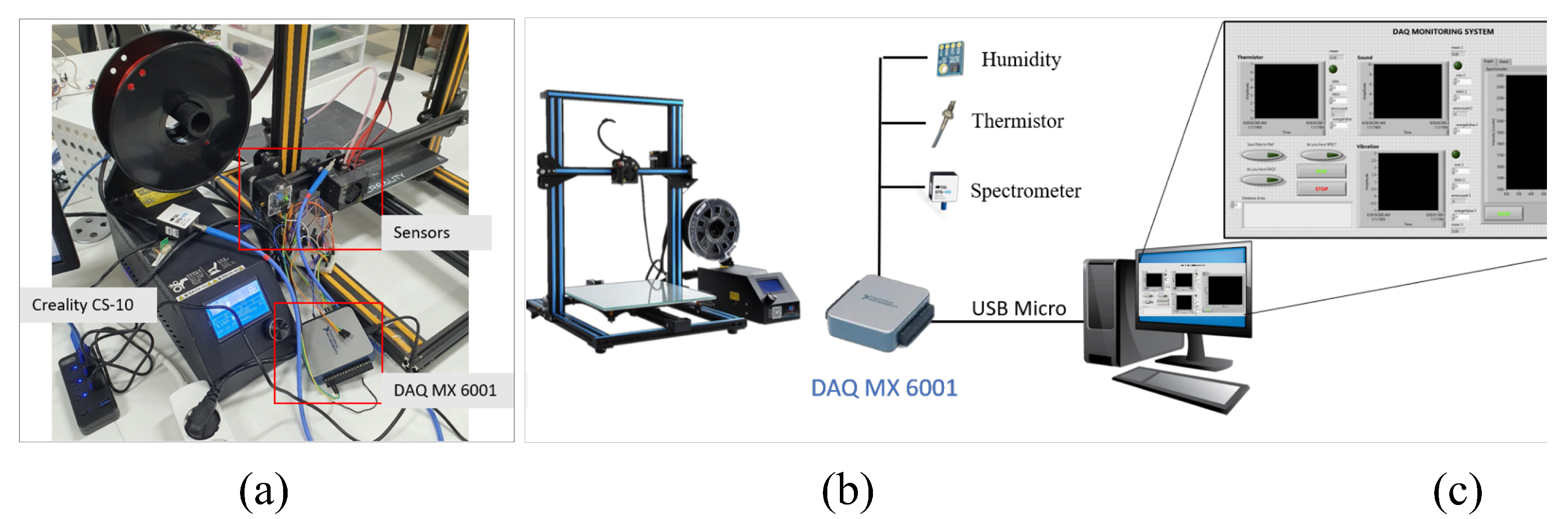
3. Experimental Setup
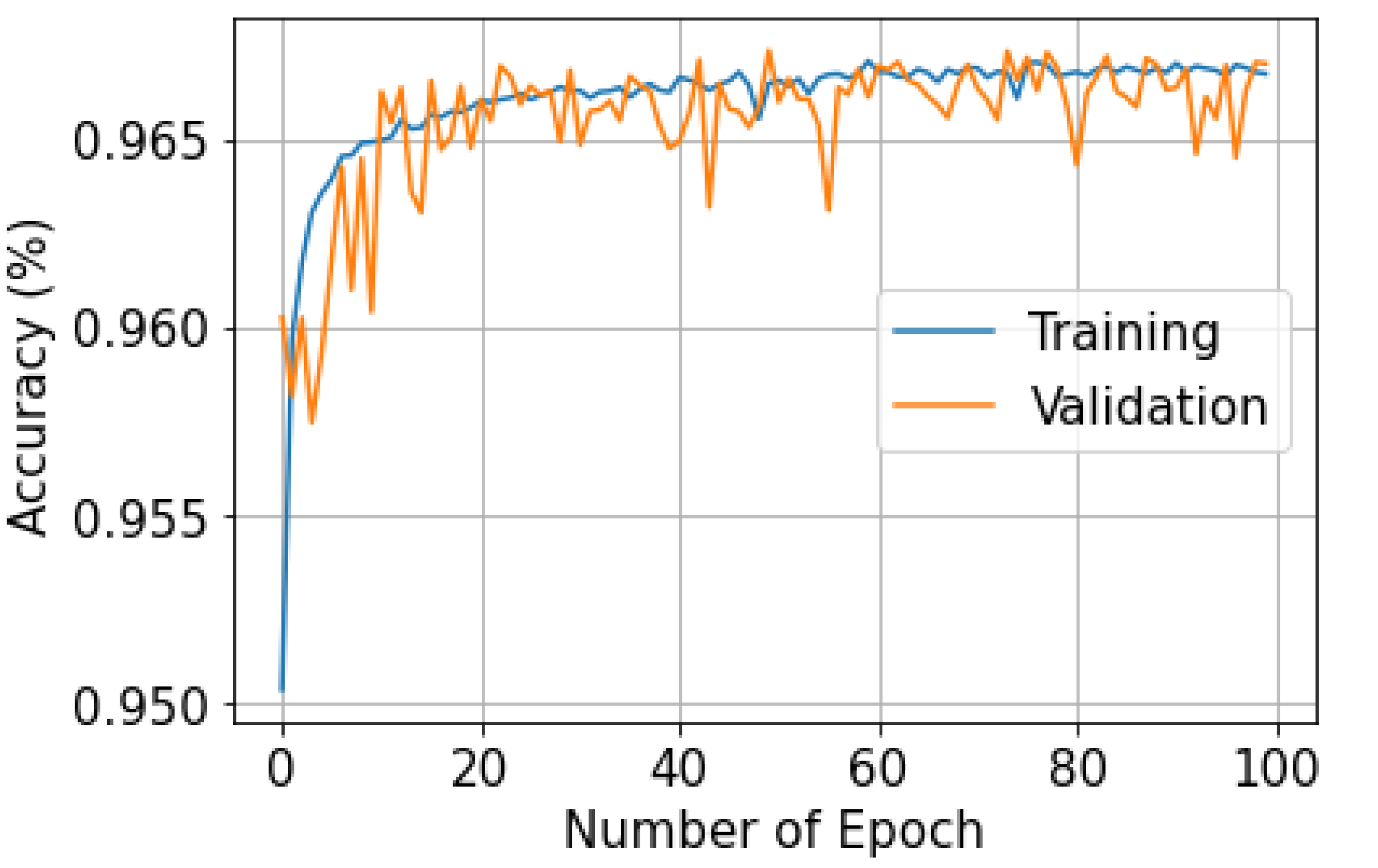
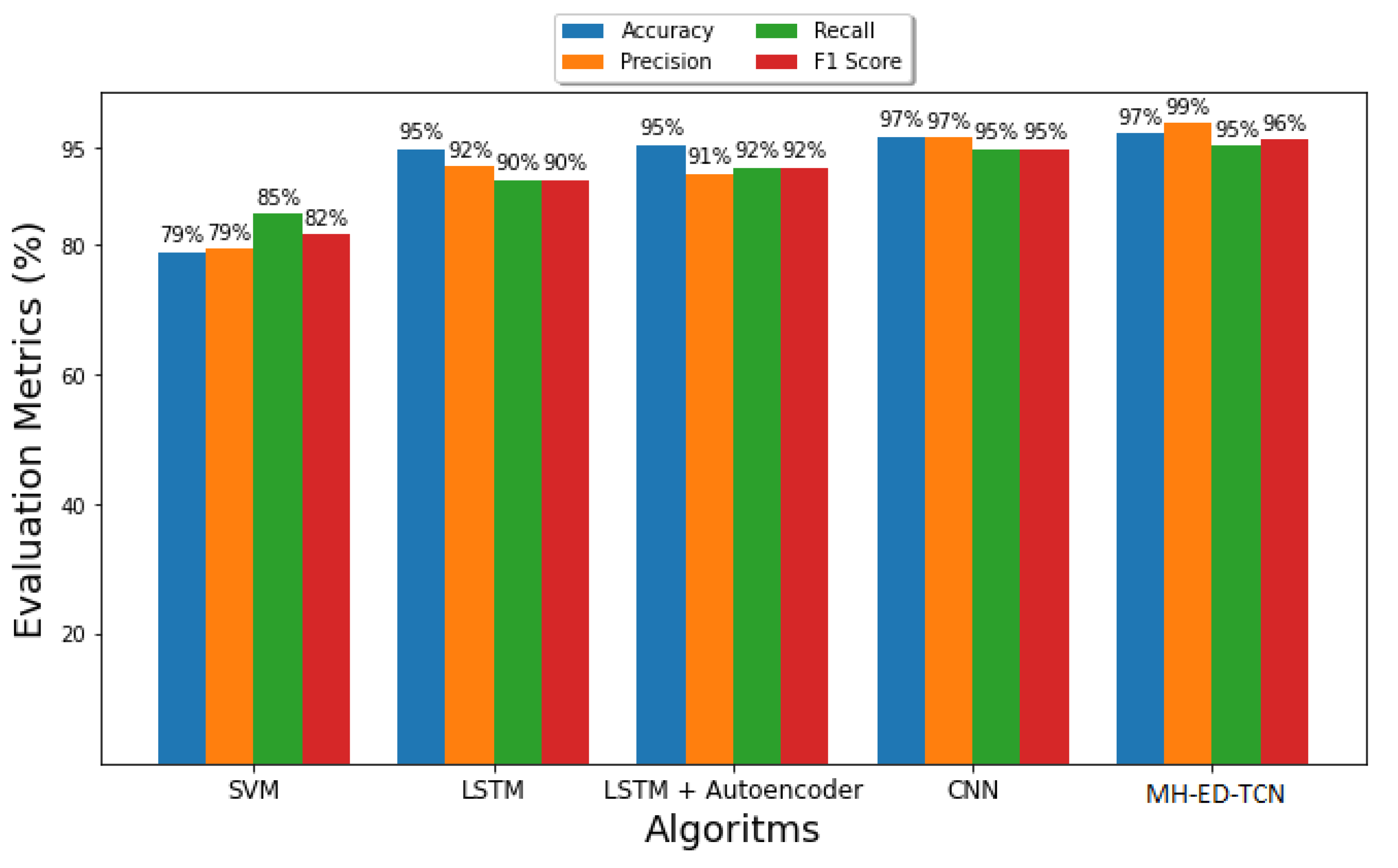
4. Results and Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| FDM | fused deposition modeling |
| MH-ED-TCN | multi-head encoder–decoder temporal convolutional network |
| AE | acoustic emission |
| PID | proportional integral derivative |
| SVM | support vector machine |
| TCN | temporal convolutional network |
| CNN | convolutional convolutional network |
| ReLU | rectified linear unit |
| LSTM | long short-term memory |
References
- Dilberoglu, U.; Gharehpapagh, B.; Yaman, U.; Dolen, M. The Role of Additive Manufacturing in the Era of Industry 4.0. Procedia Manuf. 2017, 11, 545–554. [Google Scholar] [CrossRef]
- Tlegenov, Y.; Hong, G.S.; Lu, W.F. Nozzle condition monitoring in 3D printing. Robot. Comput.-Integr. Manuf. 2018, 54, 45–55. [Google Scholar] [CrossRef]
- Liao, J.; Shen, Z.; Xiong, G.; Liu, C.; Luo, C.; Lu, J. Preliminary study on fault diagnosis and intelligent learning of fused deposition modeling (FDM) 3D Printer. In Proceedings of the 2019 14th IEEE Conference on Industrial Electronics and Applications (ICIEA), Xi’an, China, 19–21 June 2019; pp. 2098–2102. [Google Scholar]
- Kim, Y.; Yoon, C.; Ham, S.; Park, J.; Kim, S.; Kwon, O.; Tsai, P.J. Emissions of nanoparticles and gaseous material from 3D printer operation. Environ. Sci. Technol. 2015, 49, 12044–12053. [Google Scholar] [CrossRef]
- Lalegani, M.; Mohd ariffin, M.k.a.; Hatami, S. An overview of fused deposition modelling (FDM): Research, development and process optimisation. Rapid Prototyp. J. 2021, 27, 562–582. [Google Scholar] [CrossRef]
- Verma, A.; Tangri, P.; Mamgain, P.; Shaffi; Lakshmayya. In process quality control: A review. Int. J. Ind. Pharm. Bio Sci. 2014, 1, 48–59. [Google Scholar]
- Wu, H.C.; Chen, T.C. Quality control issues in 3D-printing manufacturing: A review. Rapid Prototyp. J. 2018, 24, 607–614. [Google Scholar] [CrossRef]
- Kantaros, A.; Karalekas, D. Fiber Bragg grating based investigation of residual strains in ABS parts fabricated by fused deposition modeling process. Mater. Des. 2013, 50, 44–50. [Google Scholar] [CrossRef]
- Kantaros, A.; Giannatsis, J.; Karalekas, D. A novel strategy for the incorporation of optical sensors in Fused Deposition Modeling parts. In Proceedings of the International Conference on Advanced Manufacturing Engineering and Technologies, Stockolm, Sweden, 27–30 October 2013; pp. 163–170. [Google Scholar]
- Yang, Z.; Jin, L.; Yan, Y.; Mei, Y. Filament Breakage Monitoring in Fused Deposition Modeling Using Acoustic Emission Technique. Sensors 2018, 18, 749. [Google Scholar] [CrossRef]
- Tlegenov, Y.; Wong, Y.; Hong, G.S. A dynamic model for nozzle clog monitoring in fused deposition modelling. Rapid Prototyp. J. 2017, 23, 391–400. [Google Scholar] [CrossRef]
- Moretti, M.; Rossi, A.; Senin, N. In-process simulation of the extrusion to support optimisation and real-time monitoring in fused filament fabrication. Addit. Manuf. 2020, 38, 101817. [Google Scholar] [CrossRef]
- Kuznetsov, V.; Solonin, A.; Tavitov, A.; Urzhumtsev, O.; Vakulik, A. Increasing strength of FFF three-dimensional printed parts by influencing on temperature-related parameters of the process. Rapid Prototyp. J. 2019. ahead-of-print. [Google Scholar] [CrossRef]
- Agron, D.J.; Lee, J.M.; Kim, D.S. Nozzle Thermal Estimation for Fused Filament Fabricating 3D Printer Using Temporal Convolutional Neural Networks. Appl. Sci. 2021, 11, 6424. [Google Scholar] [CrossRef]
- Hu, H.; He, K.; Zhong, T.; Hong, Y. Fault diagnosis of FDM process based on support vector machine (SVM). Rapid Prototyp. J. 2019. ahead-of-print. [Google Scholar] [CrossRef]
- Wu, H.; Yu, Z.; Wang, Y. Real-time FDM machine condition monitoring and diagnosis based on acoustic emission and hidden semi-Markov model. Int. J. Adv. Manuf. Technol. 2017, 90, 2027–2036. [Google Scholar] [CrossRef]
- Wu, H.; Wang, Y.; Yu, Z. In situ monitoring of FDM machine condition via acoustic emission. Int. J. Adv. Manuf. Technol. 2016, 84, 1483–1495. [Google Scholar] [CrossRef]
- Rao, P.; Liu, J.; Roberson, D.; Kong, Z.; Williams, C. Online Real-Time Quality Monitoring in Additive Manufacturing Processes Using Heterogeneous Sensors. J. Manuf. Sci. Eng. 2015, 137, 1007–1011. [Google Scholar] [CrossRef]
- Delli, U.; Chang, S. Automated process monitoring in 3D printing using supervised machine learning. Procedia Manuf. 2018, 26, 865–870. [Google Scholar] [CrossRef]
- Bai, S.; Kolter, J.Z.; Koltun, V. An Empirical Evaluation of Generic Convolutional and Recurrent Networks for Sequence Modeling. arXiv 2018, arXiv:1803.01271. [Google Scholar]
- Borovykh, A.; Bohte, S.; Oosterlee, C. Dilated Convolutional Neural Networks for Time Series Forecasting. J. Comput. Financ. 2019, 22, 73–101. [Google Scholar] [CrossRef]
- Van den Oord, A.; Dieleman, S.; Zen, H.; Simonyan, K.; Vinyals, O.; Graves, A.; Kalchbrenner, N.; Senior, A.; Kavukcuoglu, K. WaveNet: A Generative Model for Raw Audio. arXiv 2016, arXiv:1609.03499. [Google Scholar]
- Coppola, B.; Cappetti, N.; Di Maio, L.; Scarfato, P.; Incarnato, L. 3D printing of PLA/clay nanocomposites: Influence of printing temperature on printed samples properties. Materials 2018, 11, 1947. [Google Scholar] [CrossRef]
- Doan, V.S.; Huynh-The, T.; Kim, D.S. Underwater Acoustic Target Classification Based on Dense Convolutional Neural Network. IEEE Geosci. Remote Sens. Lett. 2020, 19, 1500905. [Google Scholar] [CrossRef]
- Hermawan, A.P.; Kim, D.S.; Lee, J.M. Sensor Failure Recovery using Multi Look-back LSTM Algorithm in Industrial Internet of Things. In Proceedings of the 2020 25th IEEE International Conference on Emerging Technologies and Factory Automation (ETFA), Vienna, Austria, 8–11 September 2020; Volume 1, pp. 1363–1366. [Google Scholar] [CrossRef]
- Sampedro, G.A.; Paramartha Putra, M.A.; Kim, D.S.; Lee, J.M. 3D Printer State Prediction: A Deep Learning Model Approach. In Proceedings of the 2021 1st International Conference in Information and Computing Research (iCORE), Manila, Philippines, 11–12 December 2021; pp. 135–138. [Google Scholar] [CrossRef]
- Sampedro, G.A.; Agron, D.J.; Kim, R.G.; Kim, D.S.; Lee, J.M. Fused Deposition Modeling 3D Printing Fault Diagnosis using Temporal Convolutional Network. In Proceedings of the 2021 1st International Conference in Information and Computing Research (iCORE), Manila, Philippines, 11–12 December 2021; pp. 62–65. [Google Scholar] [CrossRef]
- Debroy, T.; Zhang, W.; Turner, J.; Babu, S.S. Building digital twins of 3D printing machines. Scr. Mater. 2017, 135, 119–124. [Google Scholar] [CrossRef]
- Kantaros, A.; Piromalis, D.; Tsaramirsis, G.; Papageorgas, P.; Tamimi, H. 3D printing and implementation of digital twins: Current trends and limitations. Appl. Syst. Innov. 2021, 5, 7. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 3D Printer (Type: FDM) | Creality CS-10 | |
|---|---|---|
| Filament | Material | PLA |
| Diameter | 1.75 mm | |
| Nozzle diameter | 0.4 mm | |
| Slicing software | CreatorK | |
| X/Y/Z accuracy | 11/11/2.5 m | |
| Speed | Feed rate | 5 mm/s |
| Extruder travel | 40 mm/s | |
| Temperature | Extruder | 210 C |
| Bed | 90 C | |
| Layer resolution | 0.1 mm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sampedro, G.A.R.; Agron, D.J.S.; Amaizu, G.C.; Kim, D.-S.; Lee, J.-M. Design of an In-Process Quality Monitoring Strategy for FDM-Type 3D Printer Using Deep Learning. Appl. Sci. 2022, 12, 8753. https://doi.org/10.3390/app12178753
Sampedro GAR, Agron DJS, Amaizu GC, Kim D-S, Lee J-M. Design of an In-Process Quality Monitoring Strategy for FDM-Type 3D Printer Using Deep Learning. Applied Sciences. 2022; 12(17):8753. https://doi.org/10.3390/app12178753
Chicago/Turabian StyleSampedro, Gabriel Avelino R., Danielle Jaye S. Agron, Gabriel Chukwunonso Amaizu, Dong-Seong Kim, and Jae-Min Lee. 2022. "Design of an In-Process Quality Monitoring Strategy for FDM-Type 3D Printer Using Deep Learning" Applied Sciences 12, no. 17: 8753. https://doi.org/10.3390/app12178753