
Design and Implementation of Spring Cable Shaping Method Based on Fuzzy Control


Abstract
:1. Introduction
2. Common Shaping Methods of Spring Cable
2.1. Baking Method
2.2. Water Bath Method
3. Finalization Scheme Design
3.1. Experimental Study on Demonstration of Common Schemes
- (1)
- At room temperature of 10 °C, put cables of different materials in 100 °C hot water, insert K-type thermocouple into the cable, the internal temperature of the cable can rise to 99 °C in about 3 min, and water cooling for 1 min can complete the reliable setting of spring cable;
- (2)
- At the room temperature of 10 °C, put different materials of cable in the oven, set different oven temperature (100~200 °C), the internal temperature of cable can rise to 100 °C in about 6 min, and water cooling for 1 min can set. However, when the oven temperature exceeds 180 °C, PVC, PU and TPE all have coking phenomenon, among which PVC coking is the most serious.
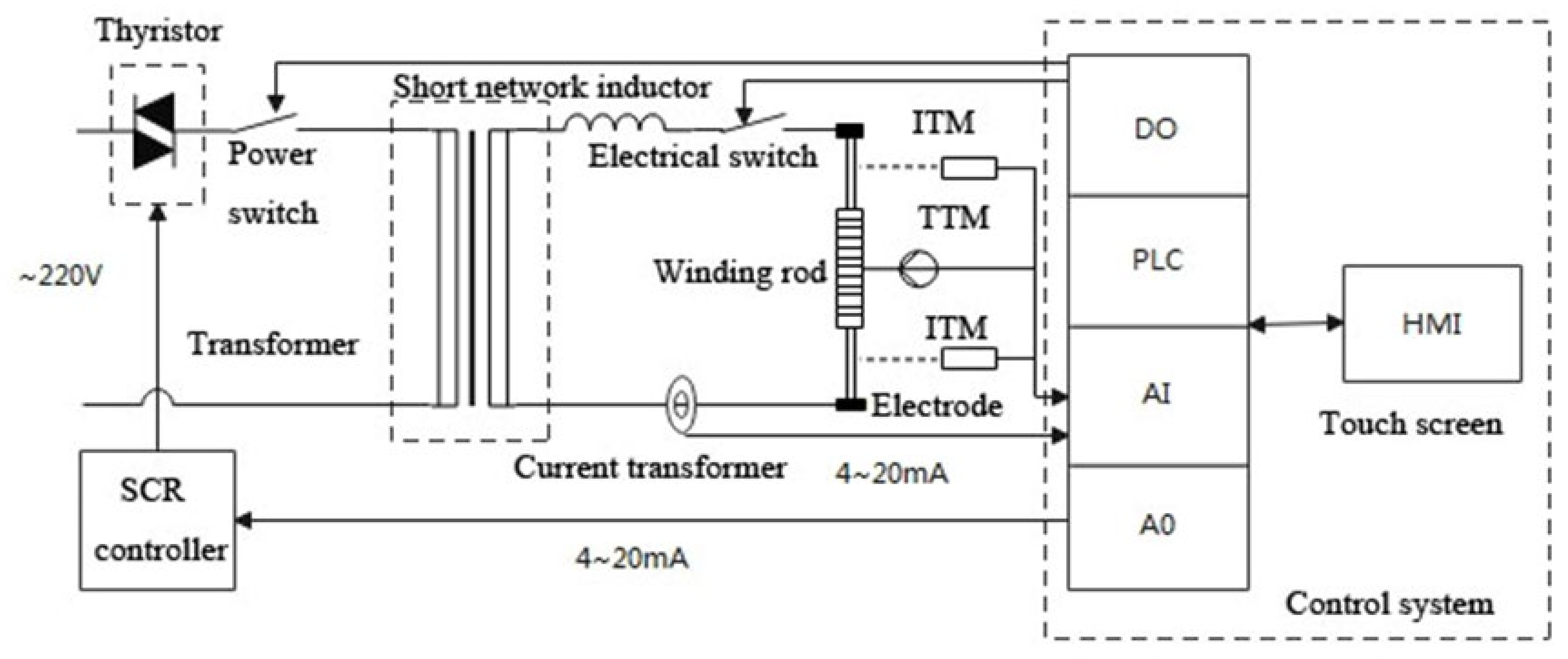
3.2. Current Heating Scheme Design
4. Realization of Current Heating Shaping Control
4.1. Design of Temperature Detection Scheme
4.2. Realization of Temperature Control Algorithm for Spring Cable Shaping Based on Fuzzy Theory
4.2.1. Parameter Fuzzy Distribution
4.2.2. Establishment of Fuzzy Rules
- (1)
- At the beginning of heating, in order to make the spring cable temperature rise rapidly, the winding rod passes through a large current to make the temperature of the winding rod and the spring cable rise rapidly;
- (2)
- In order to ensure that the external material of spring cable is not coking, the temperature of winding rod should be limited in a certain range;
- (3)
- When the temperature of the spring cable approaches the process temperature, the current of the winding bar is gradually reduced;
- (4)
- Since the temperature of the heating rod is higher than that of the spring wire, when the temperature of the spring wire reaches the process temperature, the heating current should be cut off immediately to prevent the temperature from rising.
4.2.3. Output Clarity
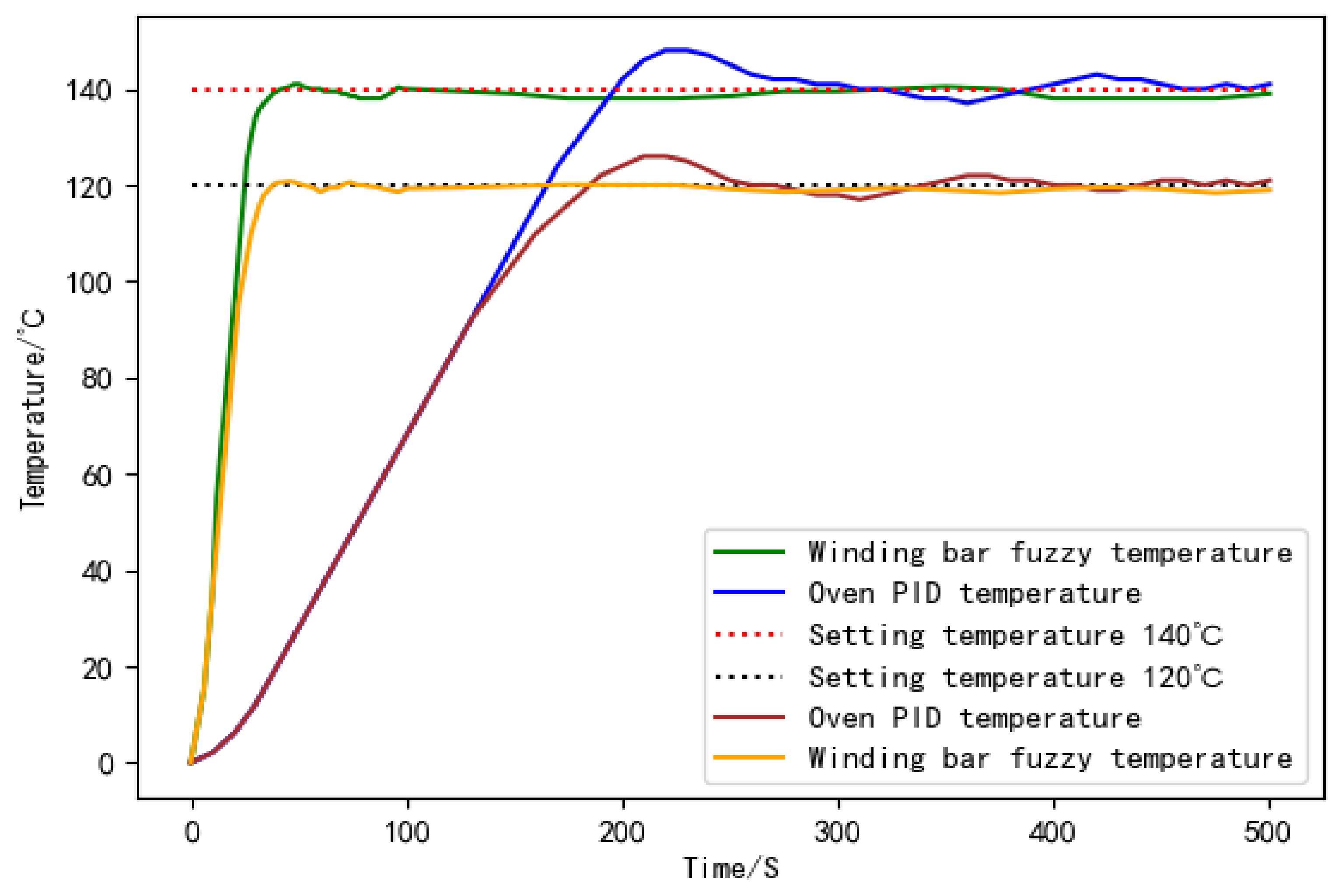
5. Experimental Test
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xing, E.; Zhou, C. Analysis of the bending behavior of a cable structure under microgravity. Int. J. Mech. Sci. 2016, 114, 132–140. [Google Scholar] [CrossRef]
- Karathanasopoulos, N.; Reda, H.; Ganghoffer, J.-F. Finite element modeling of the elastoplastic axial-torsional response of helical constructions to traction loads. Int. J. Mech. Sci. 2017, 133, 368–375. [Google Scholar] [CrossRef]
- Lee, D.; Fang, C.; Ravan, A.S.; Fuller, G.G.; Shen, A.Q. Temperature controlled tensiometry using droplet microfluidics. Lab Chip 2017, 17, 717–726. [Google Scholar] [CrossRef] [PubMed]
- Duryodhan, V.; Singh, S.G.; Agrawal, A. The concept of making on-chip thermal cycler for RT-PCR using conjugate heat trans-fer in diverging microchannel. Trans. Indian Natl. Acad. Eng. 2020, 5, 221–223. [Google Scholar] [CrossRef]
- Kumar, D.; Tangirala, A.K. Adaptive Model Predictive Control of Module Temperature in Photovoltaic Systems. Ind. Eng. Chem. Res. 2021, 60, 4351–4365. [Google Scholar] [CrossRef]
- Xiong, J.; Zhang, Z.; Chen, X. An Intelligent Compensation Method of Dynamic Coupling Error for Hydrostatic Guideway. Evol. Comput. Mob. Sustain. Netw. 2022, 80, 331–338. [Google Scholar] [CrossRef]
- Sun, X.; Cao, J.; Lei, G.; Guo, Y.; Zhu, J. A robust deadbeat predictive controller with delay compensation based on compo-site sliding mode observer for PMSMs. IEEE Trans. Power Electron. 2021, 36, 10742–10752. [Google Scholar] [CrossRef]
- Sun, X.; Zhang, Y.; Lei, G.; Guo, Y.; Zhu, J. An Improved Deadbeat Predictive Stator Flux Control with Reduced-Order Disturbance Observer for In-Wheel PMSMs. IEEE/ASME Trans. Mechatron. 2021. [Google Scholar] [CrossRef]
- Sun, X.; Li, T.; Zhu, Z.; Lei, G.; Guo, Y.; Zhu, J. Speed Sensorless Model Predictive Current Control Based on Finite Position Set for PMSHM Drives. IEEE Trans. Transp. Electrif. 2021, 7, 2743–2752. [Google Scholar] [CrossRef]
- Borzabadi, A.H.; Heidari, M. Discussion on Optimality Conditions of Fuzzy Optimal Control Problems. Int. J. Uncertain. Fuzziness Knowl. Based Syst. 2021, 29, 731–751. [Google Scholar] [CrossRef]
- Elias, N.; Yahya, N.M. Fuzzy Logic Controller Optimized by MABSA for DC Servo Motor on Physical Experiment. Lect. Notes Electr. Eng. 2022, 730, 561–570. [Google Scholar]
- Liu, D.; Liu, Z.; Chen, C.; Zhang, Y. Distributed adaptive fuzzy control approach for prescribed-time containment of uncertain nonlinear multi-agent systems with unknown hysteresis. Nonlinear Dyn. 2021, 105, 257–275. [Google Scholar] [CrossRef]
- Su, X.; Wen, Y.; Yang, Y.; Shi, P. Dissipative Event-Triggered Fuzzy Control of Truck-Trailer Systems. Intell. Transp. Syst. 2022, 385, 245–265. [Google Scholar] [CrossRef]
- Yang, H.; Zhang, Y.; Liang, J.; Zhang, N.; Paul, W. A robust deadbeat predictive power control with sliding mode disturbance observer for PWM rectifiers. In Proceedings of the 2017 IEEE Energy Conversion Congress and Exposition (ECCE), Cincinnati, OH, USA, 1–5 October 2017. [Google Scholar]
- Paul, S.; Arunachalam, A.; Khodadad, D.; Andreasson, H.; Rubanenko, O. Fuzzy Tuned PID Controller for Envisioned Agricultural Manipulator. Int. J. Autom. Comput. 2021, 18, 568–580. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Water Bath Method | |||||
| Related Parameters | Heating Medium Temperature (°C) | Cable Internal Temperature (°C) | Heating Time (s) | Cooling Setting Time (s) | |
| PVC | 100 | 98.8 | 178 | 60 | |
| PU | 100 | 99.5 | 182 | 60 | |
| TPE | 100 | 99.2 | 175 | 60 | |
| Baking Method | |||||
| Related Parameters | Heating Medium Temperature (°C) | Cable Internal Temperature (°C) | Heating Time (s) | Cooling Setting Time (s) | Coking Phenomenon |
| PVC | 200 | 100 | 345 | 62 | Y |
| PU | 160 | 100 | 358 | 58 | F |
| TPE | 120 | 100 | 365 | 60 | F |
| I | e1 | ||||||
| VB | B | M | S | VS | Z | ||
| e2 | VB | VB(1) | VB(7) | VB(13) | B(19) | M(25) | Z(31) |
| B | VB(2) | VB(8) | B(14) | B(20) | M(26) | Z(32) | |
| M | VB(3) | VB(9) | B(15) | B(21) | M(27) | Z(33) | |
| S | B(4) | B(10) | B(16) | M(22) | S(28) | Z(34) | |
| VS | B(5) | B(11) | M(17) | VS(23) | VS(29) | Z(35) | |
| Z | VS(6) | VS(12) | VS(18) | Z(24) | Z(30) | Z(36) | |
| Temperature Setting (°C) | Intelligent Instrument PID Control | Fuzzy Control of Winding Rod | ||||
|---|---|---|---|---|---|---|
| Adjustment Time (s) | Maximum Deviation (°C) | Steady State Error (°C) | Adjustment Time (s) | Maximum Deviation (°C) | Steady State Error (°C) | |
| 120 | 320 | 6 | 1 | 42 | 1.2 | 0.4 |
| 140 | 350 | 8 | 1.8 | 48 | 1.5 | 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, R.; Zhou, J.; Tao, T.; Hua, L.; Zhang, J. Design and Implementation of Spring Cable Shaping Method Based on Fuzzy Control. Appl. Sci. 2022, 12, 245. https://doi.org/10.3390/app12010245
Yang R, Zhou J, Tao T, Hua L, Zhang J. Design and Implementation of Spring Cable Shaping Method Based on Fuzzy Control. Applied Sciences. 2022; 12(1):245. https://doi.org/10.3390/app12010245
Chicago/Turabian StyleYang, Runxian, Jie Zhou, Tao Tao, Lianghao Hua, and Jianfeng Zhang. 2022. "Design and Implementation of Spring Cable Shaping Method Based on Fuzzy Control" Applied Sciences 12, no. 1: 245. https://doi.org/10.3390/app12010245