
Joint Motion Planning of Industrial Robot Based on Modified Cubic Hermite Interpolation with Velocity Constraint


Abstract
:Featured Application
Abstract
1. Introduction
2. Point-to-Point Joint Motion via Multiple Points with Constrained Velocities
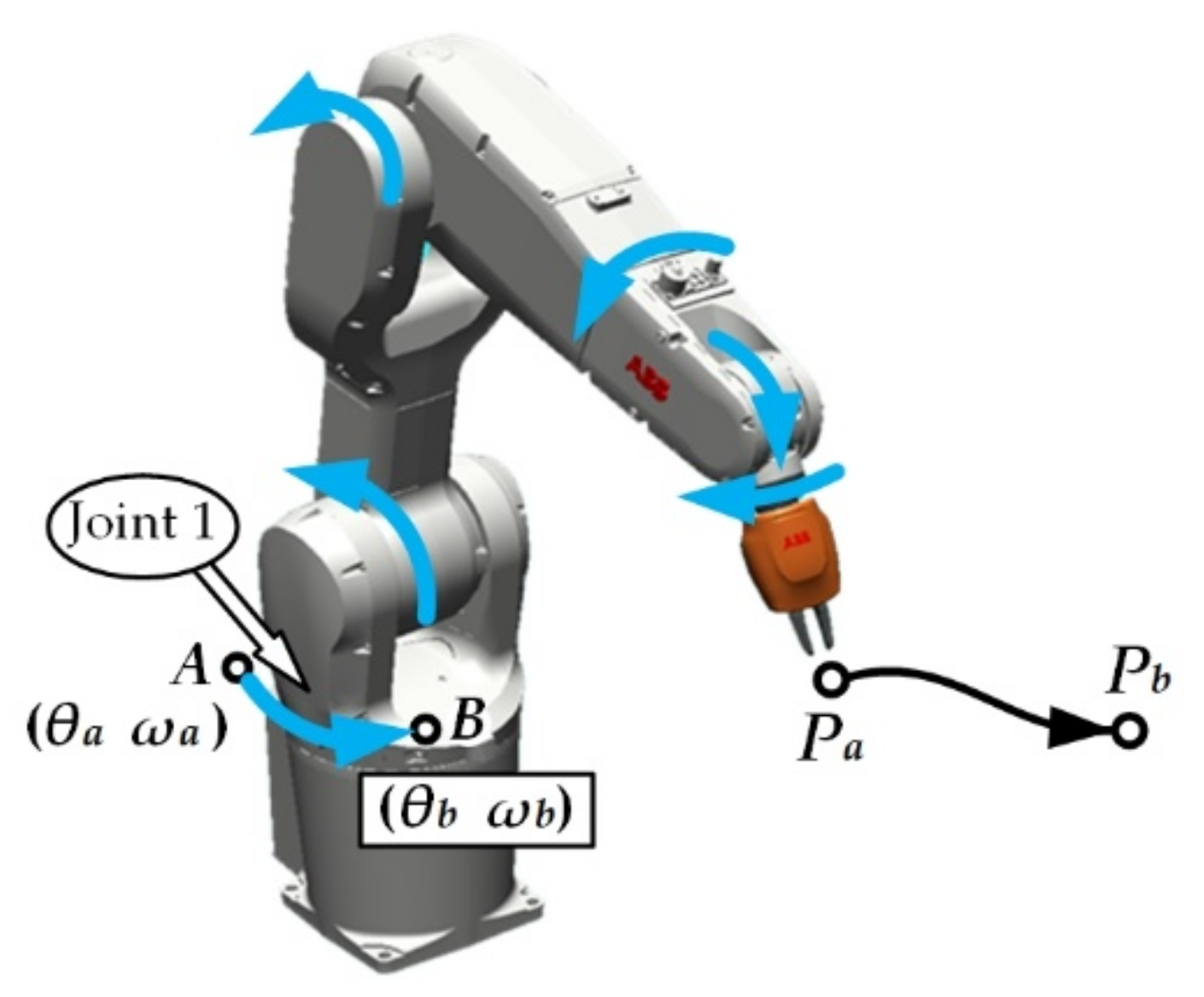
2.1. Point-to-Point Joint Motion
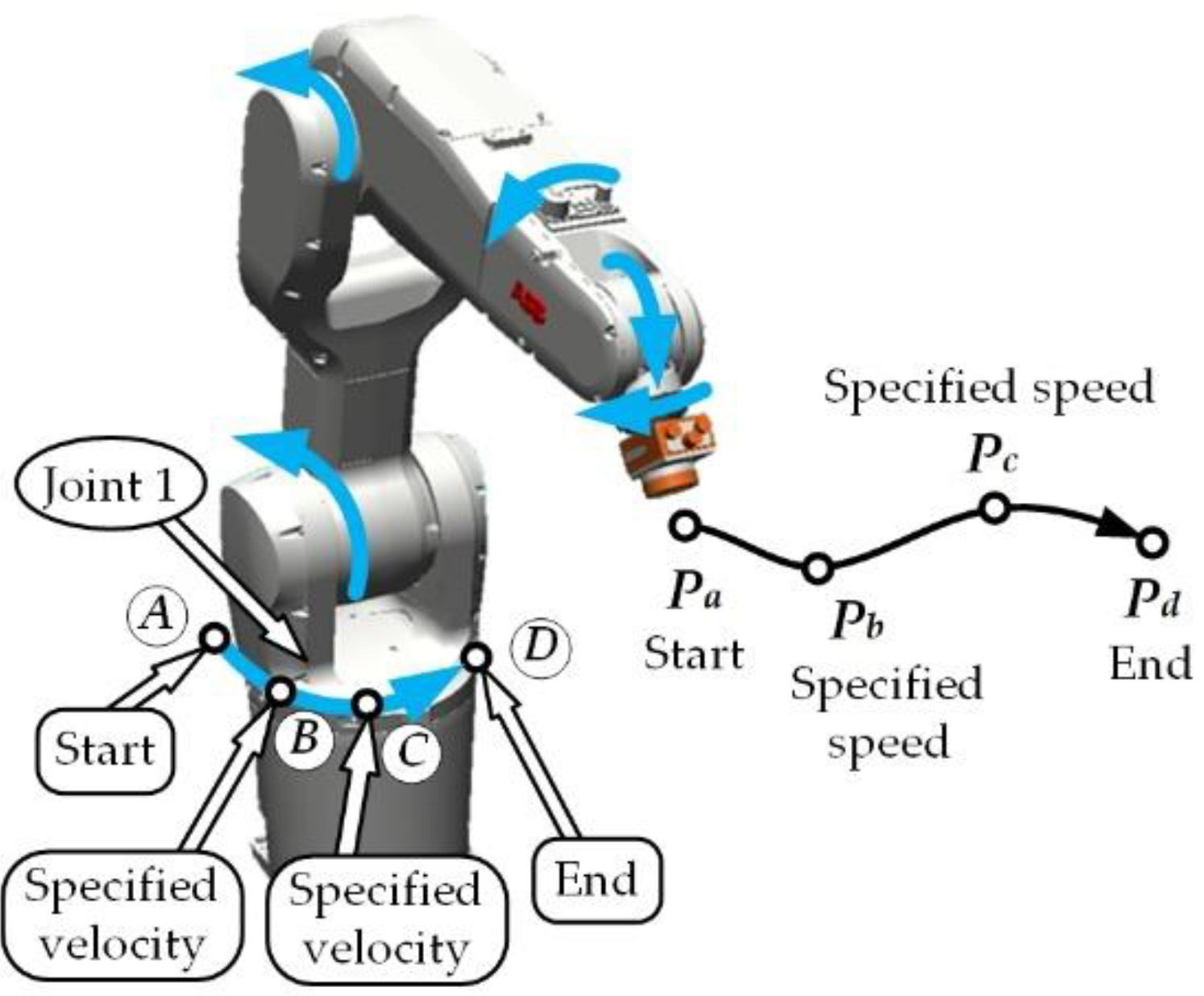
2.2. Point-to-Point Joint Motion via Multiple Points with Constrained Velocities
3. Joint Motion Planning Method
3.1. Cubic Polynomial Planning
3.2. Quintic Polynomial Planning
4. Joint Motion Planning Based on Modified Hermite Interpolation
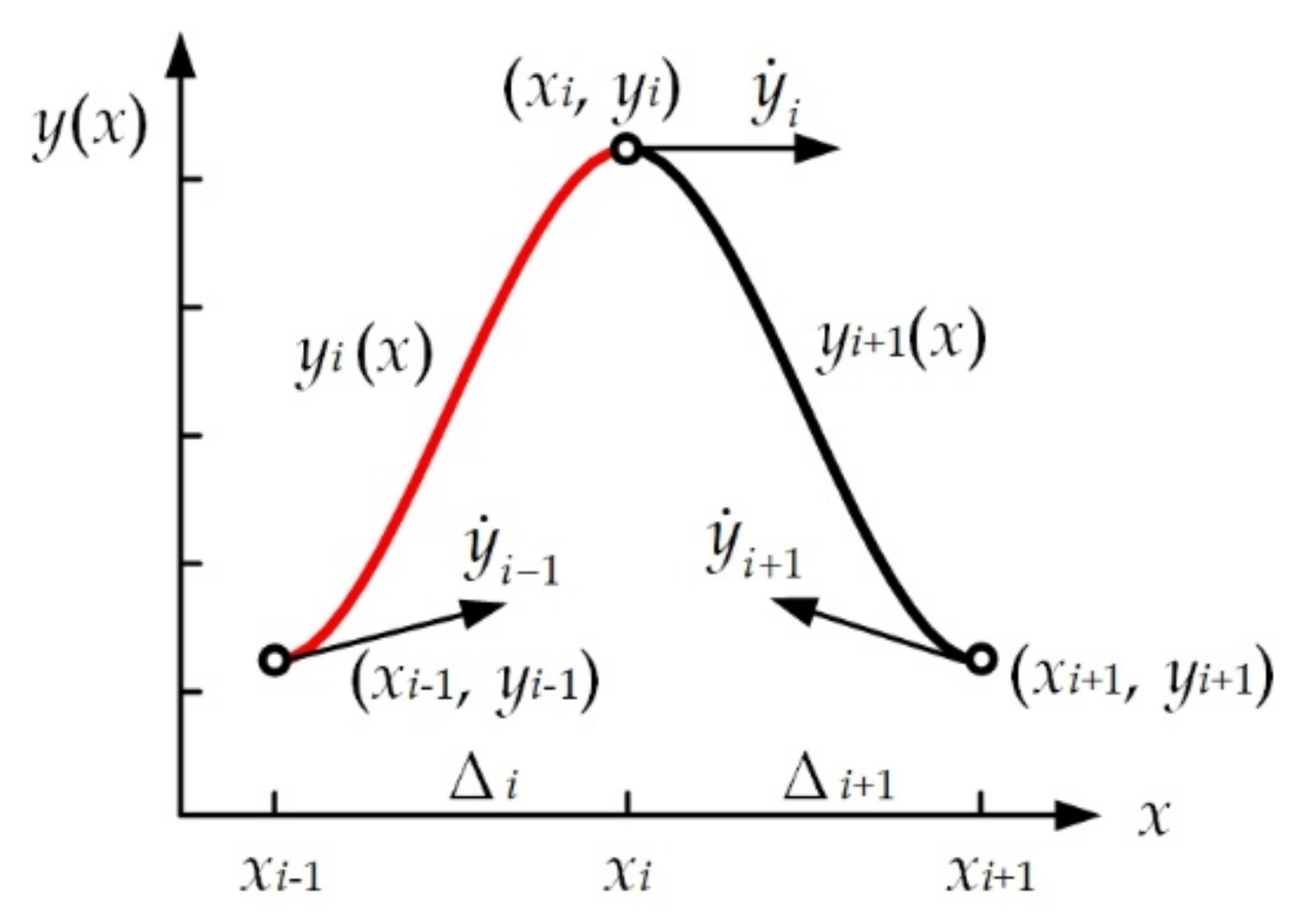
4.1. Function Transformation between Different Intervals
4.2. Cubic Hermite Interpolation
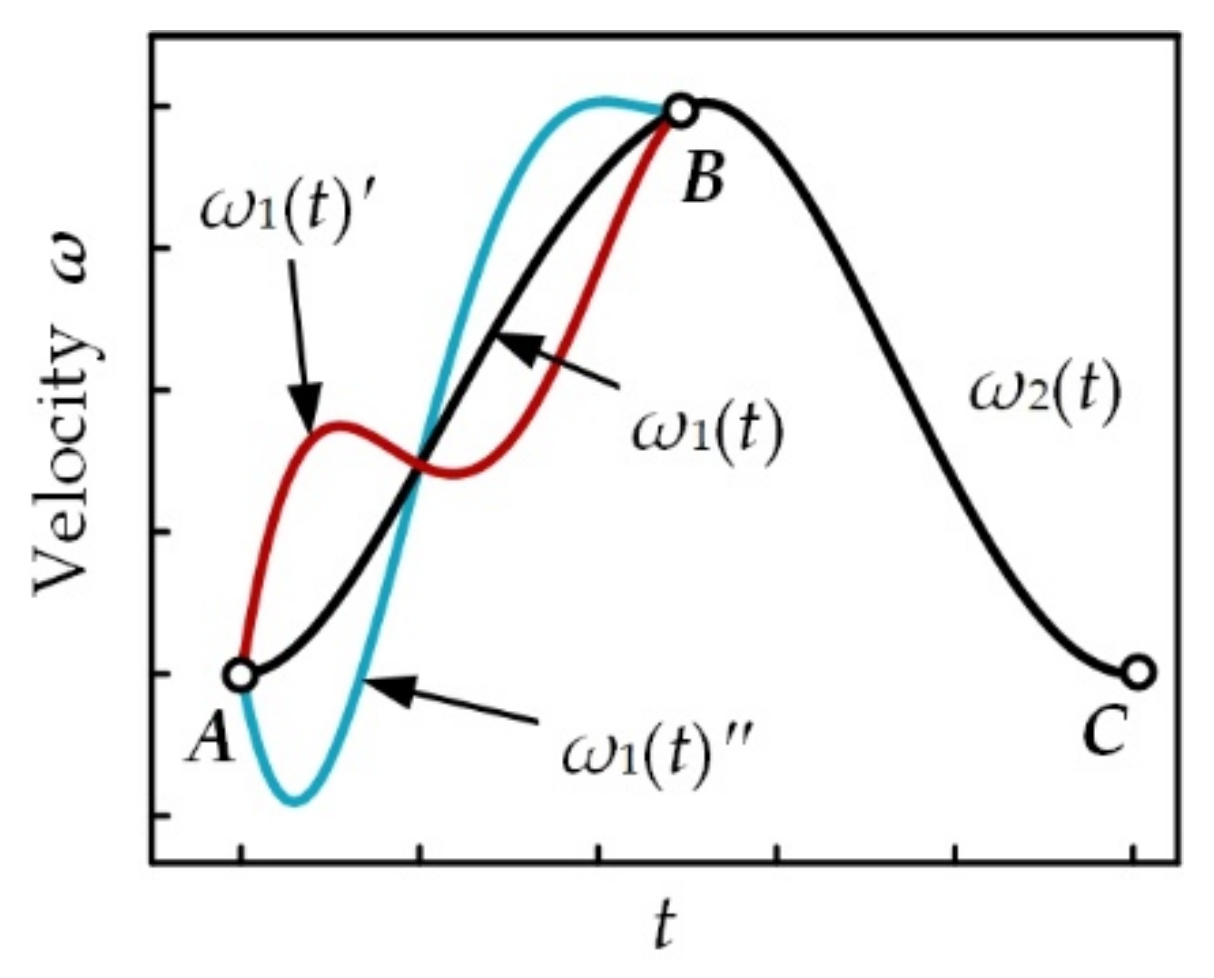
4.3. Requirement for C2 Continuity of Cubic Hermite Interpolation Curves
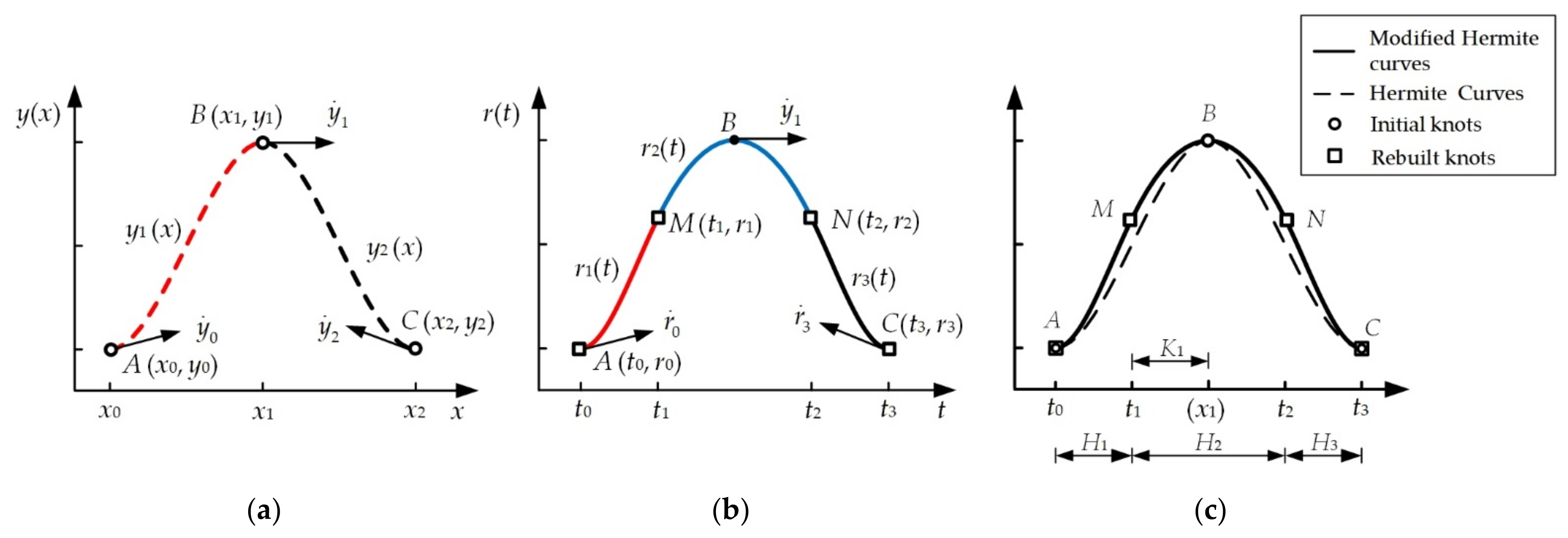
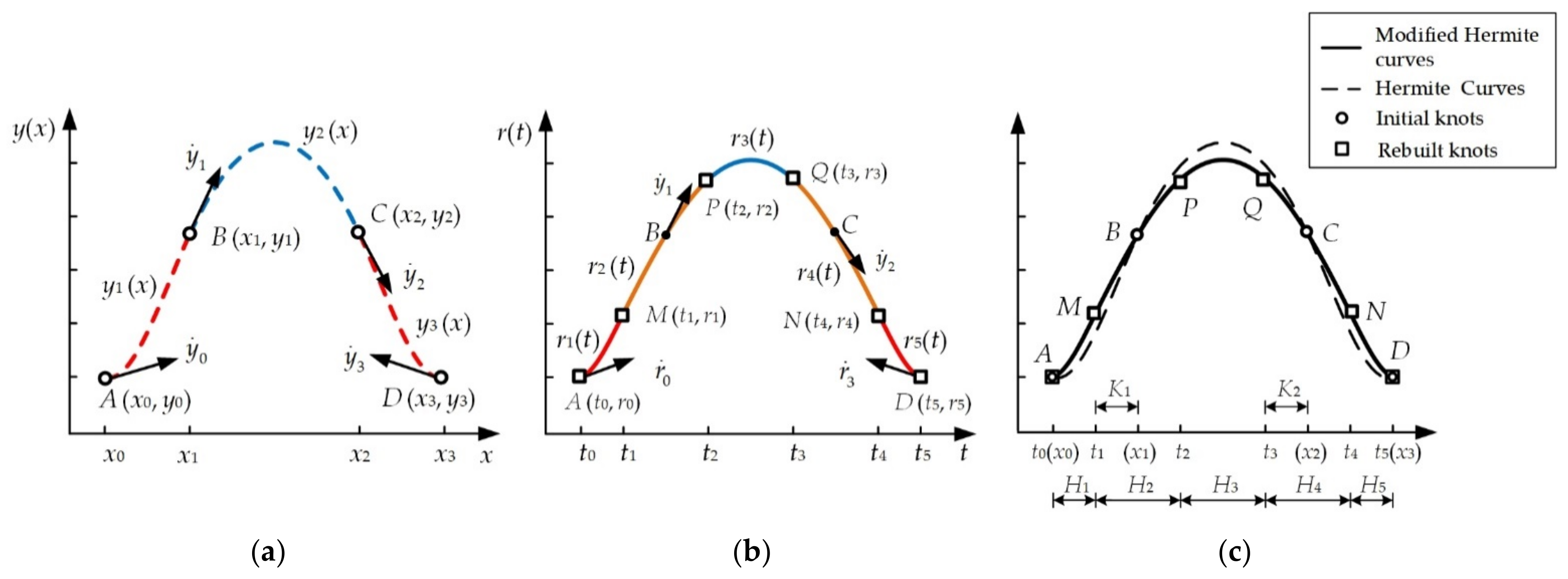
4.4. Modified Cubic Hermite Interpolation
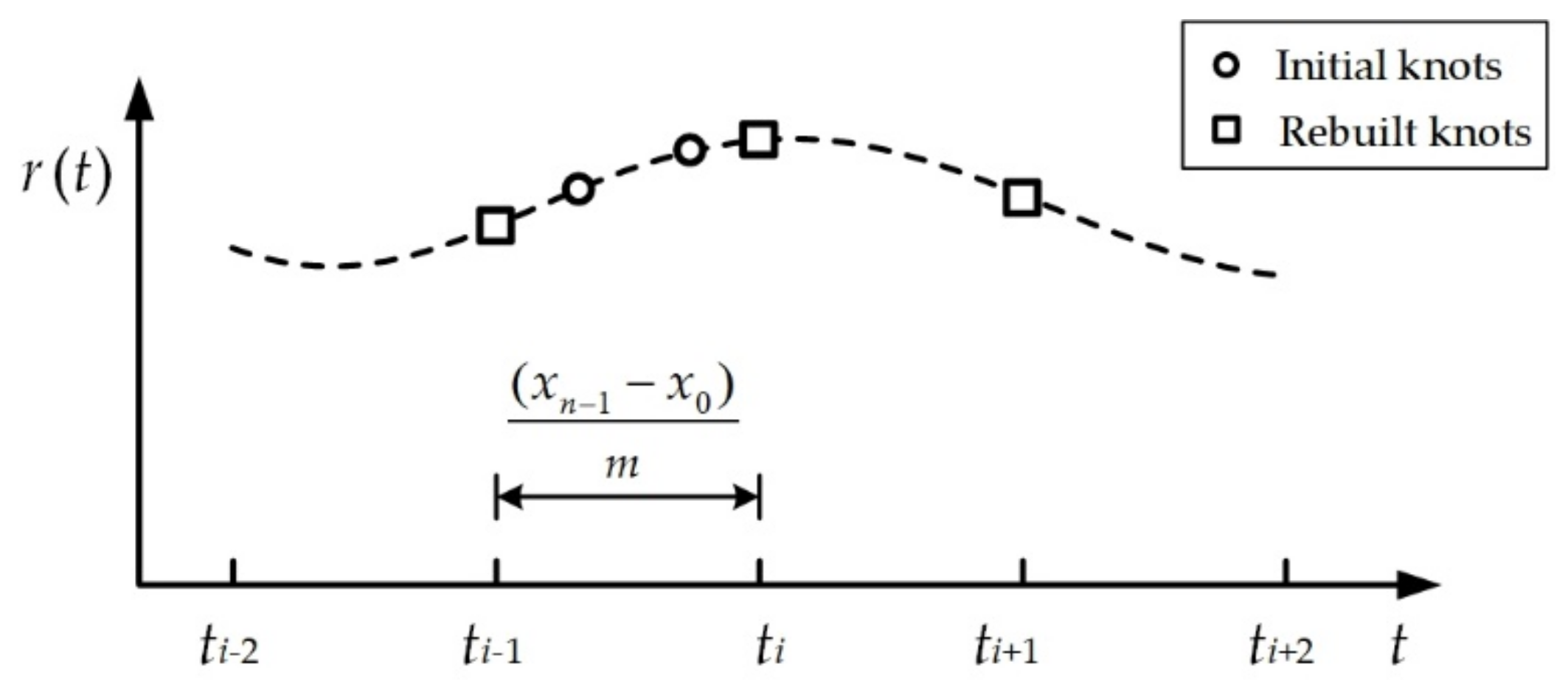
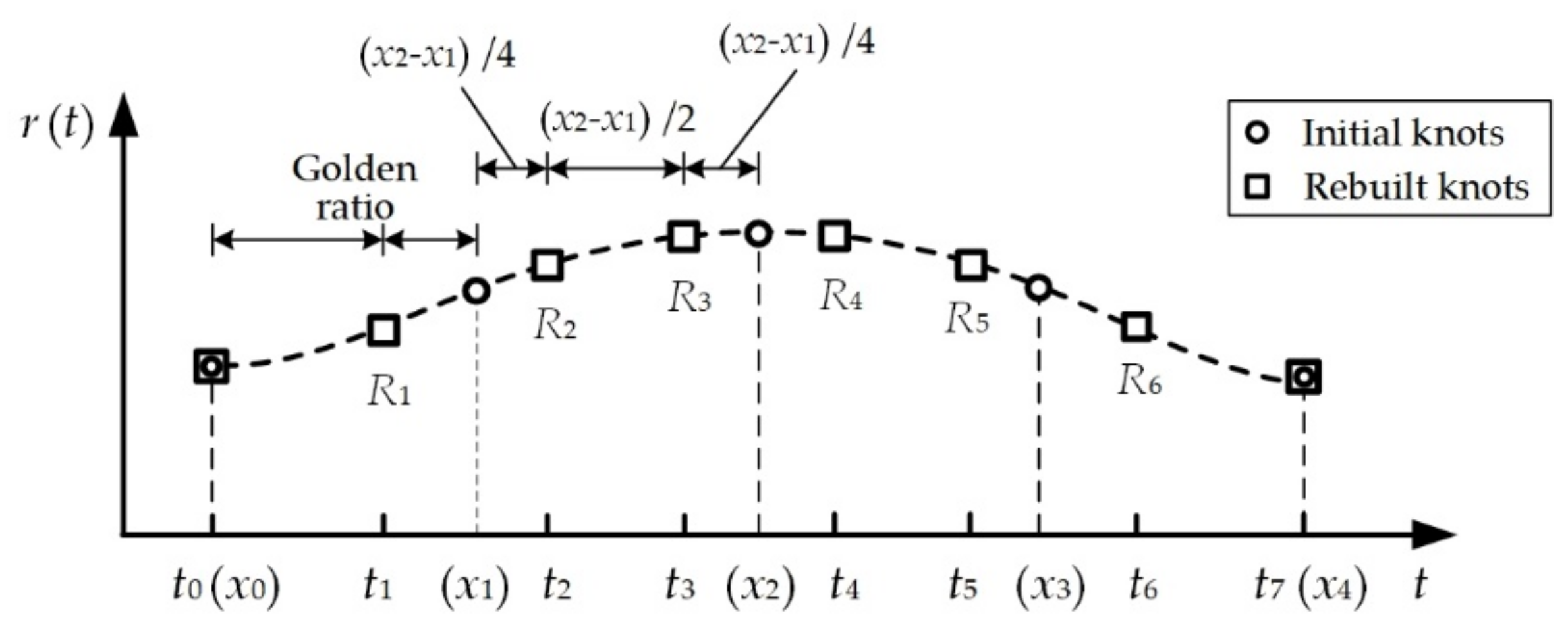
4.5. Arrangement for The Abscissas of Newly-Built Knots
4.6. Summary
- (1)
- According to the abscissas of given initial knots x0, x1, … , xn−1, (), the abscissas of newly-built knots, t0, t1, … , tm−1, (), are arranged and calculated by the formula (39).
- (2)
- According to the given positions and the 1st derivatives of the initial points and the abscissas of the newly-built knots achieved in step 1, a set of linear equations are obtained by formulas (30)–(34). Then, the ordinates and the first derivatives of the newly-built knots are acquired via solving the set of linear equations.
- (3)
- According to the positions and first-order derivatives of newly-built knots achieved in previous steps, modified cubic Hermite interpolation curves are obtained by formula (18).
5. Case Study
6. Comparison and Discussion
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Uhlmann, E.; Heitmüller, F. Improving Efficiency in Robot Assisted Belt Grinding of High Performance Materials. Adv. Mater. Res. 2014, 907, 139–149. [Google Scholar] [CrossRef]
- Kraljić, D.; Kamnik, R. Trajectory Planning for Additive Manufacturing with a 6-DOF Industrial Robot. Mech. Mach. Sci. 2018, 456–465. [Google Scholar]
- Biagiotti, L.; Melchiorri, C. Trajectory Planning for Automatic Machines and Robots; Springer: Berlin, Germany, 2008; pp. 1–3. [Google Scholar]
- Chettibi, T. Smooth point-to-point trajectory planning for robot manipulators by using radial basis functions. Robotica 2019, 37, 539–559. [Google Scholar] [CrossRef]
- Li, L.; Shang, J.Y.; Feng, Y.L. Research of trajectory planning for articulated industrial robot: A review. Comput. Eng. Appl. 2018, 54, 36–50. [Google Scholar]
- Gasparetto, A.; Zanotto, V. A new method for smooth trajectory planning of robot manip-ulators. Mech. Mach. Theory 2007, 42, 455–471. [Google Scholar] [CrossRef]
- Xu, J.; Mei, J.; Duan, X. An algorithm for segment transition in continuous trajectory planning of industrial robot. Chin. J. Eng. Des. 2016, 23, 537–543. [Google Scholar]
- Choi, Y.; Kim, D.; Hwang, S.; Kim, H.; Kim, N.; Han, C. Dualarm robot motion planning for collision avoidance using B-spline curve. Int. J. Precis. Eng. Manuf. 2017, 18, 835–843. [Google Scholar] [CrossRef]
- Meike, D.; Ribickis, L. Industrial robot path optimization approach with asynchronous fly-by in joint space. In Proceedings of the 2011 IEEE International Symposium on Industrial Electronics, Gdansk, Poland, 27–30 June 2011. [Google Scholar]
- Dyllong, E.; Komainda, A. Local Path Modifications of Heavy Load Manipulators. In Proceedings of the IEEE/ASME International Conference on Advanced Intelligent Mechatronics, Como, Italy, 8–12 July 2001; pp. 464–469. [Google Scholar]
- Abbas, A.; Nasri, A.; Maekawa, T. Generating B-spline curves with points, normals and curvature constraints: A constructive approach. Vis. Comput. 2010, 26, 823–829. [Google Scholar] [CrossRef]
- Gofuku, S.; Tamura, S.; Maekawa, T. Point-Tangent/Point-Normal B-Spline Curve Interpolation by Geometric Algorithms. Comput. Aided Des. 2009, 41, 412–422. [Google Scholar] [CrossRef]
- Xu, X.; Wang, X.; Qin, F. Trajectory planning of robot manipulators by using spline function approach. In Proceedings of the World Congress on Intelligent Control and Automation IEEE, Hefei, China, 28 June–2 July 2000. [Google Scholar]
- Niku, S.B. Introduction to Robotics: Analysis, Control, Applications, 3rd ed.; Wiley-Blackwell: Hoboken, NJ, USA, 2020; pp. 260–263. [Google Scholar]
- Parikh, P.; Trivedi, R.; Dave, J. Trajectory Planning for the Five Degree of Freedom Feeding Robot Using Septic and Nonic Function. Int. J. Mech. Eng. Robot. Res. 2020, 9, 1043–1050. [Google Scholar] [CrossRef]
- Boryga, M.; Graboś, A. Planning of manipulator motion trajectory with higher-degree polynomials use. Mech. Mach. Theory 2009, 44, 1400–1419. [Google Scholar] [CrossRef]
- Perez Bailon, W.; Barrera Cardiel, E.; Juarez Campos, I.; Ramos Paz, A. Mechanical energy optimization in trajectory planning for six DOF robot manipulators based on eighth-degree polynomial functions and a genetic algorithm. In Proceedings of the IEEE 7th International Conference on Electrical Engineering, Computing Science and Automatic Control, Tuxtla Gutierrez, Mexico, 8–10 September 2010. [Google Scholar]
- Zacharia, P.T.; Xidias, E.K.; Aspragathos, N.A. Task scheduling and motion planning for an industrial manipulator. Robot. Comput. Integr. Manuf. 2013, 29, 449–462. [Google Scholar] [CrossRef]
- Perumalsamy, G.; Visweswaran, P.; Jose, J. Quintic interpolation joint trajectory for the path planning of a serial two-axis robotic arm for PFBR steam generator inspection. In Machines, Mechanism and Robotics; Springer: Singapore, 2018; pp. 637–648. [Google Scholar]
- Liu, S.; Du, H.; Wang, S.; Zhao, Y. Path Planning and System Simulation for an Industrial Spot Welding Robot Based on SimMechanics. Key Eng. Mater. 2009, 419, 665–668. [Google Scholar] [CrossRef]
- Chang, Z.; Wan, Y. Computer Aided Geometric Design Technology, 3rd ed.; Science Press: Beijing, China, 2013; p. 26. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
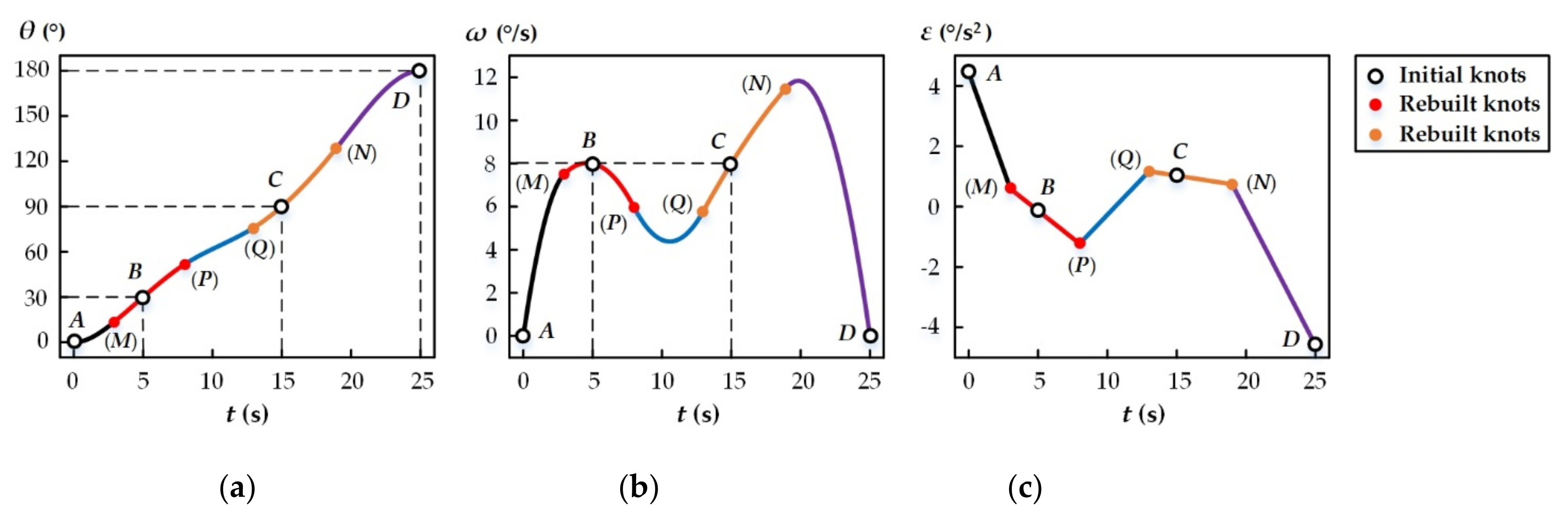
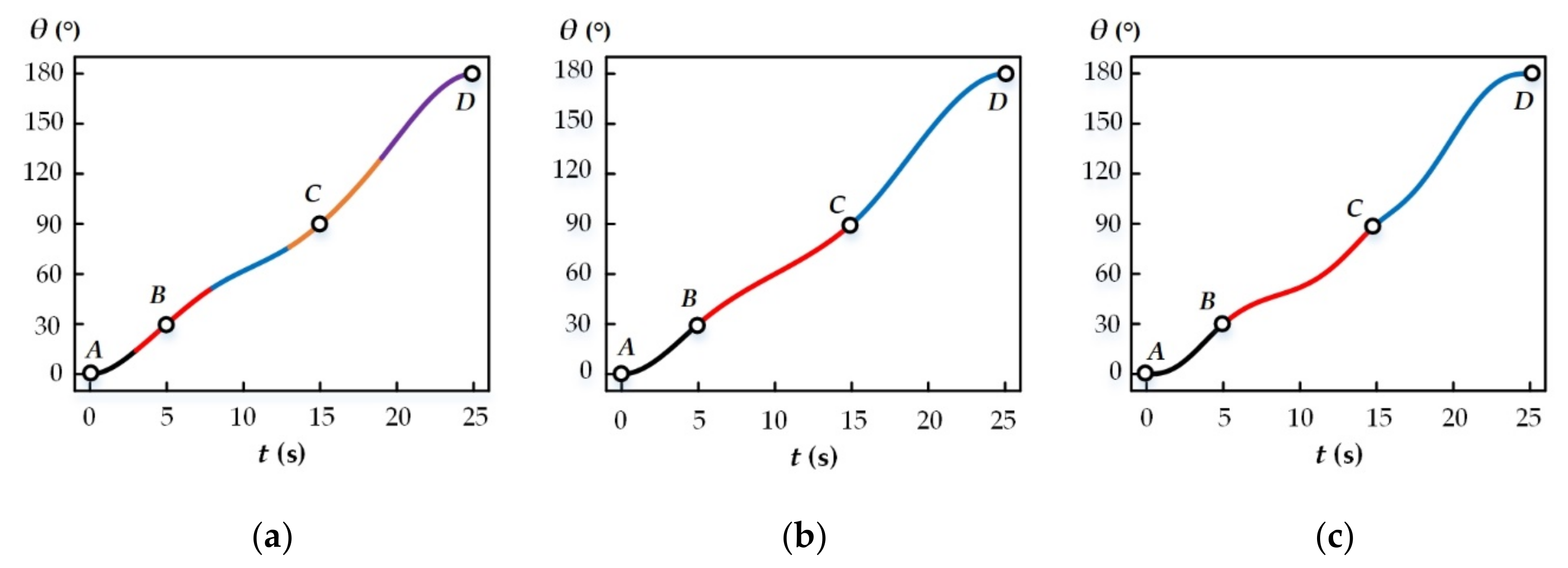
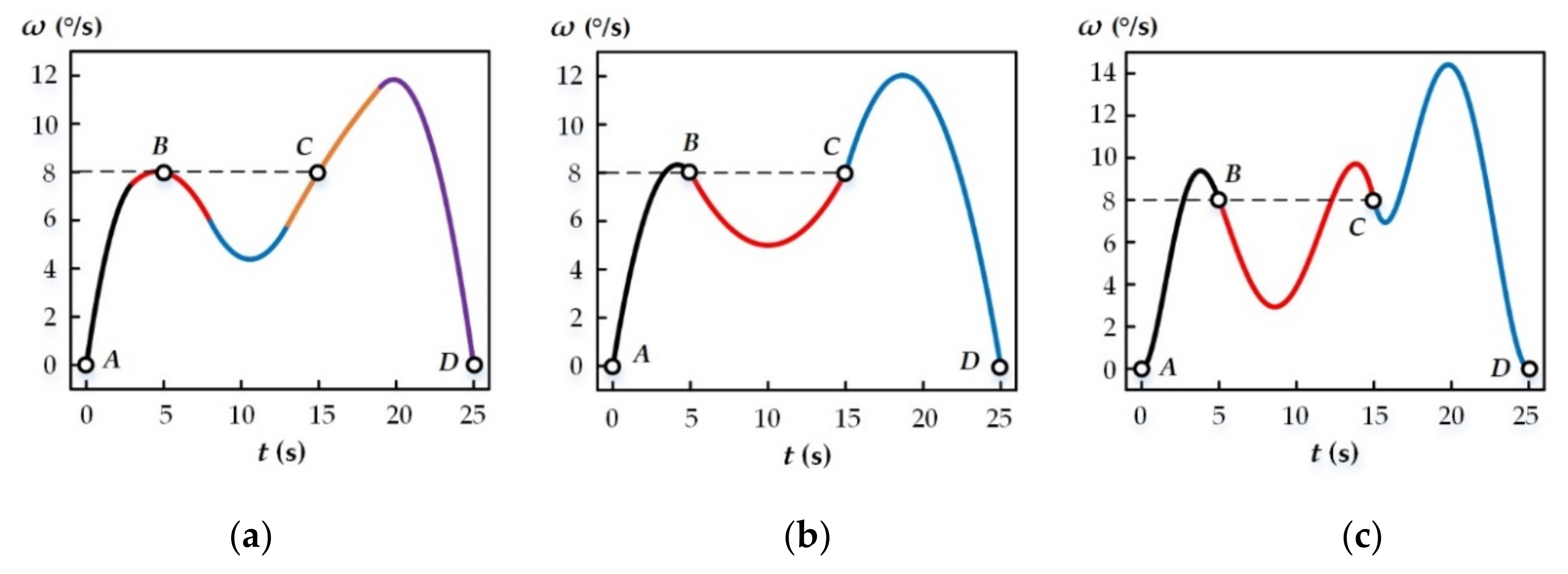
| Target Point | Angular Displacement θ (°) | Angular Velocity ω (°/s) | Time x (s) |
|---|---|---|---|
| A | 0 | 0 | 0 |
| B | 30 | 8 | 5 |
| C | 90 | 8 | 15 |
| D | 180 | 0 | 25 |
| Target Point | Angular Displacement θ (°) | Angular Velocity ω (°/s) | Time t (s) |
|---|---|---|---|
| A | 0 | 0 | 0 |
| M | 14.21 | 7.548 | 3 |
| P | 51.747 | 5.952 | 8 |
| Q | 76.147 | 5.805 | 13 |
| N | 129.443 | 11.53 | 19 |
| D | 180 | 0 | 25 |
| Initial Target Point | Planning Function | Angular Displacement θ (°) | Angular Velocity ω (°/s) | Time t (s) |
|---|---|---|---|---|
| A | 0 | |||
| B | 5 | |||
| C | 15 | |||
| D | 25 |
| Connecting Point | Planning Function | Angular Displacement θ (°) | Angular Velocity ω (°/s) | Angular Acceleration ε (°/s2) | Time t (s) |
|---|---|---|---|---|---|
| M | 3 | ||||
| P | 8 | ||||
| Q | 13 | ||||
| N | 19 | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pu, Y.; Shi, Y.; Lin, X.; Zhang, W.; Zhao, P. Joint Motion Planning of Industrial Robot Based on Modified Cubic Hermite Interpolation with Velocity Constraint. Appl. Sci. 2021, 11, 8879. https://doi.org/10.3390/app11198879
Pu Y, Shi Y, Lin X, Zhang W, Zhao P. Joint Motion Planning of Industrial Robot Based on Modified Cubic Hermite Interpolation with Velocity Constraint. Applied Sciences. 2021; 11(19):8879. https://doi.org/10.3390/app11198879
Chicago/Turabian StylePu, Yasong, Yaoyao Shi, Xiaojun Lin, Wenbin Zhang, and Pan Zhao. 2021. "Joint Motion Planning of Industrial Robot Based on Modified Cubic Hermite Interpolation with Velocity Constraint" Applied Sciences 11, no. 19: 8879. https://doi.org/10.3390/app11198879