3.1. Welding Defects and Hardness
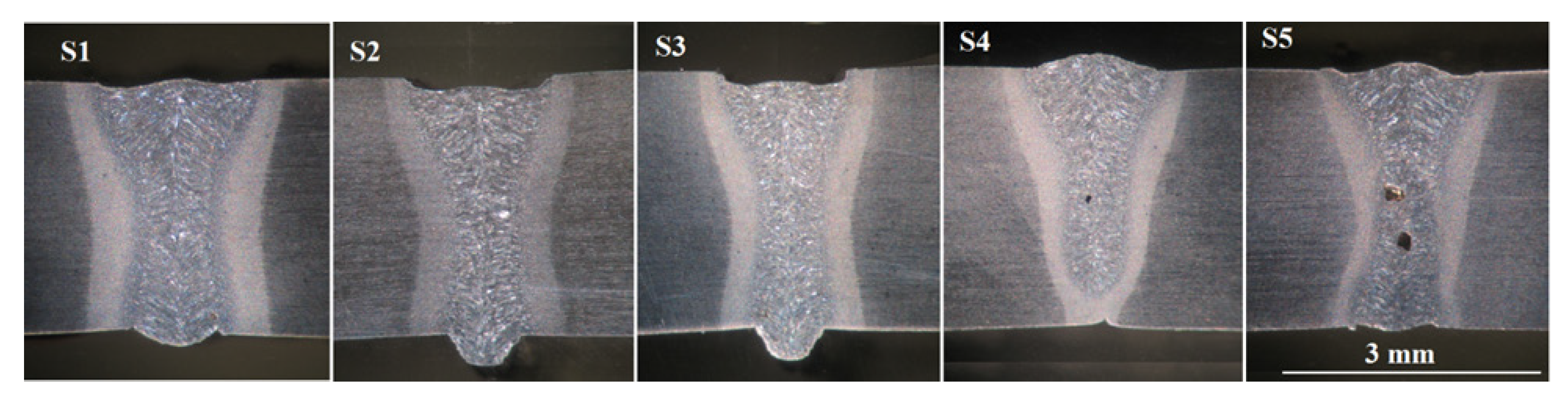
Figure 3 illustrates the macrograph analysis of the welded series, where a different morphology in each series was obtained. The main imperfections noted were: excess weld in the bottom side of the S1, S2 and S3 series and in the top side of the S4 and S5 series; undercuts at the weld root in the bottom side of the S1 and S3 series and underfill and porosity in all series. In [
27] it was reported that the series presented quality levels B and D according to the ISO 13919-1 welding quality standard and the imperfection sizes and morphology can be considered as crack-like imperfections. More details about the weld profile and imperfections of the welded series can be found in the previous reference. Due to the S4 series not reaching full penetration it will be omitted in the next sections.
The fatigue cracks occurred in the FZ and the HAZ, for this reason the microstructure, hardness and morphology need to be examined in these zones.
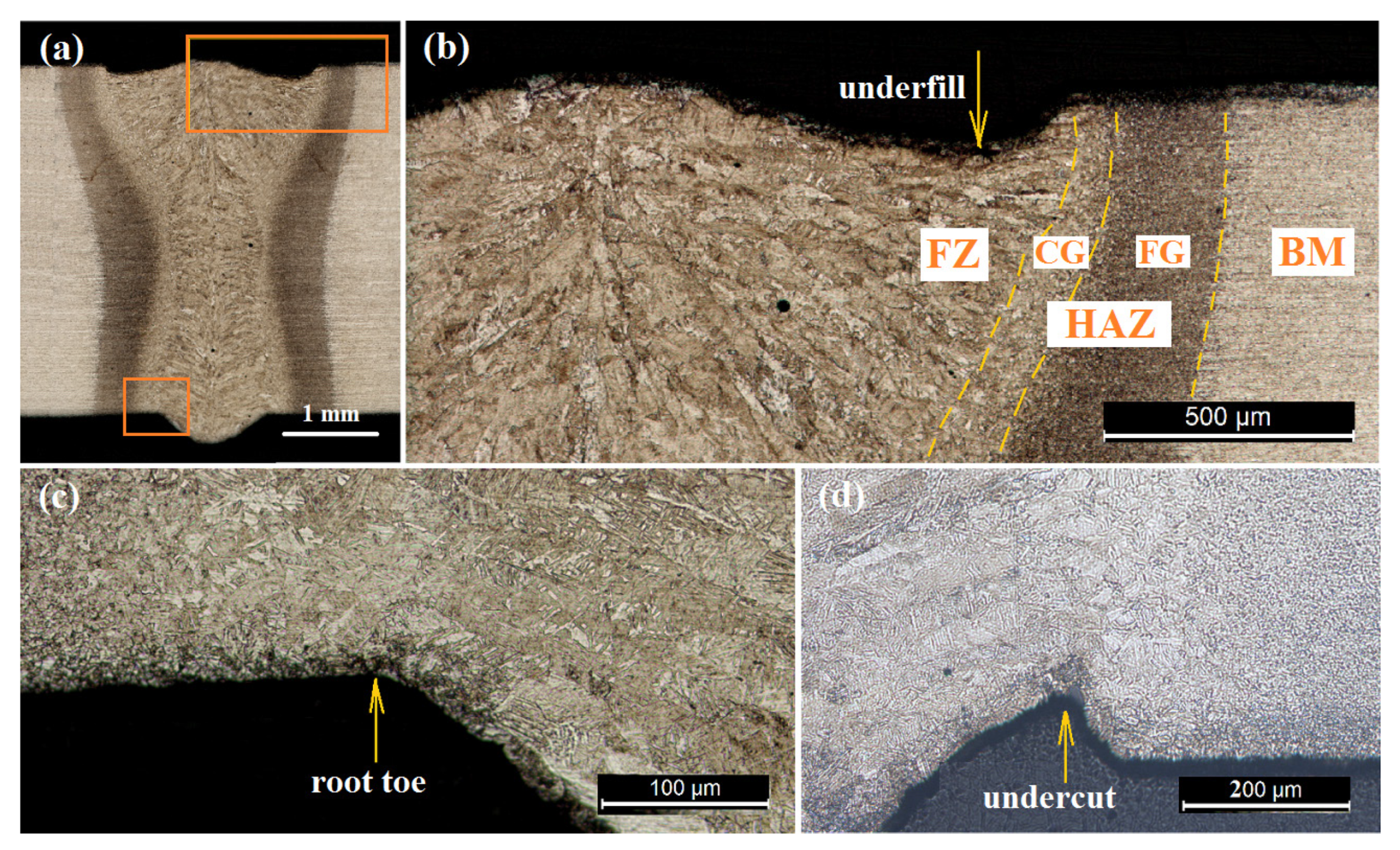
Figure 2 presents a representative example of metallographic analysis where
Figure 2b corresponds to underfill defect,
Figure 2c shows the toe of the weld root and
Figure 2d illustrates an undercut defect. For the heat input range used in the present work,
Figure 2b showed that the HAZ was divided into two important zones: softened ferritic–bainitic with fine grain (FG) and bainitic–martensitic with coarse grain (CG) as was found in [
29].
Figure 2b also shows the macrostructure of the FZ and the BM.
According to the fracture analysis, the fatigue starts in the weld root and in undercuts located in the boundary between the columnar grains of the FZ and the CG, as well as in the underfill located in the columnar grains of the FZ but very close to the HAZ and in pores located in the FZ. If fatigue crack paths depart from defects as underfill, undercuts and weld root (toe), they could enter the FG that is generally a soft zone.
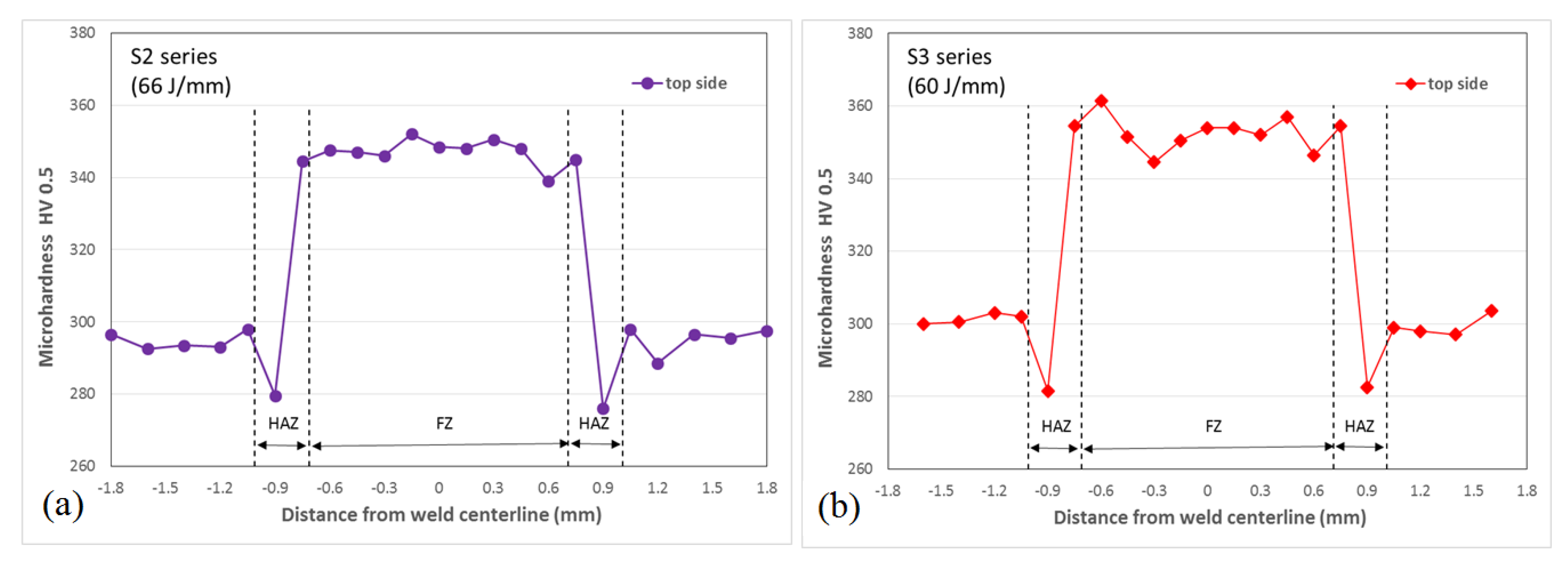
The microhardness presents similar profiles for the different series; a very small softening in the FGHAZ was verified as illustrated in
Figure 4 with the hardness profiles of the S2 and S3 series. The hardness increased with the heat input decrease at the FZ and the CGHAZ, but the difference in hardness is minimal in the sites where the fatigue started. For the fatigue start locations, the approximated hardness values were: 335, 345, 350 and 370 HV for the welded series S1, S2, S3 and S5 respectively, and approximately 295 HV for the BM. This increase in hardness can be explained by the quick cooling in the FZ and CG which allowed the bainitic–martensitic microstructural transformation while the FG zone cool down slower modifying the BM microstructure to a softened ferritic–bainitic microstructure.
3.4. Crack Opening Displacement and Crack Closure
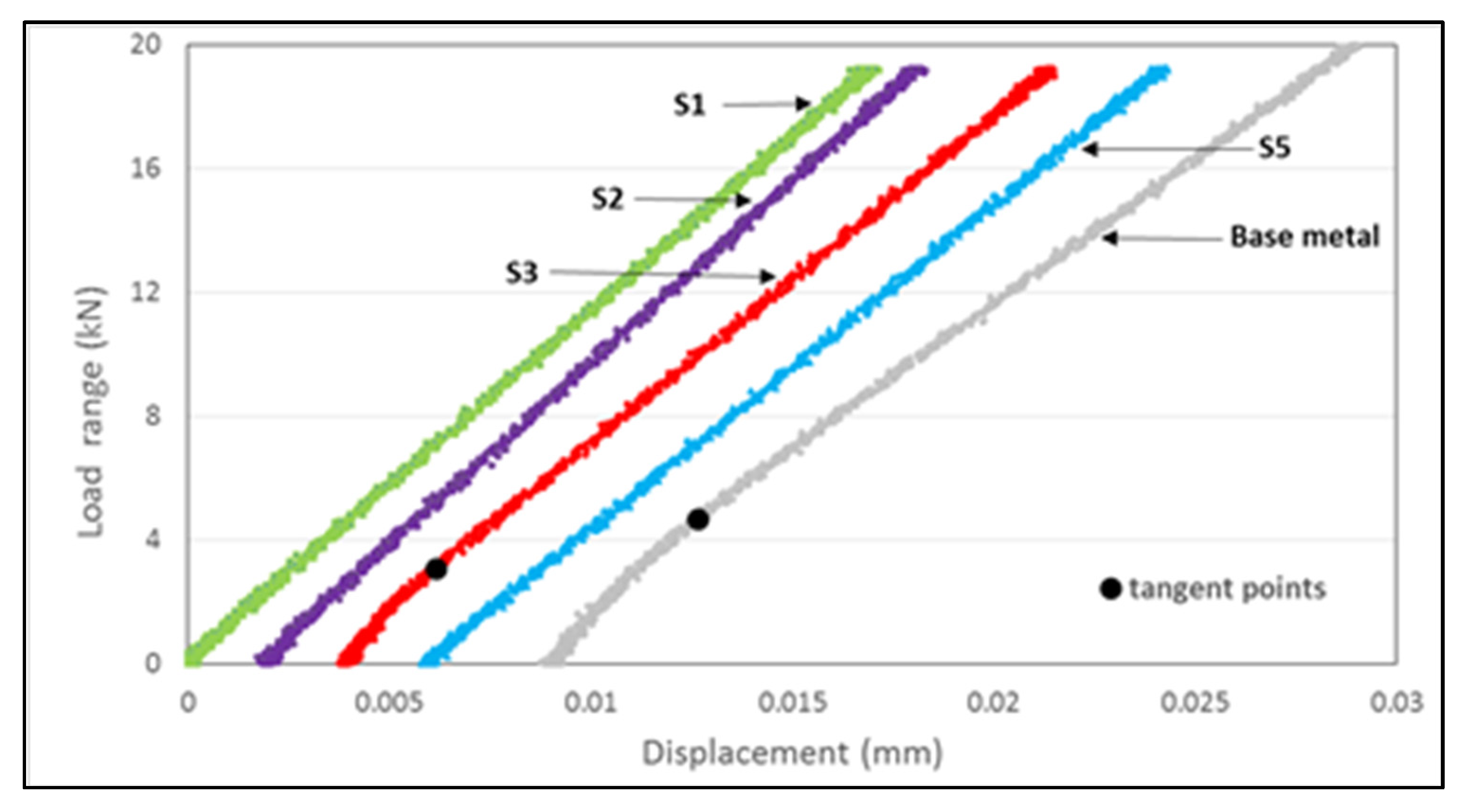
The ∆P-COD example curves of the welded series and the BM plotted in
Figure 7, where the non-linear part of the curves were marked by the tangent points, illustrate a different behavior in relation to the crack closure phenomenon: the S1 and S5 series did not present crack closure, in the S2 series it was so minimal that in practice it can be considered null, while in the S3 series and in the BM this phenomenon was presented, but, in a different way. In the crack size range of 1–12 mm, for the BM, the load range at which the point of tangency occurred was approximately constant, meanwhile, for the S3 series, the load range increased and subsequently decreased.
Should the crack tip plasticity be assumed as the main cause of the crack closure, the behavior observed could be explained considering the hardness and ductility of the microstructures. The BM has low hardness and good ductility while the welded series had propagation paths in the HAZ and the FZ where the hardness was high and therefore the ductility was low. On other hand, it has been explained in [
32] that due to the presence of residual tensile stresses, there is no crack closure. The particular behavior of the S3 series could be caused by the crack path that also crossed the FGHAZ (which is softer) since the weld bead size was smaller than in the other series, and there could be residual compressive stresses presents in this series that contribute to the crack closure as reported in [
32].
According to the above results, and considering the average of the load ranges values ∆P where the tangent points were observed for the crack sizes from 1 to 12 mm, the crack opening stress range ∆Sop and the ∆Keff/∆K ratio were calculated for the BM and the S3 series. The results are respectively: 24.43 MPa, 0.82 and 15.94 MPa, 0.89; meanwhile for the series S1, S2 and S5, the values of ∆Sop were assumed equal to zero and therefore the ∆Keff/∆K ratio equal to one.
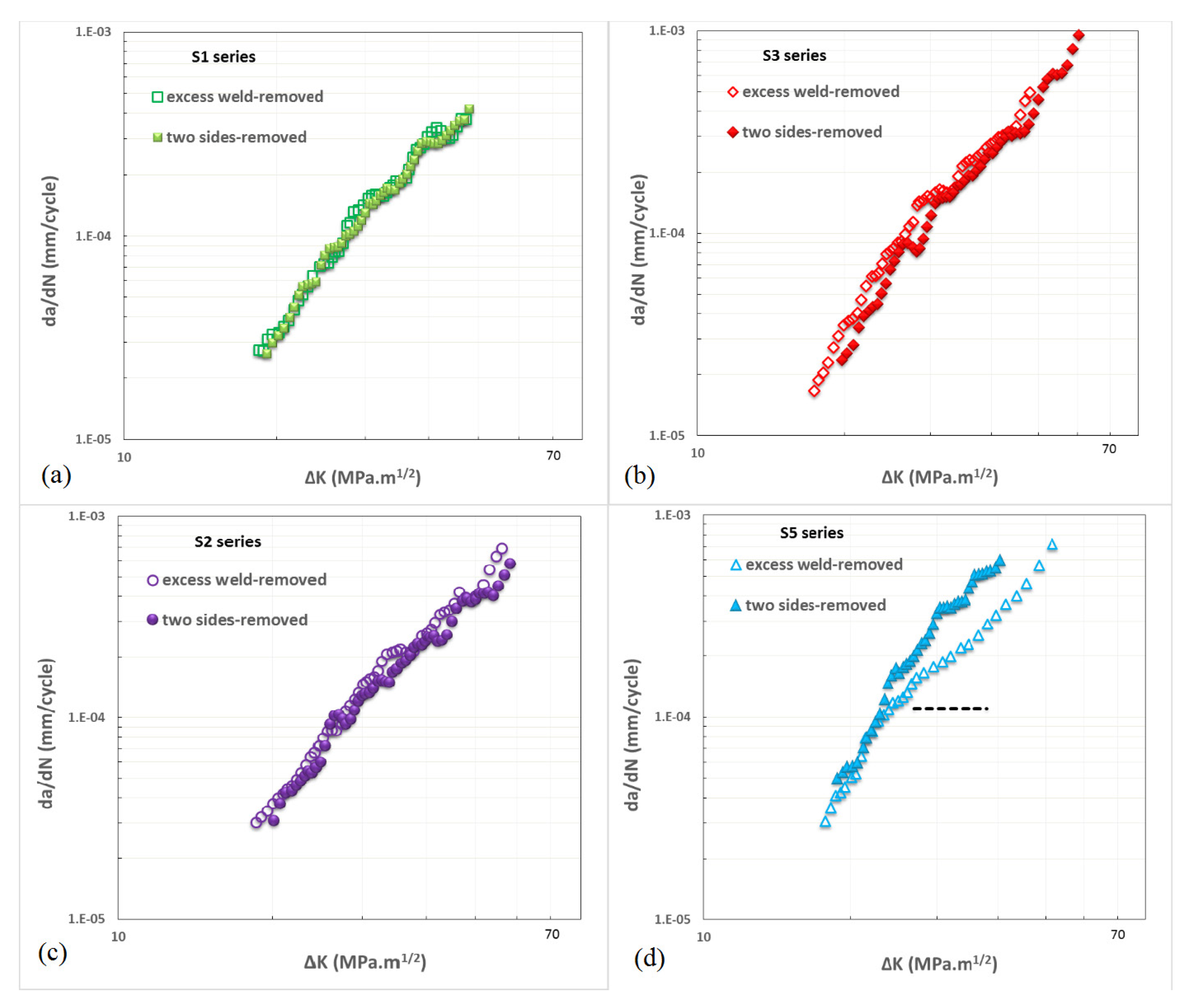
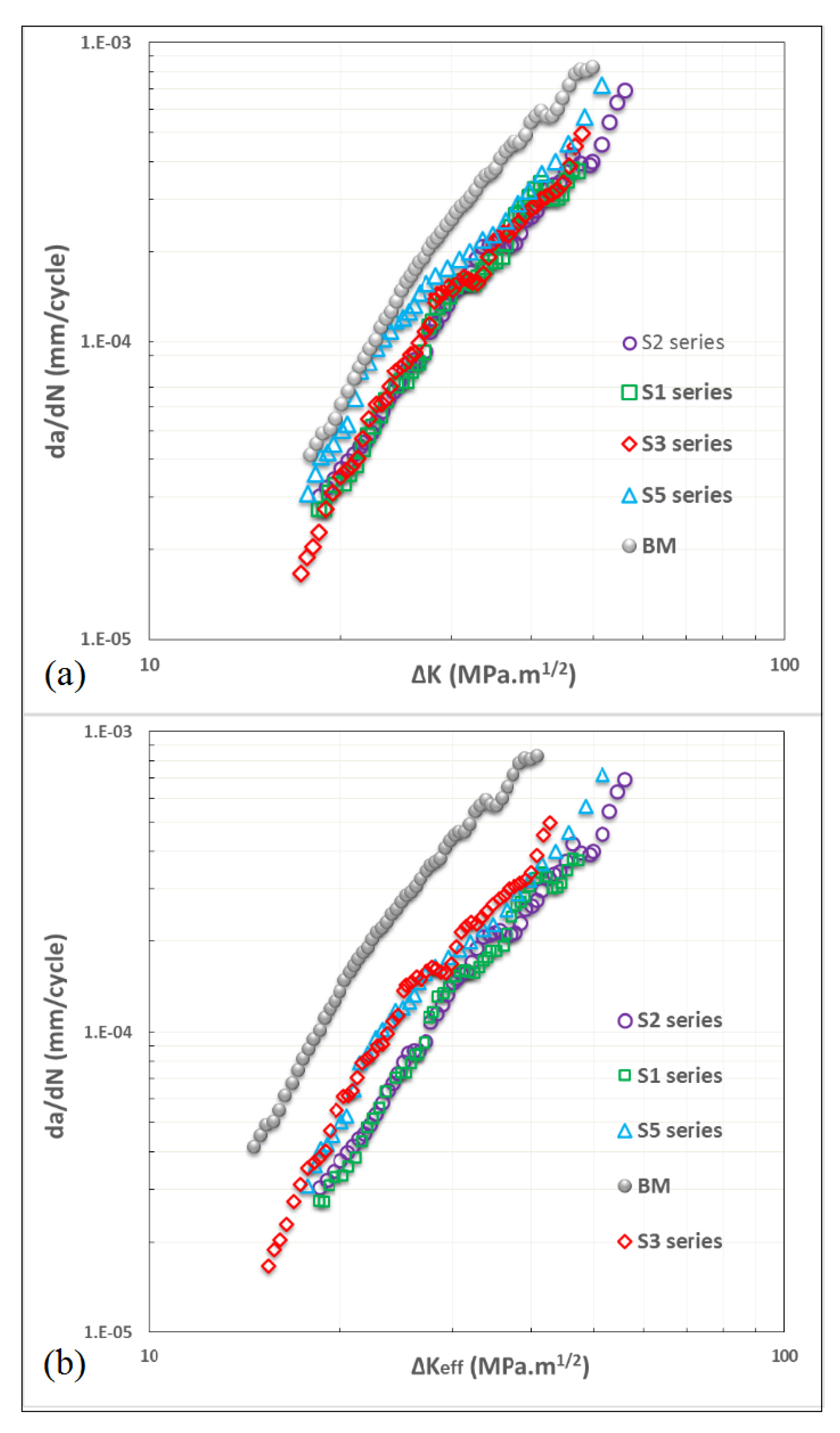
The crack growth rates in the function of the stress intensity factor range (SIFR), of the specimens from which the excess weld was removed and of the BM, are shown in
Figure 8a. As can be seen, the S1, S2 and S3 series had practically the same crack growth rate, the S5 series had a slightly higher rate than the previous ones, while the BM had the highest crack growth rate due to having a lower hardness as was described previously. With the ∆K
eff/∆K ratio already obtained, for the BM and welded series the effective SIFR, ∆K
eff, was determined and the da/dN-∆K
eff curves were redrawn (
Figure 8b).
Table 4 shows the parameters A and n of the Paris law for the welded series and the BM.
The results found for the welded series suggest that weld ripples, porosity, residual stress and the microstructure were factors that influenced the crack growth rate. In relation to weld ripples, even though the effect was very small, their size and shape can modify a more or less straight path to a zigzag one and therefore the propagation line [
33]. Since the BM microstructure was constituted of ferrite–bainite, while the welded series basically constituted of mixtures of bainite–martensite [
29], there is a clear effect of a decrease in the crack growth rate that can be attributed to the microstructure due to the higher proportion of bainite and the presence of martensite. This agrees with the works [
34,
35] where a retarding effect was reported in the growth of cracks due to the presence of hard phases such as martensite and bainite. Regarding porosity, this factor requires a better study since, as noted, only one of the cracks was affected by this factor. In summary, since it is recognized that the phenomenon of crack growth is more influenced by the bulk properties than by the surface properties, the microstructure, the hardness and residual stresses could affect the crack growth rate to a greater degree while the effect of weld ripples was minimal.
3.5. Effect of Imperfections at High Stress Levels
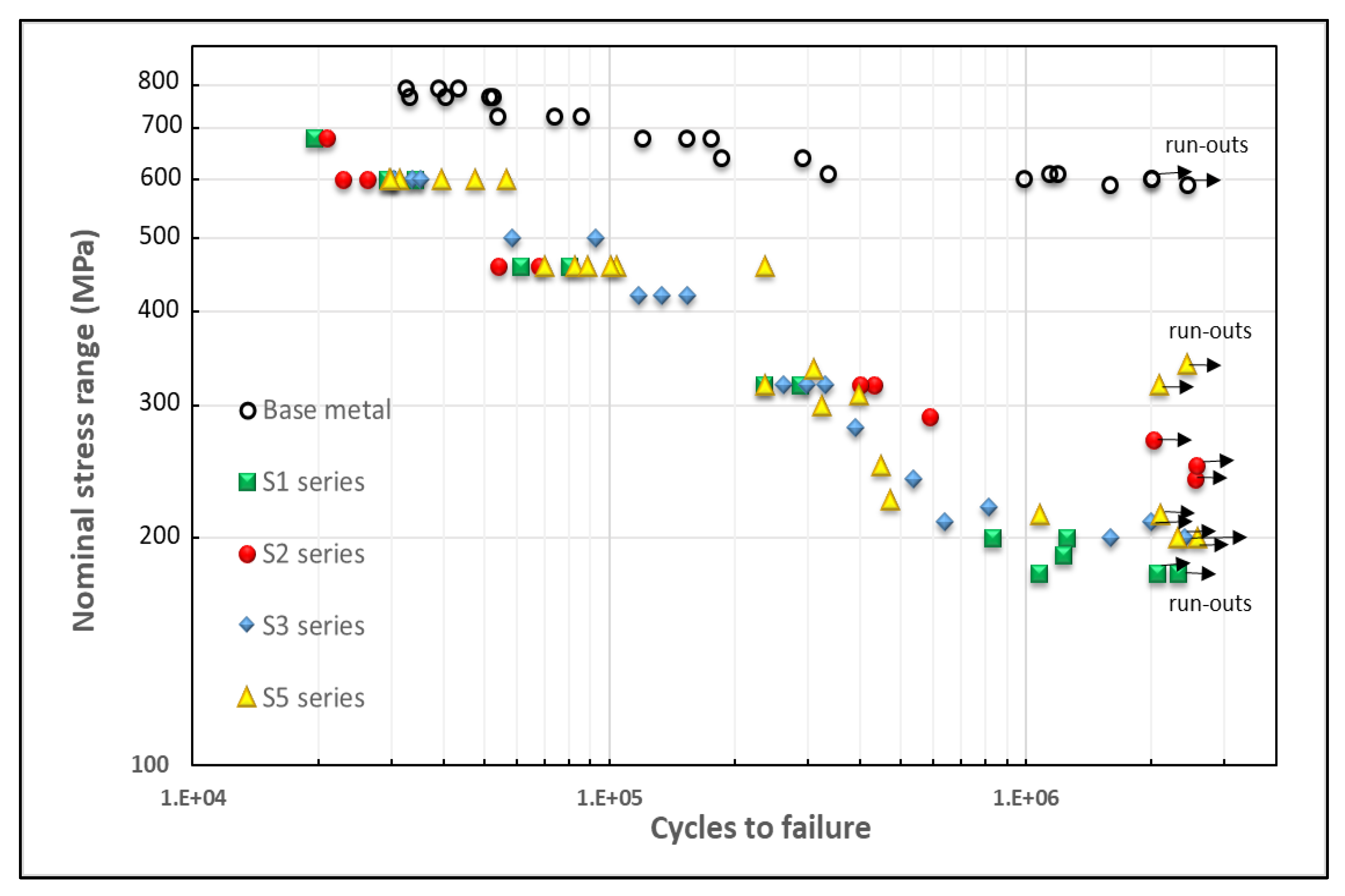
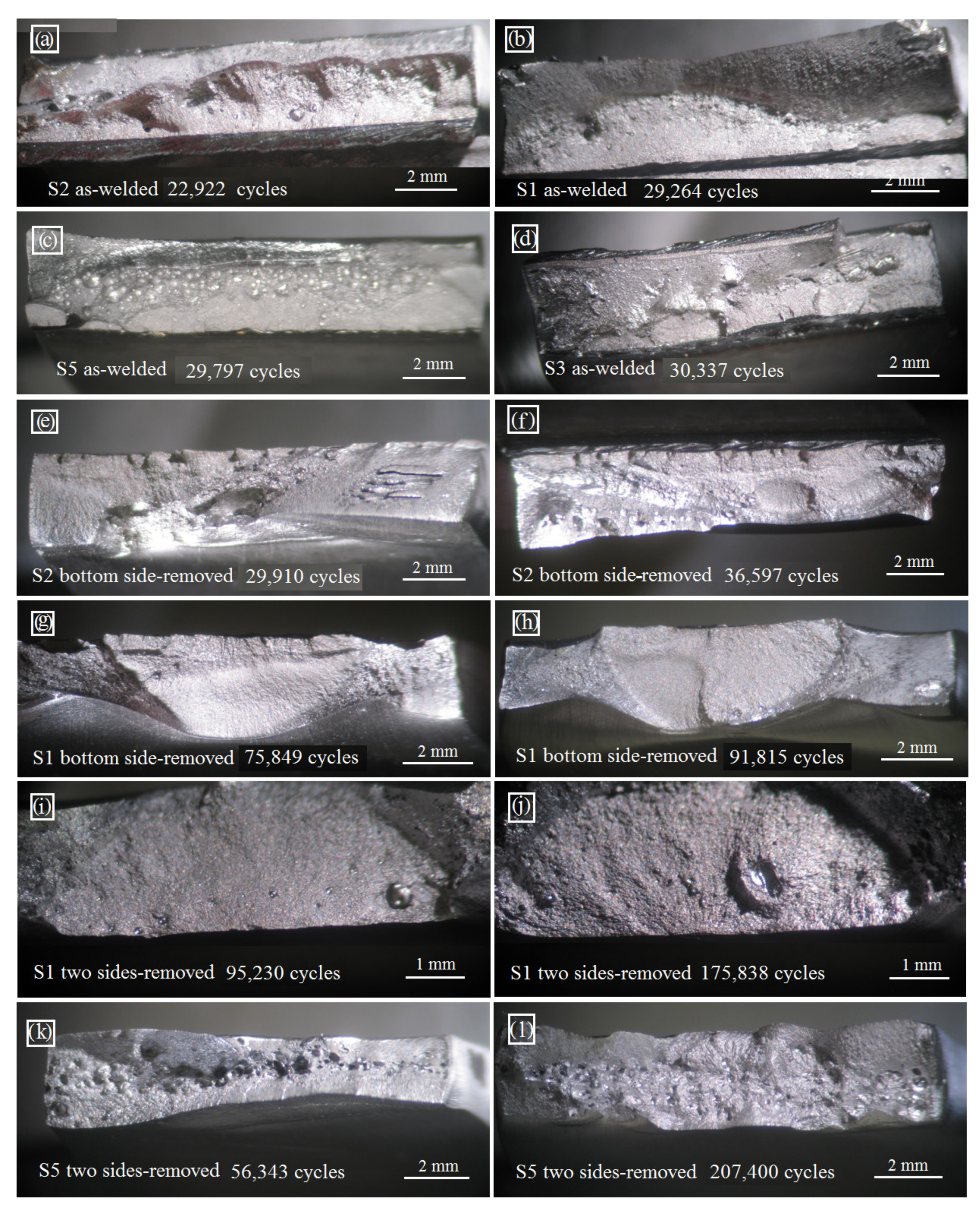
As already mentioned, the welded series presented several imperfections that can be considered as crack-like imperfections; there were fatigue beginnings at the weld root in the toe and in the undercuts, as well as in the underfill and pores. The fractured surfaces of all specimens at the stress level of 600 MPa were examined and it was found that the size, quantity and the location of imperfections are important to explain their fatigue lives, as described below with the specimens shown in
Figure 9.
In
Figure 9a–d, the specimens of all series in the as-welded condition show, as a principal characteristic, that the fatigue failure occurred covering the entire width of the specimens and the fatigue lives were similar with the exception of specimens of the S2 series, which had a shorter life. The latter is due to the fact that unlike the other series, where the starting points of fatigue were observed in cracks that grew semi-elliptically, in the S2 series, the growth of this type of crack was not evident and there was practically only one crack front growing in depth along the width of the specimens. A similar failure mode was reported in [
36] where by the high density of undercuts, one straight-fronted crack was the cause of the great reduction in fatigue strength.
In
Figure 9e,f, the factor that seems to influence the shorter life (29,910 cycles) of one of the two specimens of the S2 series in the bottom-side-removed condition is the location of the failure starts toward the corner and the principal fracture surface on the lateral side of the specimen. Meanwhile, although the specimen with the longest life (36,597 cycles), presents fatigue starts that cover almost the entire width of the specimen, it was possible to observe a small growth until it coalesced and then a single semi-elliptical crack grew to the fracture. This last fact marks the difference of this specimen with the others of lesser lives, see
Figure 5.
In
Figure 9g–j, the fatigue lives of these specimens increased considerably in relation to the previous specimens presenting large and semi-elliptical fatigue cracks located centrally. The differences observed in the fatigue lives between the two specimens in the bottom-side-removed condition are: the size and number of fatigue starts. The specimen with the longest life (91,815 cycles) had a single large visible start while the one with the shortest life (75,849 cycles) had several starts that were smaller that coalesced. However, it can be seen that the width after coalescence is greater than the width of the start of specimen with the longest life and there is also a little difference in the final aspect ratios (depth/length). The increase in the fatigue lives of the specimens presented in
Figure 9i,j and the differences between them are explained in a similar way to the previous specimens: they are due to the fact that the size of the fatigue starts decreased significantly, which, as seen in the photographs, are a bit more difficult to identify despite the higher magnification. For these specimens it should be clarified that although the elimination of imperfections on both sides of the weld beads was verified through the microscope, the small imperfections that appear in the photographs may correspond to subsurface imperfections that did not disappear through the grinding applied to the specimens. In the work of [
20] this issue was also reported.
In the last specimens of the S5 series shown in
Figure 9k,l, it is relevant that once the imperfections on both sides of the weld beads were removed, the fatigue failure corresponded to pores; surface pores located on the lateral side for the specimen with shorter life (56,343 cycles) and internal pores for the specimen with longer life (207,400 cycles). The apparent scatter previously mentioned for these specimens is actually the effect of the location of the pores in the specimens, as reported in the literature for pores near the surface and for internal pores [
37,
38]. From the previous review on fractured surfaces, for the stress level examined, it can be inferred that in the fatigue life the type and shape of the imperfections are less important than the size, quantity and location, and there was a certain order in the fatigue lives of the specimens, from the lowest to the highest: a continuous very small surface imperfection along of the width of specimen; various surface imperfections covering the width of the specimens or imperfections near to the border that produce fatigue in the lateral side, but growing semi-elliptically; surface pores or pores near to the surface in the lateral side; one big or a few small surface imperfections that do not cover the width of the specimen, that growth as one semi-elliptical crack; a condition similar to the previous one but with very small imperfections and one or various internal imperfections (pores). It should also be noted that specimens from all welded series, conditions and type of imperfections (undercuts, underfill, excess weld and pores) were included in the analysis carried out.
In summary, for the as-welded condition, due to the crack-like imperfections present in the top and bottom sides of the weld beads, the fatigue starts increased at high stress levels as reported in [
36,
39,
40], and the phenomena of coalescence and growth of cracks had a greater influence on the fatigue life of the welded series and therefore also the local stress concentration at underfill or excess weld can influence the crack propagation.
3.6. Fatigue Lives Predictions
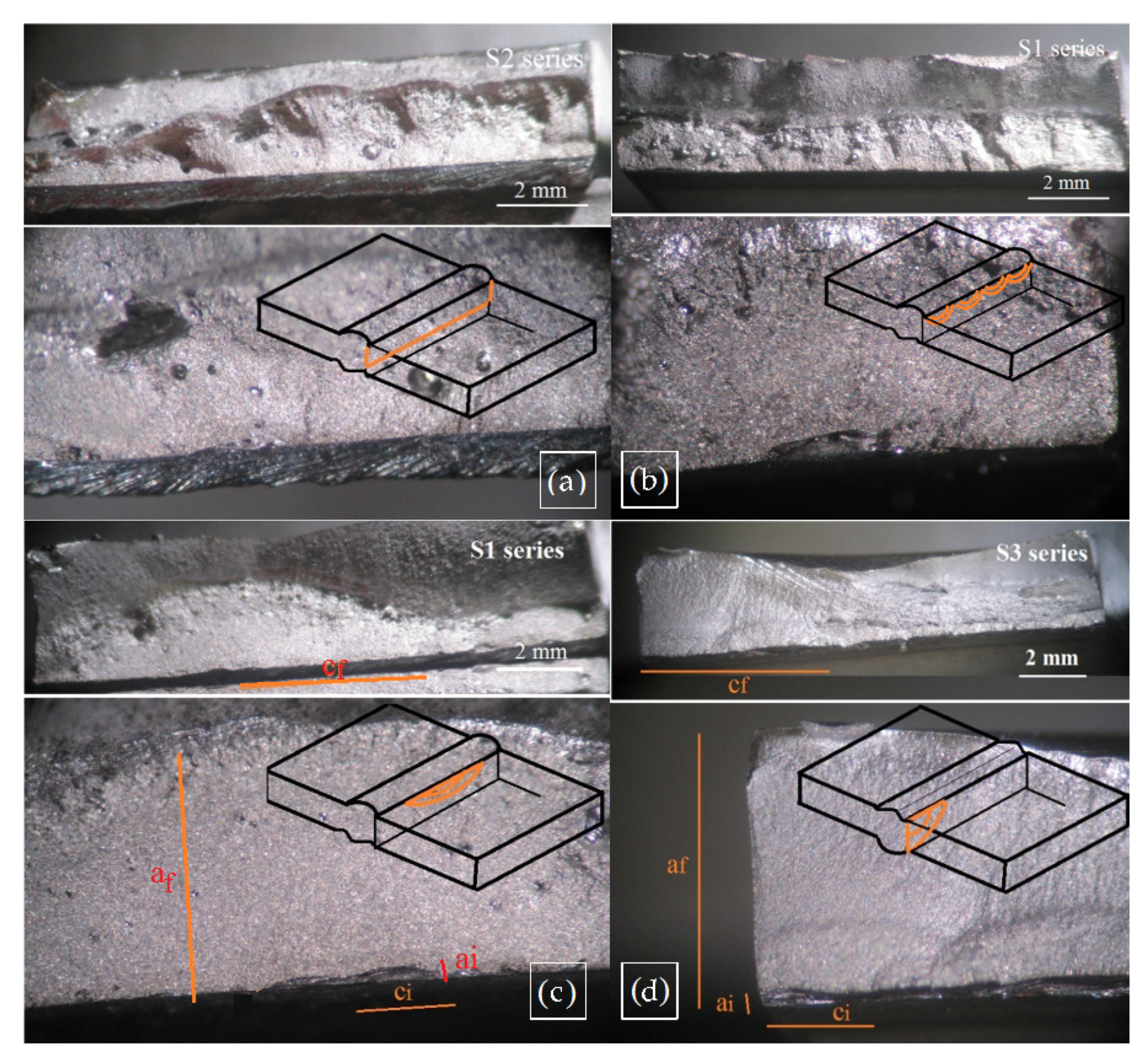
The previous analysis showed for the specimens in the as-welded condition, that at high stress levels, due to the presence of small imperfections, several fatigue starts are activated and coalesce rapidly, presenting conditions to neglect the fatigue initiation stage and therefore for the application of the fracture mechanics approach. The general procedure consists, first, in identifying the failure modes of the specimens with characteristic types of cracks and subsequently estimating the fatigue lives, N, according to well-known relationships of Paris law and SIFR, ΔK:
Figure 10a–d shows four fractured specimens of the as-welded condition with details of the fatigue starts and schemes of crack types associated to the failure modes. Therefore, for the S2 series, a continuous surface crack corresponds to a failure due to multiple small imperfections along the weld root, for the S1 series, semi-elliptical surface cracks correspond to the failure due to the undercuts and for the S3 series, a corner crack corresponds to a failure in the underfill near at the border of the specimen. Failure is assumed to occur when, from an initial crack size, the final crack size is reached that corresponds to a critical fracture condition. For the S1 series when the semi-elliptical cracks (in
Figure 10b,c) grow from the initial aspect ratios, (a
i/c
i), until they coalesce and cover the entire width, allows the determination of the fatigue lives of the specimens. In the case of the S3 series, when the initial crack depth grows to the thickness of the specimen (
Figure 10d) and for the S2 series specimens, from a very small initial crack depth to the depth as observed in the fractured surface (
Figure 10a).
Table 5 contains geometric data of the cracks for five specimens (the four shown in
Figure 10 and an additional specimen similar to the one shown in
Figure 10a), parameters used to estimate the fatigue lives, the respective experimental results and the relations between the experimental lives and the corresponding estimated values, meanwhile,
Table 6 corresponds to predictions. It should be clarified how the crack sizes shown in
Table 5 and
Table 6 were established: the estimates were measured on the fractured surfaces of the specimens (as illustrated in the
Figure 10c,d), meanwhile, predictions are based on the sizes of the imperfections reported in [
27]. In both cases, where applicable, the sizes are the mean values of the imperfections.
The following observations point out aspects of the crack sizes of each series. For the S2 series estimations, since there were multiple small imperfections along the width of the specimens, 12.5 mm was assumed as the initial and final lengths. Meanwhile for predictions, the final crack sizes, a
f and c
f, were determined as described as follows. The crack depth a
f for the straight crack corresponding to the S2 series, was assumed as half the plate thickness (1.5 mm), as is recommended in [
8], and the final crack length c
f was assumed to be 12.5 mm, because it corresponded to an extended crack. The value, a
f of 3 mm in the S3 series, corresponds to the failure critical condition assumed for the corner crack, meanwhile, the value 4.81 mm, corresponds to the same aspect ratio a/c as in
Table 5. The a
f = 0.96 mm and c
f = 1.56 mm values, for the S1 series, were set considering that the critical condition occurs when the semi-elliptical cracks grow until their crack length ends meet and cover the width of the specimen as observed in
Figure 10b,c. Therefore, based on the reported imperfections data [
27]: the number of undercuts was 38 in 100 mm and the undercut average length size was 1.11 mm; four undercuts were located evenly spaced across the width (12.5 mm) of the specimen, this allowed the estimation of the 2c
f value as 12.5/4 mm and assuming the same a/c relationship as in
Table 5, the a
f = 0.96 value was obtained.
Due to the fact that fatigue lives are calculated by means of the parameters A and n of the da/dN-ΔK curves and initial crack sizes a
i in
Table 5 and
Table 6 or, with a
i = 0.1 mm (for all specimens) according to the recommendation in [
8] or also used in [
13], this generally underestimated the fatigue lives of the specimens. The initial crack size was slightly decreased to 0.07 mm (for all cases) and the parameters A*, n* were determined only with the first fifteen points using the same data of da/dN-ΔK curves. The previous adjustments are in line with the practical procedure that establishes the initial crack size, adapted from the S–N data, for its application with the da/dN-ΔK curve, as indicated in [
26], where it is also pointed out that the initial crack size, rather than a physical size, is a model parameter and this could lead to limits of transferability to other component geometries. The adjustments can be justified due to the small sizes of the fatigue starts and growing cracks, and the thin thickness of the plate in the present work.
Due to the sensitivity of the initial crack value a
i, for a better estimation of the fatigue life to final crack size a
f, ten steps were used in the integration between a
i and a
f, where the first steps were of less crack increase than the last steps and the effect of the variation of crack aspect ratios a/c and a/t was also considered, assuming a linear relationship between these two. The previous assumption considers roughly what was reported in [
41] for the growth of cracks with a large initial aspect ratio a/c as was the case of the crack aspect ratios found in the present work. The Y values and Mk factors displayed in
Table 5 and
Table 6 correspond to the average of the first five steps of the integration and were calculated with expressions from the literature, [
8,
25] was consulted for the Y value and [
42] for the M
k factor. As can be seen in
Table 5 and
Table 6, the M
k factor that considers the effect of local stress concentration, due to the excess weld on cracks starting from the undercuts, had a small effect, mainly due to the small width of the weld beads. For the case of cracks starting from the underfill, the Mk factor were assumed equal to one. The M
k factor according to an expression in [
42], considers the weld bead features: flank angle, attachment, excess-weld high and joint thickness.
As observed in
Table 5, fatigue lives were generally underestimated, being less than 25%, although the relation between the experimental results and the predictions of the fatigue lives achieved in
Table 6 can be considered acceptable for the data, parameters and assumptions used; the analysis showed that at high stress levels the appropriate values of parameters A, n and initial crack depth, a
i, must be used with a correct assignment of the type of crack to a given failure mode, as long as the initiation and coalescence stages can really be neglected. For specimens of the S5 series there were no predictions of the fatigue life due to the FCGR not being appropriate, as was described in
Section 3.3 and
Section 3.4.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}