

Embroidered Carbon Reinforcement for Concrete †
 , and
, and
Abstract
:1. Introduction
2. Materials
2.1. Fiber Material
2.2. Impregnation
2.3. Concrete
3. Production of Embroidered Reinforcements
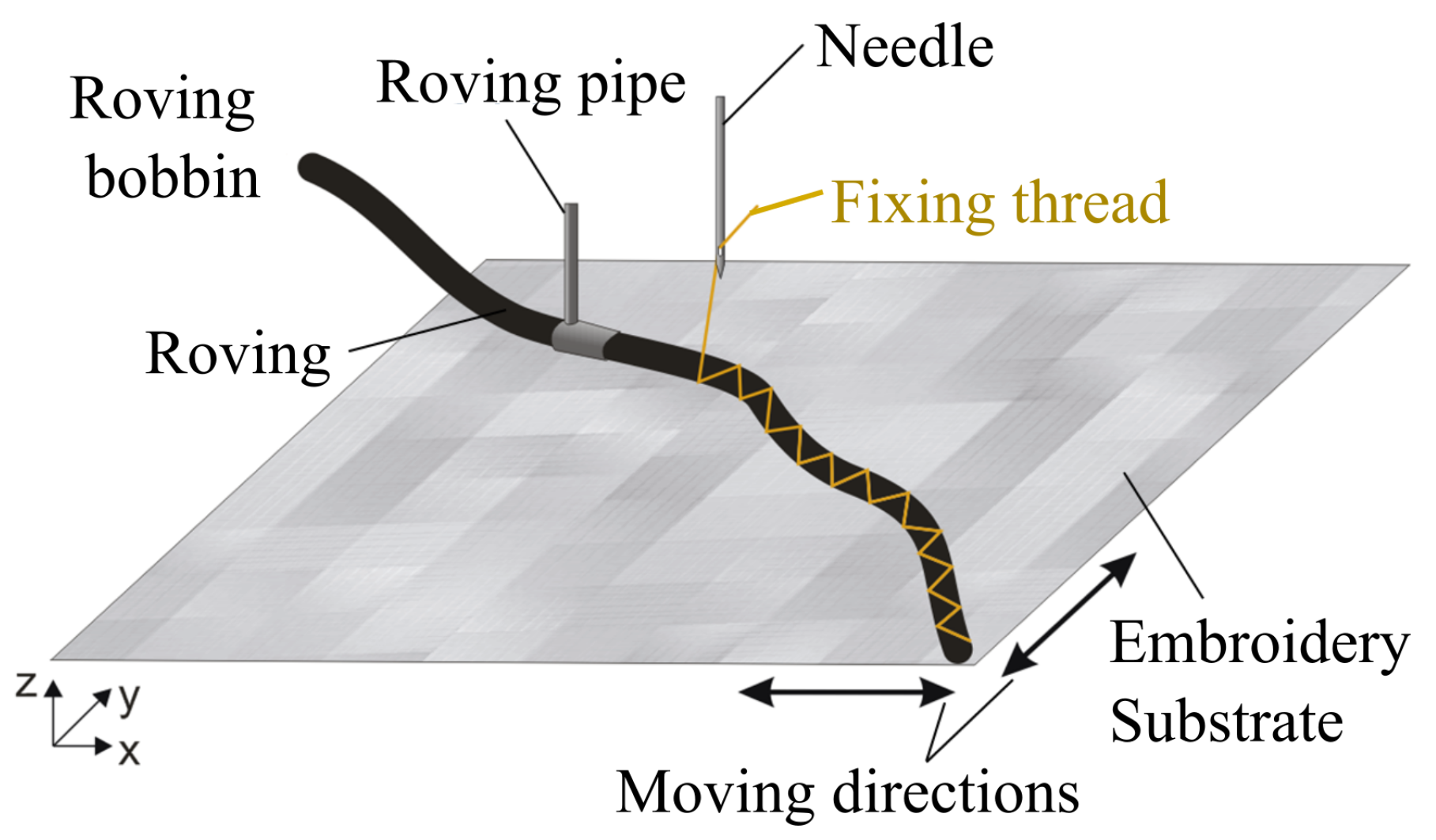
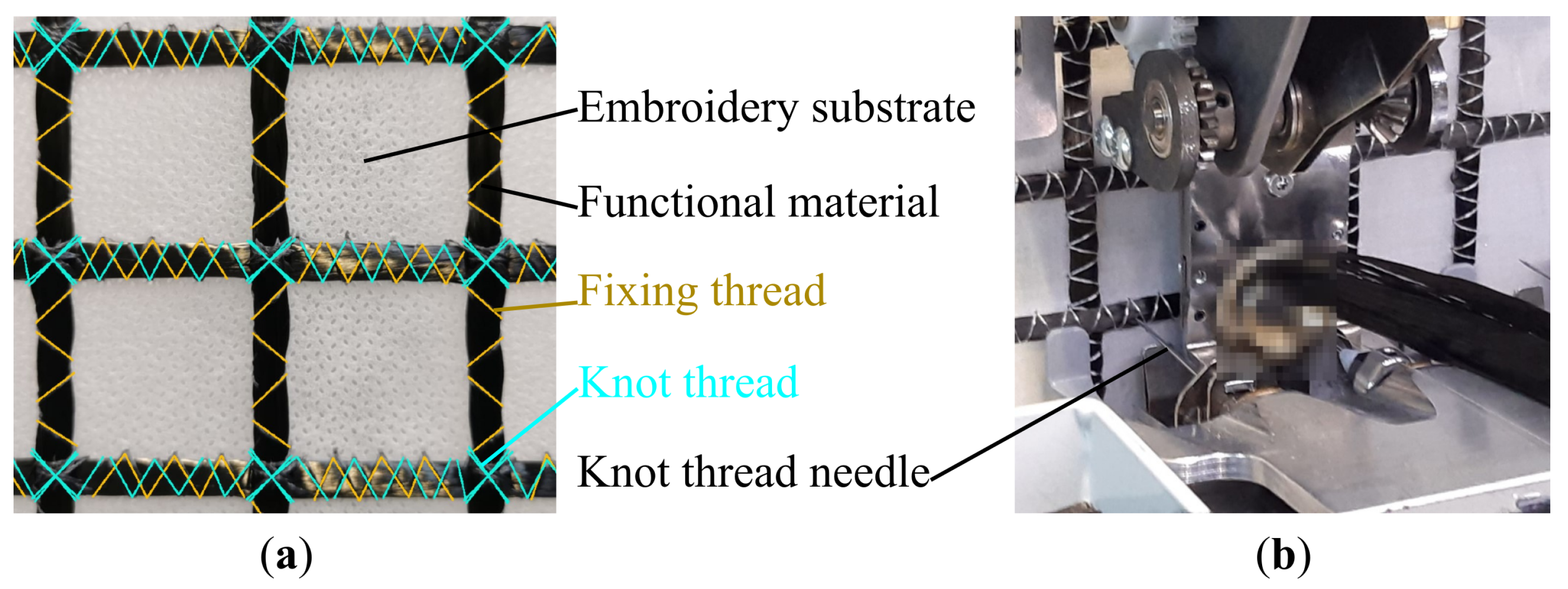
3.1. Embroidery Technology
3.2. Tailored Fiber Placement
- Angle-independent deposition of functional material;
- High positioning accuracy (±0.3 mm with modern CNC-machines);
- Ability to produce two- and three-dimensional textile semi-finished products with locally variable arrangement of reinforcement threads in the x-, y- and z-directions based on the applied stresses;
- Prevention of fiber material and matrix accumulations in the final component through the appropriate placement of reinforcement threads specific to the component;
- Near-net-shape production for material efficiency and waste reduction;
- Seamless processing of natural, glass, aramid, carbon and ceramic fibers as well as non-textile elements (e.g., optical fibers, metal wire) as functional materials.
3.3. Embroidery Machinery for Carbon Reinforcements
- Multi-head embroidery machine with TFP application
- Shuttle embroidery machine with soutache application
3.4. Process Chain
- Formation of planar structures and spatial constructions.
- Equipment and finishing.
- Preforming and assembly.
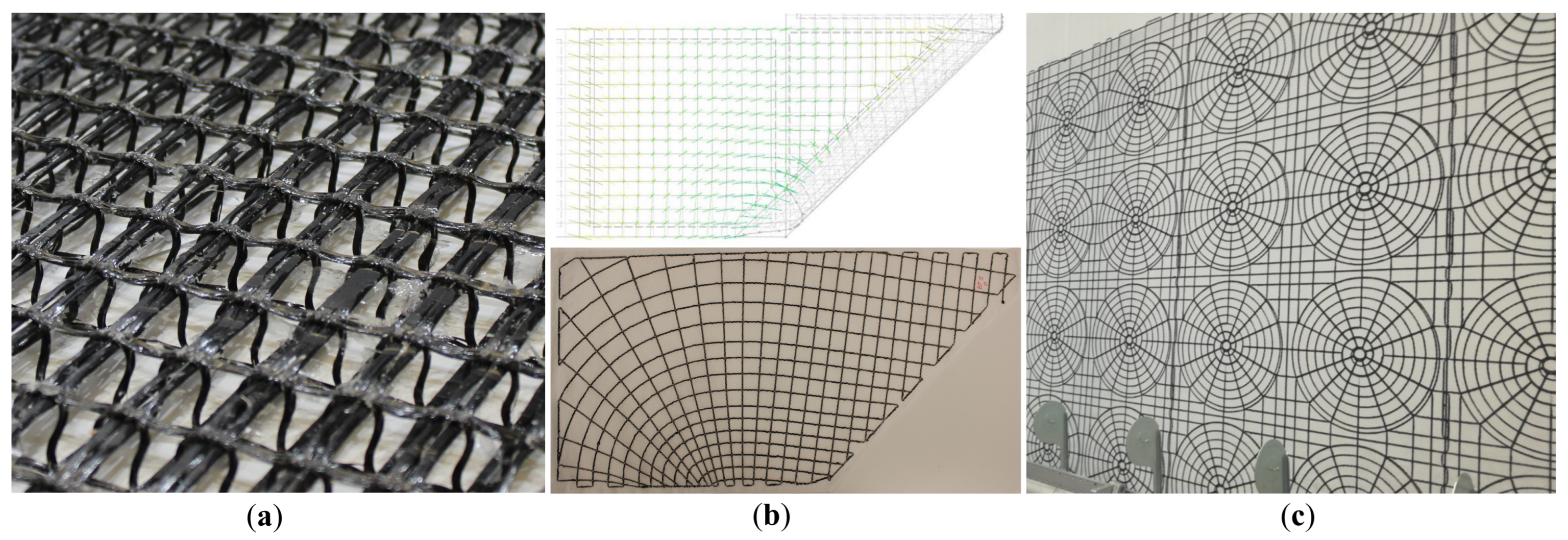
3.5. Selected Reinforcement Examples
3.6. TFP Reinforcements for Test Specimen
4. Experimental Investigations
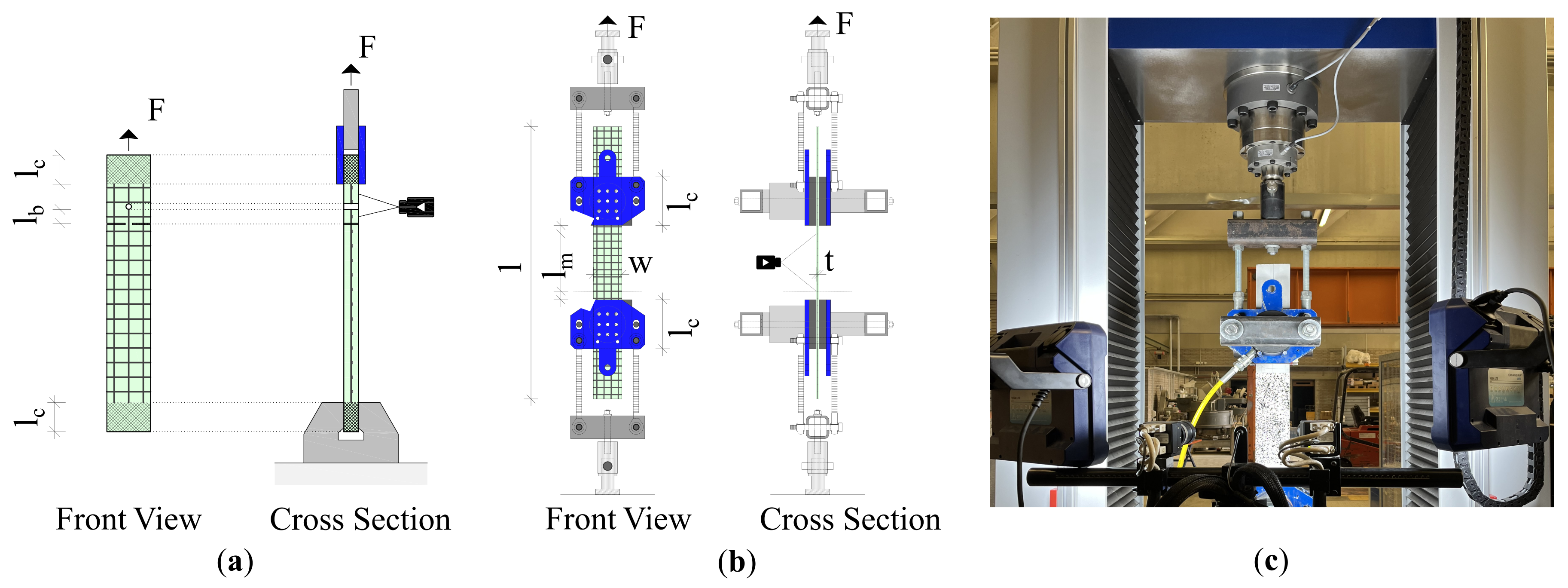
4.1. Uniaxial Tensile Tests
4.2. Pull-Out Tests
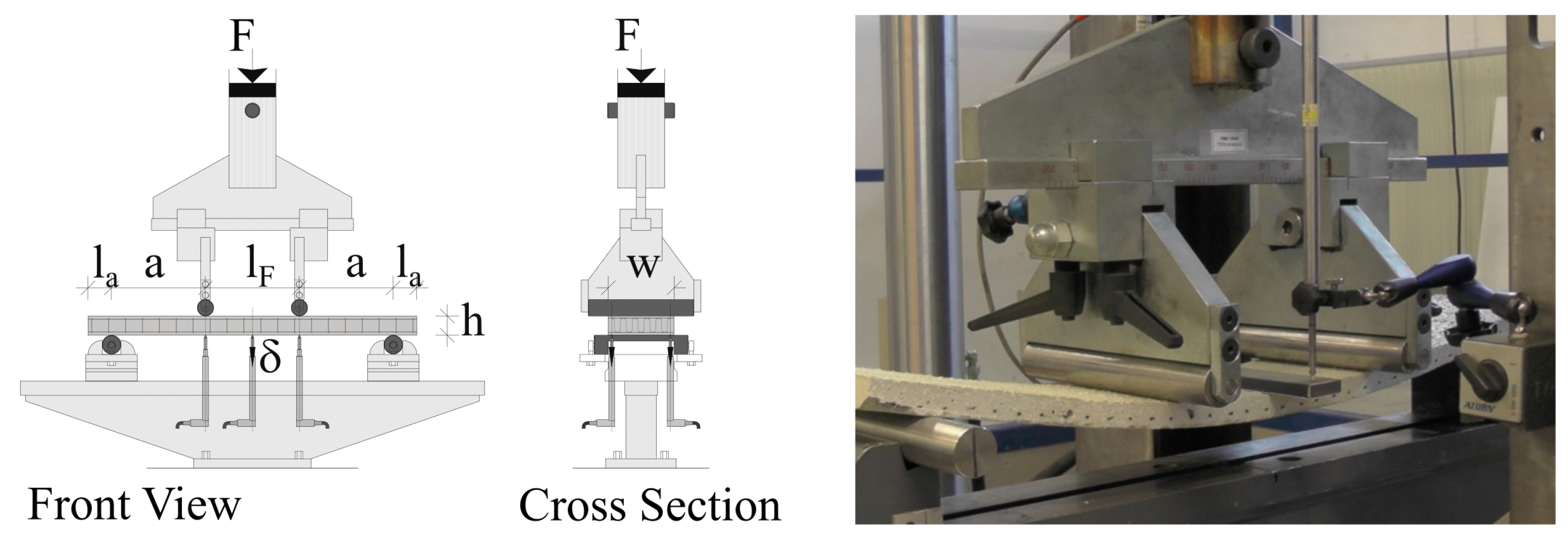
4.3. Four-Point Bending Tests
5. Results
5.1. Uniaxial Tensile Tests: Carbon Rovings
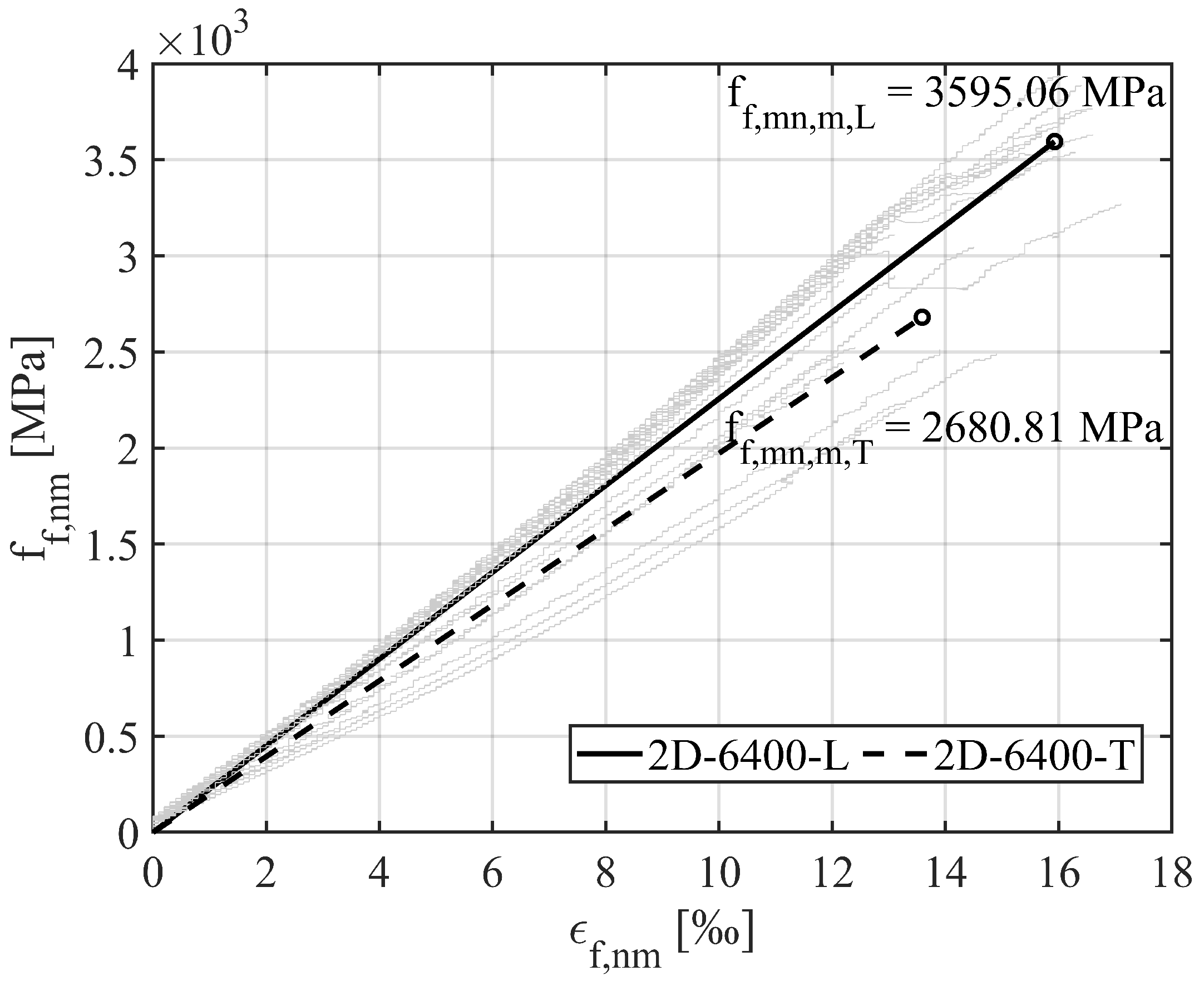
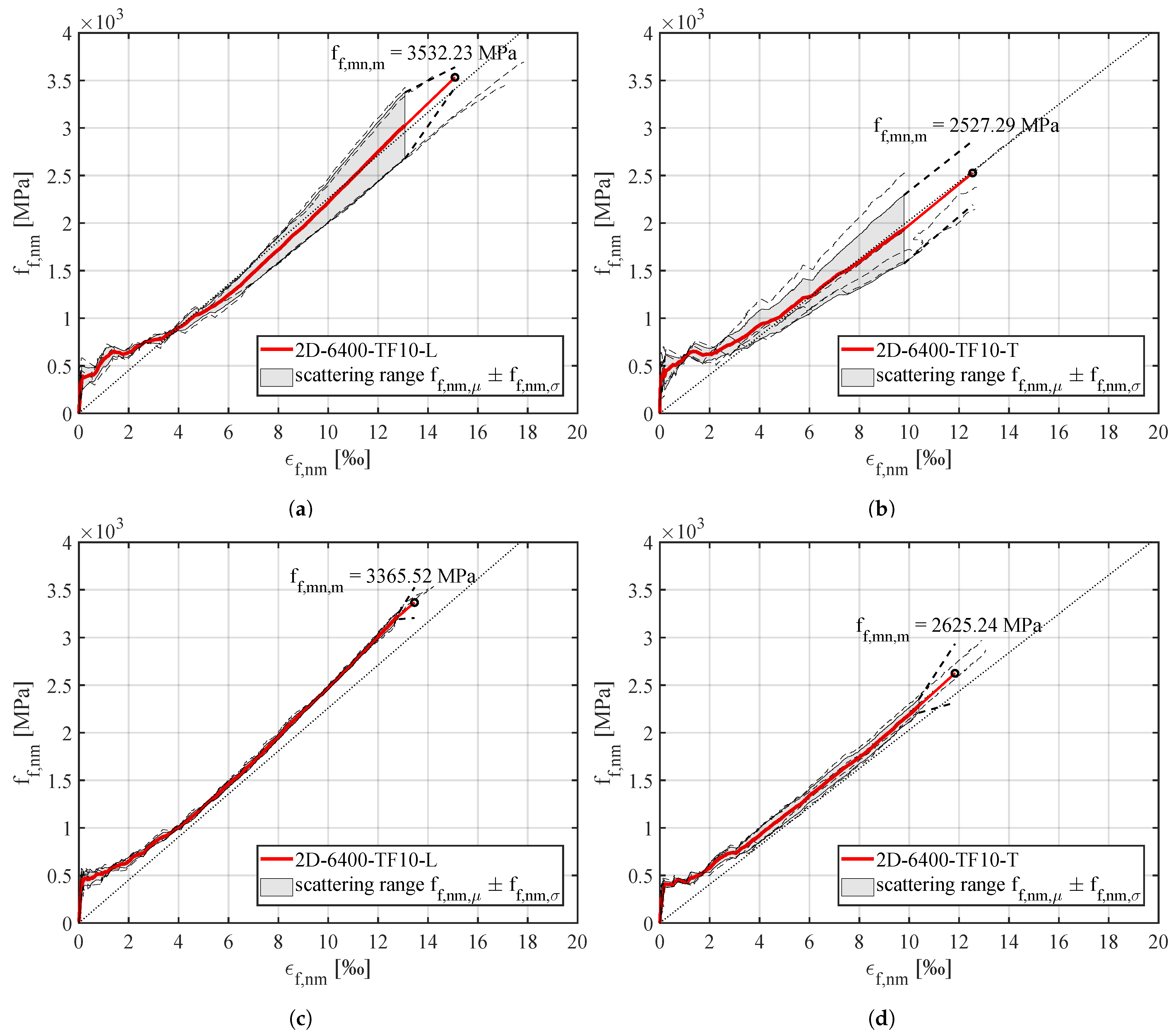
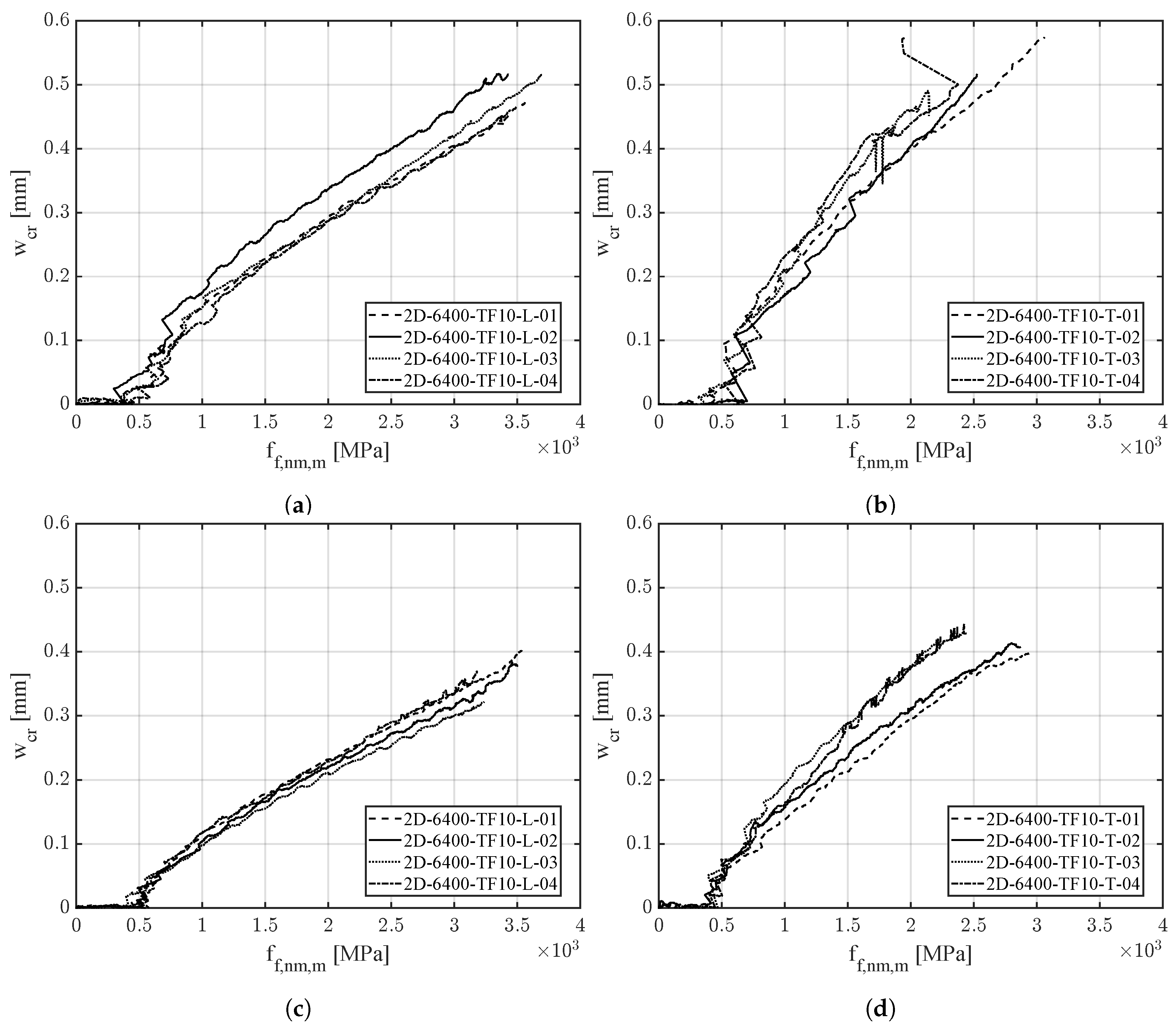
5.2. Uniaxial Tensile Tests CRC
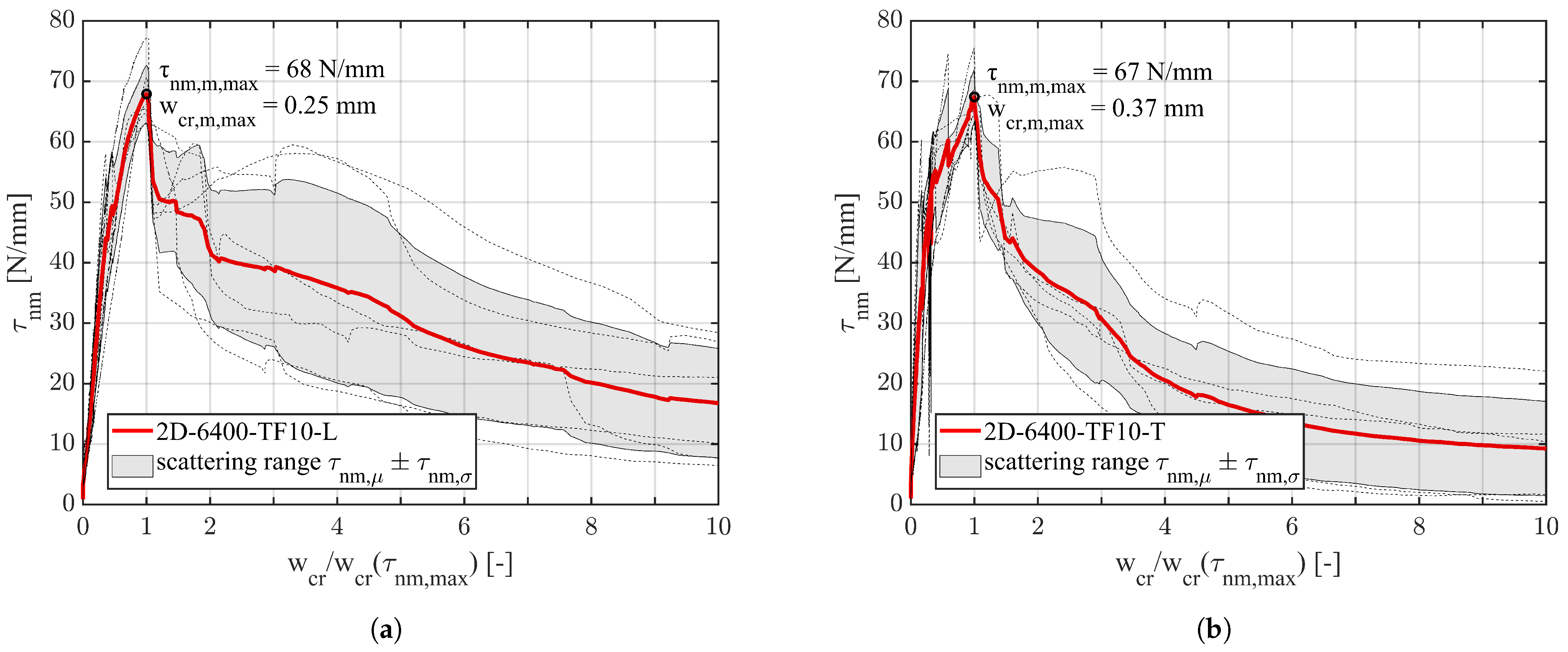
5.3. Pull-Out Tests
5.4. Four-Point Bending Tests
6. Discussion
6.1. Uniaxial Tensile Tests Carbon Rovings
6.2. Uniaxial Tensile Tests CRC
6.3. Pull-Out Tests
6.4. Four-Point Bending Tests
7. Conclusions
- The results exhibit the excellent mechanical properties of the embroidered carbon reinforcements, making them suitable for use in structural strengthening applications.
- Based on the analysis from Section 6, it can be concluded that sufficient stretching of the rovings during the finishing process has a crucial influence on their subsequent mechanical properties. This is particularly evident in the evaluation of the roving tensile test data and the evaluation of the uniaxial CRC tensile tests. Rovings in the transverse direction showed a lower average tensile strength and a more significant scattering of the individual results. Thus, there is still a significant potential for optimization and improvement concerning the manufacturing process using embroidery technology. With the current state of knowledge, practical-use reinforcements can already be produced.
- The results of the asymmetric pull-out tests are presented as a function of the normalized x-axis enabling it to compare the peak values at the same position and to enable an exact statistical evaluation. Based on the results obtained, it can be assumed that a sufficient bond is achieved between the concrete matrix and the embroidered carbon reinforcement. However, it is important to note that the tests were limited to one series with a fixed bonding length between 27 mm to 29 mm according to the considerations from Section 4.2.
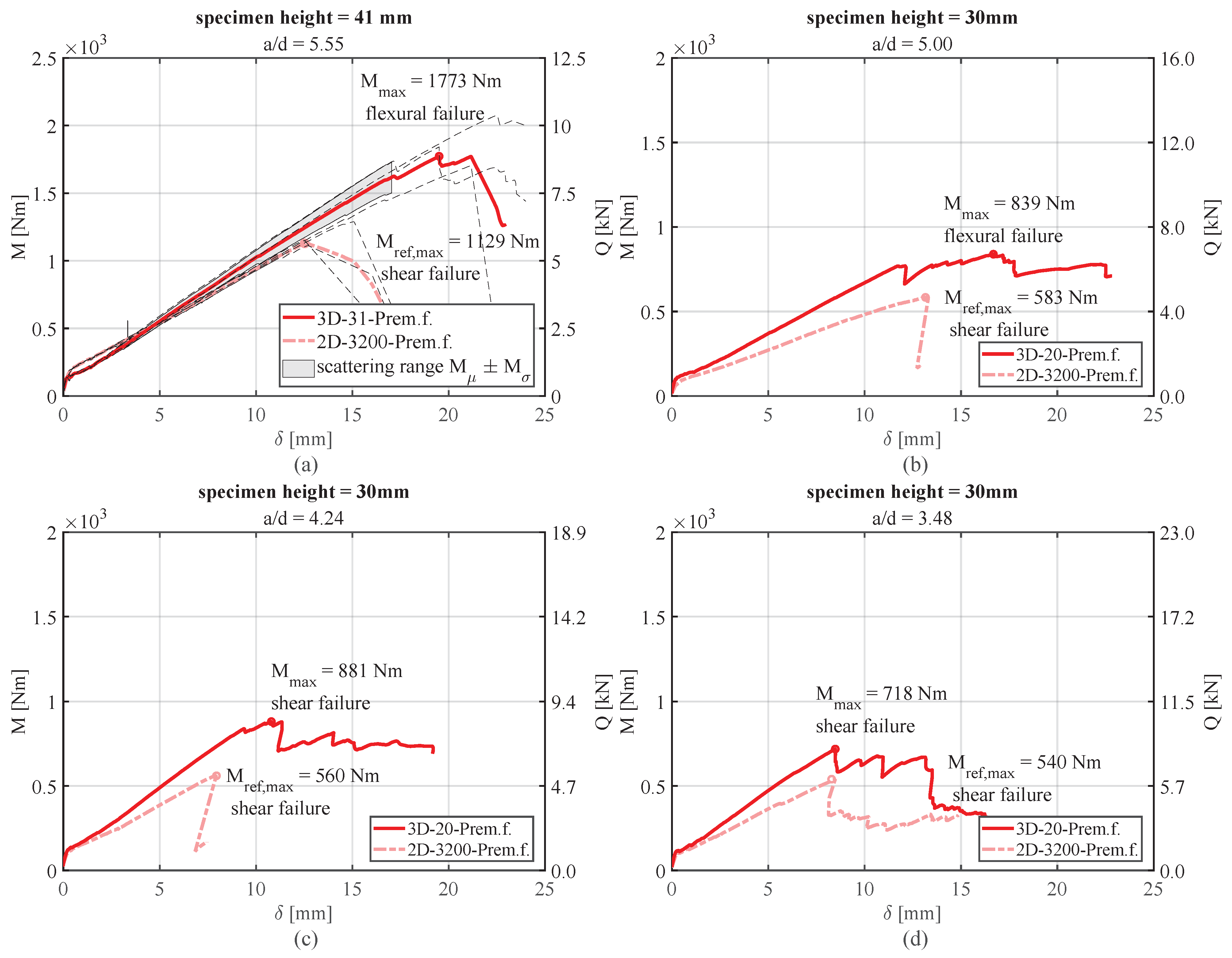
- The maximum load and the deformation of the 3D structure CRC-reinforced specimens increased compared to the 2D structure reference specimens with conventional reinforcement for the four-point bending tests.
- Due to the small number of specimens, it is not feasible to draw a general conclusion about the load-bearing capacity of the stirrup rovings. As the incorporation of carbon stirrup rovings represents a novel approach, the conducted tests are intended primarily as a proof of concept. Importantly, it is observed that shear failure can be witnessed at a higher shear span to effective depth ratio (a/d) in CRC construction compared to traditional reinforced concrete construction. This phenomenon, coupled with the findings of [63,83,84], suggests either a shift in the shear failure behavior or the presence of ongoing uncertainties in CRC design.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| CNC | Computerized Numerical Control |
| CRC | Carbon-Reinforced Concrete |
| CRC | Carbon-Reinforced Concrete |
| F | Machine Force |
| HPC | High-Performance Concrete |
| SLS | Serviceability Limit State |
| TFP | Tailored Fiber Placement |
| a | shear span |
| α | failure mode—roving rupture |
| a/d | ratio of shear span to effective depth |
| roving cross-sectional area of the intact fiber strands | |
| Atex | reinforcement cross-section |
| Atex | reinforcement cross-section, stirrups |
| β | failure mode—delamination of the concrete matrix |
| γ | failure mode—pull-out failure reinforcement |
| δ | displacement |
| fiber, non-metallic strain | |
| fiber, non-metallic, mean Young’s modulus roving | |
| fiber, non-metallic, mean Young’s modulus, longitudinal | |
| fiber, non-metallic, mean Young’s modulus, transverse | |
| machine force, corrected for load application and dead load if required | |
| mean compressive strength of concrete | |
| mean flexural bending strength of concrete | |
| fiber, non-metallic, stress | |
| fiber, non-metallic, mean tensile stress | |
| fiber, non-metallic, mean tensile stress as a function of corresponding strain | |
| fiber, non-metallic, mean tensile stress, longitudinal | |
| fiber, non-metallic, mean tensile stress, transverse | |
| fiber, non-metallic, rupture stress | |
| fiber, non-metallic, standard deviation tensile stress as a function of corresponding strain | |
| machine force, adjusted for load application and dead load if necessary | |
| h | height |
| la | anchoring length |
| bond length | |
| lc | clamping length |
| lF | load span |
| lm | measuring length |
| M | moment four-point bending test |
| Mmax | maximum moment four-point bending test |
| Mref,max | maximum moment of the reference specimens four-point bending test |
| n | number of roving in the corresponding specimen |
| Q | transverse force |
| reinforcement ratio | |
| sH | axial spacing at height |
| sL | axial spacing in length |
| sT | axial spacing crossways |
| t | thickness specimen uniaxial tensile tests |
| tex | fineness of the reinforcement grams per 1.000 meters |
| non-metallic shear-flow | |
| non-metallic, mean shear-flow as a function of cracking width | |
| non-metallic, mean, maximum mean shear-flow | |
| non-metallic, standard deviation shear-flow as a function of cracking width | |
| w | width |
| wcr | crack width |
| wcr,m,max | maximum mean cracking width |
References
- Kalthoff, M.; Bosbach, S.; Backes, J.G.; Morales Cruz, C.; Claßen, M.; Traverso, M.; Raupach, M.; Matschei, T. Fabrication of lightweight, carbon textile reinforced concrete components with internally nested lattice structure using 2-layer extrusion by LabMorTex. Constr. Build. Mater. 2023, 395, 132334. [Google Scholar] [CrossRef]
- Lechner, J. Ein Neues Verfahren zur Nachträglichen Querkraftverstärkung von Stahlbetonbauteilen. Ph.D. Thesis, Universität Innsbruck, Innsbruck, Austria, 2017. [Google Scholar]
- Bergmeister, K.; Mark, P.; Österreicher, M.; Sanio, D.; Heek, P.; Krawtschuk, A.; Strauss, A.; Ahrens, M.A. Innovative Monitoringstrategien für Bestandsbauwerke. In Beton-Kalender 2015: Schwerpunkt: Bauen im Bestand, Brücken; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2014; pp. 315–458. [Google Scholar] [CrossRef]
- Yang, Y.; Peng, J.; Cai, C.; Zhou, Y.; Wang, L.; Zhang, J. Time-dependent reliability assessment of aging structures considering stochastic resistance degradation process. Reliab. Eng. Syst. Saf. 2022, 217, 108105. [Google Scholar] [CrossRef]
- Maurer, R.; Arnold, A.; Müller, M. Auswirkungen aus dem neuen Verkehrslastmodell nach DIN EN 1991-2/NA bei Betonbrücken. Beton-Und Stahlbetonbau 2011, 106, 747–759. [Google Scholar] [CrossRef]
- Marzahn, G.; Hegger, J.; Maurer, R.; Zilch, K.; Dunkelberg, D.; Kolodziejczyk, A.; Teworte, F. Die Nachrechnung von Betonbrücken–Fortschreibung der Nachrechnungsrichtlinie. In Beton-Kalender 2015: Schwerpunkt: Bauen im Bestand, Brücken; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2014; pp. 819–904. [Google Scholar] [CrossRef]
- Schießl-Pecka, A.; Rausch, A.; Zintel, M.; Linden, C. Lebenszykluskostenbetrachtungen für chloridexponierte Bauteile von Brücken-und Tunnelbauwerken: Vergleich verschiedener Instandsetzungs-/Instandhaltungsstrategien zur Sicherstellung einer hundertjährigen Dauerhaftigkeit. Beton-Und Stahlbetonbau 2019, 114, 767–775. [Google Scholar] [CrossRef]
- Gehlen, C. Probabilistische Lebensdauerbemessung von Stahlbetonbauwerken; Heft 510; Deutscher Ausschuss für Stahlbeton: Berlin, Germany, 2000. [Google Scholar] [CrossRef]
- Beckmann, B.; Bielak, J.; Bosbach, S.; Scheerer, S.; Schmidt, C.; Hegger, J.; Curbach, M. Collaborative research on carbon reinforced concrete structures in the CRC/TRR 280 project. Civ. Eng. Des. 2021, 3, 99–109. [Google Scholar] [CrossRef]
- Schladitz, F.; Frenzel, M.; Ehlig, D.; Curbach, M. Bending load capacity of reinforced concrete slabs strengthened with textile reinforced concrete. Eng. Struct. 2012, 40, 317–326. [Google Scholar] [CrossRef]
- Curbach, M.; Jesse, F. Eigenschaften und Anwendung von Textilbeton. Beton-Und Stahlbetonbau 2009, 104, 9–16. [Google Scholar] [CrossRef]
- Cherif, C. Textile Prozesskette und Einordnung der textilen Halbzeuge. In Textile Werkstoffe für den Leichtbau: Techniken-Verfahren-Materialien-Eigenschaften; Springer: Berlin, Germany, 2011; pp. 9–37. [Google Scholar] [CrossRef]
- Hausding, J.; Lorenz, E.; Ortlepp, R.; Lundahl, A.; Cherif, C. Application of stitch-bonded multi-plies made by using the extended warp knitting process: Reinforcements with symmetrical layer arrangement for concrete. J. Text. Inst. 2011, 102, 726–738. [Google Scholar] [CrossRef]
- Hausding, J.; Märtin, J. Gewirkte Halbzeuge und Wirktechniken. In Textile Werkstoffe für den Leichtbau; Cherif, C., Ed.; Springer: Berlin/Heidelberg, Germany, 2011; Volume 43, pp. 265–305. [Google Scholar] [CrossRef]
- Rittner, S.; Schladitz, F.; Schütze, E. Bewehrung. In Handbuch Carbonbeton; Wiley Online Libary: Hoboken, NJ, USA, 2023; Chapter 2; pp. 21–54. [Google Scholar] [CrossRef]
- Barros, J.; Fortes, A.S. Flexural strengthening of concrete beams with CFRP laminates bonded into slits. Cem. Concr. Compos. 2005, 27, 471–480. [Google Scholar] [CrossRef]
- Täljsten, B. Strengthening concrete beams for shear with CFRP sheets. Constr. Build. Mater. 2003, 17, 15–26. [Google Scholar] [CrossRef]
- Jahami, A.; Temsah, Y.; Khatib, J. The efficiency of using CFRP as a strengthening technique for reinforced concrete beams subjected to blast loading. Int. J. Adv. Struct. Eng. 2019, 11, 411–420. [Google Scholar] [CrossRef]
- Jahami, A.; Temsah, Y.; Khatib, J.; Baalbaki, O.; Kenai, S. The behavior of CFRP strengthened RC beams subjected to blast loading. Mag. Civ. Eng. 2021, 3, 1–168. [Google Scholar] [CrossRef]
- Zhuo, P.; Li, S.; Ashcroft, I.A.; Jones, A.I. Material extrusion additive manufacturing of continuous fiber reinforced polymer matrix composites: A review and outlook. Compos. Part B Eng. 2021, 224, 109143. [Google Scholar] [CrossRef]
- Mattheij, P.; Gliesche, K.; Feltin, D. Tailored Fiber Placement-Mechanical Properties and Applications. J. Reinf. Plast. Compos. 1998, 17, 774–786. [Google Scholar] [CrossRef]
- Ogale, A.; Weimer, C.; Grieser, T.; Mitschang, P. Textile Halbzeuge; Hanser: Munich, Germany, 2014. [Google Scholar]
- Egger, M.; Feix, J. Gestickte textile Bewehrungen für die Beton-Leichtbauweise. In Beiträge zur 5. DAfStb-Jahrestagung mit 58. Forschungskolloquium; Breit, W., Ed.; TU Kaiserslautern: Kaiserslautern, Germany, 2017; Volume 1, pp. 110–121. [Google Scholar]
- Egger, M.G.; Waltl, C.; Konzilia, J.; Fröis, T. Gestickte Textilbewehrung für Beton. In Innsbrucker Bautage 2022; Berger, J., Ed.; Studia Verlag: Innsbruck, Austria, 2022; Volume 7, pp. 79–107. [Google Scholar]
- Preinstorfer, P. Zur Spaltrissbildung von textilbewehrtem Beton; TU Wien Academic Press: Vienna, Austria, 2020. [Google Scholar] [CrossRef]
- Khaliulin, V.; Khilov, P.; Toroptsova, D. Prospects of applying the tailored fiber placement (TFP) technology for manufacture of composite aircraft parts. Russ. Aeronaut. (Iz VUZ) 2015, 58, 495–500. [Google Scholar] [CrossRef]
- Feix, J.; Konzilia, J.; Waltl, C.; Egger, M.; Plattner, N. Textilbetonverstärkung für ein typisches Brückenbauwerk aus den 1980er-Jahren. Bauingenieur 2023, 98, 207–2016. [Google Scholar] [CrossRef]
- Kranich, S.; Schladitz, F. C3—Carbon Concrete Composite—Vom größten Bauforschungsprojekt zum bedeutendsten Verband für Carbonbetonbau. Beton-Und Stahlbetonbau 2023, 118, 4–6. [Google Scholar] [CrossRef]
- Curbach, M.; Hauptenbuchner, B.; Ortlepp, R.; Weiland, S. Textilbewehrter Beton zur Verstärkung eines Hyparschalentragwerks in Schweinfurt. Beton-Und Stahlbetonbau 2007, 102, 353–361. [Google Scholar] [CrossRef]
- Lieboldt, M. Einführung zum Carbonbeton. Beton-Und Stahlbetonbau 2023, 118, 7–10. [Google Scholar] [CrossRef]
- Erhard, E.; Weiland, S.; Lorenz, E.; Schladitz, F.; Beckmann, B.; Curbach, M. Anwendungsbeispiele für Textilbetonverstärkung. Beton-Und Stahlbetonbau 2015, 110, 74–82. [Google Scholar] [CrossRef]
- Reichenbach, S.; Preinstorfer, P.; Hammerl, M.; Kromoser, B. A review on embedded fiber-reinforced polymer reinforcement in structural concrete in Europe. Constr. Build. Mater. 2021, 307, 124946. [Google Scholar] [CrossRef]
- Hollaway, L. A review of the present and future utilisation of FRP composites in the civil infrastructure with reference to their important in-service properties. Constr. Build. Mater. 2010, 24, 2419–2445. [Google Scholar] [CrossRef]
- Friese, D.; Scheurer, M.; Hahn, L.; Gries, T.; Cherif, C. Textile reinforcement structures for concrete construction applications—A review. J. Compos. Mater. 2022, 56, 4041–4064. [Google Scholar] [CrossRef]
- Freudenberg, C. Textile Faserstoffe. In Textile Werkstoffe für den Leichtbau; Cherif, C., Ed.; Springer: Berlin/Heidelberg, Germany, 2011; Volume 6, pp. 39–109. [Google Scholar] [CrossRef]
- Spelter, A.; Bergmann, S.; Bielak, J.; Hegger, J. Long-Term Durability of Carbon-Reinforced Concrete: An Overview and Experimental Investigations. Appl. Sci. 2019, 9, 1651. [Google Scholar] [CrossRef]
- Wagner, J.; Curbach, M. Bond Fatigue of TRC with Epoxy Impregnated Carbon Textiles. Appl. Sci. 2019, 9, 1980. [Google Scholar] [CrossRef]
- Egger, M.G. Gestickte Bewehrung für Textilbeton. Ph.D. Thesis, Universität Innsbruck, Innsbruck, Austria, 2022. [Google Scholar]
- Hund, H.; Hund, R.D. Textile Ausrüstung und Ausrüstungstechniken. In Textile Werkstoffe für den Leichtbau: Techniken—Verfahren—Materialien—Eigenschaften; Springer: Berlin/Heidelberg, Germany, 2011; pp. 453–507. [Google Scholar] [CrossRef]
- Schneider, K.; Michel, A.; Liebscher, M.; Mechtcherine, V. Verbundverhalten mineralisch gebundener und polymergebundener Bewehrungsstrukturen aus Carbonfasern bei Temperaturen bis 500 °C. Beton-Und Stahlbetonbau 2018, 113, 886–894. [Google Scholar] [CrossRef]
- Böhm, R.; Thieme, M.; Wohlfahrt, D.; Wolz, D.S.; Richter, B.; Jäger, H. Reinforcement systems for carbon concrete composites based on low-cost carbon fibers. Fibers 2018, 6, 56. [Google Scholar] [CrossRef]
- Younes, A.; Seidel, A.; Rittner, S.; Cherif, C.; Thyroff, R. Innovative textile Bewehrungen für hochbelastbare Betonbauteile. Beton-Und Stahlbetonbau 2015, 110, 16–21. [Google Scholar] [CrossRef]
- Schumann, A.; May, M.; Curbach, M. Carbonstäbe im Bauwesen. Beton-Und Stahlbetonbau 2018, 113, 868–876. [Google Scholar] [CrossRef]
- Schleser, M.; Walk-Lauffer, B.; Raupach, M.; Dilthey, U. Application of polymers to textile-reinforced concrete. J. Mater. Civ. Eng. 2006, 18, 670–676. [Google Scholar] [CrossRef]
- Uthaman, A.; Xian, G.; Thomas, S.; Wang, Y.; Zheng, Q.; Liu, X. Durability of an epoxy resin and its carbon fiber-reinforced polymer composite upon immersion in water, acidic, and alkaline solutions. Polymers 2020, 12, 614. [Google Scholar] [CrossRef] [PubMed]
- Ceroni, F.; Cosenza, E.; Gaetano, M.; Pecce, M. Durability issues of FRP rebars in reinforced concrete members. Cem. Concr. Compos. 2006, 28, 857–868. [Google Scholar] [CrossRef]
- Kromoser, B.; Butler, M.; Hunger, M.; Kimm, M.; Kopf, F.; Mechtcherine, V.; Pressmair, N.; Traverso, M. Article of RILEM TC 292-MCC: Life cycle assessment (LCA) of non-metallic reinforcement for reinforcing concrete: Manufacturing, durability, dismantling, recycling and reuse: A review. Mater. Struct. 2023, 56, 126. [Google Scholar] [CrossRef]
- Micelli, F.; Nanni, A. Durability of FRP rods for concrete structures. Constr. Build. Mater. 2004, 18, 491–503. [Google Scholar] [CrossRef]
- AVK-Industrievereinigung Verstärkte Kunstoffe, e.V. Handbuch Faserverbundkunststoffe/Composites: Grundlagen, Verarbeitung, Anwendungen; Springer Vieweg: Wiesbaden, Germany, 2013. [Google Scholar] [CrossRef]
- abZ-31.10-182; CARBOrefit Verfahren zur Verstärkung von Stahlbeton mit Carbonbeton. DIBt—Deutsche Institut für Bautechnik: Berlin, Germany, 2021.
- EN 196-1:2016; Methods of Testing Cement—Part 1: Determination of Strength. Austrian Standards Institute: Vienna, Austria, 2016.
- Selm, B.; Bischoff, B.; Seidl, R. 12—Embroidery and smart textiles. In Smart Fibres, Fabrics and Clothing; Tao, X., Ed.; Woodhead Publishing Series in Textiles; Woodhead Publishing: Cambridge, UK, 2001; pp. 218–225. [Google Scholar] [CrossRef]
- Schade, M. Gestickte Halbzeuge und Sticktechniken. In Textile Werkstoffe für den Leichtbau: Techniken—Verfahren—Materialien—Eigenschaften; Springer: Berlin/Heidelberg, Germany, 2011; pp. 367–379. [Google Scholar] [CrossRef]
- Principle Sketch of the Tailored Fiber Placement Process. Available online: https://en.m.wikipedia.org/wiki/File:Principle_sketch_of_the_tailored_fiber_placement_process.png (accessed on 20 July 2023).
- Meyer, O. Kurzfaser-Preform-Technologie zur Kraftflussgerechten Herstellung von Faserverbundbauteilen. Ph.D. Thesis, University of Stuttgart, Stuttgart, Germany, 2008. [Google Scholar] [CrossRef]
- Hazra, K.; Potter, K. Design of carbon fiber composite aircraft parts using tow Steering technique. In Proceedings of the SECIO 08, SAMPE Europe International Conference, Paris, France, 18–19 September 2008; pp. 471–476. [Google Scholar]
- Witt, G. Taschenbuch der Fertigungstechnik; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2005. [Google Scholar]
- Fröis, T.; Bechtold, T.; Egger, M.; Feix, J.; Hämmerle, H.; Grabher, G.; Hofer, M.; Hofer, S.; Meixner, G. Bewehrungsmaterial. EP3684985A1, 29 July 2020. [Google Scholar]
- Hausding, J. Multiaxiale Gelege auf Basis der Kettenwirktechnik: Technologie für Mehrschichtverbunde mit variabler Lagenanordnung. Ph.D. Thesis, TU Dresden, Dresden, Germany, 2009. [Google Scholar]
- Hausding, J.; Cherif, C. Improvements in the warp-knitting process and new patterning techniques for stitch-bonded textiles. J. Text. Inst. 2010, 101, 187–196. [Google Scholar] [CrossRef]
- Padaki, N.V.; Alagirusamy, R.; Sugun, B.S. Knitted Preforms for Composite Applications. J. Ind. Text. 2006, 35, 295–321. [Google Scholar] [CrossRef]
- Jesse, F.; Curbach, M. Verstärken mit Textilbeton. In Beton-Kalender 2010: Schwerpunkte: Brücken, Betonbau im Wasser; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2009; pp. 457–565. [Google Scholar] [CrossRef]
- Kulas, C. Zum Tragverhalten getränkter textiler Bewehrungselemente für Betonbauteile. Ph.D. Thesis, RWTH Aachen, Aachen, Germany, 2013. [Google Scholar]
- El Kadi, M.; Kapsalis, P.; Van Hemelrijck, D.; Wastiels, J.; Tysmans, T. Influence of Loading Orientation and Knitted Versus Woven Transversal Connections in 3D Textile Reinforced Cement (TRC) Composites. Appl. Sci. 2020, 10, 4517. [Google Scholar] [CrossRef]
- Konzilia, J.; Egger, M.; Feix, J. Experimental investigation on salt frost scaling of textile–reinforced concrete. Struct. Concr. 2022, 23, 954–969. [Google Scholar] [CrossRef]
- Waltl, C.; Egger, M.; Plattner, N.; Feix, J. Krumbachbrücke–Textilbetonverstärkung. In Innsbrucker Bautage 2022; Berger, J., Ed.; Studia Verlag: Innsbruck, Austria, 2022; Volume 7, pp. 433–456. [Google Scholar]
- Feix, J.; Lechner, J.; Egger, M. Zur Verstärkung von Ingenieurbauwerken unter Verkehr. In 5. Brückenkolloquium: Fachtagung für Beurteilung, Planung, Bau, Instandhaltung und Betrieb von Brücken; Isecke, B., Krieger, J., Eds.; Expert Verlag GmbH: Renningen, Germany, 2022; pp. 169–177. [Google Scholar]
- Konzilia, J.; Egger, M.; Waltl, C.; Kutscher, K. Dauerhafte Betonsanierung mittels Textilbeton. In Innsbrucker Bautage 2022; Berger, J., Ed.; Studia Verlag: Innsbruck, Austria, 2022; Volume 7, pp. 257–271. [Google Scholar]
- Eckers, V.; Gries, T. Entwicklung eines Prüfplans für Bewehrungen für Textilbeton. Bautechnik 2012, 89, 754–763. [Google Scholar] [CrossRef]
- Rempel, S.; Ricker, M. Ermittlung der Materialkennwerte der Bewehrung für die Bemessung von textilbewehrten Bauteilen. Bauingenieur 2017, 92, 280–288. [Google Scholar] [CrossRef]
- Lorenz, E.; Schütze, E.; Schladitz, F.; Curbach, M. Textilbeton–grundlegende untersuchungen im überblick. Beton-Und Stahlbetonbau 2013, 108, 711–722. [Google Scholar] [CrossRef]
- Lorenz, E.; Schütze, E.; Weiland, S. Textilbeton–eigenschaften des verbundwerkstoffs. Beton-Und Stahlbetonbau 2015, 110, 29–41. [Google Scholar] [CrossRef]
- Jesse, F. Tragverhalten von Filamentgarnen in zementgebundener Matrix. Ph.D. Thesis, Technische Universität Dresden, Dresden, Germany, 2005. [Google Scholar]
- Brameshuber, W.; Hinzen, M.; Dubey, A.; Peled, A.; Mobasher, B.; Bentur, A.; Silva, F.; Hegger, J.; Gries, T.; Wastiels, J.; et al. Recommendation of RILEM TC 232-TDT: Test methods and design of textile reinforced concrete. Mater. Struct. 2016, 49, 4923–4927. [Google Scholar] [CrossRef]
- Lorenz, E. Endverankerung und Übergreifung Textiler Bewehrungen in Betonmatrices. Ph.D. Thesis, Technische Universität Dresden, Dresden, Germany, 2014. [Google Scholar]
- Weiland, S. Interaktion von Betonstahl und Textiler Bewehrung bei der Biegeverstärkung mit Textilbewehrtem Beton. Ph.D. Thesis, TU Dresden, Dresden, Germany, 2009. [Google Scholar]
- Schütze, E.; Bielak, J.; Scheerer, S.; Hegger, J.; Curbach, M. Einaxialer Zugversuch für Carbonbeton mit textiler Bewehrung. Beton-Und Stahlbetonbau 2018, 113, 33–47. [Google Scholar] [CrossRef]
- OENORM B 1992:2018; Design of Concrete Structures—Part 1-1: General Rules and Rules for Buidlings—National Specifications Concerning OENORM EN 1992-1-1, National Comments and National Supplements. Austrian Standards Institute: Vienna, Austria, 2018.
- Hansl, M.; Feix, J. Untersuchung der Rissbreiten in textilbewehrten Betonen. Beton-Und Stahlbetonbau 2015, 110, 410–418. [Google Scholar] [CrossRef]
- Preinstorfer, P.; Yanik, S.; Kirnbauer, J.; Lees, J.M.; Robisson, A. Cracking behaviour of textile-reinforced concrete with varying concrete cover and textile surface finish. Compos. Struct. 2023, 312, 116859. [Google Scholar] [CrossRef]
- Preinstorfer, P.; Huber, P.; Huber, T.; Kromoser, B.; Kollegger, J. Experimental investigation and analytical modelling of shear strength of thin walled textile-reinforced UHPC beams. Eng. Struct. 2021, 231, 111735. [Google Scholar] [CrossRef]
- Kani, G. The Riddle of Shear Failure and its Solution. ACI J. Proc. 1964, 61, 441–468. [Google Scholar] [CrossRef]
- Bielak, j.; Adam, V.; Hegger, J.; Classen, M. Shear Capacity of Textile-Reinforced Concrete Slabs without Shear Reinforcement. Appl. Sci. 2019, 9, 1382. [Google Scholar] [CrossRef]
- Bielak, j.; Hegger, J. Enhancing shear capacity of thin slabs with CFRP shear reinforcement: Experimental study. Struct. Concr. 2021, 22, 3057–3073. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parmeter | Unit | Epoxy Resin (EP) | Acrylate Dispersion (AD) | Styrene-Butadiene (SBR) | |
|---|---|---|---|---|---|
| Polymer | Young’s modulus | [GPa] | 4.2 | 3.1–3.3 | 3.0–3.4 |
| Tensile strength | [MPa] | 100 | 60–80 | 3.5–20.5 | |
| Tensile strain | [mm/m] | 13–50 | 20–60 | 17–37 | |
| Impregnated Roving * | Young’s modulus | [GPa] | 151–230 | 195–210 | 170–210 |
| Tensile strength | [MPa] | 1650–4000 | 2200–3250 | 1200–2850 | |
| Tensile strain | [mm/m] | 11–18 | 14–23 | 11–12 |
| Concrete | Curing | [MPa] | [MPa] |
|---|---|---|---|
| TF10 CARBOREFIT® | EN 196-1:2016 * | 89.1 | 10.3 |
| Specimen curing ** | 97.2 | 6.4 | |
| Premiumbeton fein® | EN 196-1:2016 * | 111.7 | 11.0 |
| Specimen curing ** | 115.6 | 6.0 |
| Feature | Embroidery [21,23,24,38,53] | Warp Knitting [13,14,59,60,61] |
|---|---|---|
| Production speed | - | ++ |
| Production length | + (30 m) | ++ (endless) |
| Production width | + (3 m) | + (4 m) |
| Fabric roving tension | + | + |
| Angle independence | ++ | + |
| Flexibility | ++ | - |
| Curved roving placement | ++ | - - |
| Multiple parallel yarn placement | + | ++ |
| Near-net shape | ++ | - - |
| Type-Height (3D) | Fineness | Axial Spacing | Cross-Section | Atex | Atex | |
|---|---|---|---|---|---|---|
| L/T/S * | sL/sT/sH ** | L/T/S | L/T | |||
| [mm] | [tex] | [mm] | [mm2] | [mm2/m] | [mm2/m2] | |
| 2D-6400 | 6400/6400/- | 27/27 | 3.62/3.62 | 134/134 | - | |
| 2D-3200 | 2 × 3200/3200/- | 25/36 | 1.81/1.81 | 145/50 | - | |
| 3D-31 | top layer | 2 × 3200/3200/800 | 25/36/31 | 2 × 1.81/1.81/0.45 | 145/50 | 1000 |
| bottom layer | 2 × 3200/1600/800 | 25/36/31 | 2 × 1.81/0.90/0.45 | 145/25 | ||
| 3D-20 | top layer | 2 × 3200/3200/1600 | 25/20/20 | 2 × 1.81/1.81/0.90 | 145/91 | 3600 |
| bottom layer | 2 × 3200/1600/1600 | 25/20/20 | 2 × 1.81/0.90/0.90 | 145/45 | ||
| Specimen | Reinforcement | Number of Specimens | Specimen Height | a/d | a |
|---|---|---|---|---|---|
| [−] | [mm] | [−] | [mm] | ||
| 2D-3200-Prem.f. | 2D 2 × 3200/3200 | 3 | 41 | 5.55 | 200 |
| 3D-31-Prem.f. | 3D-31 | 3 | 41 | 5.55 | 200 |
| 2D-3200-Prem.f. | 2D 2 × 3200/3200 | 1 | 30 | 5.00 | 125 |
| 3D-20-Prem.f. | 3D-20 | 1 | 30 | 5.00 | 125 |
| 2D-3200-Prem.f. | 2D 2 × 3200/3200 | 1 | 30 | 4.24 | 106 |
| 3D-20-Prem.f. | 3D-20 | 1 | 30 | 4.24 | 106 |
| 2D-3200-Prem.f. | 2D 2 × 3200/3200 | 1 | 30 | 3.48 | 87 |
| 3D-20-Prem.f. | 3D-20 | 1 | 30 | 3.48 | 87 |
| Specimen | Number | n * | Dimensions | Concrete | ** | Failure | |||
|---|---|---|---|---|---|---|---|---|---|
| [−] | w × t [mm2] | [%] | [MPa] | [−] | [GPa] | Mode | |||
| 2D-6400-TF10-L | Z01 | 4 | 108 × 20 | 0.34 | Pagel TF10 | 3611 | 1.00 | (α),(β) | |
| Z03 | 3469 | 0.96 | (α),(β) | ||||||
| Z04 | 3739 | 1.04 | (α),(β) | ||||||
| Z05 | 3493 | 0.97 | (α),(β) | ||||||
| 2D-6400-TF10-T | Z01 | 4 | 108 × 20 | 0.34 | Pagel TF10 | 3104 | 1.16 | (α),(β) | |
| Z03 | 2569 | 0.96 | (α),(β) | ||||||
| Z04 | 2185 | 0.81 | (β) | ||||||
| Z05 | 2420 | 0.90 | (α),(β) | ||||||
| 2D-6400-TF10-L | Z01 | 8 | 108 × 30 | 0.45 | Pagel TF10 | 3561 | 0.99 | (α),(β) | |
| Z03 | 3534 | 0.98 | (α),(β) | ||||||
| Z04 | 3257 | 0.91 | (α),(β) | ||||||
| Z05 | 3202 | 0.89 | (α),(β) | ||||||
| 2D-6400-TF10-T | Z01 | 8 | 108 × 30 | 0.45 | Pagel TF10 | 2997 | 1.12 | (α),(β) | |
| Z02 | 2896 | 1.08 | (α),(β) | ||||||
| Z03 | 2244 | 0.84 | (α),(β) | ||||||
| Z04 | 2463 | 0.92 | (α),(β) |
| 2D-6400-TF10-L * | 2D-6400-TF10-T * | 2D-6400-TF10-L ** | 2D-6400-TF10-T ** | |
|---|---|---|---|---|
| [MPa] | [MPa] | [MPa] | [MPa] | |
| (wcr = 0.4 mm) | 2816.29 | 1819.88 | 3349.32 | 2500.50 |
| (wcr = 0.4 mm) | ±195.49 | ±180.92 | ±146.18 | ±357.35 |
| in [%] | 0.34 | 0.34 | 0.45 | 0.45 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Konzilia, J.; Wachter, J.; Egger, M.; Waltl, C.; Fröis, T.; Bechtold, T.; Feix, J. Embroidered Carbon Reinforcement for Concrete. Buildings 2023, 13, 2293. https://doi.org/10.3390/buildings13092293
Konzilia J, Wachter J, Egger M, Waltl C, Fröis T, Bechtold T, Feix J. Embroidered Carbon Reinforcement for Concrete. Buildings. 2023; 13(9):2293. https://doi.org/10.3390/buildings13092293
Chicago/Turabian StyleKonzilia, Julian, Jonas Wachter, Matthias Egger, Christoph Waltl, Thomas Fröis, Thomas Bechtold, and Jürgen Feix. 2023. "Embroidered Carbon Reinforcement for Concrete" Buildings 13, no. 9: 2293. https://doi.org/10.3390/buildings13092293