
The Effect of Electric Arc Furnace Dust (EAFD) on Improving Characteristics of Conventional Concrete


Abstract
:1. Introduction
2. Materials and Methods
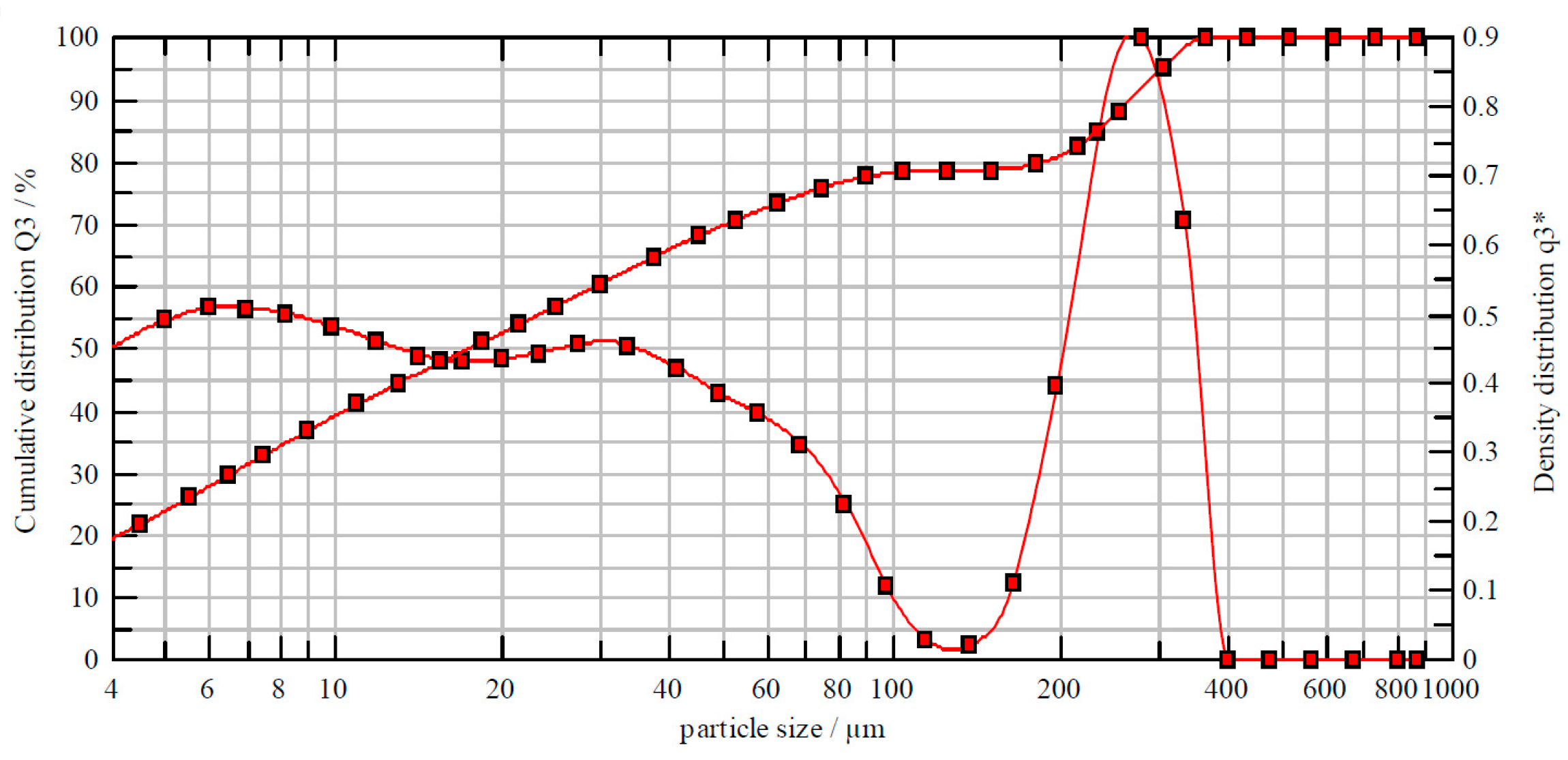
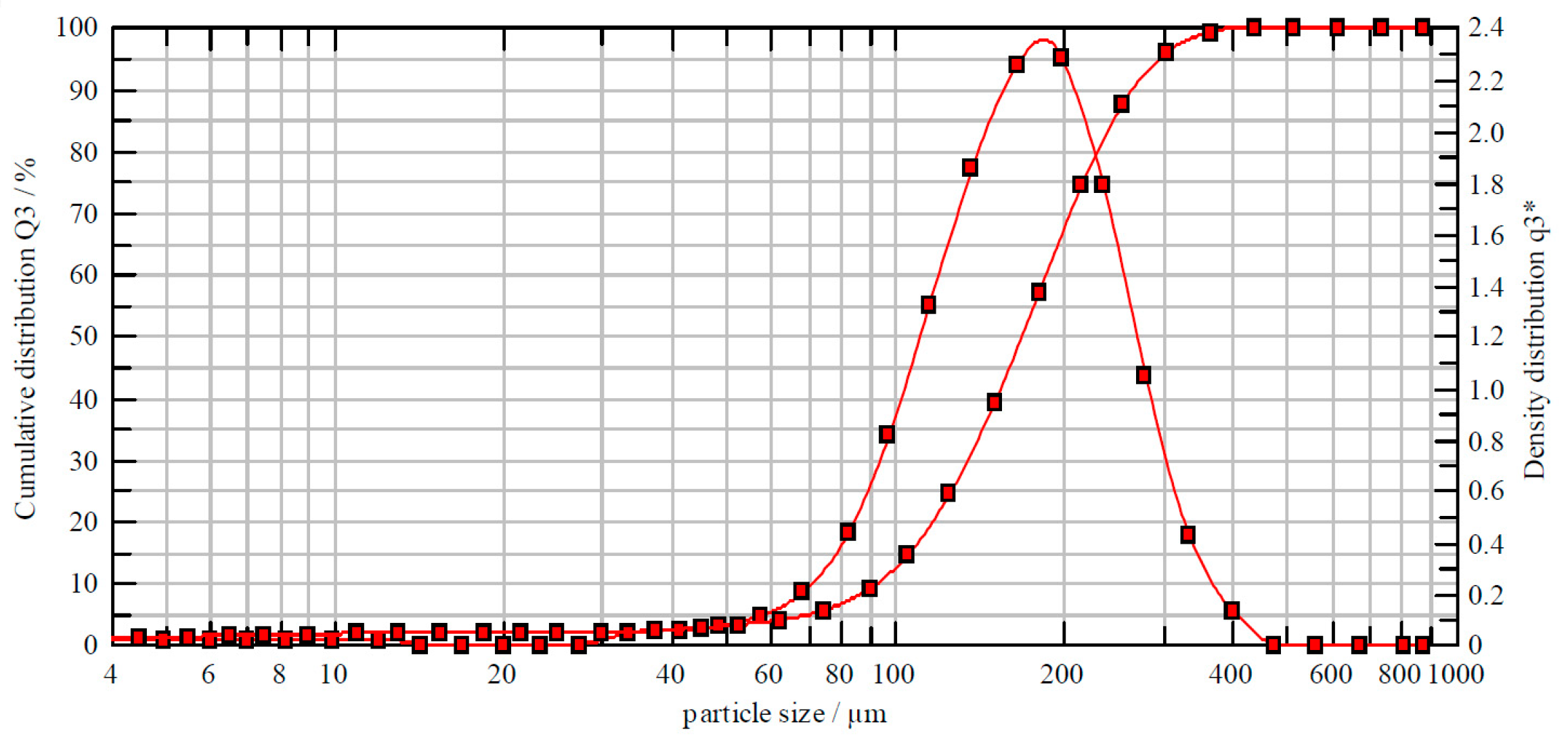
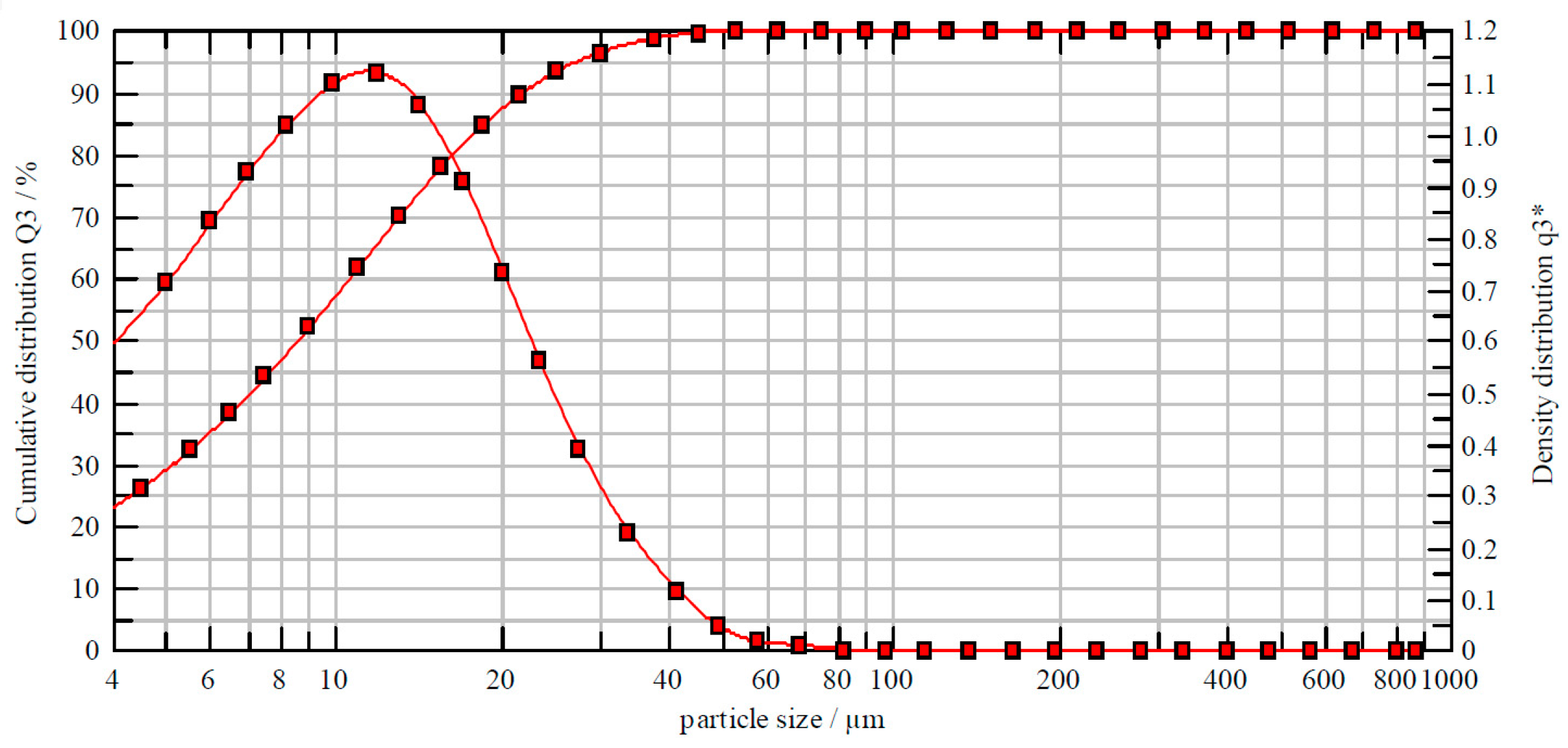
2.1. Material Properties
2.2. Mix Design and Designation
2.3. Mixing
2.4. Testing Procedures
3. Results and Discussion
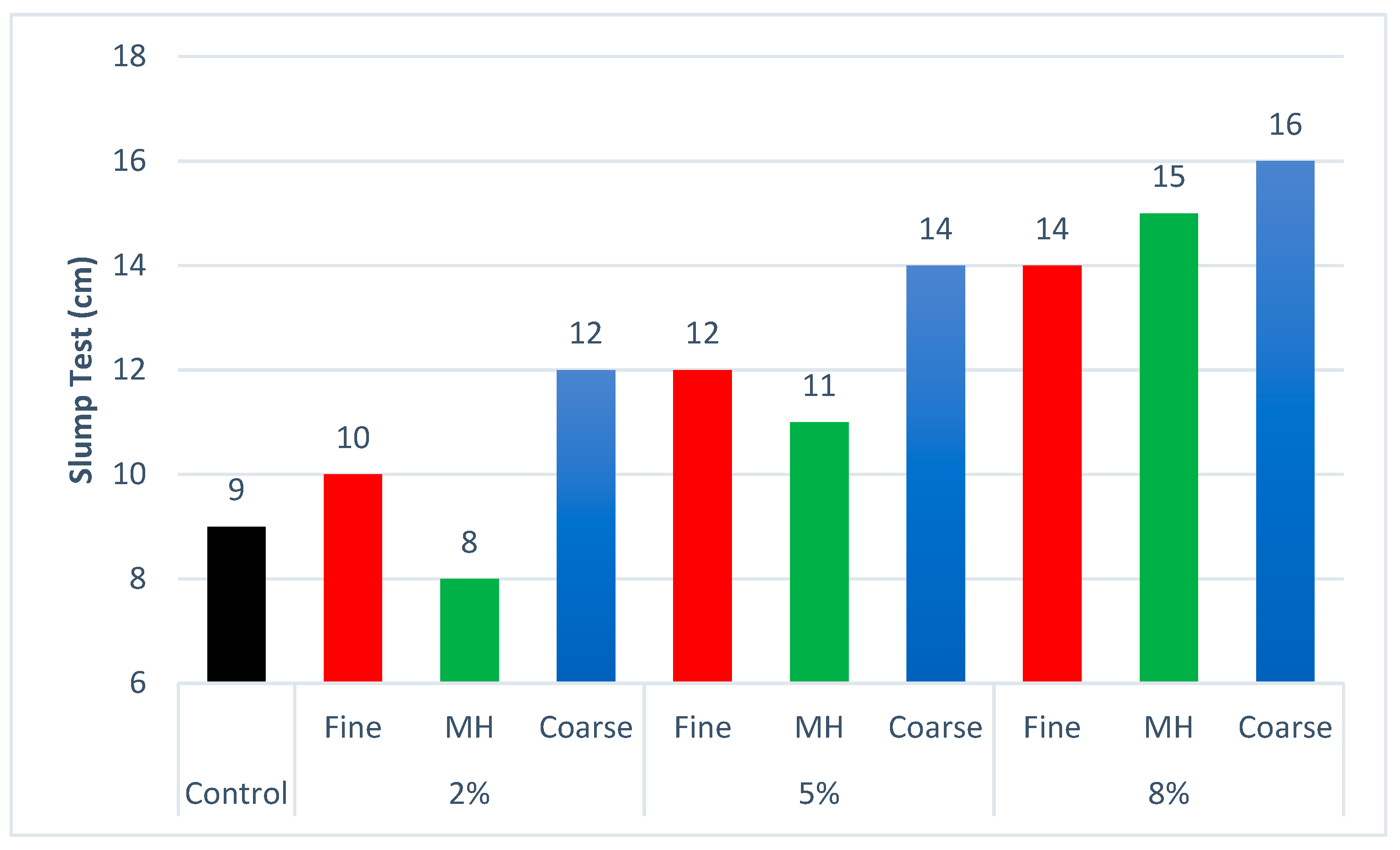
3.1. Effect of EAFD on Slump Test
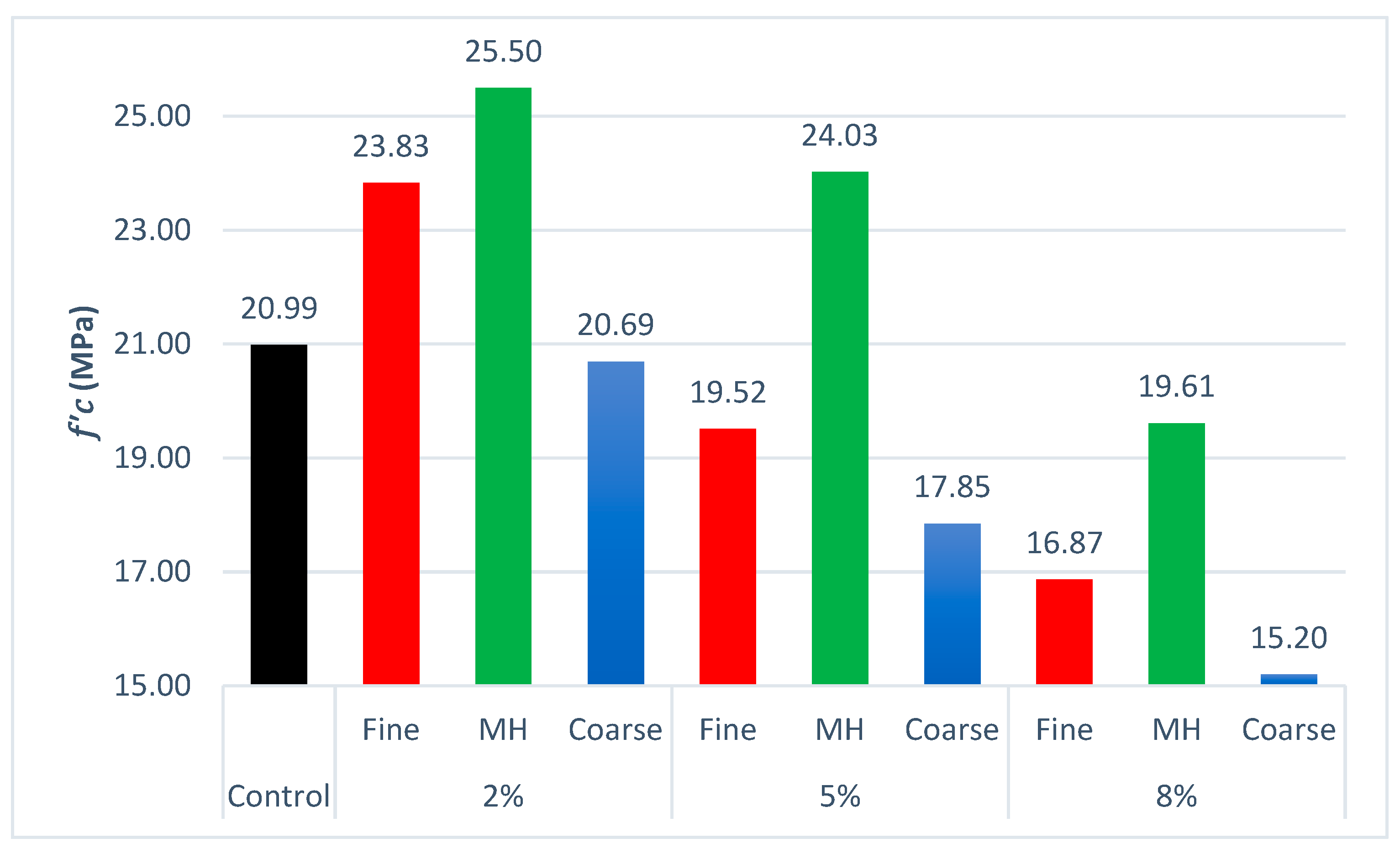
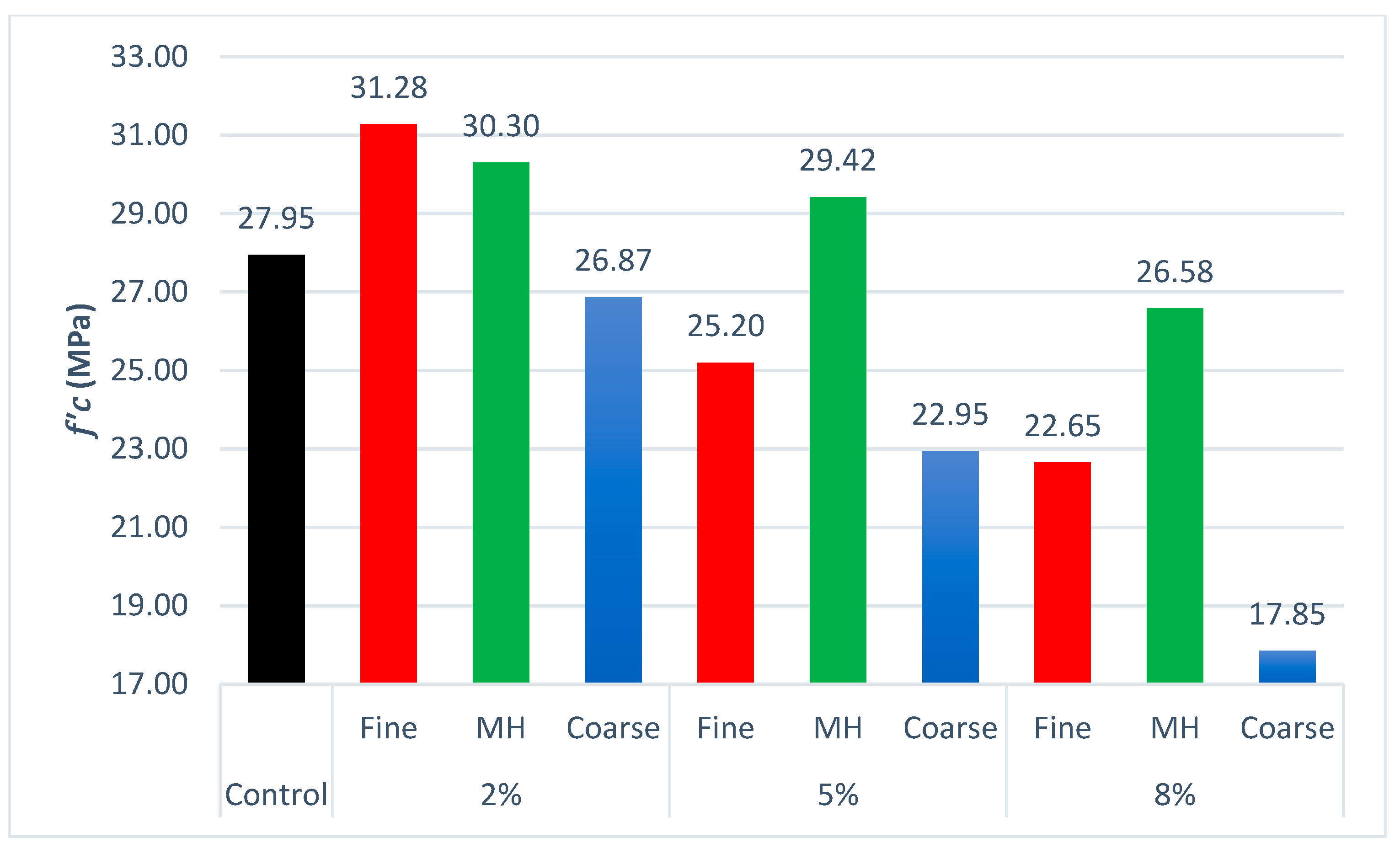
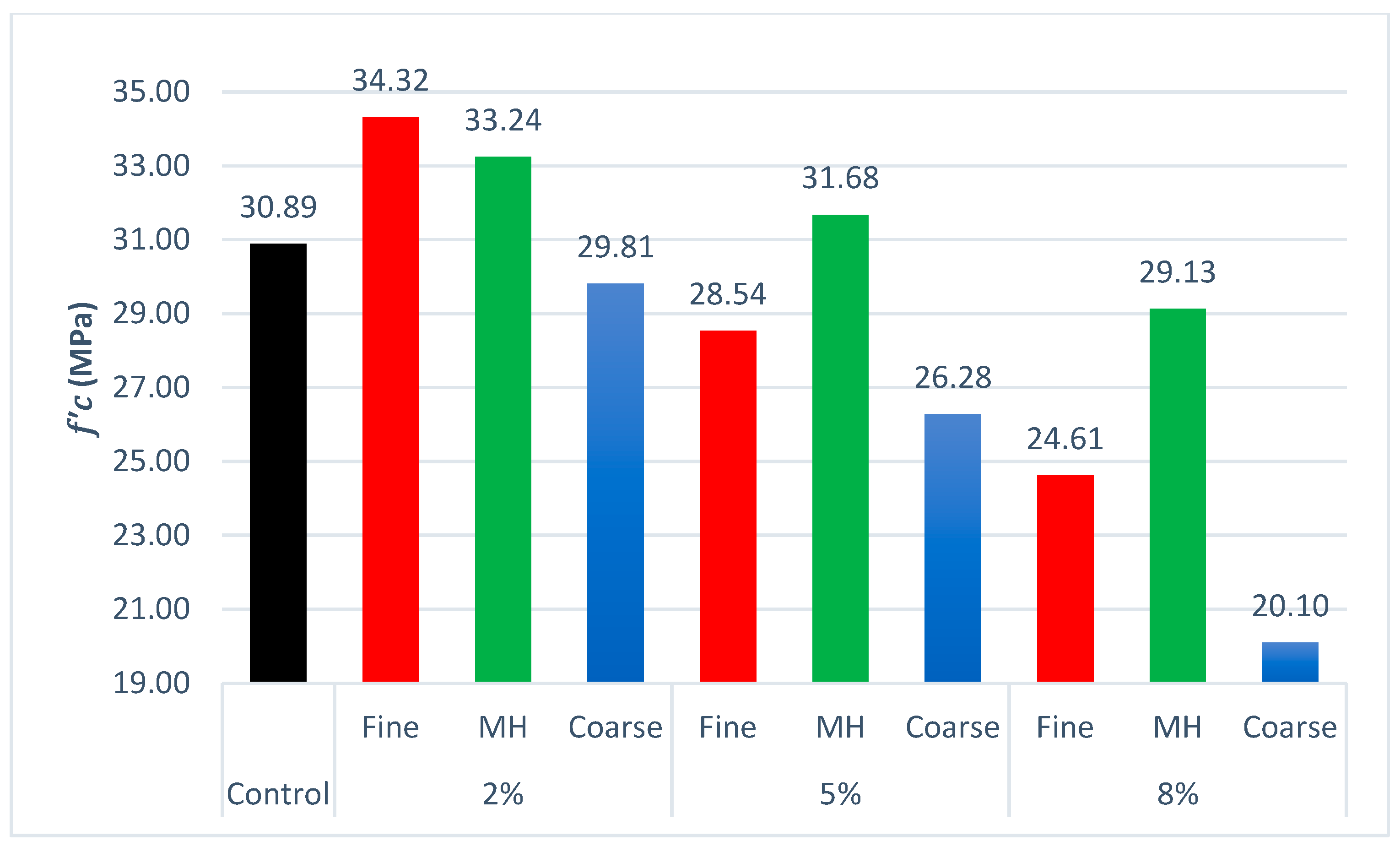
3.2. Effect of EAFD on Concrete Compressive Strength (f′c)
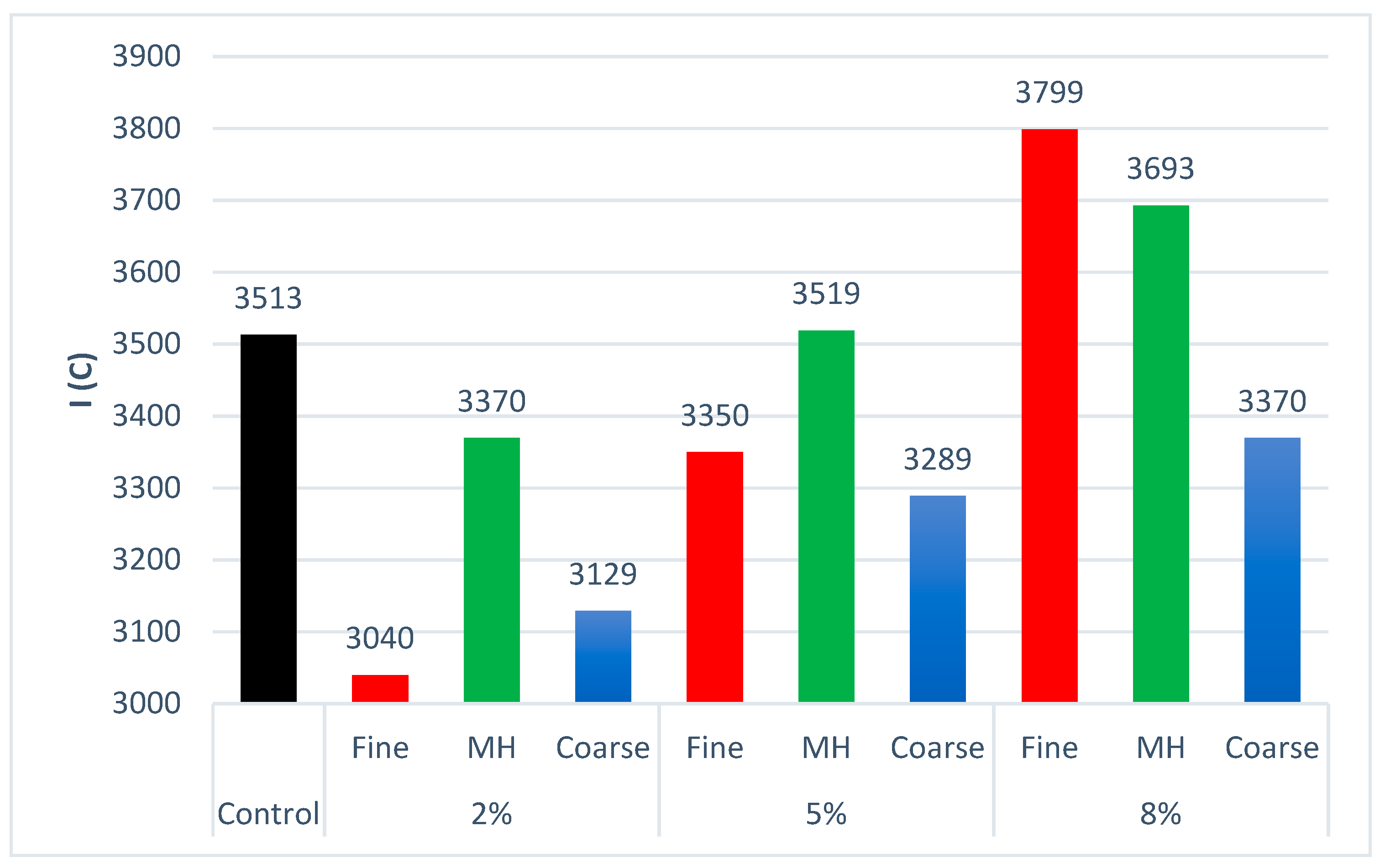
3.3. Effect of EAFD on Rapid Chloride Permeability
3.4. Effect of EAFD on Water Penetration under Pressure
3.5. Comparison of Concrete Compressive Strength over Time
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ASTM | American Society for Testing and Materials |
| ASTM C39 | Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens |
| ASTM C143 | Standard Test Method for Slump of Hydraulic-Cement Concrete |
| ASTM C150 | Standard Specification for Portland Cement |
| ASTM C192 | Standard Practice for Making and Curing Concrete Test Specimens in The Laboratory |
| ASTM C617 | Standard Practice for Capping Cylindrical Concrete Specimens |
| ASTM C1202 | Standard Test Method for Electrical Indication of Concrete’s Ability to Resist Chloride Ion Penetration |
| BS | British Standard |
| BS EN 12390-8 | Depth of penetration of water under pressure |
| EAF | Electric arc furnace |
| EAFD | Electric arc furnace dust |
| KSC | Khuzestan Steel Company |
| MH | Material handling |
| OPC | Ordinary Portland cement |
References
- Parron-Rubio, M.E.; Kissi, B.; Perez-García, F.; Rubio-Cintas, M.D. Development in Sustainable Concrete with the Replacement of Fume Dust and Slag from the Steel Industry. Materials 2022, 15, 5980. [Google Scholar] [CrossRef] [PubMed]
- Fares, G.; Al-Negheimish, A.I.; Al-Mutlaq, F.M.; Alhozaimy, A.M.; Khan, M.I. Effect of freshly produced electric arc-furnace dust and chloride-free chemical accelerators on concrete performance. Constr. Build. Mater. 2021, 274, 121832. [Google Scholar] [CrossRef]
- Sanguino, R.; Barroso, A.; Fernández-Rodríguez, S.; Sánchez-Hernández, M.I. Current Trends in Economy, Sustainable Development, and Energy: A Circular Economy View; Springer: Berlin/Heidelberg, Germany, 2020; Volume 27, pp. 1–7. [Google Scholar]
- Lopez-Uceda, A.; Cantador-Fernandez, D.; Da Silva, P.R.; de Brito, J.; Fernandez-Rodriguez, J.M.; Jimenez, J.R. Ternary Blends for Self-Compacting Mortars Production Composed by Electric Arc Furnace Dust and Other Industrial by-Products. Materials 2022, 15, 5347. [Google Scholar] [CrossRef] [PubMed]
- Source: Instituto Nacional de Estadistica (Spanish Statistical Office). Available online: https://www.ine.es/ (accessed on 7 June 2023).
- Ray, A. Waste management in developing Asia: Can trade and cooperation help? J. Environ. Dev. 2008, 17, 3–25. [Google Scholar] [CrossRef]
- Eskani, I.N.; Rahayuningsih, E.; Astuti, W.; Pidhatika, B. Low Temperature In Situ Synthesis of ZnO Nanoparticles from Electric Arc Furnace Dust (EAFD) Waste to Impart Antibacterial Properties on Natural Dye-Colored Batik Fabrics. Polymers 2023, 15, 746. [Google Scholar] [CrossRef]
- de Buzin, P.J.W.K.; Heck, N.C.; Vilela, A.C.F. EAF dust: An overview on the influences of physical, chemical and mineral features in its recycling and waste incorporation routes. J. Mater. Res. Technol. 2017, 6, 194–202. [Google Scholar] [CrossRef]
- Chang, H.H.; Chen, I.G.; Yu, H.Y.; Tsai, M.Y.; Wu, K.T.; Liu, S.H. Spent Mushroom Substrate and Electric Arc Furnace Dust Recycling by Carbothermic Reduction Method. Materials 2022, 15, 2639. [Google Scholar] [CrossRef]
- Anzulevich, A.; Butko, L.; Kalganov, D.; Pavlov, D.; Tolkachev, V.; Fedii, A.; Buchelnikov, V.; Peng, Z. Optimization of the Microwave-Assisted Carbothermical Reduction Process for Metals from Electric Arc Furnace Dust with Biochar. Metals 2021, 11, 1765. [Google Scholar] [CrossRef]
- Lin, X.; Peng, Z.; Yan, J.; Li, Z.; Hwang, J.-Y.; Zhang, Y.; Li, G.; Jiang, T. Pyrometallurgical recycling of electric arc furnace dust. J. Clean. Prod. 2017, 149, 1079–1100. [Google Scholar] [CrossRef]
- Małecki, S.; Gargul, K.; Warzecha, M.; Stradomski, G.; Hutny, A.; Madej, M.; Dobrzyński, M.; Prajsnar, R.; Krawiec, G. High-performance method of recovery of metals from eaf dust—Processing without solid waste. Materials 2021, 14, 6061. [Google Scholar] [CrossRef]
- Loaiza, A.; Cifuentes, S.; Colorado, H.A. Asphalt modified with superfine electric arc furnace steel dust (EAF dust) with high zinc oxide content. Constr. Build. Mater. 2017, 145, 538–547. [Google Scholar] [CrossRef]
- Teimouri, S.; Potgieter, J.H.; Lundström, M.; Billing, C.; Wilson, B.P. A New Hydrometallurgical Process for Metal Extraction from Electric Arc Furnace Dust Using Ionic Liquids. Materials 2022, 15, 8648. [Google Scholar] [CrossRef] [PubMed]
- Oustadakis, P.; Tsakiridis, P.E.; Katsiapi, A.; Agatzini-Leonardou, S. Hydrometallurgical process for zinc recovery from electric arc furnace dust (EAFD): Part I: Characterization and leaching by diluted sulphuric acid. J. Hazard. Mater. 2010, 179, 1–7. [Google Scholar] [CrossRef] [PubMed]
- Ledesma, E.F.; Lozano-Lunar, A.; Ferreira, R.L.; Fernández-Rodríguez, J.M.; Jiménez, J.R. Preliminary Study of Recycled Aggregate Mortar for Electric Arc Furnace Dust Encapsulation. Appl. Sci. 2021, 11, 9525. [Google Scholar] [CrossRef]
- Martins, F.M.; dos Reis Neto, J.M.; da Cunha, C.J. Mineral phases of weathered and recent electric arc furnace dust. J. Hazard. Mater. 2008, 154, 417–425. [Google Scholar] [CrossRef]
- Al-Negheimish, A.I.; Al-Mutlaq, F.M.; Fares, G.; Alhozaimy, A.M.; Khan, M.I. Characterization of chemical accelerators for sustainable recycling of fresh electric-arc furnace dust in cement pastes. Adv. Powder Technol. 2021, 32, 3046–3062. [Google Scholar] [CrossRef]
- Chen, D.; Guo, H.; Li, P.; Wu, F.; Lv, Y.; Yan, B.; Zhao, W.; Su, Y. A Novel Technique for the Preparation of Iron Carbide and Carbon Concentrate from Blast Furnace Dust. Materials 2022, 15, 8241. [Google Scholar] [CrossRef] [PubMed]
- Rieger, J.; Colla, V.; Matino, I.; Branca, T.A.; Stubbe, G.; Panizza, A.; Brondi, C.; Falsafi, M.; Hage, J.; Wang, X. Residue valorization in the iron and steel industries: Sustainable solutions for a cleaner and more competitive future Europe. Metals 2021, 11, 1202. [Google Scholar] [CrossRef]
- Halli, P.; Hamuyuni, J.; Leikola, M.; Lundström, M. Developing a sustainable solution for recycling electric arc furnace dust via organic acid leaching. Miner. Eng. 2018, 124, 1–9. [Google Scholar] [CrossRef]
- Soares, E.; Bouchonneau, N.; Alves, E.; Alves, K.; Filho, O.A.; Mesguich, D.; Chevallier, G.; Khalile, N.; Laurent, C.; Estournès, C. Electric Arc Furnace Dust Recycled in 7075 Aluminum Alloy Composites Fabricated by Spark Plasma Sintering (SPS). Materials 2022, 15, 6587. [Google Scholar] [CrossRef]
- Ma, S.; Zhang, Z.; Xing, X.; Xu, S.; Li, X. Kinetic Analysis of Recovering Zinc from Electric Arc Furnace Dust by Vacuum Carbothermic Reduction at 20 Pa. Minerals 2022, 12, 261. [Google Scholar] [CrossRef]
- Mantovani, M.C.; Takano, C.; Büchler, P.M. EAF and secondary dust characterisation. Ironmak. Steelmak. 2004, 31, 325–332. [Google Scholar] [CrossRef]
- Grudinsky, P.; Zinoveev, D.; Kondratiev, A.; Delitsyn, L.; Kulumbegov, R.; Lysenkov, A.; Kozlov, P.; Dyubanov, V. Reduction Smelting of the Waelz Slag from Electric Arc Furnace Dust Processing: An Experimental Study. Crystals 2023, 13, 318. [Google Scholar] [CrossRef]
- Source: Global Steel Dust Ltd. Available online: http://www.globalsteeldust.com/about (accessed on 7 June 2023).
- Law, S.L.; Lowry, W.F.; Synder, J.G.; Kramer, G.W. Characterization of Steelmaking Dusts from Electric Arc Furnaces; US Department of the Interior, Bureau of Mines: Washington, DC, USA, 1983; Volume 8750.
- Bakkar, A. Recycling of electric arc furnace dust through dissolution in deep eutectic ionic liquids and electrowinning. J. Hazard. Mater. 2014, 280, 191–199. [Google Scholar] [CrossRef] [PubMed]
- Ireland, E. European Waste Catalogue and Hazardous Waste List; Environmental Protection Agency: Wexford, Ireland, 2002.
- Auer, M.; Wölfler, C.; Antrekowitsch, J. Influence of different carbon content on reduction of zinc oxide via metal bath. Appl. Sci. 2022, 12, 664. [Google Scholar] [CrossRef]
- Maslehuddin, M.; Awan, F.; Shameem, M.; Ibrahim, M.; Ali, M. Effect of electric arc furnace dust on the properties of OPC and blended cement concretes. Constr. Build. Mater. 2011, 25, 308–312. [Google Scholar] [CrossRef]
- Yoo, J.-M.; Kim, B.-S.; Lee, J.-c.; Kim, M.-S.; Nam, C.-W. Kinetics of the volatilization removal of lead in electric arc furnace dust. Mater. Trans. 2005, 46, 323–328. [Google Scholar] [CrossRef] [Green Version]
- Macías, Á.; Goñi Elizalde, S.; Guerrero Bustos, A.M. Immobilisation/Solidification of Hazardous Toxic Waste in Cement Matrices; CSIC—Instituto de Ciencias de la Construcción Eduardo Torroja (IETCC): Madrid, Spain, 1999. [Google Scholar]
- Ledesma, E.F.; Jimenez, J.R.; Ayuso, J.; Fernandez, J.M.; Brito, J. Experimental study of the mechanical stabilization of electric arc furnace dust using fluid cement mortars. J. Hazard. Mater. 2017, 326, 26–35. [Google Scholar] [CrossRef]
- BREHM, F.A.; Vargas, A.; Moraes, C.; Masuero, A.; Dalmolin, D.; Vilela, A.; Bernardes, A.; Mafaldo, I. Characterization and use of eaf dust in construction. In Proceedings of the Japan-Brazil Symposium on Dust Processing-Energy Environment in Metallurgical and Materials Engineering, Sao Paulo, Brazil, 25–26 October 2001; pp. 173–180. [Google Scholar]
- Hilton, R. Method for Manufacturing Cement Clinkers, Especially Portland Cement Clinkers, Using Stabilized Electric Arc Furnace Dust as Raw Material. Patent US5853474, 2 June 1997. [Google Scholar]
- Holmes, R.J.; Lu, Y.; Lu, L. Introduction: Overview of the global iron ore industry. In Iron Ore; Woodhead Publishing: Sawston, UK, 2022; pp. 1–56. [Google Scholar]
- Xie, Z.; Jiang, T.; Chen, F.; Guo, Y.; Wang, S.; Yang, L. Phase Transformation and Zinc Extraction from Zinc Ferrite by Calcium Roasting and Ammonia Leaching Process. Crystals 2022, 12, 641. [Google Scholar] [CrossRef]
- Jiang, Y.; Ling, T.-C.; Shi, C.; Pan, S.-Y. Characteristics of steel slags and their use in cement and concrete—A review. Resour. Conserv. Recycl. 2018, 136, 187–197. [Google Scholar] [CrossRef]
- Al-Zaid, R.Z.; Al-Sugair, F.H.; Al-Negheimish, A.I. Investigation of potential uses of electric-arc furnace dust (EAFD) in concrete. Cem. Concr. Res. 1997, 27, 267–278. [Google Scholar] [CrossRef]
- de Vargas, A.S.; Masuero, Â.B.; Vilela, A.C. Investigations on the use of electric-arc furnace dust (EAFD) in Pozzolan-modified Portland cement I (MP) pastes. Cem. Concr. Res. 2006, 36, 1833–1841. [Google Scholar] [CrossRef]
- Fares, G.; Al-Zaid, R.; Khan, M.; Al-Negheimish, A.; Alhozaimy, A. Suwito, Characterization and microstructural deformation during the hydration of EAFD-cement composite. In Proceedings of the 2nd International Conference on Microstructure Related Durability of Cementitious Composite; Ye, G., van Breugel, K., Sun, W., Miao, C., Eds.; RILEM Publications SARL: Amsterdam, The Netherland, 2012; pp. 189–196. [Google Scholar]
- Balderas, A.; Navarro, H.; Flores-Velez, L.M.; Dominguez, O. Properties of Portland Cement Pastes Incorporating Nanometer-Sized Franklinite Particles Obtained from Electric-Arc-Furnace Dust. J. Am. Ceram. Soc. 2001, 84, 2909–2913. [Google Scholar] [CrossRef]
- Al-Zaid, R.; Suwito, G.F.; Al-Negheimish, A.; Alhozaimy, A.; Khan, M. Microstructural study on the effects of using electric-arc furnace dust (EAFD) as a cementitious material. In Proceedings of the 2nd International Conference on Microstructure Related Durability of Cementitious Composite; Ye, G., van Breugel, K., Sun, W., Miao, C., Eds.; RILEM Publications SARL: Amsterdam, The Netherland, 2012; pp. 11–13. [Google Scholar]
- Fares, G.; Al-Zaid, R.Z.; Fauzi, A.; Alhozaimy, A.M.; Al-Negheimish, A.I.; Khan, M.I. Performance of optimized electric arc furnace dust-based cementitious matrix compared to conventional supplementary cementitious materials. Constr. Build. Mater. 2016, 112, 210–221. [Google Scholar] [CrossRef]
- C150/C150M-22; Standard Specification for Portland Cement. ASTM International: West Conshohocken, PA, USA, 2022.
- Massarweh, O.; Maslehuddin, M.; Al-Dulaijan, S.U.; Shameem, M.; Ahmad, S. Development of a concrete set retarder utilizing electric arc furnace dust. Constr. Build. Mater. 2020, 255, 119378. [Google Scholar] [CrossRef]
- Alizadeh, M.; Momeni, M. The effect of the scrap/DRI ratio on the specification of the EAF dust and its influence on mechanical properties of the concrete treated by its dust. Constr. Build. Mater. 2016, 112, 1041–1045. [Google Scholar] [CrossRef]
- C192/C192M-19; Standard Practice for Making and Curing Concrete Test Specimens in the Laboratory. ASTM International: West Conshohocken, PA, USA, 2019.
- C143/C143M-20; Standard Test Method for Slump of Hydraulic-Cement Concrete. ASTM International: West Conshohocken, PA, USA, 2020.
- C617/C617M-15; Standard Practice for Capping Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2015.
- C39/C39M-21; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2021.
- C1202-22e1; Standard Test Method for Electrical Indication of Concrete’s Ability to Resist Chloride Ion Penetration. ASTM International: West Conshohocken, PA, USA, 2022.
- BS EN 12390-8; Testing Hardened Concrete Part 8: Depth of Penetration of Water under Pressure. NBS: Newcastle upon Tyne, UK, 2019.
- Sabzi, J.; Asadi Shamsabadi, E.; Ghalehnovi, M.; Hadigheh, S.A.; Khodabakhshian, A.; Brito, J.d. Mechanical and durability properties of mortars incorporating red mud, ground granulated blast furnace slag, and electric arc furnace dust. Appl. Sci. 2021, 11, 4110. [Google Scholar] [CrossRef]
- Roy, D.; Malek, R.; LicastroI, P. Chloride Permeability of Fly Ash-Cement Pastes and Mortars. Spec. Publ. 1987, 100, 1459–1476. [Google Scholar]
- Syahyadi, R.; Fauzi, A.; Majuar, E.; Rizal, F.; Reza, M. Effect of Electric Arc Furnace Dust Treatment on the Properties of Fresh and Hardened Mortar. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Seoul, Republic of Korea, 18–20 October 2019; p. 012032. [Google Scholar]
- Hafez, H.; Kassim, D.; Kurda, R.; Silva, R.V.; de Brito, J. Assessing the sustainability potential of alkali-activated concrete from electric arc furnace slag using the ECO2 framework. Constr. Build. Mater. 2021, 281, 122559. [Google Scholar] [CrossRef]
- Parron-Rubio, M.E.; Perez-García, F.; Gonzalez-Herrera, A.; Rubio-Cintas, M.D. Concrete properties comparison when substituting a 25% cement with slag from different provenances. Materials 2018, 11, 1029. [Google Scholar] [CrossRef] [Green Version]
- Gojević, A.; Ducman, V.; Netinger Grubeša, I.; Baričević, A.; Banjad Pečur, I. The effect of crystalline waterproofing admixtures on the self-healing and permeability of concrete. Materials 2021, 14, 1860. [Google Scholar] [CrossRef] [PubMed]
- García Calvo, J.L.; Sánchez Moreno, M.; Carballosa, P.; Pedrosa, F.; Tavares, F. Improvement of the concrete permeability by using hydrophilic blended additive. Materials 2019, 12, 2384. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cappellesso, V.G.; dos Santos Petry, N.; Dal Molin, D.C.C.; Masuero, A.B. Use of crystalline waterproofing to reduce capillary porosity in concrete. J. Build. Pathol. Rehabil. 2016, 1, 9. [Google Scholar] [CrossRef] [Green Version]
- Rüsch, H.; Jungwirth, D.; Hilsdorf, H.K. Creep and Shrinkage: Their Effect on the Behavior of Concrete Structures; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2012. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxide (%) | Furnace 1 | Furnace 2 | Furnace 3 | Furnace 4 | Furnace 5 | Furnace 6 | Average Fine |
|---|---|---|---|---|---|---|---|
| SiO2 | 5.77 | 4.50 | 5.45 | 5.51 | 4.15 | 6.31 | 5.28 |
| Al2O3 | 1.04 | 0.66 | 0.83 | 0.95 | 0.72 | 1.19 | 0.9 |
| Fe2O3 | 53.43 | 42.97 | 40.07 | 51.98 | 47.50 | 48.69 | 47.44 |
| CaO | 9.60 | 7.40 | 7.76 | 8.40 | 6.62 | 9.52 | 8.22 |
| MgO | 5.18 | 3.79 | 4.24 | 5.44 | 4.00 | 4.72 | 4.56 |
| SO3 | 1.16 | 1.05 | 0.97 | 1.37 | 1.93 | 1.20 | 1.28 |
| Na2O | 8.45 | 12.80 | 14.04 | 8.55 | 9.84 | 9.14 | 10.47 |
| K2O | 6.54 | 10.95 | 10.21 | 6.51 | 8.69 | 6.65 | 8.26 |
| Zn | 1.54 | 3.47 | 1.90 | 1.46 | 2.30 | 1.72 | 2.07 |
| P2O5 | 0.47 | 0.98 | 1.34 | 0.48 | 0.47 | 0.52 | 0.71 |
| TiO2 | 0.23 | 0.19 | 0.21 | 0.23 | 0.16 | 0.28 | 0.22 |
| MnO | 0.50 | 0.33 | 0.38 | 0.84 | 0.66 | 0.82 | 0.59 |
| Oxide (%) | Furnace 2 | Furnace 3 | Furnace 5 | Average Coarse |
|---|---|---|---|---|
| SiO2 | 14.46 | 13.40 | 12.83 | 13.56 |
| Al2O3 | 2.98 | 2.90 | 2.97 | 2.95 |
| Fe2O3 | 43.94 | 42.95 | 41.79 | 42.89 |
| CaO | 22.67 | 22.17 | 24.38 | 23.07 |
| MgO | 7.82 | 8.81 | 8.40 | 8.34 |
| SO3 | 0.15 | 0.12 | 0.18 | 0.15 |
| Na2O | 3.24 | 3.73 | 3.38 | 3.45 |
| K2O | 1.28 | 1.68 | 1.59 | 1.52 |
| Zn | 0.01 | 0.01 | 0.01 | 0.01 |
| P2O5 | 0.88 | 0.83 | 0.70 | 0.8 |
| TiO2 | 0.85 | 0.89 | 0.83 | 0.86 |
| MnO | 0.36 | 0.41 | 0.41 | 0.39 |
| Oxide (%) | MH7 | MH8 | Average MH |
|---|---|---|---|
| SiO2 | 3.91 | 4.03 | 3.97 |
| Al2O3 | 0.77 | 1.09 | 0.93 |
| Fe2O3 | 83.62 | 81.40 | 82.51 |
| CaO | 5.47 | 6.32 | 5.90 |
| MgO | 1.90 | 2.70 | 2.30 |
| SO3 | 0.15 | 0.10 | 0.13 |
| Na2O | 0.30 | 0.27 | 0.29 |
| K2O | 0.17 | 0.13 | 0.15 |
| Zn | 0.01 | 0.01 | 0.01 |
| P2O5 | 0.17 | 0.18 | 0.18 |
| TiO2 | 0.35 | 0.30 | 0.33 |
| MnO | 2.01 | 0.35 | 1.18 |
| Description | kg/m3 |
|---|---|
| Coarse Gravel | 490 |
| Fine Gravel | 326 |
| Sand | 1029 |
| Cement | 350 |
| Water | 168 |
| W/C | 0.48 |
| Description | 2% EAFD kg/m3 | 5% EAFD kg/m3 | 8% EAFD kg/m3 |
|---|---|---|---|
| Coarse Gravel | 490 | 490 | 490 |
| Fine Gravel | 326 | 326 | 326 |
| Sand | 1029 | 1029 | 1029 |
| Cement | 343 | 332.5 | 322 |
| EAFD | 7 | 17.5 | 28 |
| Water | 168 | 168 | 168 |
| W/C | 0.48 | 0.48 | 0.48 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saeb, S.; Capitán, J.A.; Cobo, A. The Effect of Electric Arc Furnace Dust (EAFD) on Improving Characteristics of Conventional Concrete. Buildings 2023, 13, 1526. https://doi.org/10.3390/buildings13061526
Saeb S, Capitán JA, Cobo A. The Effect of Electric Arc Furnace Dust (EAFD) on Improving Characteristics of Conventional Concrete. Buildings. 2023; 13(6):1526. https://doi.org/10.3390/buildings13061526
Chicago/Turabian StyleSaeb, Sajjad, José A. Capitán, and Alfonso Cobo. 2023. "The Effect of Electric Arc Furnace Dust (EAFD) on Improving Characteristics of Conventional Concrete" Buildings 13, no. 6: 1526. https://doi.org/10.3390/buildings13061526