
Development and Characteristic of 3D-Printable Mortar with Waste Glass Powder

Abstract
:1. Introduction
2. Materials and Methods
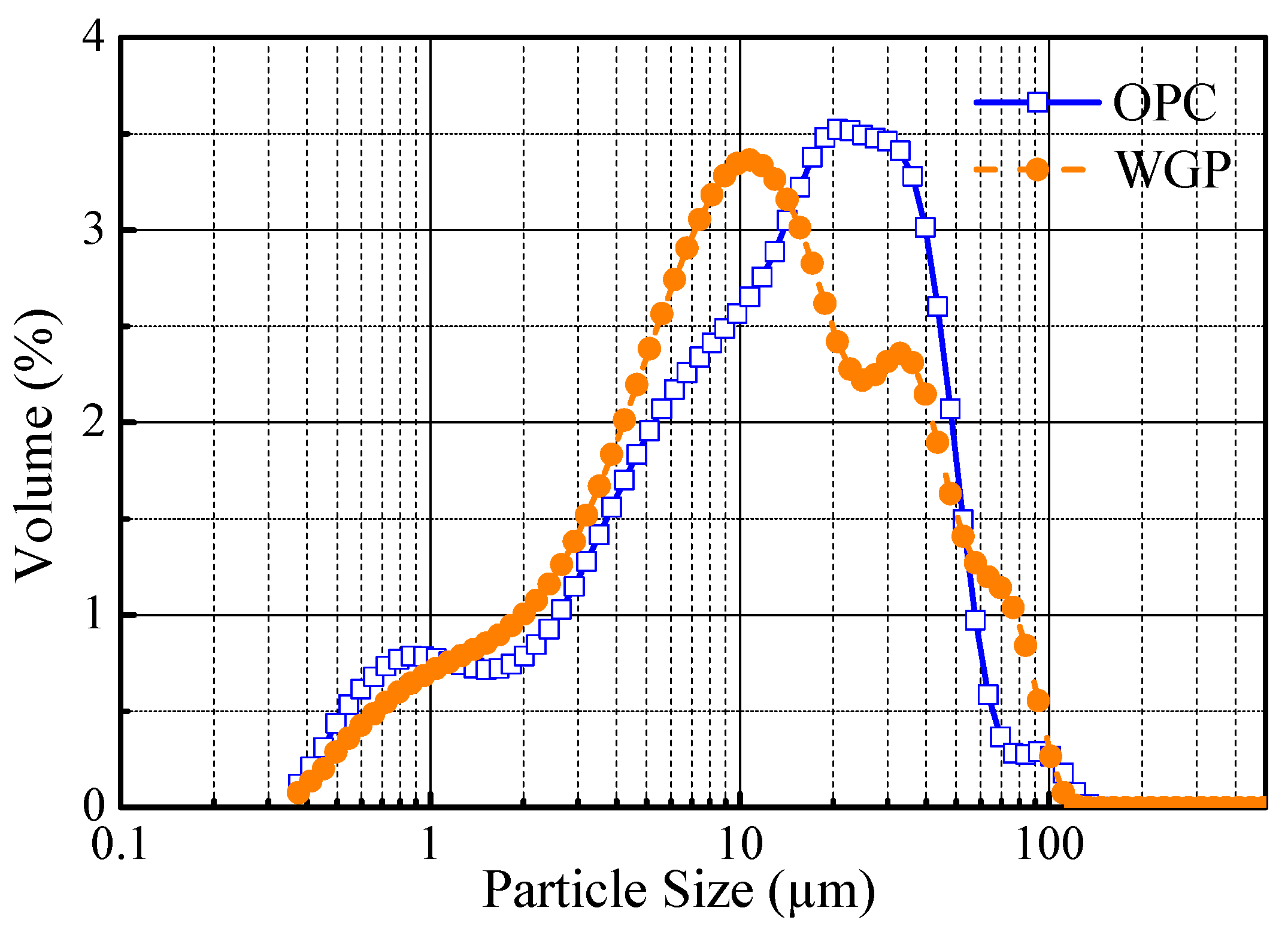
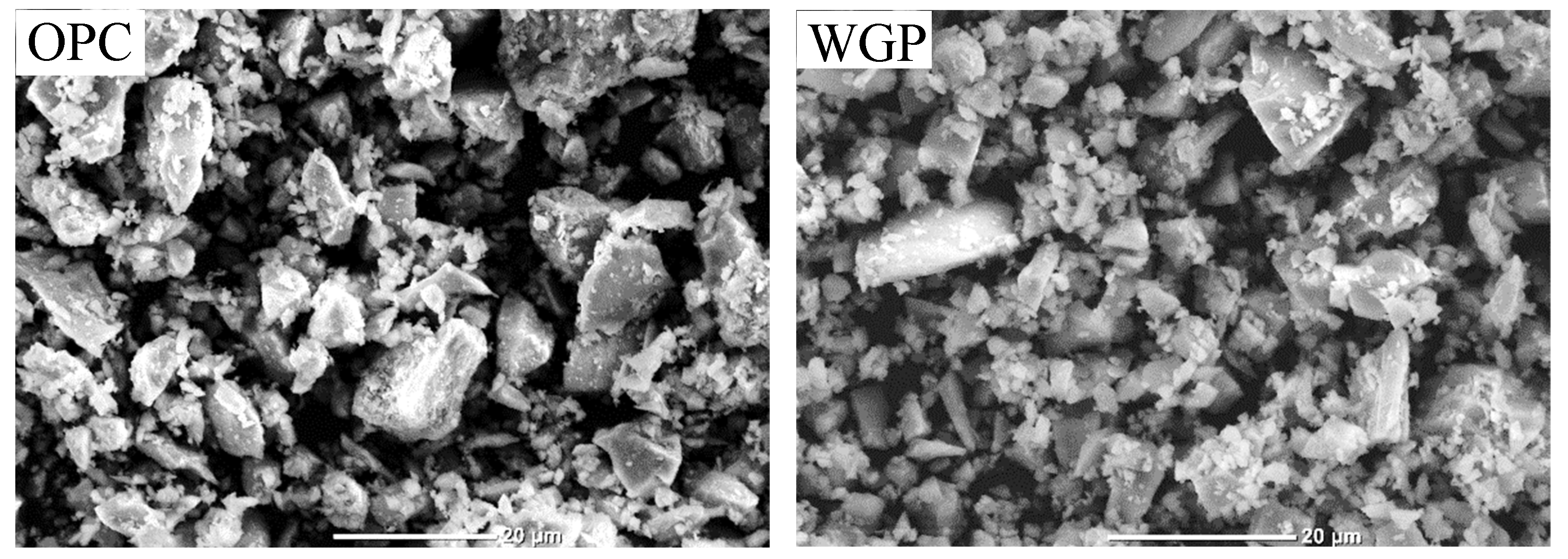
2.1. Materials and Mix Proportions
2.2. Three-Dimensional printer and Printing Parameters
2.3. Experimental Methods
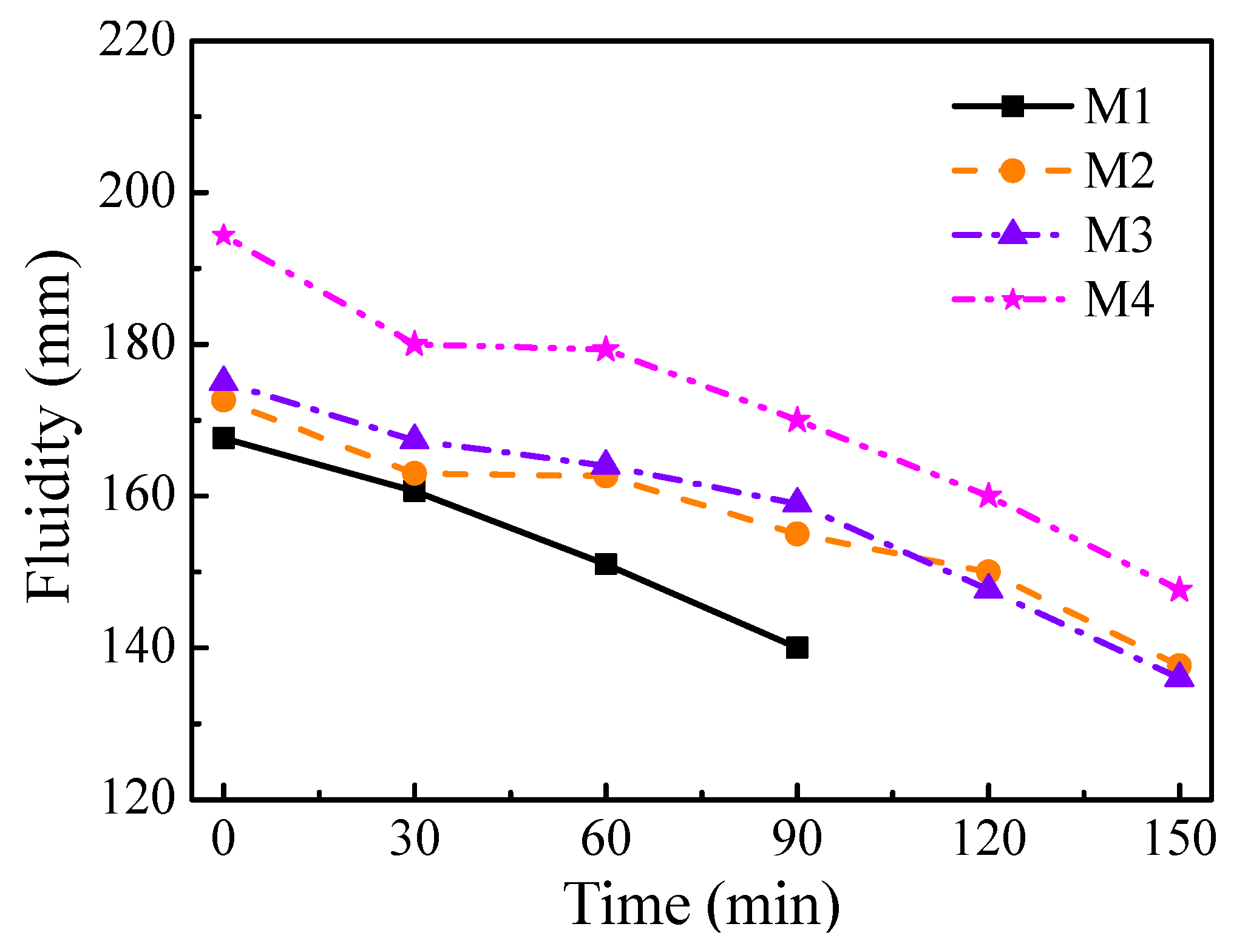
2.3.1. Fluidity
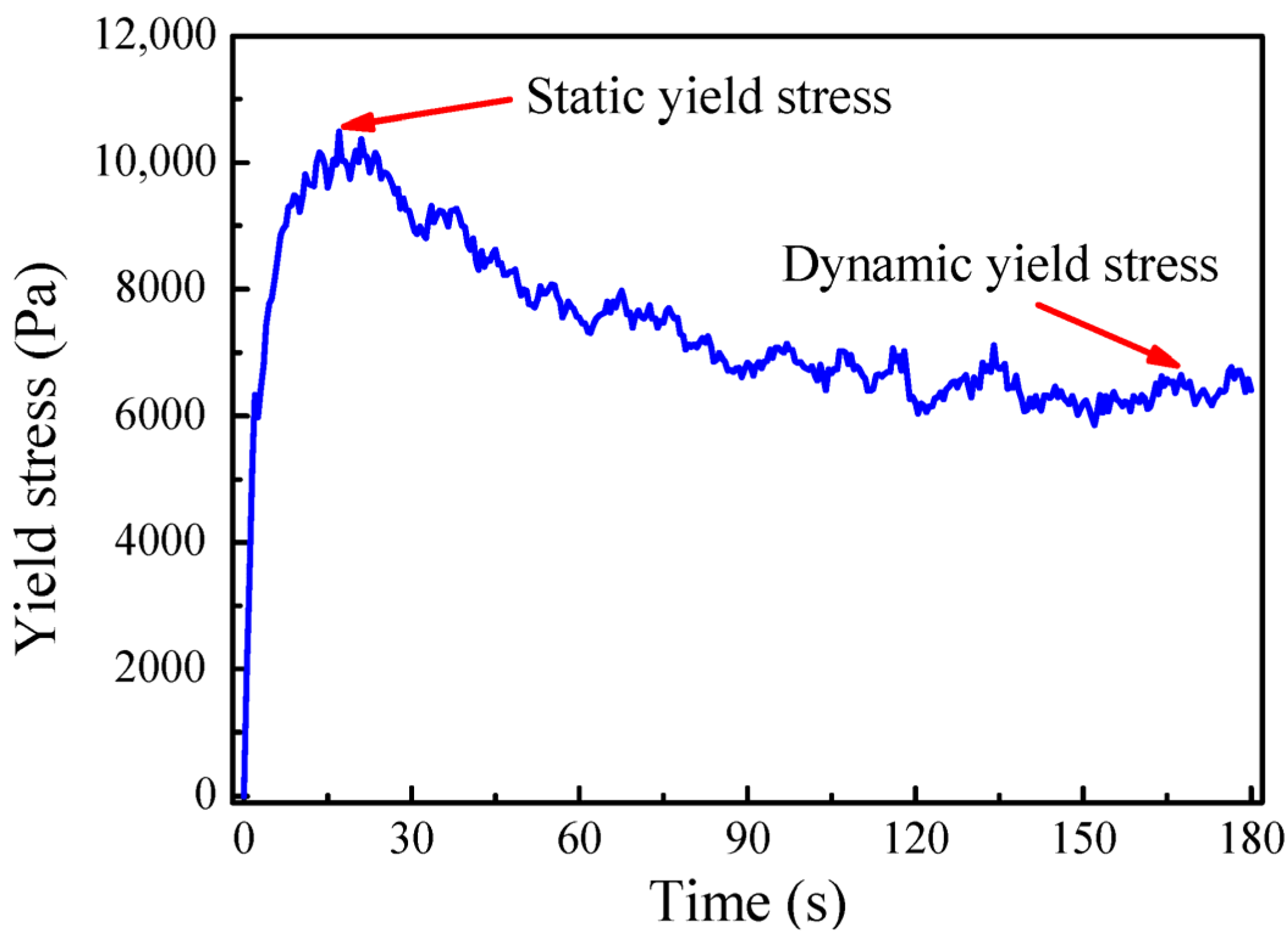
2.3.2. Rheological Parameters
2.3.3. Heat of Hydration
2.3.4. Buildability
2.3.5. Compressive Strength, Anisotropy, and Drying Shrinkage
3. Test Results
3.1. Fluidity
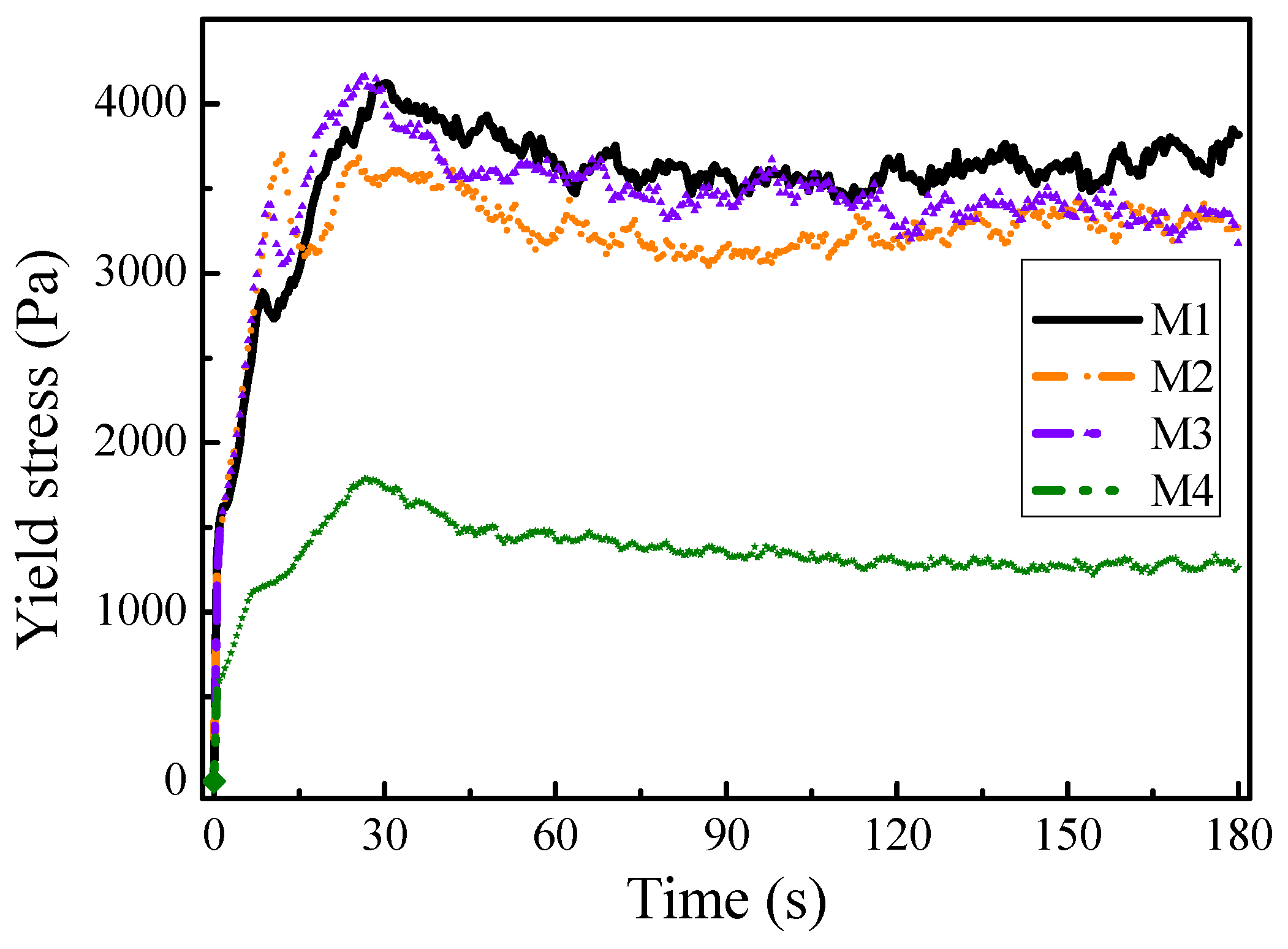
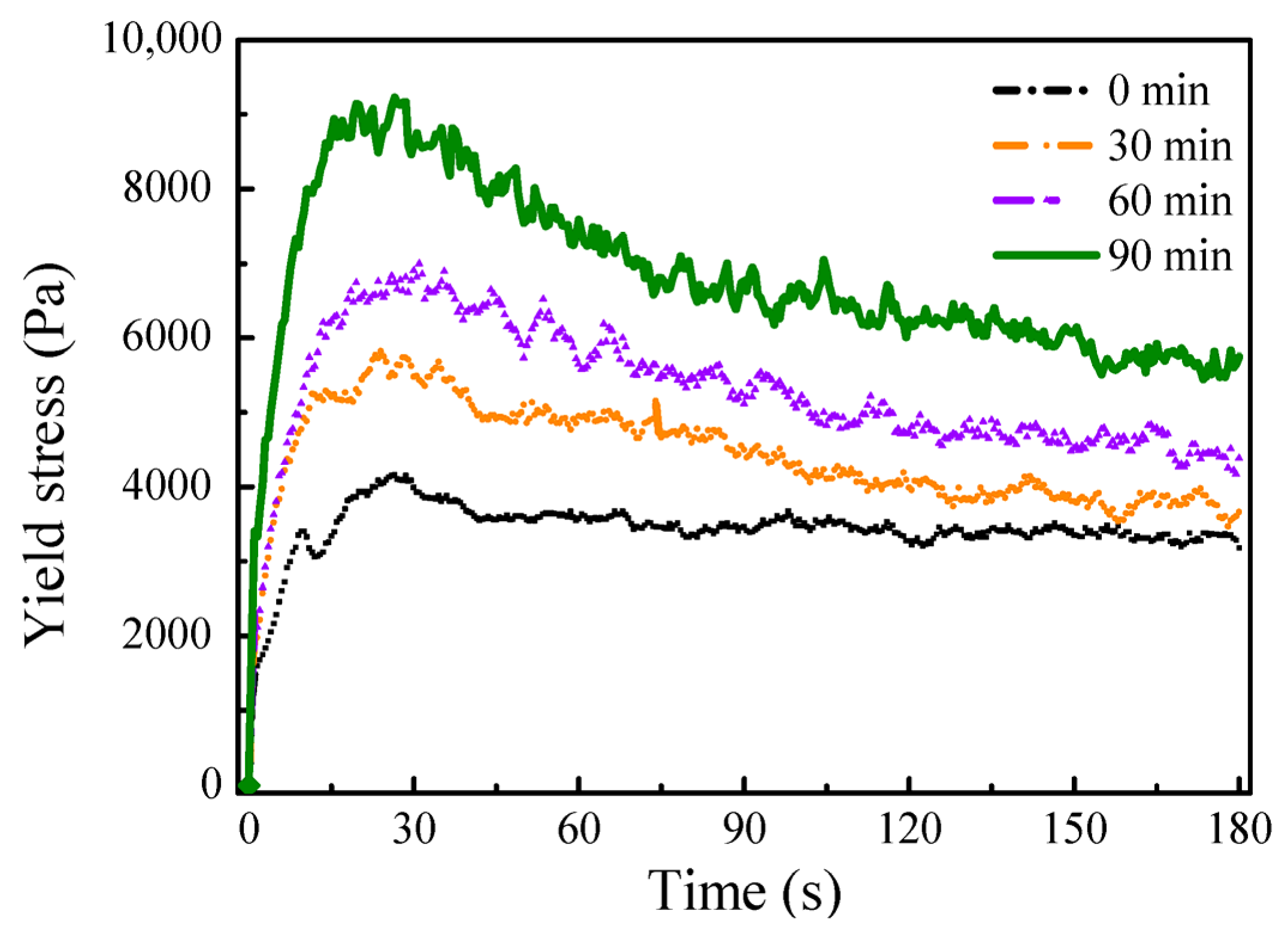
3.2. Yield Stress and Thixotropy
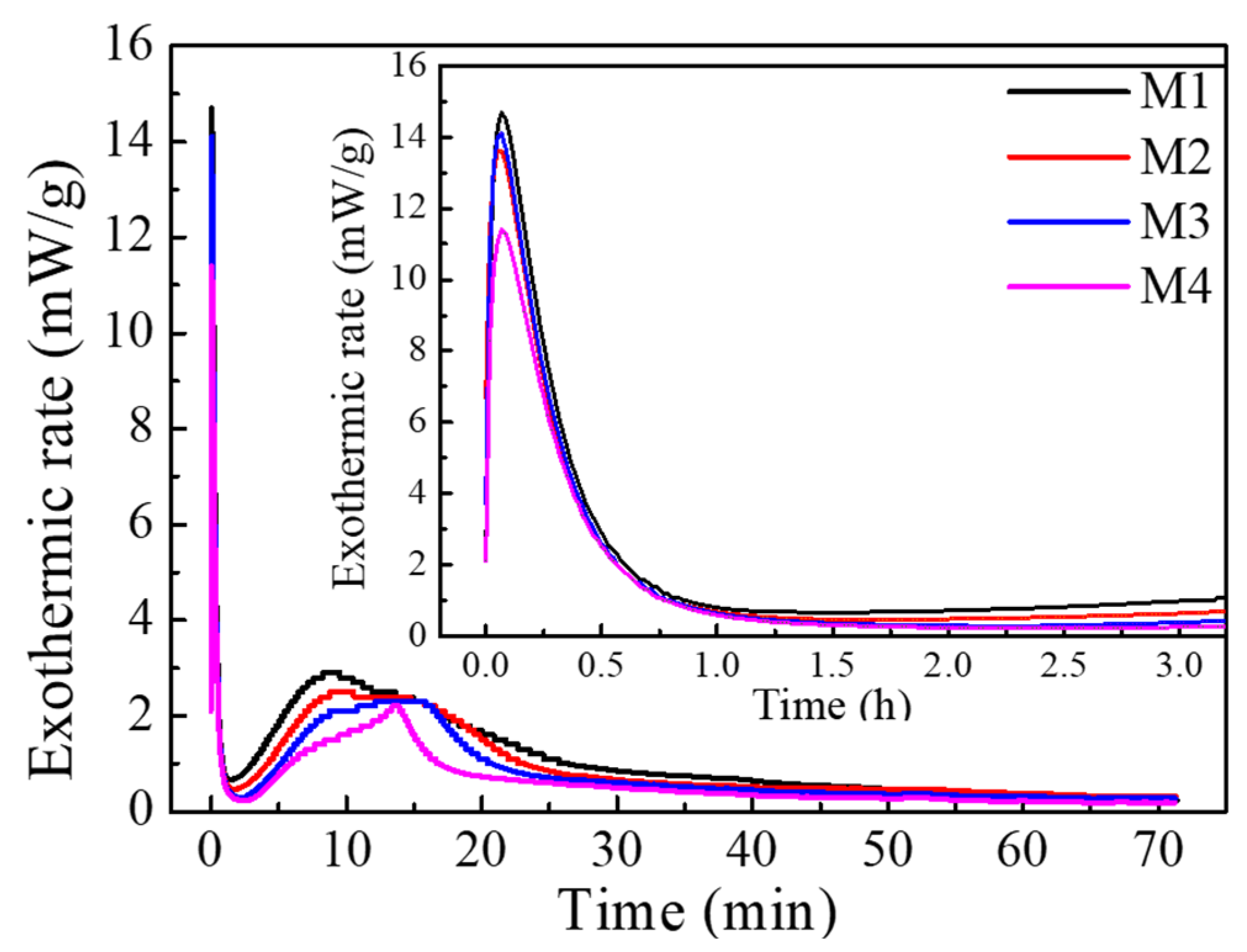
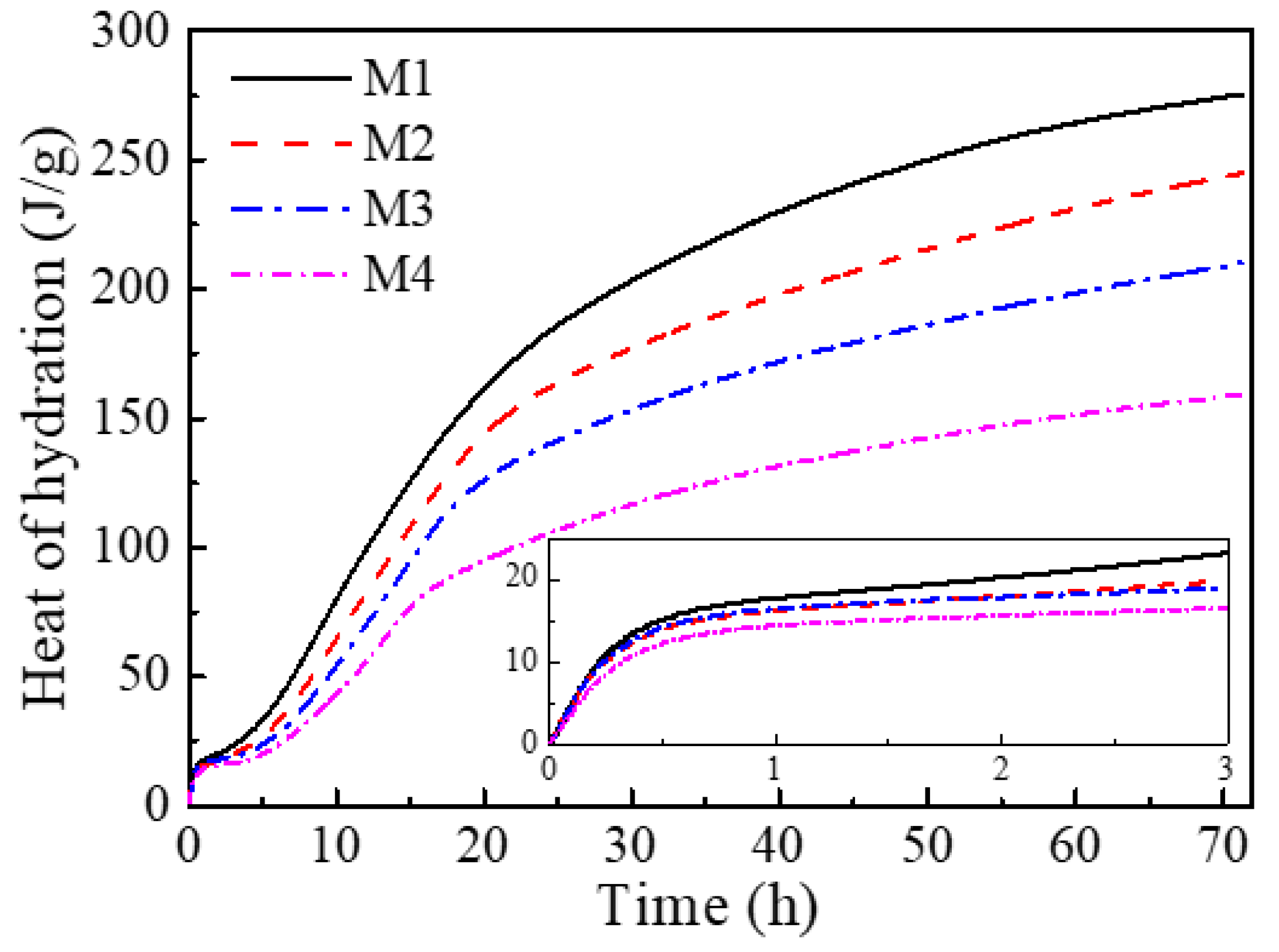
3.3. Heat of Hydration
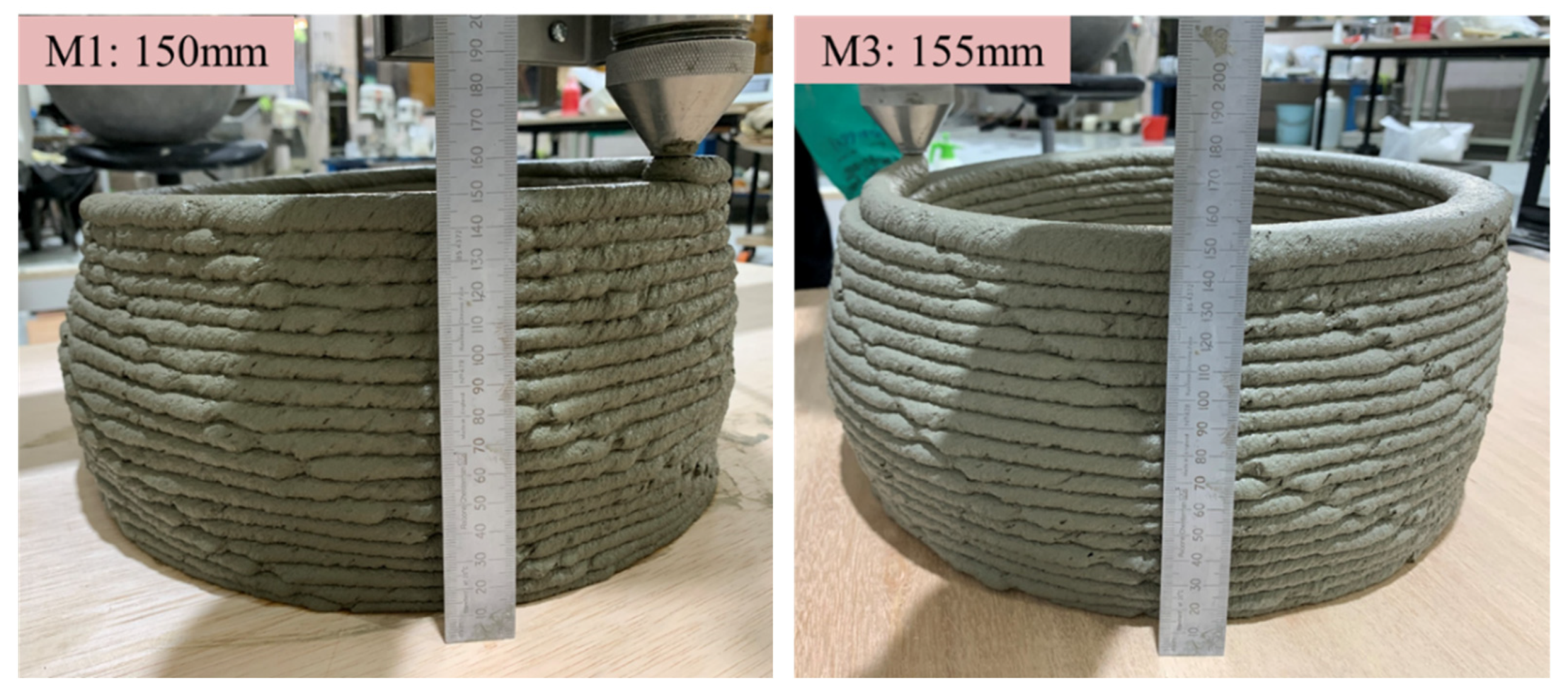
3.4. Buildability
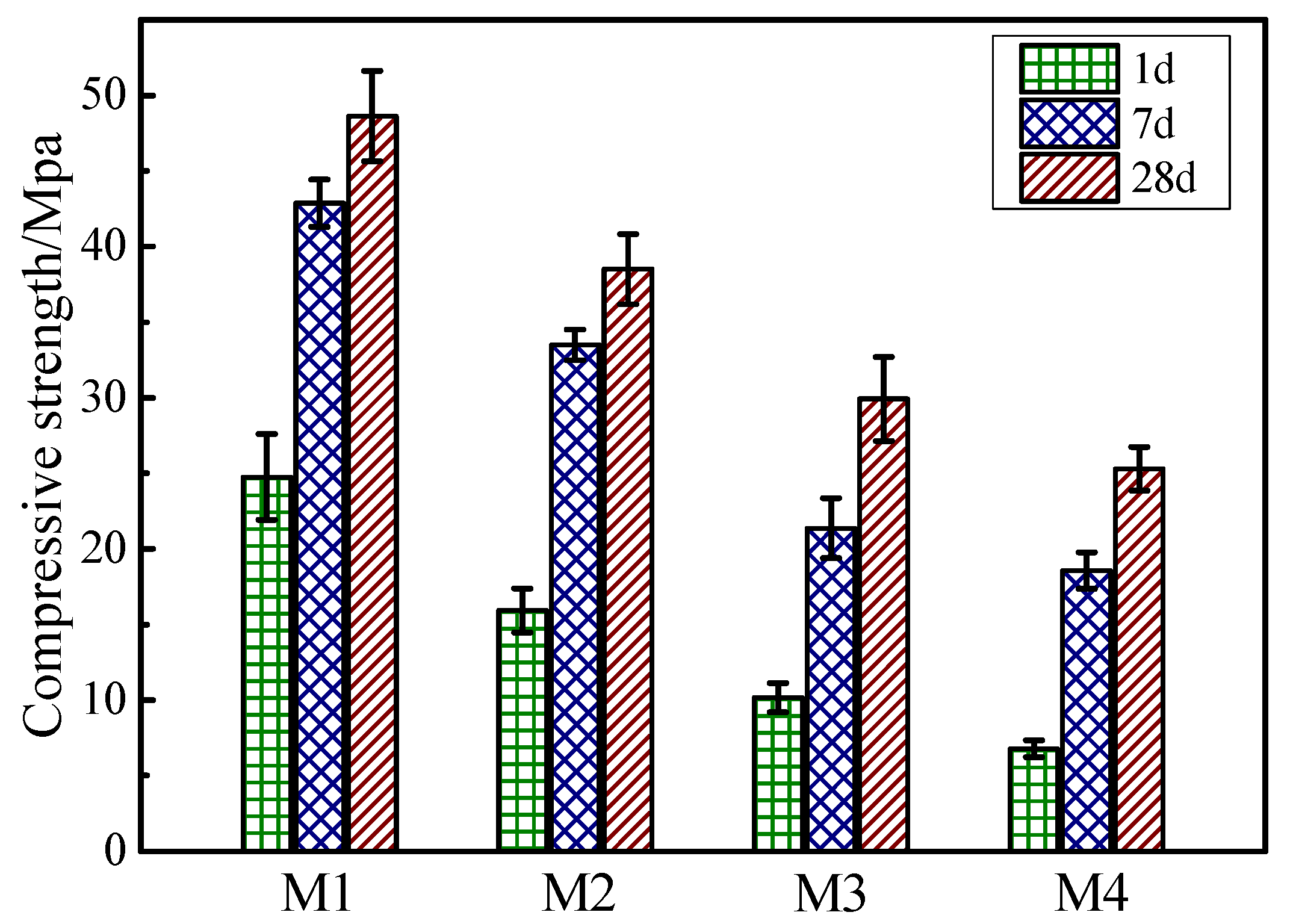
3.5. Compressive Strength
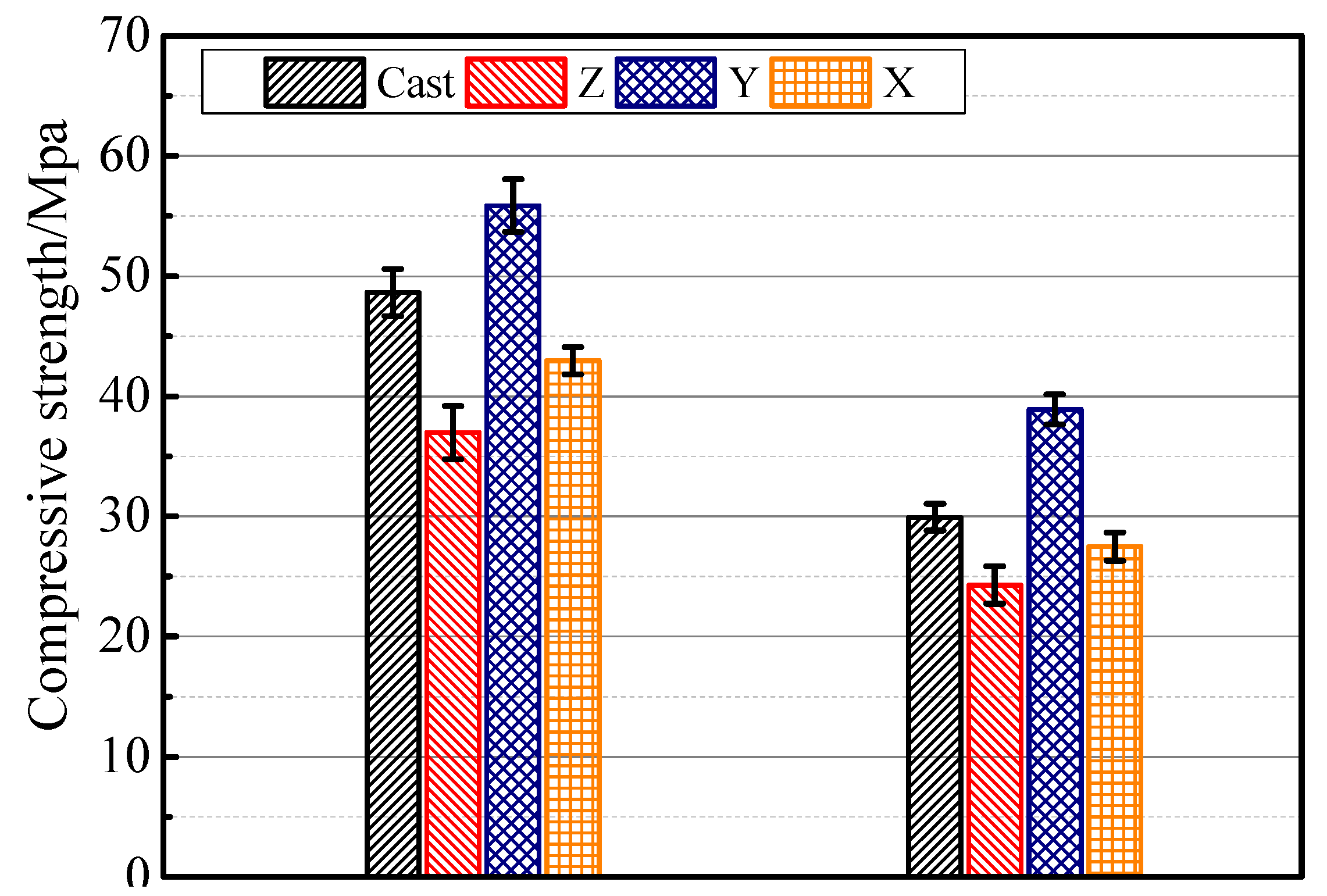
3.6. Anisotropy
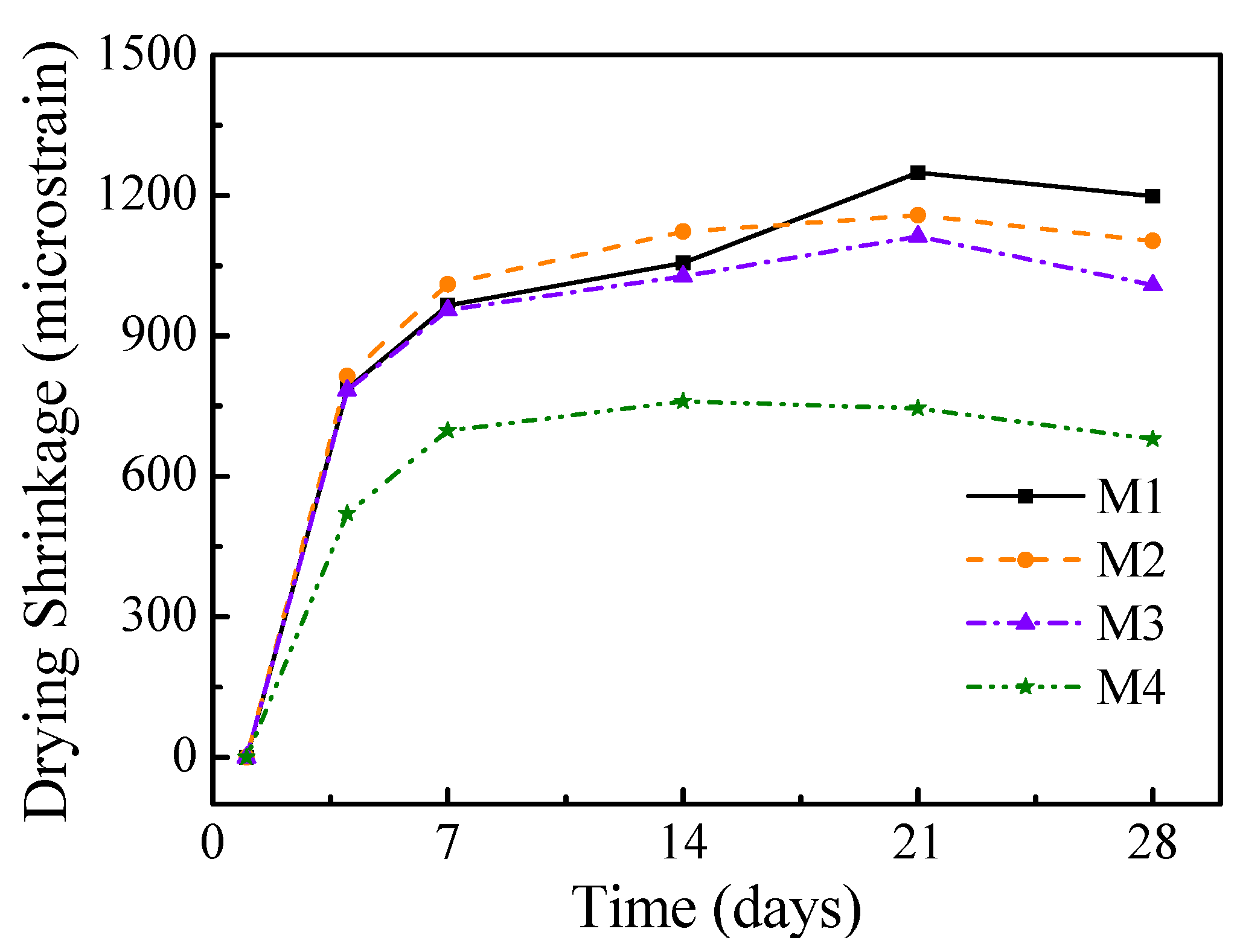
3.7. Drying Shrinkage
4. Relationship between Fluidity and Rheology
5. Discussion
5.1. Fresh Properties
5.2. Buildability and Hardened Properties
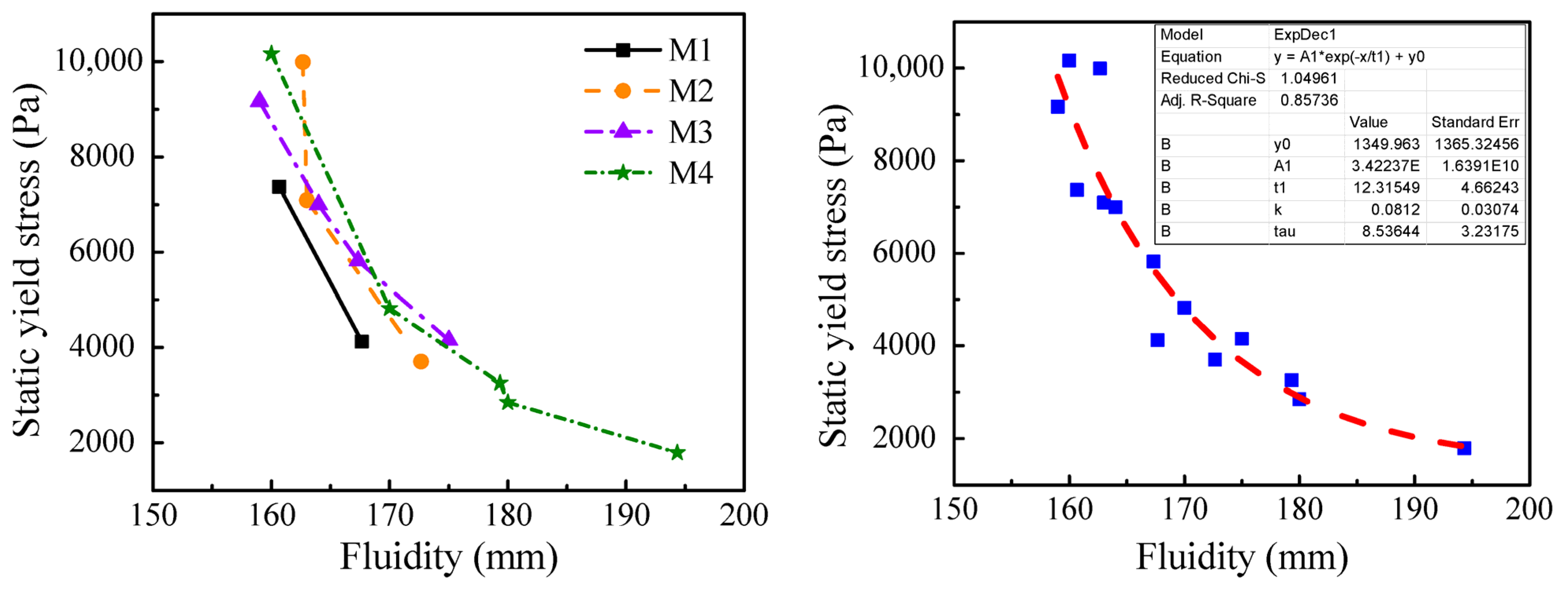
5.3. Relationship between Fluidity and Static Yield Stress
6. Conclusions
- (1)
- Less than 40% replacement of cement by WGP had a limited influence on the initial fluidity, initial static yield stress, buildability, and drying shrinkage of the 3D printing mixture. Although it decreased the compressive strength, it slowed down the fluidity decrease and static yield stress increase, which could extend the open printing time of the mixture and was therefore regarded to be beneficial from the perspective of printing.
- (2)
- The printing mixture prepared with 60% WGP reduced the dying shrinkage by 50%. However, it significantly decreased the initial fluidity, initial static yield stress, buildability, and compressive strength of the printing mixture.
- (3)
- An exponential decay function between fluidity and static yield stress was provided. Based on this, the simple fluidity test could provide information on the printability of printing mixtures and help to set up reasonable printing parameters to guide practical printing.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yuan, H.; Shen, L. Trend of the research on construction and demolition waste management. Waste Manag. 2011, 31, 670–679. [Google Scholar] [CrossRef] [PubMed]
- Xiao, J.; Ji, G.; Zhang, Y.; Ma, G.; Mechtcherine, V.; Pan, J.; Wang, L.; Ding, T.; Duan, Z.; Du, S. Large-scale 3D printing concrete technology: Current status and future opportunities. Cem. Concr. Compos. 2021, 122, 104115. [Google Scholar] [CrossRef]
- Buswell, R.A.; Leal de Silva, W.R.; Jones, S.Z.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for research. Cem. Concr. Res. 2018, 112, 37–49. [Google Scholar] [CrossRef]
- Panda, B.; Tan, M.J. Experimental study on mix proportion and fresh properties of fly ash based geopolymer for 3D concrete printing. Ceram. Int. 2018, 44, 10258–10265. [Google Scholar] [CrossRef]
- Xiao, J.; Zou, S.; Yu, Y.; Wang, Y.; Ding, T.; Zhu, Y.; Yu, J.; Li, S.; Duan, Z.; Wu, Y.; et al. 3D recycled mortar printing: System development, process design, material properties and on-site printing. J. Build. Eng. 2020, 32, 101779. [Google Scholar] [CrossRef]
- Mohan, M.K.; Rahul, A.V.; De Schutter, G.; Van Tittelboom, K. Extrusion-based concrete 3D printing from a material perspective: A state-of-the-art review. Cem. Concr. Compos. 2021, 115, 103855. [Google Scholar] [CrossRef]
- Heidarnezhad, F.; Zhang, Q. Shotcrete based 3D concrete printing: State of art, challenges, and opportunities. Constr. Build. Mater. 2022, 323, 126545. [Google Scholar] [CrossRef]
- Pegna, J. Exploratory investigation of solid freeform construction. Autom. Constr. 1997, 5, 427–437. [Google Scholar] [CrossRef]
- Khoshnevis, B. Automated construction by contour crafting—Related robotics and information technologies. Autom. Constr. 2004, 13, 5–19. [Google Scholar] [CrossRef]
- Weng, Y.; Li, M.; Ruan, S.; Wong, T.N.; Tan, M.J.; Ow Yeong, K.L.; Qian, S. Comparative economic, environmental and productivity assessment of a concrete bathroom unit fabricated through 3D printing and a precast approach. J. Clean. Prod. 2020, 261, 121245. [Google Scholar] [CrossRef]
- Han, Y.; Yang, Z.; Ding, T.; Xiao, J. Environmental and economic assessment on 3D printed buildings with recycled concrete. J. Clean. Prod. 2021, 278, 123884. [Google Scholar] [CrossRef]
- De Schutter, G.; Lesage, K.; Mechtcherine, V.; Nerella, V.N.; Habert, G.; Agusti-Juan, I. Vision of 3D printing with concrete—Technical, economic and environmental potentials. Cem. Concr. Res. 2018, 112, 25–36. [Google Scholar] [CrossRef]
- Nerella, V.N.; Krause, M.; Mechtcherine, V. Direct printing test for buildability of 3D-printable concrete considering economic viability. Autom. Constr. 2020, 109, 102986. [Google Scholar] [CrossRef]
- Wang, L.; Ma, H.; Li, Z.; Ma, G.; Guan, J. Cementitious composites blending with high belite sulfoaluminate and medium-heat Portland cements for largescale 3D printing. Addit. Manuf. 2021, 46, 102189. [Google Scholar] [CrossRef]
- Zhang, C.; Nerella, V.N.; Krishna, A.; Wang, S.; Zhang, Y.; Mechtcherine, V.; Banthia, N. Mix design concepts for 3D printable concrete: A review. Cem. Concr. Compos. 2021, 122, 104155. [Google Scholar] [CrossRef]
- Zhang, H.; Xiao, J. Plastic shrinkage and cracking of 3D printed mortar with recycled sand. Constr. Build. Mater. 2021, 302, 124405. [Google Scholar] [CrossRef]
- Liu, S.; Lu, B.; Li, H.; Pan, Z.; Jiang, J.; Qian, S. A comparative study on environmental performance of 3D printing and conventional casting of concrete products with industrial wastes. Chemosphere 2022, 298, 134310. [Google Scholar] [CrossRef]
- Bhattacherjee, S.; Basavaraj, A.S.; Rahul, A.V.; Santhanam, M.; Gettu, R.; Panda, B.; Schlangen, E.; Chen, Y.; Copuroglu, O.; Ma, G.; et al. Sustainable materials for 3D concrete printing. Cem. Concr. Compos. 2021, 122, 104156. [Google Scholar] [CrossRef]
- Dey, D.; Srinivas, D.; Panda, B.; Suraneni, P.; Sitharam, T.G. Use of industrial waste materials for 3D printing of sustainable concrete: A review. J. Clean. Prod. 2022, 340, 130749. [Google Scholar] [CrossRef]
- Juenger, M.C.G.; Siddique, R. Recent advances in understanding the role of supplementary cementitious materials in concrete. Cem. Concr. Res. 2015, 78, 71–80. [Google Scholar] [CrossRef]
- Skibsted, J.; Snellings, R. Reactivity of supplementary cementitious materials (SCMs) in cement blends. Cem. Concr. Res. 2019, 124, 105799. [Google Scholar] [CrossRef]
- Lu, J.-X.; Shen, P.; Zheng, H.; Zhan, B.; Ali, H.A.; He, P.; Poon, C.S. Synergetic recycling of waste glass and recycled aggregates in cement mortars: Physical, durability and microstructure performance. Cem. Concr. Compos. 2020, 113, 103632. [Google Scholar] [CrossRef]
- Dong, W.; Li, W.; Tao, Z. A comprehensive review on performance of cementitious and geopolymeric concretes with recycled waste glass as powder, sand or cullet. Resour. Conserv. Recycl. 2021, 172, 105664. [Google Scholar] [CrossRef]
- Islam, G.M.S.; Rahman, M.H.; Kazi, N. Waste glass powder as partial replacement of cement for sustainable concrete practice. Int. J. Sustain. Built Environ. 2017, 6, 37–44. [Google Scholar] [CrossRef] [Green Version]
- Matos, A.M.; Sousa-Coutinho, J. Durability of mortar using waste glass powder as cement replacement. Constr. Build. Mater. 2012, 36, 205–215. [Google Scholar] [CrossRef]
- Omran, A.; Tagnit-Hamou, A. Performance of glass-powder concrete in field applications. Constr. Build. Mater. 2016, 109, 84–95. [Google Scholar] [CrossRef]
- Schwarz, N.; Neithalath, N. Influence of a fine glass powder on cement hydration: Comparison to fly ash and modeling the degree of hydration. Cem. Concr. Res. 2008, 38, 429–436. [Google Scholar] [CrossRef]
- Lu, J.-X.; Zhou, Y.; He, P.; Wang, S.; Shen, P.; Poon, C.S. Sustainable reuse of waste glass and incinerated sewage sludge ash in insulating building products: Functional and durability assessment. J. Clean. Prod. 2019, 236, 117635. [Google Scholar] [CrossRef]
- Aliabdo, A.A.; Abd Elmoaty, A.E.M.; Aboshama, A.Y. Utilization of waste glass powder in the production of cement and concrete. Constr. Build. Mater. 2016, 124, 866–877. [Google Scholar] [CrossRef]
- Jiang, X.; Xiao, R.; Bai, Y.; Huang, B.; Ma, Y. Influence of waste glass powder as a supplementary cementitious material (SCM) on physical and mechanical properties of cement paste under high temperatures. J. Clean. Prod. 2022, 340, 130778. [Google Scholar] [CrossRef]
- Rollakanti, C.R.; Prasad, C.V.S.R. Applications, performance, challenges and current progress of 3D concrete printing technologies as the future of sustainable construction—A state of the art review. Mater. Today Proc. 2022, 65, 995–1000. [Google Scholar] [CrossRef]
- Zou, S.; Xiao, J.; Duan, Z.; Ding, T.; Hou, S. On rheology of mortar with recycled fine aggregate for 3D printing. Constr. Build. Mater. 2021, 311, 125312. [Google Scholar] [CrossRef]
- ASTM C230/C230M-14; Standard Specification for Flow Table for Use in Tests of Hydraulic Cement. ASTM International: West Conshohocken, PA, USA, 2014.
- Qian, Y.; Kawashima, S. Distinguishing dynamic and static yield stress of fresh cement mortars through thixotropy. Cem. Concr. Compos. 2018, 86, 288–296. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J.; Zou, S.; Wang, Y. Hardened properties of layered 3D printed concrete with recycled sand. Cem. Concr. Compos. 2020, 113, 103724. [Google Scholar] [CrossRef]
- ASTM C109/C109M; Standard Test Method for Comprehensive Strength of Hydraulic Cement Mortars. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM C157/C157M-08; Standard Test Method for Length Change of Hardened Hydraulic-Cement Mortar and Concrete. ASTM International: West Conshohocken, PA, USA, 2014.
- Zou, S.; Xiao, J.; Ding, T.; Duan, Z.; Zhang, Q. Printability and advantages of 3D printing mortar with 100% recycled sand. Constr. Build. Mater. 2021, 273, 121699. [Google Scholar] [CrossRef]
- Zhang, C.; Deng, Z.; Chen, C.; Zhang, Y.; Mechtcherine, V.; Sun, Z. Predicting the static yield stress of 3D printable concrete based on flowability of paste and thickness of excess paste layer. Cem. Concr. Compos. 2022, 129, 104494. [Google Scholar] [CrossRef]
- Zheng, D.; Wang, D.; Cui, H.; Chen, X. Hydration characteristics of cement with high volume circulating fluidized bed fly ash. Constr. Build. Mater. 2023, 380, 131310. [Google Scholar] [CrossRef]
- Xu, Z.; Gao, J.; Zhao, Y.; Li, S.; Guo, Z.; Luo, X.; Chen, G. Promoting utilization rate of ground granulated blast furnace slag (GGBS): Incorporation of nanosilica to improve the properties of blended cement containing high volume GGBS. J. Clean. Prod. 2022, 332, 130096. [Google Scholar] [CrossRef]
- Liu, G.; Florea, M.V.A.; Brouwers, H.J.H. The hydration and microstructure characteristics of cement pastes with high volume organic-contaminated waste glass powder. Constr. Build. Mater. 2018, 187, 1177–1189. [Google Scholar] [CrossRef]
- Lu, J.-X.; Shen, P.; Zheng, H.; Ali, H.A.; Poon, C.S. Development and characteristics of ultra high-performance lightweight cementitious composites (UHP-LCCs). Cem. Concr. Res. 2021, 145, 106462. [Google Scholar] [CrossRef]
- Salahaddin, S.D.; Haido, J.H.; Wardeh, G. The behavior of UHPC containing recycled glass waste in place of cementitious materials: A comprehensive review. Case Stud. Constr. Mater. 2022, 17, e01494. [Google Scholar] [CrossRef]
- He, Z.-H.; Han, X.-D.; Zhang, M.-Y.; Yuan, Q.; Shi, J.-Y.; Zhan, P.-M. A novel development of green UHPC containing waste concrete powder derived from construction and demolition waste. Powder Technol. 2022, 398, 117075. [Google Scholar] [CrossRef]
- Liu, Z.; Shi, C.; Shi, Q.; Tan, X.; Meng, W. Recycling waste glass aggregate in concrete: Mitigation of alkali-silica reaction (ASR) by carbonation curing. J. Clean. Prod. 2022, 370, 133545. [Google Scholar] [CrossRef]
- He, P.; Zhang, B.; Lu, J.-X.; Poon, C.S. Reaction mechanisms of alkali-activated glass powder-ggbs-CAC composites. Cem. Concr. Compos. 2021, 122, 104143. [Google Scholar] [CrossRef]
- Bueno, E.T.; Paris, J.M.; Clavier, K.A.; Spreadbury, C.; Ferraro, C.C.; Townsend, T.G. A review of ground waste glass as a supplementary cementitious material: A focus on alkali-silica reaction. J. Clean. Prod. 2020, 257, 120180. [Google Scholar] [CrossRef]
- Abellan-Garcia, J.; Iqbal Khan, M.; Abbas, Y.M.; Martínez-Lirón, V.; Carvajal-Muñoz, J.S. The drying shrinkage response of recycled-waste-glass-powder-and calcium-carbonate-based ultrahigh-performance concrete. Constr. Build. Mater. 2023, 379, 131163. [Google Scholar] [CrossRef]
- Chen, X.; Chen, H.; Tan, W. Effect of glass powder on the mechanical and drying shrinkage of glass-fiber-reinforced cementitious composites. Case Stud. Constr. Mater. 2022, 17, e01587. [Google Scholar] [CrossRef]
- Roussel, N. Rheological requirements for printable concretes. Cem. Concr. Res. 2018, 112, 76–85. [Google Scholar] [CrossRef]
- Ma, S.; Qian, Y.; Kawashima, S. Experimental and modeling study on the non-linear structural build-up of fresh cement pastes incorporating viscosity modifying admixtures. Cem. Concr. Res. 2018, 108, 1–9. [Google Scholar] [CrossRef]
- Long, W.-J.; Tao, J.-L.; Lin, C.; Gu, Y.-c.; Mei, L.; Duan, H.-B.; Xing, F. Rheology and buildability of sustainable cement-based composites containing micro-crystalline cellulose for 3D-printing. J. Clean. Prod. 2019, 239, 118054. [Google Scholar] [CrossRef]
- Kruger, J.; Zeranka, S.; van Zijl, G. 3D concrete printing: A lower bound analytical model for buildability performance quantification. Autom. Constr. 2019, 106, 102904. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | SiO2 | Al2O3 | CaO | MgO | SO3 | Fe2O3 | K2O | Na2O | LOI |
|---|---|---|---|---|---|---|---|---|---|
| OPC | 18.7 | 4.40 | 68.1 | - | 5.24 | 2.70 | 0.56 | 0.32 | 0.98 |
| WGP | 69.0 | 2.62 | 10.5 | 1.35 | 0.13 | 1.42 | 0.79 | 13.5 | 0.69 |
| Mix | OPC | WGP | Silica Sand | Water | Superplasticizer | HPMC |
|---|---|---|---|---|---|---|
| M1 | 1000 | 0 | 1000 | 350 | 1.0 | 1.0 |
| M2 | 800 | 200 | 1000 | 350 | 1.0 | 1.0 |
| M3 | 600 | 400 | 1000 | 350 | 1.0 | 1.0 |
| M4 | 400 | 600 | 1000 | 350 | 1.0 | 1.0 |
| Mix | Resting Time (min) | M1 | M2 | M3 | M4 |
|---|---|---|---|---|---|
| Static yield stress (Pa) | 0 | 4121.4 | 3699.1 | 4147.6 | 1789.5 |
| 30 | 7368.4 | 7090.2 | 5815.9 | 2847.6 | |
| 60 | / | 9986.5 | 6998.6 | 3250.1 | |
| 90 | / | / | 9164.4 | 4821.2 | |
| 120 | / | / | / | 10,162 | |
| Dynamic yield stress (Pa) | 0 | 3589.3 | 3269.1 | 3179.1 | 1247.5 |
| 30 | 5109.1 | 4714 | 3468.8 | 1398.6 | |
| 60 | / | 5868.2 | 4180 | 1700.1 | |
| 90 | / | / | 5607.4 | 2664.5 | |
| 120 | / | / | / | 6375 | |
| Thixotropy | 0 | 1.15 | 1.13 | 1.30 | 1.43 |
| 30 | 1.44 | 1.50 | 1.68 | 2.04 | |
| 60 | / | 1.70 | 1.67 | 1.91 | |
| 90 | / | / | 1.63 | 1.81 | |
| 120 | / | / | / | 1.59 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deng, Q.; Zou, S.; Xi, Y.; Singh, A. Development and Characteristic of 3D-Printable Mortar with Waste Glass Powder. Buildings 2023, 13, 1476. https://doi.org/10.3390/buildings13061476
Deng Q, Zou S, Xi Y, Singh A. Development and Characteristic of 3D-Printable Mortar with Waste Glass Powder. Buildings. 2023; 13(6):1476. https://doi.org/10.3390/buildings13061476
Chicago/Turabian StyleDeng, Qi, Shuai Zou, Yonghui Xi, and Amardeep Singh. 2023. "Development and Characteristic of 3D-Printable Mortar with Waste Glass Powder" Buildings 13, no. 6: 1476. https://doi.org/10.3390/buildings13061476